Как сделать профилегиб: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
Содержание
Особенности самостоятельного изготовления ручного профилегиба © Геостарт
Рубрика:
Своими руками
При строительных работах часто приходится применять изделия из металла, и в большинстве случаев с их монтажом проблем не возникает, поскольку это происходит на прямолинейных участках. Но иногда металлические трубы нужно согнуть под определенным углом. При промышленном строительстве используются специальные приспособления для гибки. Но если речь идет о частных незначительных работах, покупать дорогостоящее оборудование не нужно, достаточно лишь знать, как сделать ручной профилегиб своими руками.
Сферы применения
Профилегибы сделать самостоятельно не так уж и сложно, а еще они просты в применении. Они нужны, чтобы придавать металлическим профилям с разным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.
Посредством профилегибов можно обрабатывать профили без необходимости предварительного нагрева и получать контуры с углами изгиба до 360 градусов. С помощью таких устройств можно выполнить такие операции:
- деформировать заготовки с цельным профилем с прямоугольным или квадратным сечением;
- сгибать уголки, швеллеры и другой сортовой прокат;
- сгибать трубы на основе разных металлов;
- выполнять гибку прутков из металла с разным сечением.
Металлические контуры могут иметь одинаковые или разные углы изгиба , а также асимметричную или симметричную конфигурацию. Металлическая заготовка по вертикали или горизонтали изгибается через ролики за один прокат. В итоге можно приобрести замкнутые или открытые конструкции, спиралевидные, а также с разным диаметром.
Ручные и электрические профилегибы широко применяются при производстве оборудования и деталей для таких отраслей:
- нефтепереработка;
- химическая промышленность;
- энергетика;
- мебельное производство;
- строительство и не только.

Самодельные профилегибы преимущественно используются в мелких частных мастерских или для домашних работ.
Конструкция трубогибов
Прибор для сгиба профилей может быть разных видов, в любом случае он имеет небольшой вес и размеры. Работа происходит посредством технологии холодного проката, для обработки изделий и гибки используются специальные насадки.
Как уже говорилось, ключевой деталью профилегибов являются ролики . По типу их работы и размещения оборудование подразделяется на такие категории:
- с подвижным роликом сверху — такая разновидность самая распространенная и самая простая. Если конструкция ручная, то ролик двигается посредством редуктора, если гидравлическая, то благодаря гидросистеме. Устройство дает минимальную погрешность;
- с подвижным роликом слева — кроме свойства сгибать детали, устройство может делать спирали. Станки оснащены ЧПУ, с помощью которых можно устанавливать параметры работы;
- с подвижными роликами внизу — используются для обработки крупных изделий.
 Бывают только гидравлическими и работают на полной автоматизации;
Бывают только гидравлическими и работают на полной автоматизации; - со всеми подвижными роликами — это устройство самое сложное и совмещает свойства перечисленных ранее видов. Производит полный цикл работ по гибке.
Чертеж для самодельного трубогиба выполняется в зависимости от его разновидности. Однако в каждом обязательно присутствуют:
- трубные упоры;
- рама;
- валы.
Рама нужна для того, чтобы закреплять на ней остальные детали. Для заводских изделий характерна закрытая сложная конструкция, отличающаяся безопасностью использования. А для самодельных профилегибов используется открытая рама , которую просто сделать самому, однако по сравнению с закрытой она будет менее безопасной.
Принцип работы изделия
Профилегибы предназначены для прокатки и деформации заготовок. Независимо от конструкции изделия принцип его работы всегда одинаковый:
- перед работой удалите с прибора сухой тряпкой смазку и вхолостую запустите его примерно на полчаса.
 За это время можно будет отыскать возможные погрешности или поломки;
За это время можно будет отыскать возможные погрешности или поломки; - открутите гайки валиков;
- установите и зафиксируйте ролики;
- прижимный валик поднимите;
- заготовку очистите и зафиксируйте болтами.
Затем деталь прокатывается между валами , тем самым обеспечивается ее сгибание. Для регулировки движения нужно передвигать вверх или вниз верхний вал. Если устройство ручное, это происходит посредством поднятия рычага, а если электрическое, то с помощью привода.
