Как самому сделать сварочный аппарат: Страница не найдена —
Содержание
Сварка — своими руками | Мастер
Сварка в домашнем хозяйстве дело нужное, а иногда просто необходимое. Но необходимость эта может возникать редко, а все равно — без сварки никак. Можно просто купить сварочный аппарат, сейчас всего в продаже навалом, только не всегда это финансово целесообразно. Хорошая сварка стоит хороших денег. Второй путь — сделать сварку самостоятельно. Конструкция классической сварки несложная и не требуется экзотических деталей и больших навыков при изготовлении.
Самостоятельно сделать можно и инверторный сварочный аппарат, но это далеко не всем под силу, дорого, трудоемко и наверное нецелесообразно. Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции…
Там народ делится на тех кто пытается удовлетворить собственные амбиции и изготовить инвертор, и на тех, кто им мешает своими советами, так как вторые вообще ни чего ни когда не строили, и не собираются строить, в большинстве своем. Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Вначале кратко рассмотрим принцип и теорию сварочного аппарата.
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50.. .80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв , где Iсв — сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S>0,015P где Р — в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 — 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1>1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2>1,13(I/j)2 где j — плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2; при токе менее 150А — 8 А/мм2; при токе менее 200А — 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ<20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S — площадь сечения магнитопровода ,см2.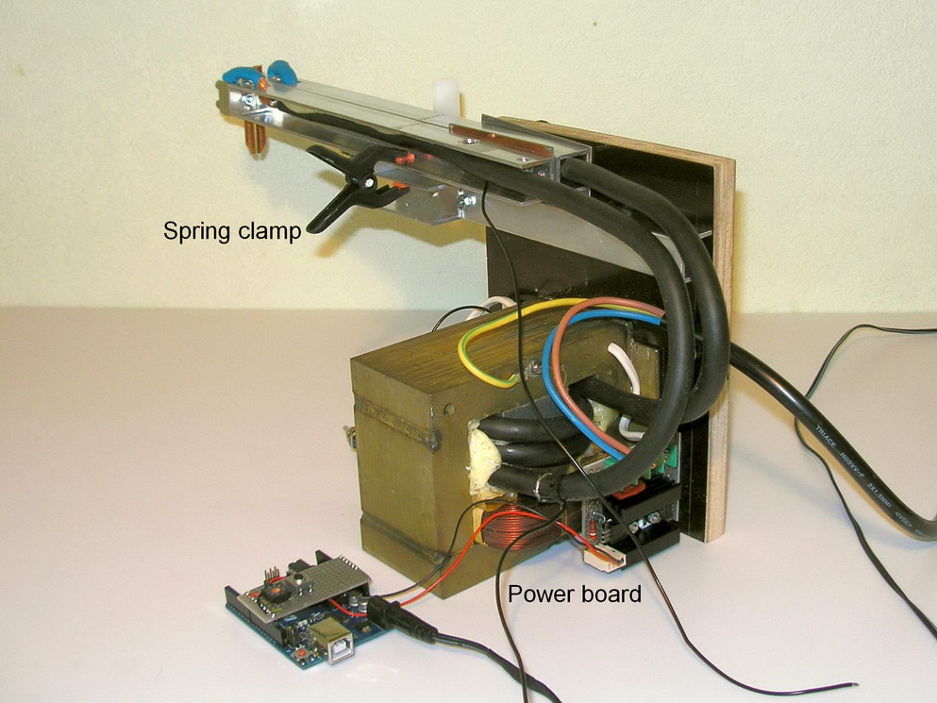
Далее делится своими наработками инженер В. Котлер
Речь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз.
Начнем с самого простого варианта — использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей «с полки» , т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче — это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг — ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт — это уже пол дела — трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера — это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода , которым они намотаны. Если обмотки медные — нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях , если алюминиевые — не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, «комфортно» тянуть ток 75-80 Ампер , почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ , т.е. можно будет варить электродом 3.25 , но с перекурами на остывание аппарата. Если Вы твердо уверены , что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды , а работа не объемная , тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки — они дают очень уж мягкую характеристику, тем не менее дело вкуса). Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Итак, у нас есть трансформатор у которого на выходе худо бедно имеется 40-70 Вольт , первичная обмотка имеет 3 квадратных миллиметра сечения и вторичная более 15 квадратных миллиметров. Если нет, и имеется только подходящая первичная — ничего, чуть позже мы обсудим как это поправить (ее придется намотать и об этом речь еще пойдет. Кстати если вышло все кроме напряжения на вторичной и есть место куда домотать провод — то можно попробовать это сделать в части, где будет обсуждаться наматывание вторичной обмотки упомянем и этот вариант). Надо отметить , что напряжения даны предельные, ниже 40 Вольт будет довольно трудно разжигать дугу , а выше 70 будет довольно трудно достигнуть хороших токов , да и вырастает опасность поражения электрическим током. Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Прищепку взять потуже — ее можно купить , она не дорогая, если нет , то можно использовать от автомобильных «прикуривателей» , но лучше взять специализированную, держатель надо купить и не выдумывать глупостей с «вилками» из арматуры и уголков. Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Аккуратно приматываем провода к вторичной обмотке, ничего не паяем — нам их сразу после пробы отсоединять. Берем кусок железки (толщиной миллиметра три, это может быть уголок , обрезок профиля, или водопроводной трубы), цепляем на него прищепку зажимаем в держатель электрод 2.5 мм и пробуем варить. Как правило промышленно исполненные трансформаторы имеют жесткую или пологопадающую вольт амперную характеристику, которая для сварки не подходит, это значит , что при возгорании дуги выходное напряжение не упадет до положенных 25-27 Вольт а будет пытаться удерживаться таким как оно было вами замерено и процесс горения будет проходить при большом токе сопровождаться характерным гулом и сильным разбрызгиванием, шов будет получаться с глубоким проваром или будут прожоги, реже случается что при касании электродом сразу падает пробка — ничего страшного, это тоже результат — он нас устраивает (излишне отмечать , что пробка должна быть хотя бы Ампер на 15).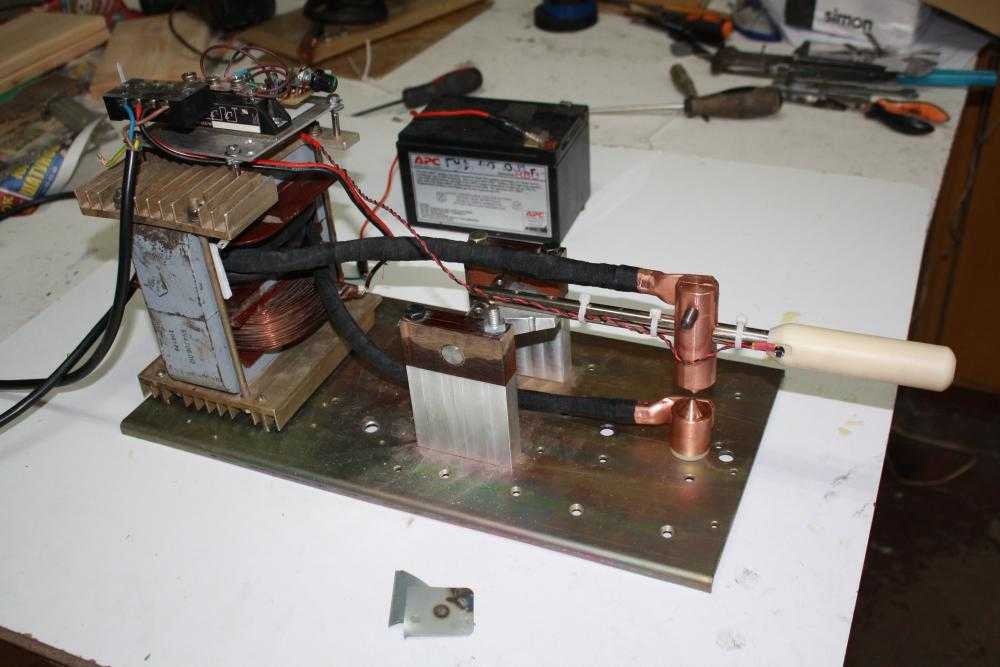 Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Итак у нас трансформатор с жесткой характеристикой (их еще называют с нормальным рассеянием), который для сварки без дополнительных переделок не пригоден , только для резки — это мы только что проверили. Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Что такое индуктивное сопротивление? — Не станем углубляться в объяснения о комплексных величинах, импедансах и т. д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Как и из чего делать такую регулирующую обмотку? (ее называют выносной дроссель). Каждый будет исходить из своих возможностей я же предлагаю свой вариант испытанный уже не один раз — Нам придется найти еще один трансформатор — не пугайтесь он небольшой и не такой тяжелый как первый, нас так же не будут интересовать его обмотки — мы их удалим. Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный).
Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный).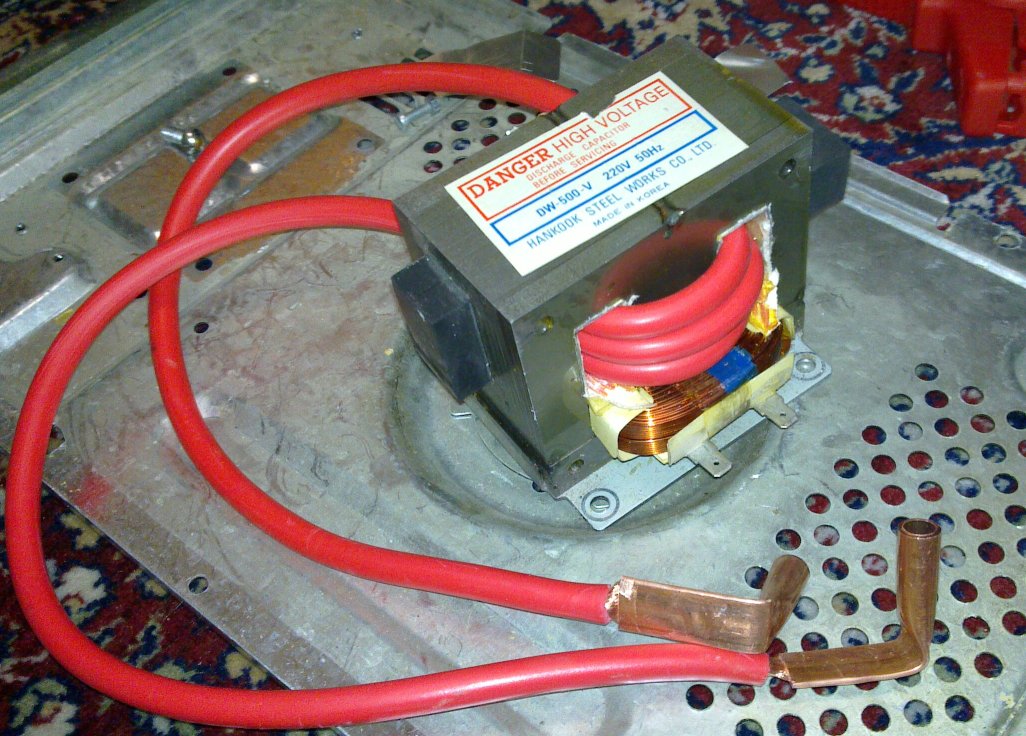 Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Теперь самый главный вопрос сколько витков мотать и где делать отводы. Чтобы ответить на этот вопрос лучше всего опять провести эксперимент. Я обычно поступаю так, сразу наматываю пятнадцать витков и не отрезая провода включаю полученную катушку в сварочную цепь (благо кабели у нас уже есть, один кабель подсоединяется прямо к трансформатору , а второй к длинному необрезанному проводу нашей регулировочной обмотки). Вставляем в держатель электрод 3.25 (ну или самый толстый , которым вы собираетесь пользоваться) и пробуем , если дуга по прежнему гудит и жжет дыры — доматываем виточков пять и опять пробуем , если электрод липнет — отматываем витки , если все устраивает — фиксируем петельку провода — это будет отвод , меняем электрод на потоньше , доматываем виточки и опять пробуем. Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет.
Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Теперь о компоновке самодельной сварки. Вы удивитесь , но это самая сложная часть аппарата , от которой зависит будет ли удобно пользоваться аппаратом и на сколько , будет ли он надежно работать и т.д. Начнем с самых простых и важных вещей. Аппарат тяжелый и следовательно ему потребуется ручка или ручки для переноски (когда по лестнице поднять , когда в багажник машины положить). Аппарат при работе будет нагреваться и следовательно ему нужен хорошо вентилируемый корпус (возможно даже придется снабдить его вентилятором , хотя я не приверженец — мне мешает его монотонный шум). К аппарату подсоединяются разные провода и лучше складывать их так чтобы они не болтались и не мешались. Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Костяком конструкции являются две горизонтальные пластины выполненные из толстой фанеры или ДСП (лучше фанеры), пойдет доска или как сделано в моем случае остаток полированной дверцы от старого шкафа (клеенная доска). Нижняя пластина снабжена ножками — это удобно , особенно если аппарат хранится в помещении где случаются лужи. На нижней пластине закреплен основной трансформатор и регулировочный дроссель — я крепил просто шурупами. по углам обеих пластин просверлены отверстия через которые продеты резьбовые прутки бна прутках имеются гайки и шайбы , которыми обжимаются обе пластины , ими же и регулируется расстояние между пластинами. Выступающие части прутков служат основами для ручек , в свою очередь ручки являются местом укладки проводов. Сами ручки выполняются из черенка для лопаты или карниза для занавесей. В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
Теперь вернемся к тем счастливчикам у которых не сложилось с обмотками на найденном трансформаторе. Как в принципе , рассчитать количество витков обмотки, если она должна быть на каком то неизвестном железе и должна быть рассчитана на сетевое напряжение? Не стану предлагать никакие сложные расчеты — ими завален весь интернет. Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше).
Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Прочтя все мои изыскания кто то скажет «что же мне делать если ни ЛАТРа ни подходящего трансформатора не нашлось?». Есть ответ и на этот вопрос. Если все так туга — могу предложить два варианта, первый — вместо латра воспользоваться статором электродвигателя — описывать я не буду — достаточно набрать в поисковике «сварочник из электродвигателя» — результатов будет море. Я предложу другой вариант, который не так затерт и многим неизвестен. Для исполнения этого варианта нам понадобятся старые микроволновки. Их нужно две или больше. Точнее, нам понадобятся трансформаторы из этих микроволновок. Просто так этот трансформатор включать не стоит — у него на выходе два киловольта — может закончится неприятностями. Итак у нас в руках два (три, четыре и т.д.) трансформатора от микроволновки. На каждом таком трансформаторе две отдельные обмотки, одна намотана проводом потолще , а вторая — тонким. Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи.
Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
Отдельно пару слов о корпусах — тут, конечно каждый волен выдумывать и моя конструкция лишь пример, тем не менее я настоятельно не рекомендую использовать металлические корпуса — трансформатор во время работы создает сильные магнитные поля , а уж регулировочный дроссель — тем более , у него ведь отрезаны боковушки , т.е. магнитные линии замыкаются в воздухе — металлический корпус будет сильно вибрировать.
Следует заметить, что самодельные сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Как сделать сварочный аппарат: краткий обзор наших статей
Екатерина
Время чтения: 6 минут
Можно ли собрать сварочный аппарат своими руками из подручных средств? Этим вопросом задаются многие практикующие и опытные мастера. Это не удивительно, ведь заводские сварочные аппараты порой очень дороги и сложны в обслуживании, а самодельный агрегат прост и стоит недорого. Чтобы собрать сварочный аппарат в домашних условиях, вам не понадобятся дорогостоящие детали. Множество мелких деталей можно купить с рук или даже найти в себя в гараже.
В этом материале мы расскажем о некоторых наших статьях, в которых мы подробно рассказывали, как самому собрать сварочный аппарат для дома, мастерской, гаража и дачи. Вы узнаете, как собрать точечную сварку, инвертор, полуавтомат, аргонодуговую сварку и даже споттер. И все это из подручных материалов.
Вы узнаете, как собрать точечную сварку, инвертор, полуавтомат, аргонодуговую сварку и даже споттер. И все это из подручных материалов.
Содержание статьи
- Точечная сварка из старого телевизора? Легко!
- Аппарат для аргонодуговой сварки из обычного инвертора
- Самодельный сварочный инвертор для дома
- Собираем полуавтоматический сварочный аппарат из инвертора
- Самодельный споттер для гаражного ремонта своими руками
- Вместо заключения
Можно ли собрать сварочный аппарат своими руками для точечной сварки? Ведь это не самая примитивная технология… Но мы считаем, что можно. Ведь в основе точечной сварки лежит нагрев и сжатие. Сжатие можно выполнить вручную, а вот нагрев обеспечить с помощью простых компонентов.
