Как сделать хон в цилиндрах: Хонингование цилиндров – обзор методик, обработка своими силами + Видео
Содержание
Расточка и хонингование цилиндров двигателя
Эффективную и безопасную работу двигателя обеспечивает безупречная работа цилиндров и поршней, а точнее, их правильное положение и кондиция (геометрия). Со временем геометрия поршней нарушается (причем изнашиваются они неравномерно и каждый по-разному), круглое сечение стремится стать овальным, на внутренней поверхности появляются дефекты, образуется ступенька на стенке цилиндра.
Цилиндры и поршни
Ремонт цилиндро-поршневой группы — дорогостоящее и долгоиграющее удовольствие. Замена поршней проблему не решает, нужно ремонтировать цилиндры. СТО предлагают два варианта: расточка + хонингование цилиндров (долго, дорого, обязательны “прямые” руки мастера) и прямое хонингование (дешевле и быстрее).
Давайте разбираться, так ли необходима расточка цилиндров или это СТО просто деньги зарабатывают на тревожных клиентах.
Как понять, что цилиндры изношены
Для начала неплохо быть уверенным на 100%, что геометрия цилиндров изменилась. Но даже заглянув в ГБЦ, вы ничего не увидите.
Но даже заглянув в ГБЦ, вы ничего не увидите.
А вот если увидели сизый дым из выхлопной трубы, мотор стал шумным, стали чаще подливать масло, а мощность двигателя падает, стоит заехать к хорошему мотористу. Изменения в геометрии цилиндров измеряются десятыми и сотыми миллиметров, поэтому вы их и не увидите. А у мастера есть для этого специальное измерительное оборудование.
Что ремонтируют в цилиндрах
Естественно, между поршнем и стенками цилиндра есть зазор (иначе, как бы двигались поршни). Но этот зазор должен быть в пределах определенных величин.
Что измеряет мастер, когда оценивает степень износа цилиндра:
- зазор между на участке остановки верхнего поршневого кольца в верхней мертвой точке — не более 0,05 мм;
- зазор в точке контакта юбки поршня и стенок цилиндра — не более 0,03мм.
Верхняя мертвая точка
Казалось бы, такие незначительные отклонения, но как сильно они влияют на качество работы ДВС.
Однако восстановить геометрию цилиндров недостаточно. Важно также, чтобы все значимые поверхности располагались правильно относительно друг друга. Мастер обязательно должен определить базовую поверхность, относительно которой растачивается цилиндр. Это может быть верхняя или нижняя плоскость блока, постели подшипников коленвала и т.д. А мастера часто забывают об этом или просто не умеют выставлять эти параметры.
Если не восстановить соосность, цилиндры так и будут разбиваться во время работы двигателя, из-за постоянного трения изнашиваются и разрушаются связанные узлы поршневой группы.
Но и это еще не все.
Хонингованная поверхность
Отремонтированная поверхность должна соответствовать определенным, и весьма противоречивым, требованиям. Она должна быть одновременно гладкой, чтобы трение и износ деталей были минимальными, и шероховатой — чтобы удерживалось масло. Такую поверхность можно получить в результате хонингования, после которого стенки цилиндров покрыты микроскопическими рисками.
Итак, что должен сделать мастер, восстанавливая цилиндр:
- добиться правильной геометрии цилиндра, чтобы эллипсность и конусность не превышали 0,01мм;
- добиться правильной соосности всех значимых поверхностей;
- получить поверхность определенного качества.
Расточка цилиндра: как добиться правильной геометрии
Двигатель полностью разбирают и снимают блок цилиндров, который закрепляют на станке по относительно базовой поверхности. Затем мастер снимает несколько замеров с помощью микрометрического оборудования, чтобы понимать, сколько металла и в каком месте снимать, и растачивает цилиндр.
С технологической точки зрения, расточка цилиндра не слишком сложная операция: когда мастер протачивает цилиндр на вертикально-расточном станке, нужный зазор образуется сам по себе.