Разновидности профилегибов
Конструкции для деформации профилей имеют несколько классификаций. Они могут отличаться друг от друга по степени мобильности, типу привода и передаточного механизма. По типу привода изделие может быть: гидравлическим; ручным; электрическим.
Прибор гидравлического типа больше всего распространен в промышленных сферах, он способен быстро и качественно обрабатывать конструкции разных размеров. Также он актуален при работе с канализацией или трубопроводом. Гидравлические трубогибы бывают как заводскими, так и самодельными. Однако если вы собираетесь их делать своими руками, нужно иметь достаточный опыт работы с промышленным оборудованием.
Также он актуален при работе с канализацией или трубопроводом. Гидравлические трубогибы бывают как заводскими, так и самодельными. Однако если вы собираетесь их делать своими руками, нужно иметь достаточный опыт работы с промышленным оборудованием.
Электрический трубогиб
Такая конструкция не очень габаритная и тяжелая, но должна устанавливаться стационарно. Благодаря им можно проделывать качественные и точные работы. Профилегибы такого типа могут быть как целиком электрическими, так и частично механическими. Второй вариант будет стоить дешевле, но управление им будет частично ручным. А приборы с автоматикой для долгой автономной работы обойдутся намного дороже.
Их используют в промышленных целях и чаще приобретают в готовом виде. Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
Для привода берется электрический мотор с мощностью в 1500 Вт . Оптимальные показатели скорости и крутящего момента достигаются благодаря подбору шестерен. Прокат профиля упрощается за счет того, что двигатель имеет два направления движения.
Однако такая конструкция очень сложная . Наиболее простой метод механизации ручного профилегиба — это подключить его к рабочему валу перфоратора или же дрели с регулятором оборотов.
Ручная конструкция
Ручной трубогиб наиболее распространен среди тех, кто занимается гибкой труб для частных целей. Это изделие имеет такие преимущества:
- низкую цену. Готовое изделие очень простое и недорогое в производстве;
- мобильность или малый вес;
- поломки случаются очень редко — в устройстве отсутствует электроника, поэтому снижается риск поломок;
- возможность собрать изделие своими руками из подручных средств.

Ручные трубогибы для профилей — самые распространенные. Однако и они имеют свои минусы:
- точность работы не будет высокой, поскольку отсутствует аппаратное управление;
- потребуется прилагать физические усилия;
- невозможность обрабатывать крупные детали, поскольку максимально допустимый размер деталей для гибки составляет 4 на 4 см;
- чтобы результат был точнее, требуется потратить больше времени.
Обычно для домашних нужд такого прибора вполне достаточно . Однако если объем будет большим, а сами заготовки очень крупными, то лучше отдать предпочтение гидравлическим и электронным устройствам.
Ручной профилегиб своими руками
Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Подвижные частицы делаются на основе опорных старых подшипников и классического лома. Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
- болгарку;
- мощную дрель;
- аппарат для сварки.
Станина должна иметь П-образный кронштейн для винтового упора. Сварка выполняется обычным полуавтоматом. Швы должны быть высокого качества , поскольку именно к ним прилагаются усилия на разрыв.
Проделайте отверстие в верхнем швеллере и приварите гайку, затем вкрутите опорный винт, который будет выступать в роли регулятора высоты прижимного катка.
Опорные ролики делаются на основе простого лома и обрабатываются посредством болгарки.
Два опорных ролика будут одновременно двигаться, с этой целью на каждую ось следует приварить одинаковые звездочки от велосипеда, подшипники привариваются так, чтобы соблюдалась симметрия с центральной частью станины, соблюдая при этом натянутость цепи.
Одна ось должна быть чуть длиннее, чтобы закрепить ручной привод, а катки устанавливаются на подиумы. В случае максимального опущения центрального ролика радиус изгиба детали не будет большим.
Для ручки привода можно брать шатун от педалей, его нужно приварить к длинной оси одного из роликов.
Если нужно увеличить усилие на воротке прижимного ролика, на него надевается труба нужного диаметра.