У многих из нас на дачах и на балконах сохранились советские ламповые телевизоры. Кто-то не выбрасывает их из чувства ностальгии, а кто-то считает, что телевизор можно разобрать на детали. Именно это и стоит сделать. Из всего телевизора вам понадобятся трансформаторы типа ТС-270 и петли размагничивания.
Из всего телевизора вам понадобятся трансформаторы типа ТС-270 и петли размагничивания.
В этой статье мы подробно рассказываем, как собрать полноценный аппарат точечной сварки, способный варить металл толщиной до 0.7-0.8 мм. Этого достаточно даже для кузовного ремонта. Контактная сварка своими руками надежна и проста в применении, ее изготовление стоит недорого и займет всего пару часов.
Точечная сварка — это хорошо. Но можно ли сделать что-то посерьезнее? Например, аргонодуговой аппарат? Наш ответ: конечно! Чтобы сделать сварку своими силами, прочтите эту статью.
С помощью самодельного аппарата вы сможете варить любые металлы, поскольку технология позволяет это сделать. И в отличие от заводского аппарата, самодельный будет гораздо дешевле и надежнее. Вы будете знать, из чего он собран и сколько стоит каждая деталь. Это очень полезно при дальнейшем ремонте аппарата.
Чтобы собрать аппарат для аргонодуговой сварки, вам понадобится источник тока (мы использовали инвертор), осциллятор. Дополнительно нужно собрать так называемый блок защиты, который позволит инвертору превратиться в аргонодуговой аппарат. Не обойдется и без горелки, редуктора и шлангов. Но это все можно купить в магазине, и не мучиться с самостоятельной сборкой.
Ну а как быть, если нужен простой сварочный аппарат своими руками? Наш ответ: соберите инвертор! Ведь сейчас миром правит именно инверторная сварка. Она самая распространенная и удобная в применении.
Конечно, в продаже есть десятки ультрадешёвых инверторов по цене до 50$. Но такие «пациенты» быстро выходят из строя и не справляются с элементарными задачами. Лучше вложите эти деньги в сборку самодельного аппарата.
Самодельный инвертор будет в разы надежнее дешевых заводских аппаратов, при этом его мощность также будет выше. Это значит, что у вас будет гораздо больше возможностей при выполнении работ. Конструктив самодельного инвертора прост и практичен. Вы сможете в любой момент быстро и недорого отремонтировать его, поскольку будете использовать простые детали.
В этой статье мы подробно рассказали, как собрать инвертор в домашних условиях. Вам не понадобятся дорогие детали или сложные инструменты. Однако, вам не обойтись без базовых знаний электротехники. В статье показан видеоролик, в котором автор рассказывает о своем самодельном инверторе. Ролик очень полезный и информативный.
«Ну нет, инвертор для нас как игрушка. А вот можно ли самому сделать сварочный аппарат полуавтоматического типа?» — спросите вы. И мы ответим, что это также возможно. Ведь выше мы уже рассказывали про аргонодуговой аппарат, а это разновидность полуавтомата.
Самодельный полуавтомат подойдет для дачника или гаражного мастера. Он пригодится и на работе, и в хозяйстве. Ограничений нет: можно варить любой металл, вне зависимости от его состава. Но учтите, что для применения самодельного полуавтомата вы уже должны обладать хотя бы базовыми навыками сварки.
В этой статье мы подробно рассказываем, как сделать полуавтомат на основе инвертора. Инвертор используется в качестве донора. Нужно использовать рабочий инвертор, который способен выдавать ток не менее 250 Ампер. Вся суть переделки заключается в изменении вольтамперных характеристик инвертора. Благодаря этому инвертор можно перенастроить на работу в полуавтоматическом режиме.
Нужно использовать рабочий инвертор, который способен выдавать ток не менее 250 Ампер. Вся суть переделки заключается в изменении вольтамперных характеристик инвертора. Благодаря этому инвертор можно перенастроить на работу в полуавтоматическом режиме.
Но учтите, что такой вариант очень сложен для обывателя. Поэтому в статье мы приводим и другие способы, как собрать полуавтомат из инвертора. В целом, сборка самодельного полуавтомата — это дело непростое. Вам придется запастись терпением и временем. Все дело в самой технологии полуавтоматической сварки. Нужно учесть множество нюансов, чтобы получить рабочий агрегат.
Полуавтоматы, инверторы, точечный сварки… Все это, конечно, интересно. Но как своими рукамисобрать что-то более сложное? Например, споттер. Наш ответ: очень просто!Здесь так же нужно использовать трансформатор, поскольку он является «сердцем» самодельного споттера.Трансформатор можно извлечь из старого полуавтомата или инвертора. Также можно купить б/у трансформатор. Они активно продаются на сайтах с объявлениями.
Они активно продаются на сайтах с объявлениями.
В этой статье мы очень подробно, со всеми схемами и картинками, рассказываем, как изготовить споттер. Инструкция простая и понятная. Самодельный споттер может пригодиться при кузовных работах в гараже, или на небольшом СТО, где нет серьезных требований к качеству работы. Самодельный аппарат позволяет выровнять все неровности и выбоины. Словом, очень полезная вещь для любого умельца и автолюбителя.
Споттер, сделанный по данной инструкции, очень надежен и не требует особых навыков для его эксплуатации. Он также неприхотлив к хранению, поскольку собран из простых деталей, которые не выходят из строя при малейшем попадании пылинки.
Вместо заключения
Похожие публикации
всё, что вам нужно знать
Время чтения: 8 минут
Благодаря технологическому прогрессу сварочные аппараты превратились в компактные и интуитивно понятные устройства из громоздких и сложных в освоении.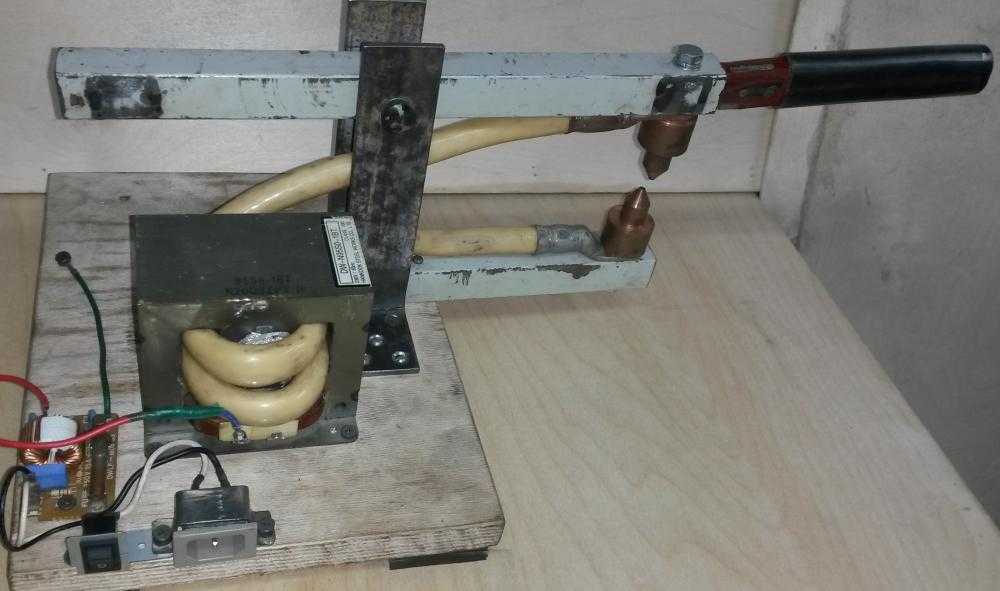 И если раньше сварочный аппарат можно было встретить только у человека, который занимается этим делом профессионально, то сейчас простенькие инверторы есть у каждого дачника и домашнего умельца. Сейчас можно найти инвертор по цене до 50$, и это сущие копейки в сравнении с аппаратами прошлого поколения.
И если раньше сварочный аппарат можно было встретить только у человека, который занимается этим делом профессионально, то сейчас простенькие инверторы есть у каждого дачника и домашнего умельца. Сейчас можно найти инвертор по цене до 50$, и это сущие копейки в сравнении с аппаратами прошлого поколения.