Расточка цилиндра на станке
Но, как говорится, есть нюансы — нужно убрать не только эллипс, но и конус. Т.е. восстановить форму цилиндра по длине. Это важно, т.к выработка в цилиндре может быть в любом месте.
Это важно, т.к выработка в цилиндре может быть в любом месте.
Кстати! Далеко не все двигатели с солидным пробегом нужно растачивать. Поэтому, если мастер, не глядя на агрегат, выносит вердикт, поищите другого специалиста.
Хонингование цилиндров: универсальная услуга или финишная обработка?
Хонингование — это абразивная обработка резанием внутренних цилиндрических или конических поверхностей. Для хонингования используют специальные головки хоны, на которых закреплены подвижные абразивные бруски.
Хонинговальная головка
Хоны вращаются и одновременно двигаются поступательно, идеально обрабатывая поверхность.
Хонингование позволяет убрать задиры, царапины и другие дефекты поверхности цилиндра и сделать ее идеальной для работы цилиндро-поршневой пары.
Насчет хонингования есть два мнения: первое, что это финишная обработка, и второе — процедура 2 в 1, совмещающая расточку и финальную обработку. Для этого есть специальные современные станки, которые выдают цилиндр с эллипсностью и конусностью не более 0,01 мм и отличным микропрофилем поверхности всего за полчаса! Что еще нужно для счастья?
Но давайте разбираться.
При хонинговании абразивные бруски выравнивают поверхность, опираясь на самые не изношенные части цилиндра. Постепенно хон убирает все дефекты и приводит цилиндр в необходимый размер. Тут все прекрасно.
Выработка в цилиндрах
Но мы помним, что должна быть базовая поверхность (нижняя или верхняя плоскость блока, постели подшипников коленвала), относительно которой ремонтируется цилиндр. При прямой хонинговке (без предварительной расточки) базовой поверхностью выступает сама поверхность цилиндра — изношенная! Соответственно, чем неравномернее износ, тем сильнее “уедет” ось цилиндра. Чем это чревато, вы знаете.
Поэтому хонингование — это все-таки финишная обработка внутренней поверхности предварительно расточенного цилиндра.
Да, растачивать и затем хонинговать цилиндры — долго, дорого и сложно найти хорошего мастера. Но только соблюдая технологию, можно гарантировать качество ремонта.
Диагностика и ремонт двигателей
Записаться на СТО
Механика.
 Расточка блока цилиндров двигателя. Хонингование.
Расточка блока цилиндров двигателя. Хонингование.
Хонингование – операция финишная и… самостоятельная
(фото: хонингование цилиндров двигателя)
Создать сетку
Поскольку наша тема хонингование, напомним – что же это за операция такая. Вдруг кто-то забыл. Так вот, хонингование – это финишная обработка поверхностей цилиндров при капитальном ремонте двигателя. Проводится на специальных станках особым инструментом – хоном, совершающим возвратно-поступательное и вращательное движение.
Хонингование позволяет:
- обеспечить окончательный размер цилиндра с точностью до сотых долей мм;
- создать сетку хона, необходимую для удержания масляной пленки на стенках цилиндров.
Когда же оно применяется – хонингование? Об этом далее.
Хонингование, расточка, гильзовка
Ответ на вопрос «Что делать с изношенным блоком цилиндров?» может быть коротким: ремонтировать. А вот ответ развернутый потребует чуть больше времени и слов.
В один далеко не прекрасный момент водитель чувствует: с мотором что-то не так. Мощность-то он развивает, но не столь резво как раньше. Масло «подъедает».. Да и выхлоп подтверждает: масло горит, запах этот ни с чем не спутаешь.
И обращается водитель в сервис, обычный, недорогой. Но правильный диагноз там могут поставить не всегда. А значит, и ремонт эффективным не будет. Говорите, расход масла увеличился? Сальники в порядке, значит, блок цилиндров изношен. Мы вам кольца новые поставим – и езжайте себе дальше. Вот и вся диагностика.