Другой вариант изготовления конструкции будет решать аналогичные задачи, но будет иметь другой принцип работы.
Данная конструкция будет оснащена опорным подвижным катком. В роли роликов используются пальцы нужного диаметра, допускается использование старых поршневых подшипников.
В этой конструкции не будет специального крепления для подшипников, они будут привариваться прямо к станине посредством уголков. Ручку делают из шатуна, а на оси опорного катка сточена лыска. Фиксатором является простой винт.
Профиль протягивается верхним прижимным роликом. Особенностью такого изделия является опорный подъемный каток . Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
Особенностью такого изделия является опорный подъемный каток . Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
И первый, и второй вариант конструкции может быть отличным самодельным решением для использования в хозяйстве и даже в небольшой мастерской.
Как видим, дорогостоящие заводские профилегибы для домашнего применения совсем не нужны, особенно если вы не будете их часто использовать. В таком случае их можно сделать из подручных материалов своими руками, тем более что это не очень сложно.
автор Смирнова Любовь |
Апв 8 универсал: трубогиб-профилегиб гидравлический
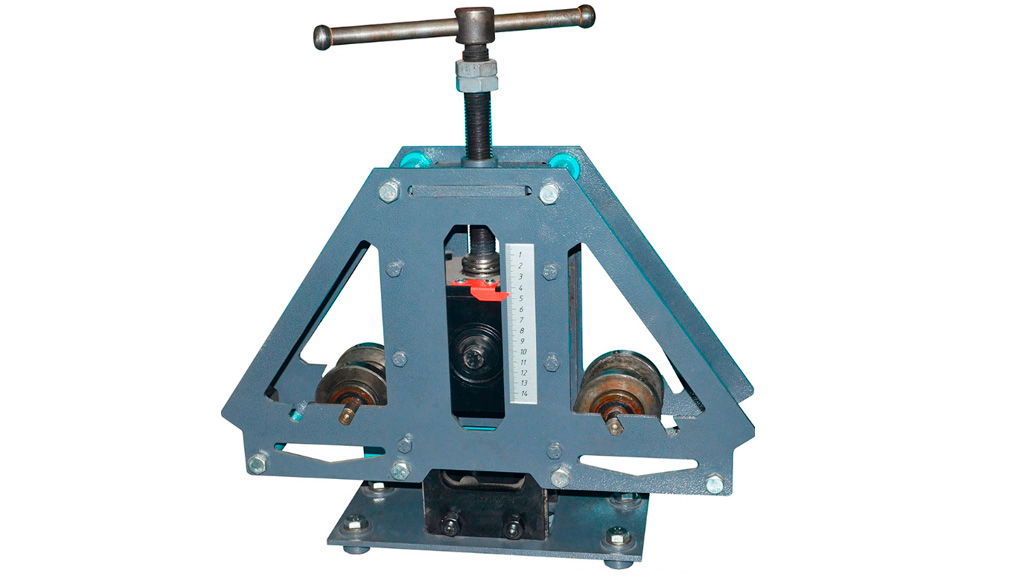
Станок профилегиб с возможностью трубогиба АП8-универсал создан российскими конструкторами для выполнения работ как в мастерской, та ки на выезде, на объекте. 3 вида гибки на одном станке. Профилегиб отличается простотой работы благодаря использованию в конструкции станка гидравлического домкрата. Малые габариты и небольшой вес профилегиба обеспечивают его мобильность. Работы можно проводить непосредственно на объектах. Станок легко помещается в багажник любого автомобиля. Высокое качество исполнения гарантирует надежную работу профилегиба, а инновационные конструкторские решения расширяют функциональность.
3 вида гибки на одном станке. Профилегиб отличается простотой работы благодаря использованию в конструкции станка гидравлического домкрата. Малые габариты и небольшой вес профилегиба обеспечивают его мобильность. Работы можно проводить непосредственно на объектах. Станок легко помещается в багажник любого автомобиля. Высокое качество исполнения гарантирует надежную работу профилегиба, а инновационные конструкторские решения расширяют функциональность.