Но, не смотря на большой ассортимент современных сварочных аппаратов, порой мастеру легче собрать свой прибор, чем купить в магазине. И у этого решения есть сразу несколько причин. В этой статье мы подробно расскажем, зачем изготавливать самодельный сварочный аппарат и как сделать сварочный аппарат типа инвертор, полуавтомат и аппарат для сварки контактным методом. Как показывает практика, именно эти типы сварочных аппаратов чаще всего собирают своими руками.
Содержание статьи
- Преимущества самодельного сварочного аппарата
- Стоимость
- Ремонтопригодность
- Саморазвитие
- Как сделать инвертор?
- Как сделать полуавтомат?
- Как сделать контактную сварку?
- Вместо заключения
Преимущества самодельного сварочного аппарата
Самодельные сварочные аппараты постоянного тока обладают множеством преимуществ перед заводскими аппаратами. Мы перечислим основные из них, чтобы вы понимали целесообразность сборки самодельного инвертора, полуавтомата или контактного аппарата.
Мы перечислим основные из них, чтобы вы понимали целесообразность сборки самодельного инвертора, полуавтомата или контактного аппарата.
Стоимость
Первое преимущество это цена самодельного аппарата. Себестоимость сварочника, собранного своими руками, редко превышает 100$ и это очень выгодно. Да, в продаже есть дешевые инверторы за 100$ и даже меньше, но вы уверены, что сможете полноценно пользоваться им на протяжении долгих лет? Мы не уверены. Дешевые сварочные аппараты заводского производства редко бывают долговечными и функциональными. А вам ведь нужен полноценный помощник в быту, а не пародия на сварочный аппарат.
Все еще не верите, что дешевый аппарат просто по определению не может быть качественным? Подумайте сами. Для производства аппарата недостаточно иметь одни лишь детали. Нужен еще персонал, работники, оборудование, плюс оплата налогов, зарплат и т.д. Это все большая доля расходов, и чтобы хоть как-то снизить цену на конечный продукт производители просто используют некачественные комплектующие при изготовлении.
Вы можете поступить иначе. Чтобы собрать сварочный аппарат на постоянном токе для своих нужд, нужно сразу купить более-менее качественные детали. Себестоимость собранного вами аппарата будет такой же, как и цена на бюджетный заводской аппарат. Но при этом ваш самодельный сварочник будет гораздо надежнее, долговечнее и сможет работать в тяжелых условиях.
Ремонтопригодность
Еще одно преимущество аппарата, собранного в домашних условиях — это ваша полная уверенность в нем. Вы с точностью до детали знаете, из чего он собран, что может выйти из строя, как починить такой аппарат и сколько это будет стоить. В случае с заводским аппаратом предсказать исход практически невозможно. К тому же, сейчас ассортимент настолько велик, что сварщикам старой закалки просто не хочется тратить время и силы на изучение всех типов аппаратов. Им проще собрать свой добротный инвертор или тот же полуавтомат.
Саморазвитие
И последний не очевидный, но все же плюс — самоделки развивают вас и ваши навыки в сборке электроприборов. Если вы давно хотели начать собирать электроинстументы или модернизировать бытовую технику, то самодельный сварочник может стать первой ступенью.Это очень занятный и интересный процесс, который понравится вам и может стать полноценным хобби или даже подработкой.Ну а если самостоятельная сборка аппарата вас не заинтересует, то вы хотя бы сможете выполнять мелкий ремонт дома.
Если вы давно хотели начать собирать электроинстументы или модернизировать бытовую технику, то самодельный сварочник может стать первой ступенью.Это очень занятный и интересный процесс, который понравится вам и может стать полноценным хобби или даже подработкой.Ну а если самостоятельная сборка аппарата вас не заинтересует, то вы хотя бы сможете выполнять мелкий ремонт дома.
Как сделать инвертор?
Чтобы собрать инверторный сварочный аппарат своими руками вам понадобится минимальный набор инструментов, деталей и базовые знания электротехники. Всю «начинку» самодельного инвертора можно поместить в корпус от стационарного компьютера. Посмотрите видеоролик ниже, где автор рассказывает о своем самодельном аппарате.
У такого самодельного инвертора очень простое устройство. Есть силовая часть, сварочный трансформатор постоянного тока и дроссель. Дополнительно нужно добавить блок питания. Аппарат, показанный в ролике, оснащен регулятором тока и кнопкой включения. Если будете использовать корпус компьютера, то добавьте несколько отверстий для выхода горячего воздуха и забора холодного.
Дополнительно нужно добавить блок питания. Аппарат, показанный в ролике, оснащен регулятором тока и кнопкой включения. Если будете использовать корпус компьютера, то добавьте несколько отверстий для выхода горячего воздуха и забора холодного.
Здесь мы не будем перечислять все детали, необходимые для сборки, поскольку в видеоролике автор все подробно и быстро объясняет. Вам достаточно посмотреть одно видео и уже можно собирать свой инвертор. Все нужные детали можно добыть либо на радиорынке, либо на онлайн-досках объявлений. Если у вас есть гараж, то поищите запчасти там. У многих умельцев где-то да завалялся старенький трансформатор от бытового прибора вроде микроволновки.
Такой самодельный инвертор вполне надежен и долговечен, при этом он не так прихотлив к хранению, как заводские аппараты. Ну а схема сборки сварочного инвертора есть в открытом доступе, ее легко можно найти в интернете.
Рекомендуем прочесть подробный материал о сборке инвертора.
Читайте также: Как сделать сварочный инвертор своими руками?
Как сделать полуавтомат?
Для сборки полуавтомата вам понадобится инвертор РДС в качестве «донора».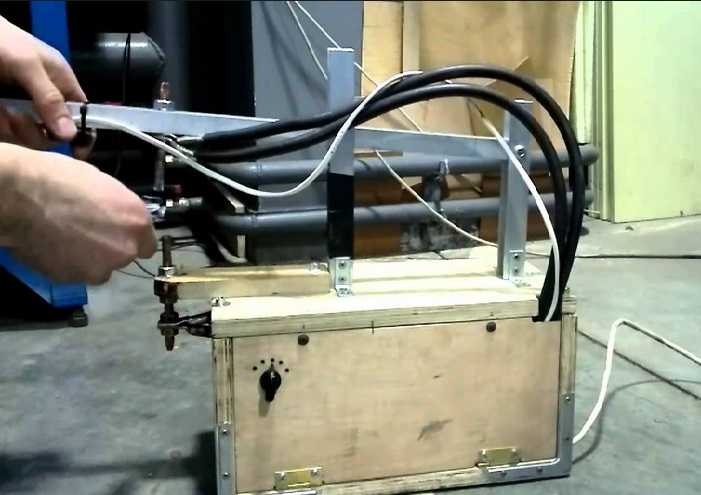 Необязательно покупать в магазине новый инвертор, можно буквально за копейки взять б/у аппарат с рук. Подающий механизм для проволоки можно собрать буквально из подручных деталей. Мы не рекомендуем изготавливать какие-то детали самостоятельно, гораздо проще и быстрее купить их в интернете. К примеру, не стоит самому делать сварочный рукав. Лучше закажите его в интернет-магазине и не заморачивайтесь.
Необязательно покупать в магазине новый инвертор, можно буквально за копейки взять б/у аппарат с рук. Подающий механизм для проволоки можно собрать буквально из подручных деталей. Мы не рекомендуем изготавливать какие-то детали самостоятельно, гораздо проще и быстрее купить их в интернете. К примеру, не стоит самому делать сварочный рукав. Лучше закажите его в интернет-магазине и не заморачивайтесь.
Посмотрите ниже еще один видеоролик, только о сборке полуавтомата. В видео автор подробно рассказывает, как он собрал полноценный полуавтомат на базе обычного инвертора для РДС сварки.
Также прочтите наш подробный материал о сборке полуавтомата. Там же есть схема сварочного аппарата постоянного тока полуавтоматического типа.
Читайте также: Как сделать сварочный полуавтомат своими руками?
Как сделать контактную сварку?
Самодельная контактная сварка — вещь крайне нужная. Такой прибор потребляет мало электроэнергии, при этом позволяет быстро сваривать тонколистовой металл без электродов с покрытием, сварочной проволоки, газа и прочих расходников. В интернете есть множество видероликов с изготовлением контактной сварки, но мы расскажем свою подробную инструкцию.
Такой прибор потребляет мало электроэнергии, при этом позволяет быстро сваривать тонколистовой металл без электродов с покрытием, сварочной проволоки, газа и прочих расходников. В интернете есть множество видероликов с изготовлением контактной сварки, но мы расскажем свою подробную инструкцию.