А всегда ли поможет простая замена поршневых колец? Далеко не всегда. А вот навредить может легко. Дело в том, что у изношенного цилиндра нарушена геометрия. И новые кольца, установленные в такой цилиндр, ее не исправят. И нормально работать новые кольца тоже не будут.
И хорошо, если владелец автомобиля обратится к профессионалам на специализированное моторное предприятие. Например, в компанию «Механика». А там начнут с обстоятельной диагностики состояния цилиндров. И прежде всего с тщательных замеров износа и искажений геометрии.
И прежде всего с тщательных замеров износа и искажений геометрии.
Здесь есть четкие критерии:
1.Износ в области верхней мертвой точки (ВМТ) поршня – этакая «ступенька» на зеркале цилиндра. Критической считается величина порядка 0,05 мм. При большем износе условия работы колец резко ухудшаются.
2.Эллипсность цилиндра, нарушающая плотность прилегания колец к зеркалу. Критическая величина – около 0,03 мм.
В совокупности оба фактора приводят к падению компрессии, прорыву отработавших газов в картер (старение масла при этом резко ускоряется!) и упомянутому расходу самого масла.
Оценив износ, специалисты вынесут вердикт. Здесь может быть три варианта ремонта.
Во-первых, только хонингование. Специалисты «Механики» скажут: выработка мала, цилиндры можно дохонинговать без расточки, восстановить сетку, заменить кольца. Еще поездите, зато сэкономите на поршнях ремонтного размера.
Здесь хонингование выступает в двух ипостасях: как финишная и как самостоятельная операция. Но такие случаи, когда можно обойтись одним лишь хонингованием, редки, и отследить их могут лишь профессионалы.
Но такие случаи, когда можно обойтись одним лишь хонингованием, редки, и отследить их могут лишь профессионалы.
Во-вторых, расточка цилиндров в ремонтный размер с последующим финишным хонингованием.
Расточке мы посвятим отдельную статью. А пока отметим, что ее назначают, когда устранить износ одними только хонинговальными брусками невозможно.
Расточка убирает и эллипсность, и конусность и ступеньку выработки цилиндра в зоне ВМТ поршня. Это самый распространенный случай ремонта.
И, наконец, в-третьих, гильзовка. Ее проводят, когда последний ремонтный размер уже выбран и расточка цилиндров невозможна. Но хонингование, как финишная операция, присутствует и в этом случае.
Таким образом, хонингование проводится всегда! При любом варианте ремонта блока из трех названных.
(фото: финишная обработка поверхности цилиндров после расточки)
Хонингование в цифрах
Каковы возможности хонингования по съему металла? Расточка или гильзовка оставляют под финишную обработку припуск величиной в «десятку» (0,1 мм). Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Собственно хонингование проводится в три этапа на одном и том же станке.
Этап 1. Работают грубые бруски. Они уменьшают припуск до 0,05 мм.
Этап 2. Мастер меняет бруски на чистовые, которые выводят поверхность цилиндра в окончательный размер. Они же создают правильный рисунок сетки. Теперь масляная пленка будет надежно удерживаться на стенках цилиндра, а излишки масла будут сбрасываться маслосъемными кольцами в картер двигателя.