Особенности профилегиба АПВ 8-универсал:
-
радиусная гибка (методом прокатки на 3-х вальцах)
- гибка для труб профильного сечения методом намотки на шаблон
-
изгибание труб круглого сечения до 90˚по гибочным шаблонам
- Вальцы термически обработаны (закалены в двух средах: вода-масло)
- Боковые вальцы могут перемещаться по горизонтали
- Вальцы сделаны на подшипниках
- Станок имеет конструкцию с одним ведущим (верзним, прижимным) вальцом и двумя боковыми, нижними
-
На вальцах выполнены проточки 20-40-60 для удержания труб в плоскости гибки.

- Вальцы изготовлены из стали марки 45
- Домкрат (прижим) с гидравлическим управлением существенно облегчает работу
- Станок имеет функции 2 типов гиба: профилегиба (базовая комплектация) и трубогиба с сегментной гибкой (дополнительная оснастка). Для этого потребуется крепление сегментов, гибочные сегменты и боковые упоры.
Способы гибки труб и профилей на многофункциональном трубогибе-профилегибе АПВ-8:
Возможности профилегиба АПВ 8-У:
| форма | вид | мин. радиус дуги |
| пруток max 20 мм | 150 мм | |
| квадрат стальной max 20х20 | 150 мм. | |
| полоса 60х10 | 150 мм. | |
|
труба прямоугольная max 60х40х2мм
| 300 мм. | |
| труба квадрат max 40х40х2мм | 300 мм. | |
| труба круглая max 42х42х3,5 мм | 150 мм. | |
| полоса на ребро max 40х4 мм |
150 мм.
|
Комплектация профилегиба АПВ 8-У:
Базовая:
- Профилегибочный станок
- Вальцы с проточками 20-40-60 для прокатки профильных труб
Дополнительная:
- Вальцы для работы с полосой
- Вальцы для работы с круглой трубой
- Вы можете заказать вальцы для работы с любым профилем!
Гибка профильных труб методом намотки:
ДЛЯ ГИБКИ ПРОФИЛЬНЫХ ТРУБ ПОД УГОЛ БЕЗ ПРОКАТКИ ИСПОЛЬЗУЕТСЯ МЕТОД НАМОТКИ
Для осуществления гибки профиля методом намотки Вам потребуется:
- силовая рама
- гибочные шаблоны
- упор
Распространенным является комплект для работы с трубами 20х20 и 25х25.
Для работы с другими сечениями труб оснастка обсуждается индивидуально.
Сегментная гибка труб по шаблону:
Для осуществления сегментной гибки труб Вам потребуются:
- Гибочный сегмент
Применяемые гибочные сегменты:
3/8″ (диаметр 17 — R56)
1/2″ (диаметр 21,3 — R60)
3/4″ (диаметр 26,5 — R80)
- 1″ (диаметр 33,5 — R100)
- Крепление гибочного сегмента
- Боковые упоры
Видео
Демонстрация возможностей трубогиба-профилегиба АПВ8 — универсал:
Документ
Скачать сертификат соответствия на трубогиб-профилегиб АПВ-8
Как избежать деформации трубы с тонкой стенкой при гибке?
Бренд:
АПВ
Доставка:
до терминала ТК
Страна — владелец бренда:
Россия
Страна производства:
Россия
Тип:
с ручным приводом
Масса нетто, кг:
38
Назначение:
для металлопластиковой трубы
max диаметр заготовки, мм:
42
Размер габаритный, мм:
490х1050
Как гнуть профильные трубы без потери геометрии?
Как сделать парник с помощью профилегиба АПВ-8?
Обзор профилегиба АПВ-8
Гидравлический ручной профилегиб Metal Master APV-60 с педалью — цена, отзывы, характеристики с фото, инструкция, видео
Гидравлический ручной профилегиб Metal Master APV-60 предназначен для холодной радиусной и шаблонной гибки профильных и водо-газопроводных труб, а также проката круглого и квадратного сечения.
Особенности Metal Master APV-60
- Функция профилегиба.
- Функция трубогиба.
- Гибка труб профильного сечения.