Первое, что вам понадобится — это работающий трансформатор. Его можно достать из ненужной бытовой техники вроде микроволновки. Если вы хотите собрать мощный аппарат для контактной сварки, то используйте сразу два трансформатора, чтобы увеличить мощность.
Дополнительно достаньте провод из меди. Он должен быть толстым, либо свяжите несколько тонких проводов воедино. Сделайте или купите рычаги, с их помощью вы будете зажимать металл между двумя металлическими электродами. Не забудьте про основание для аппарата. Это может быть лист металла, весом как минимум пару кг. При желании может смонтировать аппарат прямо на сварочный стол. Еще вам понадобятся струбцины, отвертка, материал для обмотки (например, изолента) и медные электроды. Их можно сделать самому из медных деталей.
Их можно сделать самому из медных деталей.
Контактная сварка своими руками может быть собрана из любого трансформатора, но лучше все же взять деталь из той же микроволновки. Поскольку такой трансформатор отлично подходит для самодельного сварочного аппарата. Для сборки вам понадобится не весь трансформатор целиком, а его магнитопровод и первичная обмотка. Уберите из трансформатора вторичную обмотку, делайте это осторожно. Дополнительно демонтируйте шунты. Они располагаются по обеим сторонам вторичной обмотки.
Теперь пора сделать новую обмотку. Для нее нам понадобиться провод минимум 10 мм в диаметре. Намотайте 2-3 витка, этого будет достаточно для бесперебойной работы трансформатора. Если у выбраного вами провода слишком толстая изоляция, снимите ее и обмотайте провод изолентой.
Основа готова. Осталось собрать воедино все детали. Поместите их в корпус. Его можно изготовить самому, а можно взять просто кожух от неработающего электроприбора, подходящего по размеру и конфигурации. Подсоедините медные провода, необходимые кнопки включения и т.п. Все готово!
Подсоедините медные провода, необходимые кнопки включения и т.п. Все готово!
Вместо заключения
Как видите, чтобы собрать самодельный сварочный аппарат постоянного тока своими руками вам понадобится минимальный набор деталей и базовые знания в области электротехники. Этого уже достаточно для сборки инвертора, полуавтомата или аппарата контактной сварки. В интернете есть самые разнообразные схемы этих аппаратов, вы можете выбрать наиболее подходящие и использовать их. Усовершенствование самодельного аппарата также возможно. Это в принципе одно из достоинств. Самодельный сварочник можно переделывать и модифицировать, не боясь слететь с гарантии и сломать устройство.
Эта статья — краткий обзор других материалов, которые вы можете найти на нашем сайте. Обязательно прочтите дополнительные материалы по ссылкам, которые мы указали в статье. Там содержится подробная информация о конструировании и сборке самодельных аппаратов. Если у вас есть советы или рекомендации для других умельцев, вы можете поделиться ими в комментариях ниже. Желаем удачи в работе!
Желаем удачи в работе!
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы попали по адресу. В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки.
Понимание основ дуговой сварки
Дуговая сварка — не единственный вид сварки. Например, при сварке горелкой мощная горелка используется для расплавления заготовки и металлического сварочного стержня для соединения металлов. Но это относительно редкий тип технологии сварки сегодня.
Однако дуговая сварка на сегодняшний день является наиболее распространенным видом сварки, поэтому именно о ней мы и поговорим в данном руководстве. Основы просты. Технология дуговой сварки использует мощную электрическую «дугу» для расплавления металлической заготовки, заземленной на сварочном аппарате, и электрода, который также прикреплен к сварочному аппарату.
Электрическая дуга возникает, когда электрический ток «скачет» и течет по воздуху между двумя проводниками. В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток.
Эта дуга нагревает металл до очень высокой температуры, расплавляя как электрод, так и металл, с которым он соприкасается, создавая сварочную ванну, позволяющую соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как теперь работает аппарат для дуговой сварки.
Как работает аппарат для дуговой сварки. Пошаговое описание
Готовы углубиться в детали? Вот пошаговое руководство о том, как работает аппарат для дуговой сварки.
1. Настройка аппарата – Для начала необходимо настроить сварочный аппарат. Различные элементы управления могут использоваться для изменения мощности машины и ее работы. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить дуговой сварочный аппарат.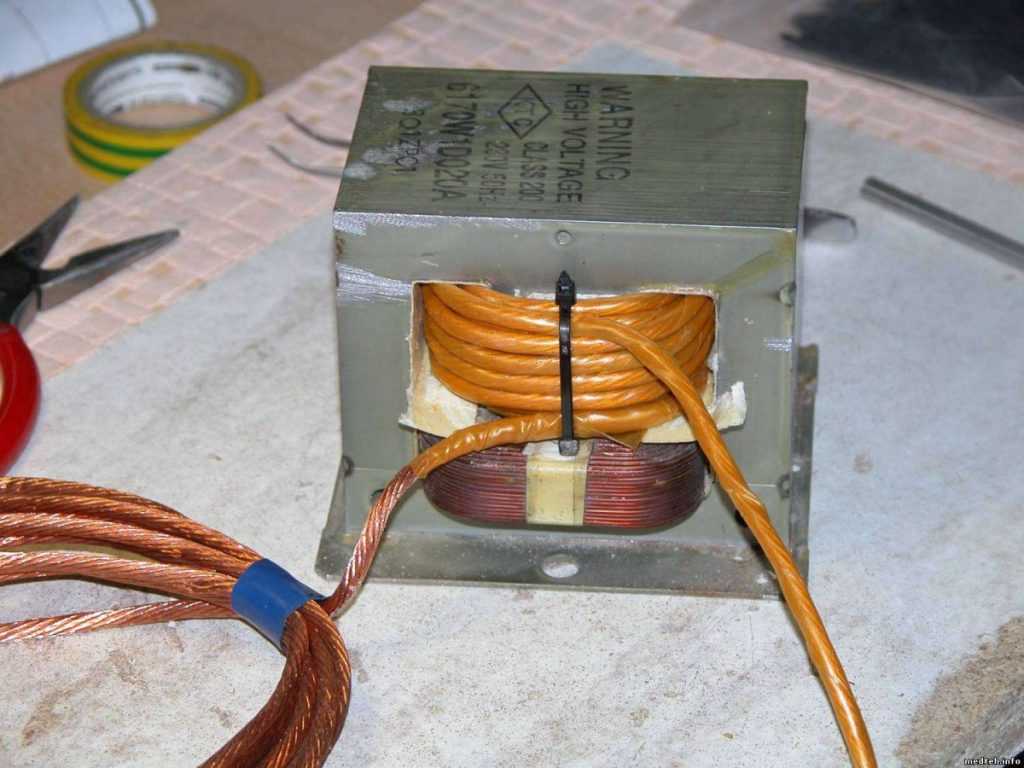
2. Заземление сварочного материала — Как только сварщик будет готов начать процесс сварки, он прикрепит заземляющий зажим к металлической заготовке. Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе.
3. Размещение провода электрода на сварочном материале — Когда сварщик будет готов начать процесс сварки, он поместит электрод с высокой проводимостью на сварочный материал и активирует аппарат для подачи электрического тока через заготовку. Электрод может представлять собой стержневой электрод или кусок проволоки, пропущенный через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
4. Формирование электрической дуги — Когда электрод слегка отводится от металлической заготовки, обычно примерно на 2–4 миллиметра, образуется электрическая дуга в виде электрических скачков между металлом и электродом. Эта чрезвычайно горячая дуга почти сразу начинает плавить металлическую заготовку и электрод.
Эта чрезвычайно горячая дуга почти сразу начинает плавить металлическую заготовку и электрод.
5. Плавление металлов и их соединение . После образования дуги металлическая заготовка и электрод продолжают плавиться вместе, образуя так называемую «сварочную ванну». Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
6. Защита металла защитным газом — При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, ухудшающие качество металлического соединения.