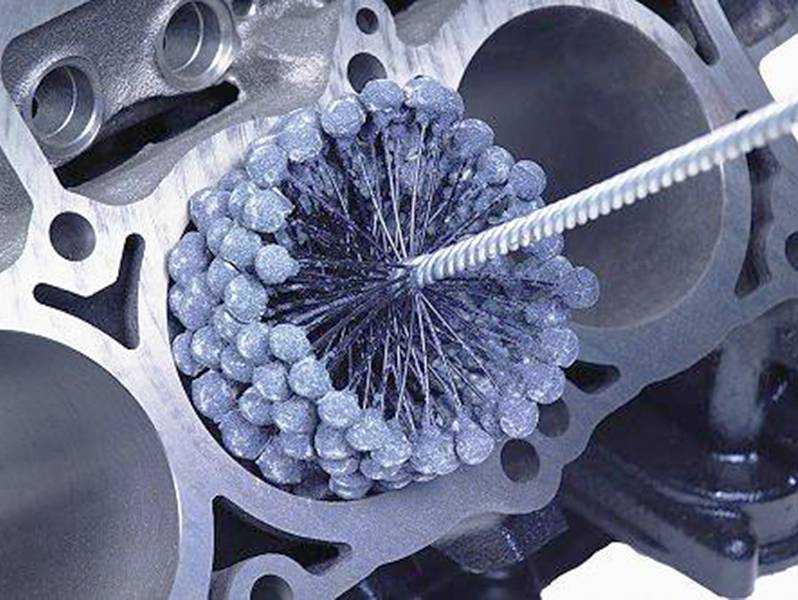
Этап 3. Чистовые бруски заменяются щетками из нейлоновых нитей с кремниевыми кристаллами. Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
«Изюминка» хониногования
И все же скептики могут спросить: всегда ли нужно хонингование? Нельзя ли в некоторых случаях обойтись одной расточкой цилиндров – например, на каких-нибудь суперточных станках?
Что мы им ответим? Теоретически да, возможно. Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Но и это еще не все. Вспомним: что такое чугун? Это сплав, смесь мягкого железа (собственно Fe), карбида железа Fe3C и чистого углерода в виде графита. Свойства процесса резания чугуна таковы, что резец не только снимает стружку, но и «размазывает» мягкое железо по цилиндру. Кольца по такой поверхности работать будут, но недолго – масло на ней не держится.
А финишная операция хонингования не только формирует сетку, удерживающую моторное масло, но и убирает пленку железа со стенок цилиндра. Делается это при малых контактных напряжениях и небольших скоростях резания – можно сказать, «нежно». При этом открываются зерна графита – а графит не только улучшает структуру сетки, делая ее однородной, но и сам является твердой смазкой.
Вот и получается, что в профессиональной технологии ремонта без хонингования не обойтись.
Но почему «Механика»?
Выше мы упомянули фирму «Механика» – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.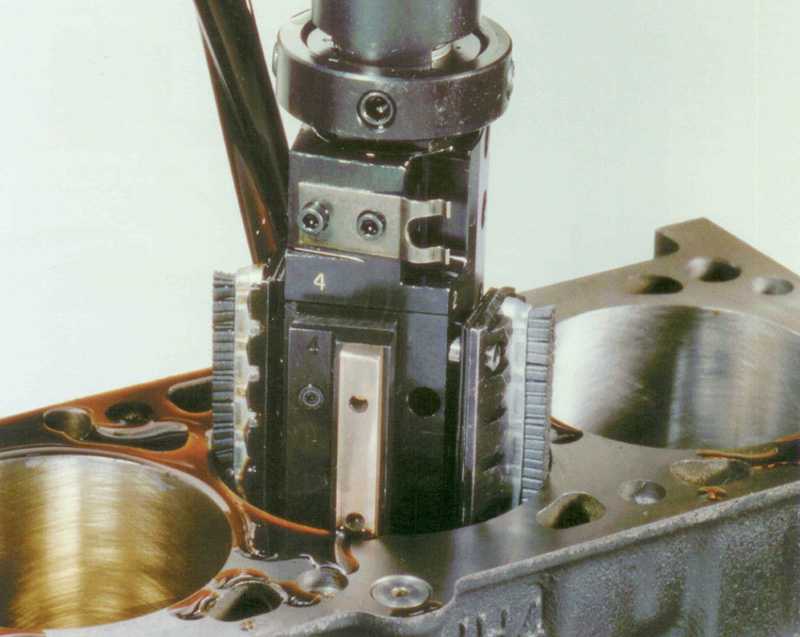
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.
(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Не забудем и выходной контроль
Углы хонингования соответствуют требованиям, шероховатость тоже. А чему удивляться, «Механика» применяет европейские технологии, а такие проверки там обязательны.