Работа трубогиба Metal Master APV-60
- Перед применением трубогиб необходимо закрепить.
- Устанавливаете на силовую раму станка вальцы соответвующие размерам обрабатываемой трубы. С помощью домкрата прижимаете её между ведущим вальцом и прижимными вальцами.
- Постепенно работая домкратом прокатываете трубу силовым колесом до необходимого радиуса гиба. С помощью гидроклапана освобождаете и извлекаете трубу из станка. Под воздействием пружин рама становится в исходное положение. На силовой раме выполнены ряд отверстий для получения малых радиусов гибки. При увеличении размеров изгибаемых труб прижимные вальцы необходимо устанавливать дальше друг от друга для облегчения работы силового колеса.
| Характеристика | Значение |
|---|---|
| Наибольшее усилие гидроцилиндра, Тс | 6 |
| Наибольший ход прижимных валов, мм | 150 |
| Габаритные размеры, мм | 1000х500х280 |
| Масса базовой комплектации, кг | 36 |
| Вид профиля | Макс.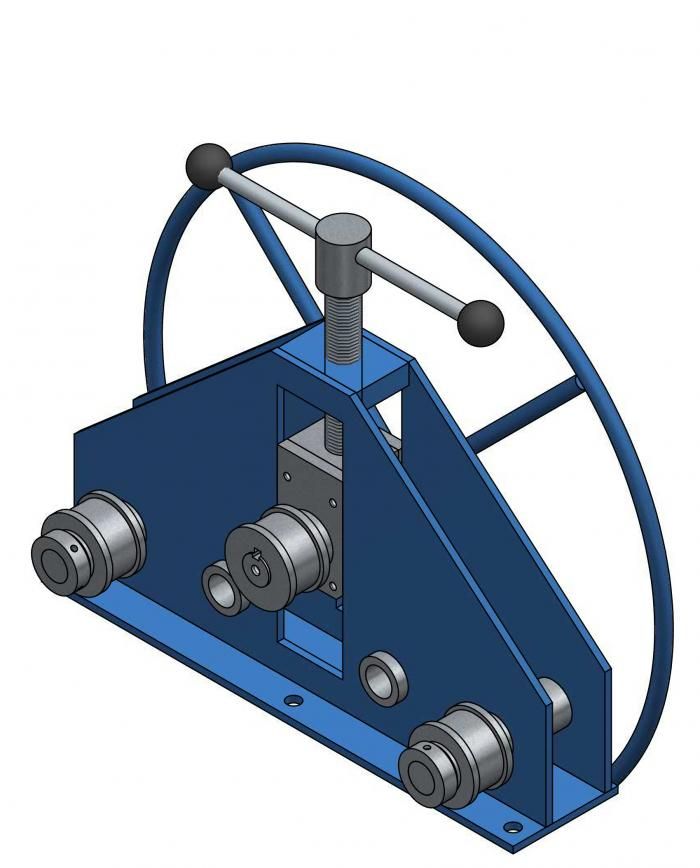 сечение профиля,мм сечение профиля,мм | Минимальный радиус, мм | Оснастка |
|---|---|---|---|
| Оснастка в комплекте | |||
| 60 х 10 | 150 | базовая | |
| 20х20 | 150 | базовая | |
| 15х15 20х20 40х20 40х25 60х40 | 300 | базовая | |
| Дополнительная оснастка | |||
| 15х15 25х25 30х30 50х25 50х30 | 300 | доп. набор | |
| 40х40 | 300 | доп. набор | |
Ø 32 x 3. 5 5 | 150 | наборы круглых труб | |
| Ø 20 | 300 | ||
| 40х4 | 500 | набор для полосы | |
Оснастка
| Оснастка для радиусной прокатки | |
|---|---|
| Дополнительный набор проточки 30-50 APV 60 | |
| Набор базовый для профильных труб | |
| Набор вальцов для радиусной гибки круглых труб ф17-34 APV 60 | |
| Набор вальцов для радиусной гибки круглых труб ф22-27 APV 60 | |
| Валец верхний (проточка 60) с ребордой | |
| Валец верхний (проточка 40) с ребордой | |
| Вальцы боковые гладкие | |
| Набор вальцов для радиусной гибки полосы 40х4 на ребре APV 60 | |
| Набор вальцов из капролона | |
| Оснастка для сегментной гибки | |
| Крепление для сегмента APV 60 | |
| Сегмент 3/8″ | |
| Сегмент 1/2″ | |
| Сегмент 3/4″ | |
| Сегмент 1″ | |
| Универсальные ролики-упоры APV 60 | |
| Набор для гибки полосы на 90° APV 60 | |
Набор для гибки под углом 90° методом намотки проф. труб 20х20 и 25х25 труб 20х20 и 25х25 | |
Комплектация за дополнительную плату
Дополнительный набор проточки 30-50 для APV-60 / 200 ( арт. 00000015872 )
4 200p
Набор вальцов для радиусной гибки круглых труб ф22-27 APV-60 / 200 ( арт. 00000015869 )
8 640p
Набор вальцов для радиусной гибки полосы 40х4 на ребре APV-60/200 ( арт. 00000016045 )
10 368p
Сегмент 1/2″ ( арт. 00000015666 )
5 011p
Сегмент 3/4″ ( арт. 00000015343 )
6 048p
Универсальные ролики-упоры APV-60/100 ( арт. 00000015871 )
5 875p
Крепление сегмента для APV-60/200 ( арт. 00000015870 )
00000015870 )
2 938p