Для предотвращения этого используется защитный газ, такой как аргон, гелий или углекислый газ. В зависимости от типа сварки электрод может быть покрыт «флюсом» — материалом, выделяющим защитный газ при плавлении, или защитный газ может прокачиваться через сварочный инструмент из специальных резервуаров, используемых сварочным аппаратом. Это защищает целостность соединения и сохраняет его стабильность, предотвращая деградацию из-за распада газов в атмосфере.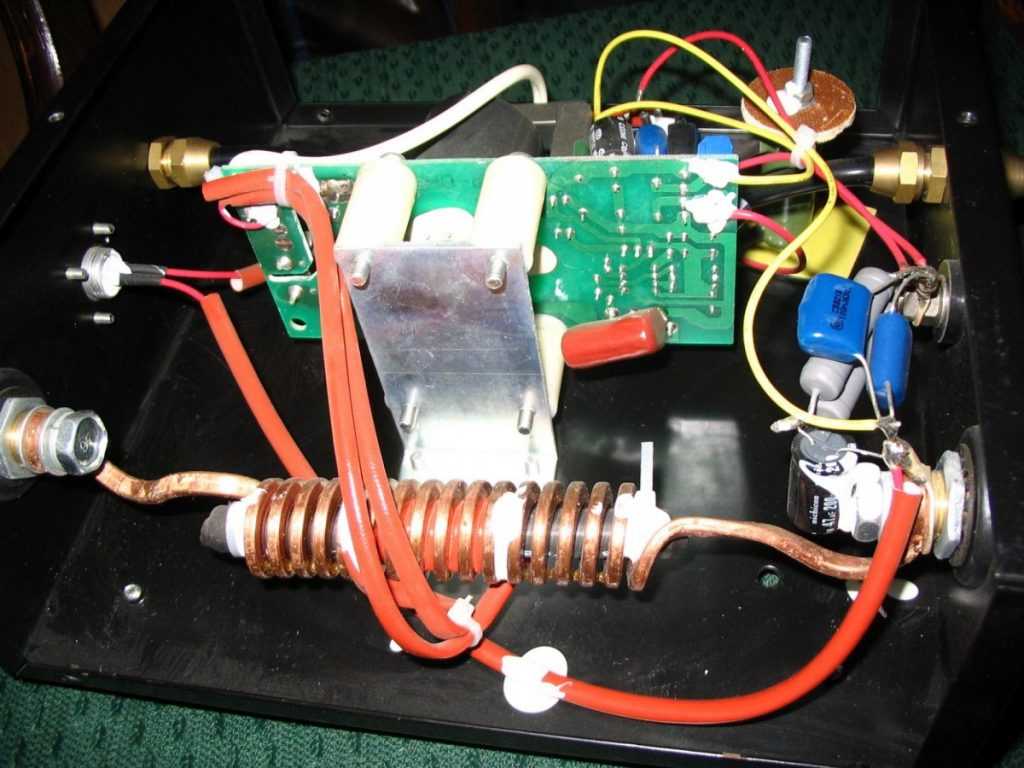
Узнайте больше о сварочных работах Vern Lewis — начните сегодня!
Мы надеемся, что это руководство было полезным и информативным обзором современных технологий сварки. В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации.
Похожие сообщения
7 главных причин выбрать Vern Lewis Welding Supply
Независимо от того, являетесь ли вы любителем сварки или энтузиастом, стремящимся сделать следующий шаг, профессионалом в области сварки или владельцем бизнеса, у Vern Lewis Welding Supply есть все, что вам нужно, когда речь идет о сварке и сварочных технологиях. От новых и бывших в употреблении продуктов до услуг по ремонту, обучению, расходным материалам и многому другому — у нас есть универсальный магазин для всех…
Подробнее 7 главных причин выбрать Vern Lewis Welding SupplyПродолжить
Что такое углеродная дуговая сварка?
Даже люди, которые никогда в жизни не брали в руки сварочный аппарат, вероятно, понимают основную концепцию дуговой сварки. Нагретая горелка или сварочный аппарат создает электрическую дугу между металлическим электродом, расположенным на конце сварочного аппарата, и обрабатываемым куском металла. Тепло применяется до конца…
Подробнее Что такое углеродная дуговая сварка? Продолжить
Ацетилен и пропан: плюсы и минусы
Поговорите с любым сварщиком о том, что он хочет от своего сварочного инструмента, и он, вероятно, скажет вам, что ему важнее тепло, эффективность, универсальность и чистый рез, в зависимости от того, какой тип сварки он конкретно рассматривает. Ацетилен в течение многих лет был предпочтительным топливом для резки среди сварщиков. А вот стоимость ацетилена…
А вот стоимость ацетилена…
Подробнее Ацетилен против пропана: плюсы и минусыПродолжить
Понимание разницы между сваркой электродом и сваркой MIG
Если вы новичок в сварке, вам может быть интересно, в чем разница между сваркой электродом и сваркой MIG, и какой тип сварки может быть более полезным или более универсальным. В этом блоге от Vern Lewis Welding Supply мы обсудим основы каждого метода сварки, а также некоторые плюсы и минусы, и…
Читать далее Понимание разницы между сваркой электродом и сваркой MIGПродолжить
Является ли сварщик хорошим выбором карьеры?
В последние годы было много дискуссий о том, что значит иметь «хорошую работу». Это сколько денег вы можете сделать? Это возможность? Это то, как общество, ваша семья или коллеги относятся к вашей работе? Наверное, всего понемногу. Последние поколения, похоже,…
Это сколько денег вы можете сделать? Это возможность? Это то, как общество, ваша семья или коллеги относятся к вашей работе? Наверное, всего понемногу. Последние поколения, похоже,…
Читать далее Является ли сварщик хорошим выбором карьеры? Продолжить
4 различных вида сварки, которые должен знать каждый домашний мастер
Фото: istockphoto.com
Сварка может быть самостоятельным увлекательным хобби или полезным навыком для домашних мастеров, реставраторов автомобилей, домашних инженеров, мастеров и художников. К сожалению, не один вид сварки подходит для всех задач. Различные типы сварщиков могут ввести в заблуждение как тех, кто только начинает, так и тех, кто хочет улучшить свои навыки или обновить свое оборудование.
Если вам интересно, какие бывают виды сварки и как их использовать, продолжайте читать. В этой статье мы рассмотрим каждый из четырех различных типов сварки, которые могут понравиться пользователям, работающим в режиме «сделай сам», обсудим их достоинства и рассмотрим некоторые из лучших аппаратов в каждой категории.
1. Дуговая сварка металлическим электродом в среде защитного газа – она же сварка MIG
Фото: homedepot.com
Сварка MIG, несомненно, является самым популярным видом сварки среди домашних мастеров, а также среди профессионалов. Сварочная проволока подается с катушки к сварочному пистолету. Скорость подачи регулируется, что обеспечивает превосходный контроль, и сварщик может сосредоточиться на самом сварном шве. Это самый простой из методов сварки для изучения, и новички вскоре могут производить стабильно прочные сварные швы, которые не требуют особых усилий для очистки.
Единственным реальным недостатком сварки MIG является то, что для создания защитного «экрана» вокруг сварного шва и предотвращения загрязнения требуется подача баллонного газа. Его несложно настроить, но сварка MIG менее портативна, чем некоторые альтернативы.
Подходит для: Универсальная сварка стали или алюминия в мастерских.
Наша рекомендация: Lincoln Electric Weld Pak 140 Amp — можно приобрести в магазине Home Depot за 649,00 долларов США
Lincoln Electric — один из ведущих производителей сварочного оборудования для самостоятельного изготовления и профессионального сварочного оборудования. Это высококачественное устройство сочетает в себе простоту использования для начинающих с мощностью и точностью, которые требуются более опытным пользователям. Он может производить два вида сварки. В дополнение к эффективной сварке MIG, он также предлагает возможность сварки с флюсовой сердцевиной (см. Сварку с флюсовой сердцевиной ниже).
Это высококачественное устройство сочетает в себе простоту использования для начинающих с мощностью и точностью, которые требуются более опытным пользователям. Он может производить два вида сварки. В дополнение к эффективной сварке MIG, он также предлагает возможность сварки с флюсовой сердцевиной (см. Сварку с флюсовой сердцевиной ниже).
Реклама
Связанный: How To: Age Metal
2. Дуговая сварка вольфрамовым электродом в среде защитного газа – она же сварка TIG
Фото: amazon.com
Основное отличие сварки MIG от TIG приводная катушка со сварочной проволокой. Сварка выполняется вольфрамовым электродом, защищенным газом так же, как и MIG. Часто используется присадочная проволока, но «автогенные» сварные швы просто сплавляют два куска металла вместе.