Итак, хонингование проведено. Зеркало цилиндров готово под новые кольца. А в случае ремонтного размера – под новые поршни с кольцами. И двигатель снова будет наматывать километры.
Автор: Юрий Буцкий, к.т.н.
Цилиндрическое основание стола из ламината Hon, диаметр 18 дюймов x 28 ч, Harvest HONTLRAC
Категории магазинов
Меню
Поиск
Счет
Посмотреть корзину
Просмотр корзины
| Принадлежности для уборки | Поставки для ресторанов | Еда и комната отдыха | Офисные принадлежности | Офисная мебель | Технологические продукты | Промышленная безопасность | Медикаменты |
увеличение
Hon Company Laminate Cylinder Table Base, 18″ dia. x 28h, Harvest
x 28h, Harvest
Не может отправить UPS. Отправим LTL общим перевозчиком, пожалуйста, подождите дополнительное время для доставки. поставляются отдельно — ЗАКАЗЫВАЙТЕ ОБА
Описание продукта
Модульные компоненты ламината облегчают вам замену. Ламинат высокого давления устойчив к истиранию и пятнам. Регулируемые выравнивающие направляющие компенсируют неровности пола. Верх и основание продаются и поставляются отдельно — ЗАКАЗЫВАЙТЕ ОБА. Базовый цвет: урожай.
Гарантия
Полная пожизненная гарантия HON.
Спецификации продукта
- Глобальный тип продукта: столы для конференций
- Базовый цвет: Урожай
- Максимальная высота: 28 дюймов
- Диаметр: 18 дюймов
- Материал основания/ножек: ламинат под дерево
- Базовый тип: Цилиндр
- Для использования с: Чтобы завершить стол, вы должны заказать как столешницу, так и основание стола.

- : Соответствует или превосходит стандарты производительности ANSI/BIFMA и ISTA; Сертификация научных систем сертификации (SCS) Indoor Advantage™
- Общий процент переработанного содержимого: 48%
- Заявление об отказе от ответственности. Верх и основание продаются и поставляются отдельно — ЗАКАЗЫВАЙТЕ ОБА. Производитель рассчитывает общее количество переработанного содержимого, добавляя половину переработанного содержимого до потребления к переработанному содержимому после потребления.
- Особенности: Основание цилиндра
9Название серии 0043: Цилиндрический стол из ламината
Стандарты соответствия
Чат поддержки клиентов
Как правильно выбрать и установить сменный газовый баллон для офисного кресла
Офисные стулья или письменный стол
используемые сегодня стулья имеют регулировку по высоте с помощью газового баллона, иногда
называют пневматическим подъемником. Я также слышал, что некоторые люди называют это
Я также слышал, что некоторые люди называют это
гидравлический вал или даже плунжерный поршень. Самое распространенное имя в отрасли
называет его газовым баллоном.
Меня часто спрашивают
люди, какая замена газового баллона в офисном кресле подходит для их офиса
стул. Чтобы ответить на этот вопрос, мы должны сначала определить, является ли офисное кресло
производитель использовал стандартный цилиндр. К сожалению, маркировка, которую вы видите на
газовый баллон, который у вас есть в настоящее время, не содержит точных характеристик.
Вы можете легко
определить, какой газовый баллон подходит в качестве замены без необходимости
разберите кресло или снимите газовый баллон.
Стандартный офис
газовый баллон кресла в основном состоит из двух частей. Верхняя часть называется газовой пружиной.
и имеет диаметр 28 мм или 1,1 дюйма. Газовая пружина — это то, что удерживает
азот под давлением и немного масла для смазки. Верхний конец газа
пружина удерживает привод или кнопку, которая при нажатии опускает или поднимает
стул. Это конец газовой пружины, которая входит в отверстие в
Это конец газовой пружины, которая входит в отверстие в
механизм, который крепится под сиденьем офисного кресла. Верхний конец
часть газовой пружины слегка сужается. Стандартная конусность в отрасли
17-4 .
Другой конец
газовая пружина имеет поршень, который фактически движется в газовом цилиндре и из него и,
при этом опускает и поднимает офисный стул.