Набор вальцов для радиусной гибки круглых труб ф17-34 APV-60 / 200 ( арт. 00000015868 )
12 442p
Сегмент 1″ ( арт. 00000015437 )
7 430p
Комплект для гибки труб 20х20 и 25х25 методом намотки APV 60 ( арт. 00000016335 )
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о APV-60 с педалью:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Двойной гибочный станок Jorns JDB: полный адреналина.
Полностью автоматический двойной гибочный станок Jorns JDB может иметь длину от 3,2 до 12,2 м и гибочную мощность для листового металла толщиной до 3 мм.
 Это увеличивает скорость ваших проектов — и пробуждает желание создать что-то большее.
Это увеличивает скорость ваших проектов — и пробуждает желание создать что-то большее.
Одновременная гибка сложных профилей не представляет проблемы для двойной гибочной машины Jorns JDB , поскольку многозадачность является само собой разумеющейся. Площадь за зажимным инструментом при отводе более 290 мм для гибочных инструментов предлагает простор выше среднего. Затем вы можете изготавливать гибочные профили, не переворачивая и не переворачивая их — с множеством возможных вариантов профиля. Одновременно можно сгибать несколько параллельных, сужающихся или перекрывающихся профилей, что увеличивает скорость вашей работы.
Использование сервопривода, стола с автоматической загрузкой и разгрузкой, а также зажимных пальцев с индивидуальным приводом обеспечивают максимальную точность, гибкость и производительность. Благодаря двум гибочным инструментам объем обработки материалов также значительно сократился. Последовательный расчет позиций обработки и остановки в соответствии с «Укорочением гибки в соответствии с DIN 69». 35-дюймовый метод, интуитивно понятное графическое программирование, высокий уровень угловой точности и равномерно закрытые водяные створки — все это неотъемлемая часть JDB. Если у вас была страсть к созданию чего-то раньше, просто наблюдайте, как это растет в будущем.
35-дюймовый метод, интуитивно понятное графическое программирование, высокий уровень угловой точности и равномерно закрытые водяные створки — все это неотъемлемая часть JDB. Если у вас была страсть к созданию чего-то раньше, просто наблюдайте, как это растет в будущем.
От модульной конструкции до персонализации.
Каждый двойной гибочный станок Jorns JDB поставляется с первоклассным базовым оборудованием, которое можно персонализировать благодаря модульной конструкции станка. Затем вы настраиваете двойную гибочную машину в соответствии с вашими личными требованиями и запланированными приложениями. Независимо от длины, способности к изгибу, системы обратного упора, ножниц или других опций, которые вы выберете, базовое оборудование остается одинаковым на всех машинах. Он предлагает высочайший уровень точности, большую свободу и максимальную безопасность.