Сварка ВИГ предлагает большую гибкость. Его можно использовать для стали, нержавеющей стали и алюминия, так называемых «мягких» металлов, таких как латунь и медь, и более экзотических материалов, таких как магний и титан. Некоторые сварочные аппараты TIG оснащены ножным управлением, позволяющим точно регулировать температуру. С помощью этих сварочных аппаратов для стали опытные пользователи могут выполнять аккуратные высококачественные сварные швы в толстых или тонких материалах.
Некоторые сварочные аппараты TIG оснащены ножным управлением, позволяющим точно регулировать температуру. С помощью этих сварочных аппаратов для стали опытные пользователи могут выполнять аккуратные высококачественные сварные швы в толстых или тонких материалах.
Однако одновременная работа с пистолетом, присадочной проволокой, горелкой и, возможно, ножным управлением делает сварку TIG более трудной для освоения, чем сварку MIG. Это также гораздо более медленный процесс. Не рекомендуется для начинающих.
Подходит для: Прецизионная сварка различных металлов.
Наша рекомендация: Сварочный аппарат Primeweld TIG225X 225 Amp — купите на Amazon за 825,00 долларов США
Аппараты TIG стоимостью менее 500 долларов США доступны, но сварщикам-любителям со скромным бюджетом, вероятно, лучше посоветовать инвестировать в MIG. Эта мощная машина Primeweld оснащена инверторной технологией, которая обеспечивает постоянную и контролируемую мощность, поэтому пользователи могут в полной мере воспользоваться преимуществами универсальности сварки TIG.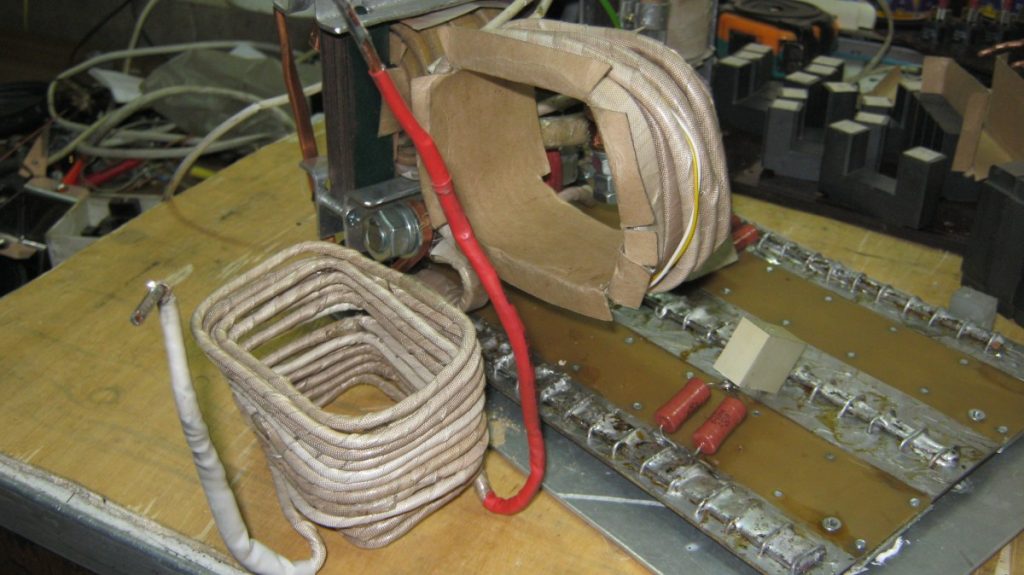 Полный сварочный комплект включает в себя высококачественную горелку, ножную педаль, газовый регулятор и базовую маску.
Полный сварочный комплект включает в себя высококачественную горелку, ножную педаль, газовый регулятор и базовую маску.
Связано: Решено! Лучшая краска для металла
3. Дуговая сварка защитным металлом – она же сварка электродом
Фото: amazon.com
Сварка электродом существует с конца 19 века. До того, как MIG стал доступным, это был любимый метод сварки многих домашних мастеров. По сути, это расплавляет металлическую палочку (стержень) в сустав. Стержень содержит необходимые для экрана элементы, поэтому отдельного газоснабжения не требуется, и он хорошо работает на открытом воздухе. Этот тип сварочного аппарата часто рекомендуется для сварки чугуна и хорошо подходит для стали. Он сваривает грязные, ржавые или окрашенные поверхности. Хотя его можно использовать и для других металлов, генерируемая высокая мощность затрудняет сварку тонкого материала.
Реклама
Зажигание дуги (начало сварки) может быть сложной задачей. Использование стержней, а не непрерывной катушки проволоки, означает, что это процесс с остановкой и запуском. Это также создает много брызг (брызги расплавленного металла), которые делают сварной шов неопрятным, что требует значительной работы, если требуется аккуратная отделка. По сути, это быстрая и грязная «сельскохозяйственная» сварка.
Использование стержней, а не непрерывной катушки проволоки, означает, что это процесс с остановкой и запуском. Это также создает много брызг (брызги расплавленного металла), которые делают сварной шов неопрятным, что требует значительной работы, если требуется аккуратная отделка. По сути, это быстрая и грязная «сельскохозяйственная» сварка.
Подходит для: Грязный или ржавый металл, где аккуратная сварка не особенно важна.
Наша рекомендация: LOTOS LTPDC2000D Аппарат для сварки электродом, аппарат для сварки вольфрамовым электродом в среде инертного газа и аппарат для плазменной резки — приобретите на Amazon за 489,00 долларов США
Lotos — это торговая марка, известная своим высокопроизводительным сварочным оборудованием по конкурентоспособным ценам. Эта модель предлагает невероятную гибкость в том, что она может работать как с ручным электродом, так и с TIG, и может использоваться в качестве плазменного резака для резки металла (требуется подача сжатого воздуха). Особое внимание уделяется зажиганию дуги, что помогает преодолеть один из недостатков электродуговой сварки.
Особое внимание уделяется зажиганию дуги, что помогает преодолеть один из недостатков электродуговой сварки.
Связанный: Лучшие угловые шлифовальные машины для вашего дома Магазин
4. Дуговая сварка порошковой проволокой
Фото: amazon.com сварка. На самом деле ряд машин, таких как упомянутая выше Lincoln Electric, предлагают возможности как для сварки MIG, так и для сварки с флюсовым сердечником.
Отличие заключается в самой проволоке, которая имеет флюс снаружи. Это твердое тело, пока оно не нагреется от контакта со сварным швом, после чего оно выделяет инертный газ, который создает экран, аналогичный сварке MIG. Однако для этого не нужен газ в баллонах, шланг и регулятор. Это делает его гораздо более портативным решением. Экран меньше подвержен влиянию ветра, что делает его хорошим выбором для сварки на открытом воздухе. Подобно сварке стержнем, она сваривает металлы в плохом состоянии, поэтому требуется небольшая подготовка или вообще не требуется никакой подготовки.
Недостатком является то, что проволока более дорогая, а брызги сложно удалить. Кроме того, сварка с флюсовой сердцевиной обеспечивает быстрое проплавление, что отлично подходит для толстого материала, но неопытные пользователи могут прожечь тонкий лист насквозь.
Реклама
Подходит для: Наружный ремонт и строительство.
Наши рекомендации: Сварочный аппарат Goplus MIG 130 – Приобретите на Amazon за 149,99 долларов США
Недорогой сварочный аппарат Goplus MIG 130 предлагает новичкам все необходимое для начала работы, включая безгазовый сварочный аппарат, базовую маску, щетку/отбойный молоток, и моток проволоки. Это легкое и универсальное введение в сварку с флюсовой проволокой, хотя более опытным пользователям может потребоваться больше мощности.
Реклама
10 признаков того, что вам нужен новый сварочный аппарат
Многие производители держат устаревшее сварочное оборудование, полагая, что они хорошо распоряжаются деньгами организации, и в зависимости от их ситуации это может быть правдой. Для бизнеса никогда не бывает хорошей идеей тратить деньги напрасно. В других случаях, однако, отсутствие затрат на замену оборудования может еще больше повредить прибыли компании.
Для бизнеса никогда не бывает хорошей идеей тратить деньги напрасно. В других случаях, однако, отсутствие затрат на замену оборудования может еще больше повредить прибыли компании.
Возьмем в качестве примера сварочный аппарат 20-летней давности. Хотя есть что-то приятное в том, чтобы заставить часть оборудования работать как можно дольше, могут быть признаки, указывающие на то, что реальная стоимость владения этой машиной немного выше, чем вы думали.