Часть вторая
газовый баллон — колонка. Колонка примерно 2 дюйма в диаметре,
и это конец, который входит в пятиногую базу, где находятся ролики.
Вы заметите, что большинство колонн выступают из-под основания.
Офисный стул газ
цилиндры идентифицируются по ходу. Инсульт лучше всего объясняется
ход сиденья от самого низкого до самого высокого положения. Итак, 4-дюймовый
ход газового баллона означает, что ваше сиденье будет двигаться или подниматься на 4 дюйма
от самой низкой настройки до самой высокой настройки. На нашем сайте каталожный номер
это ГК-4.
Самый простой способ
определить, что ход газового баллона вашего офисного кресла должен занять некоторое
измерения. Вы можете выполнить эти измерения, не снимая газовый баллон
Вы можете выполнить эти измерения, не снимая газовый баллон
со стула.
Сначала опустите
офисный стул полностью опустите и переместите его рядом со стеной или дверью. С использованием
руку или верхнюю часть спины в качестве шаблона, поместите отметку на стене или двери. затем
поднимите свой офисный стул до упора и сделайте вторую отметку на той же
точное место в качестве первой отметки. Измерьте расстояние между двумя метками.
измерение — это ход сиденья, который также является ходом.
Второй
соображение при выборе газового баллона офисного стула заключается в том, чтобы заглянуть под
основание стула и измерьте, насколько колонна выступает из-под основания.
После того, как вы приняли
эти измерения, вам будет легко найти правильный газовый баллон для
вашего офисного кресла на нашем веб-сайте, так как мы перечисляем все эти размеры для
различные газовые баллоны, которые мы предлагаем.
Теперь, когда у вас есть
определили правильный сменный газовый баллон для вашего офисного стула, мы
теперь обсудим, как снять старый газовый баллон и установить новый на замену
газовый баллон для офисного кресла.
Вам понадобится немного
инструменты, начиная с молотка, отвертки с плоской головкой, WD-40 или жидкостного ключа.
Повернуть офис
стул так, чтобы верхняя часть спинки и передняя часть сиденья опирались на
пол. При таком расположении офисного кресла можно снять газовый баллон.
Полегче.
Держите одну из баз
ноги в одной руке и надавите вверх, как будто вы поднимаете офис
стул. Ударьте молотком по дну газового баллона офисного кресла.
колонна, которая обычно выступает из-под основания офисного кресла. Делать
не ударяйте по центру стойки, где находится фиксирующий зажим.
Ударьте по области обода и вращайтесь там, где вы наносите удар. Продолжайте наносить удары
таким образом, пока основание офисного кресла не оторвется.
Есть экземпляры
когда этот метод может не сработать. В этом случае используйте плоскую отвертку и
снимите зажим и плоскую шайбу с нижней части колонки газового баллона.
Поднимите основание офисного кресла и прикрепленную к нему стойку газового баллона.
Поверните офисное кресло
основание с прикрепленной колонкой газового баллона вверх дном и нажмите на газ
область обода колонны цилиндра, пока он не выскочит, освобождая основание.
Снимите пластину сиденья
из-под сиденья. Положите его на пол. Распылите немного WD-40 вокруг
пространство, где газовый баллон защелкивается в отверстии. Молотком осторожно постучать
по бокам газового баллона, чтобы облегчить проникновение WD-40. Подожди пару
часы. Поднимите газовый баллон с прикрепленной пластиной сиденья на пару
дюймов от пола одной рукой и ударьте молотком по пластине сиденья, как
как можно ближе к старому газовому баллону, вращая его там, где вы наносите удар. Это
должен выйти.
Установка нового
Замена газового баллона в офисном кресле намного проще, чем снятие
старый газовый баллон. Пока ваш офисный стул все еще находится в перевернутом положении
как описано выше, вставьте конец газовой пружины нового газового баллона в
отверстие в механизме. Слегка нажмите вниз, чтобы прочно установить его внутри механизма.