Механическая конструкция станка
Благодаря своей прочной конструкции и сварной коробчатой конструкции двойной листогибочный станок Jorns JDB рассчитан на долгую эксплуатацию. Гидравлические гибочные соединения на каждой стойке (или рычаге) имеют максимальный угол изгиба до 145° и точные углы изгиба по всей рабочей длине. Высокое усилие зажима, необходимое для точного сгиба и закрытой кромки, может быть достигнуто с помощью зажимных цилиндров, установленных на каждом зажимном рычаге. Зажимные цилиндры могут управляться индивидуально. Это позволяет не только параллельное механическое закрытие зажимного инструмента, но и закрытие с предварительным натяжением – компенсируется пружинение материала, наблюдаемое при зажатии кромок. В результате получаются параллельные швы, адаптированные к профилю.
Гидравлические гибочные соединения на каждой стойке (или рычаге) имеют максимальный угол изгиба до 145° и точные углы изгиба по всей рабочей длине. Высокое усилие зажима, необходимое для точного сгиба и закрытой кромки, может быть достигнуто с помощью зажимных цилиндров, установленных на каждом зажимном рычаге. Зажимные цилиндры могут управляться индивидуально. Это позволяет не только параллельное механическое закрытие зажимного инструмента, но и закрытие с предварительным натяжением – компенсируется пружинение материала, наблюдаемое при зажатии кромок. В результате получаются параллельные швы, адаптированные к профилю.
Геометрия инструмента
Сложная конструкция станка также включает в себя геометрию инструмента «G», которая имеет открытое пространство 269° между зажимным инструментом и гибочным инструментом перед станком. Инструмент для гибки с изгибом под углом 37° позволяет производить точные профили в форме шляпы под углом 90° и профили внахлест, используемые для облицовки. Гибочные инструменты могут быть убраны на 290 мм, что создает максимально возможное пространство перед станком. Таким образом, можно изготавливать самые разные профили, не переворачивая и не переворачивая их. Зажимной инструмент расположен под углом 38° и имеет большое внутреннее свободное пространство, чтобы можно было расположить предварительно согнутые профили как можно ближе к точке зажима.
Гибочные инструменты могут быть убраны на 290 мм, что создает максимально возможное пространство перед станком. Таким образом, можно изготавливать самые разные профили, не переворачивая и не переворачивая их. Зажимной инструмент расположен под углом 38° и имеет большое внутреннее свободное пространство, чтобы можно было расположить предварительно согнутые профили как можно ближе к точке зажима.
Безопасность станка
Базовое оборудование двойного гибочного станка Jorns JDB дополняется сложной системой безопасности. Высочайший уровень безопасности гарантируется в любое время, не ограничивая повседневную работу на машине, даже при обработке гофрированного материала. Защитное оборудование на машине и используемые световые барьеры обеспечивают безопасную, полностью автоматическую работу. Использование трехлучевой лазерной системы снижает риск несчастных случаев при закрывании зажимного инструмента и при использовании ножниц в полуавтоматическом режиме.
Индивидуальная конфигурация станка
Модульная механическая конструкция двойного гибочного станка Jorns JDB закладывает основу для индивидуальной конфигурации станка, идеально отвечающей вашим потребностям. Вы определяете длину от 3,2 до 12,2 метра, способность к изгибу листового металла до 3 мм, систему обратного упора, ножницы и другие опции, которые следует использовать. Взгляните на наш онлайн-конфигуратор или свяжитесь с нами напрямую — мы будем рады помочь.
Вы определяете длину от 3,2 до 12,2 метра, способность к изгибу листового металла до 3 мм, систему обратного упора, ножницы и другие опции, которые следует использовать. Взгляните на наш онлайн-конфигуратор или свяжитесь с нами напрямую — мы будем рады помочь.