Вот десять признаков того, что ваш сварочный аппарат устарел и вам следует задуматься о покупке нового, даже если старый все еще работает:
1. Стоимость ремонта резко возросла
Многие магазины не отслеживают расходы на техническое обслуживание каждого машина, но они должны. Вместо того, чтобы видеть общую сумму, потраченную на все сварочное оборудование для обслуживания и ремонта, они признают, что некоторые из их сварочных аппаратов несут основную часть расходов. Если вы слишком часто обслуживаете сварочный аппарат, вероятно, пришло время отправить его на пенсию и купить новый, надежный. Имейте в виду, что стоимость ремонта — это только часть проблемы; время простоя здесь настоящий враг.
Имейте в виду, что стоимость ремонта — это только часть проблемы; время простоя здесь настоящий враг.
2. Вы замечаете снижение производительности
Если ваш сварочный аппарат выходит из строя три раза в год, и каждый раз это стоит вашему предприятию два рабочих дня, вы можете потерять до 48 рабочих часов, если не сделаете этого иметь запасные части в наличии.
Еще один способ, которым старая машина мешает производству: если ваша работа позволяет использовать проволоку большего диаметра, например, диаметром 1/16 дюйма, а ваша старая модель ограничивает вас диаметром 0,045 дюйма, вы можете значительно увеличить скорость наплавки с помощью нового сварочного аппарата. Этот шаг может окупиться менее чем за год.
3. Безопасность становится проблемой
Старый сварочный аппарат может стать проблемой безопасности. Если ваших рабочих шокирует старое устройство, а корпус кажется горячим, вы можете столкнуться с потенциально опасной ситуацией. Возможно, вы сможете отремонтировать его, но если это происходит из-за внутренней проблемы конструкции, самым безопасным средством является немедленная замена его новой, более безопасной моделью.
4. Вы видите более высокие счета за электроэнергию
Одним из многих признаков того, что сварочный аппарат устарел и его следует заменить, является низкая эффективность. Старые модели преобразуют поступающую от сети мощность в выходную мощность сварки с эффективностью от 60 до 70 %. Машины нового поколения работают с КПД около 80%. А инверторное оборудование, такое как PrimeWeld TIG200-D Inverter 200-Amp TIG Welder, имеет эффективность передачи выше 85%, что может помочь компаниям ежегодно экономить сотни долларов на каждой машине.
На самом деле, недавние испытания производительности, проведенные независимыми консультантами, подтвердили, что сварочные аппараты на основе инвертора обеспечивают более высокую окупаемость инвестиций.
5. Вы не можете найти запасные части
У вас возникли проблемы с приобретением запасных частей для вашего старого сварочного аппарата? Хотя эти старые машины могут все еще работать, это не означает, что они работают без проблем. И когда они сломаются, будет довольно неприятно, когда вы обнаружите, что запасных частей больше нет. Отсутствие деталей — один из верных признаков того, что сварочный аппарат устарел, и его необходимо заменить.
И когда они сломаются, будет довольно неприятно, когда вы обнаружите, что запасных частей больше нет. Отсутствие деталей — один из верных признаков того, что сварочный аппарат устарел, и его необходимо заменить.
6. Ваш старый аппарат не поддерживает импульсную сварку.
Если вы занимаетесь сваркой в нерабочем положении, вам обязательно понадобится импульсная сварка. Он способствует застыванию сварного шва во время фонового цикла и предотвращает вытекание расплавленного металла из шва. Он также хорошо подходит для сварки тонких металлов, когда риск прожога выше.
Pulse может увеличить скорость наплавки до 40%, а такой аппарат, как TIG225X TIG Welder with Pulse от PrimeWeld, является идеальным обновлением старого и устаревшего традиционного сварочного аппарата.
7. Скорость наплавки снизилась
Многие мастерские продолжают выполнять сварку электродами, хотя они могли бы использовать сварочный аппарат MIG, такой как MIG160 от PrimeWeld. Использование порошковой проволоки может увеличить скорость наплавки на 100% и более по сравнению со сваркой электродом.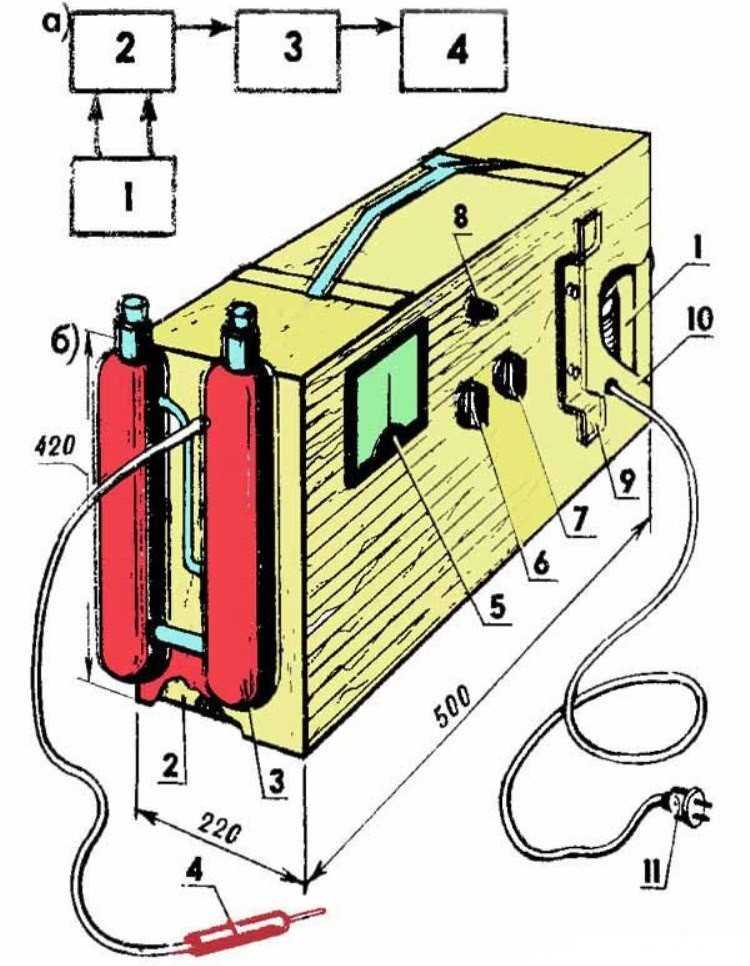 Подумайте, насколько вы могли бы повысить производительность (и прибыль) и уменьшить разбрызгивание при сварке, перейдя на эффективный сварочный аппарат MIG.
Подумайте, насколько вы могли бы повысить производительность (и прибыль) и уменьшить разбрызгивание при сварке, перейдя на эффективный сварочный аппарат MIG.
8. Вам нужно больше мобильности
Если вам приходилось таскать тяжелое сварочное оборудование для выполнения различных работ по цеху или в поле, вы, вероятно, хотели бы перейти на легкий и портативный аппарат. Сегодняшние 90-фунтовые машины могут выполнять ту же работу, что и эти 300-фунтовые монстры в прошлом. Портативность и ценность небольших сварочных аппаратов, несомненно, являются отличными причинами для выбора нового аппарата.
9. Вы часто превышаете рабочий цикл на своем старом аппарате
Еще одним признаком того, что ваш сварочный аппарат устарел, является то, что ваш сварочный аппарат продолжает превышать свой рабочий цикл и отключается из-за перегрева. Все эти минуты, которые вы вынуждены ждать, обернутся дорогостоящими производственными потерями. Если так будет продолжаться, ищите замену для тяжелых условий эксплуатации и начинайте экономить деньги и увеличивать прибыль.
10. Ваши менее опытные сварщики борются со старыми машинами
Технологии современных сварочных машин могут помочь менее опытным сварщикам, компенсируя их непоследовательные методы. Более легкие и мощные сварочные аппараты с цифровыми экранами приходят на смену старым аналогам с ручками набора номера. Благодаря таким функциям, как упрощенный интерфейс и автоматическая настройка параметров, современные сварочные аппараты стали намного проще в использовании для операторов.
В то время как сварочная промышленность борется с нехваткой квалифицированных сварщиков, эти новые сварочные аппараты позволят компаниям повысить производительность с меньшим количеством рабочих и облегчат сварщикам с более низким уровнем квалификации выполнение высококачественных сварных швов и сокращение количества ошибок.
Если какие-либо из этих признаков возникли в вашем производственном бизнесе, они, вероятно, говорят вам, что пришло время присмотреться к новому сварочному аппарату.![]()