Одновременная гибка сложных профилей не представляет проблемы для двойной гибочной машины Jorns JDB , поскольку многозадачность является само собой разумеющейся. Зона за зажимным инструментом с отводом более 290 мм для гибочных инструментов предлагает открытое пространство выше среднего. Затем вы можете изготавливать гибочные профили, не переворачивая и не переворачивая их — с множеством возможных вариантов профиля. Одновременно можно сгибать несколько параллельных, сужающихся или перекрывающихся профилей, что увеличивает скорость вашей работы.
Использование сервопривода, стола с автоматической загрузкой и разгрузкой, а также зажимных пальцев с индивидуальным приводом обеспечивают максимальную точность, гибкость и производительность. Благодаря двум гибочным инструментам объем обработки материалов также значительно сократился. Неотъемлемой частью JDB является последовательный расчет позиций обработки и остановки в соответствии с методом «Укорочение гибки в соответствии с DIN 6935», интуитивно понятное графическое программирование, высокий уровень угловой точности и равномерно закрытые водяные створки. Если у вас была страсть к созданию чего-то раньше, просто наблюдайте, как это растет в будущем.
Благодаря двум гибочным инструментам объем обработки материалов также значительно сократился. Неотъемлемой частью JDB является последовательный расчет позиций обработки и остановки в соответствии с методом «Укорочение гибки в соответствии с DIN 6935», интуитивно понятное графическое программирование, высокий уровень угловой точности и равномерно закрытые водяные створки. Если у вас была страсть к созданию чего-то раньше, просто наблюдайте, как это растет в будущем.
Определение производительности машины.
Пришло время сконфигурировать ваш собственный полностью автоматический станок двойной гибки Jorns JDB в соответствии с вашими пожеланиями и требованиями. Определив максимальную мощность гибки и максимальную длину гибки, вы можете указать размер вашего будущего двойного гибочного станка Jorns JDB. Имеющийся выбор не соответствует вашим ожиданиям? Если это так, пожалуйста, свяжитесь с нами. Мы будем рады предложить систему нужного вам размера.
Прочность на изгиб
Пожалуйста, выберите1,25 мм1,50 мм2,00 мм3,00 мм
1,25 мм сталь/сталь
0,80 мм нержавеющая сталь
2,00 мм Алюминий
Длина изгиба
Пожалуйста, выберите
Система управления: в основе ваших проектов.

Интуитивно понятная система графического управления CP300Twin является мозговым центром двойного гибочного станка Jorns JDB. Он характеризуется, в частности, четким дизайном и мощными функциями, основанными на разработке программного обеспечения, ориентированного на клиента. Таким образом, CP300Twin может не только управлять полностью автоматической машиной, но и заставлять сердце биться быстрее.
Графическая система управления CP300Twin
Высочайший уровень точности размеров и углов, быстрое выполнение от эскиза до профиля, автоматическая коррекция перегиба. Особенности: 21,5-дюймовый сенсорный экран, карта SSD, процессор I3 3,7 ГГц, аппаратные компоненты B&R, TeamViewer.
назад
далее
Система обратного упора: полуавтоматическая или полностью автоматическая?
Стабильная, регулируемая система обратного упора имеет решающее значение, когда речь идет о быстром и точном изготовлении гибочных профилей. Эти две системы обратного упора очень помогают при выполнении гибочных работ на двойной гибочной машине Jorns JDB — и все это с исключительной гибкостью, точностью и производительностью.
Эти две системы обратного упора очень помогают при выполнении гибочных работ на двойной гибочной машине Jorns JDB — и все это с исключительной гибкостью, точностью и производительностью.
Система обратного упора «электрический зажимной палец, конический»
Система обратного упора «электрический зажимной палец, конусный» превращает JDB в полностью автоматический двойной листогибочный станок. Различные положения зажима и обратного упора обеспечивают исключительную гибкость в использовании и множество возможных вариантов профиля.
Зажимной палец для короткой части, электрический
Дополняет систему обратного упора «электрический прижимной палец, конический» для гибки коротких полос листа.
Стандартный задний упорный палец
Дополняет систему обратного упора «электрический зажимной палец, конический», чтобы можно было точно выровнять предварительно изогнутые профили, несмотря на их неблагоприятную форму.
Вакуумный захват
Дополняет систему обратного упора «электрический прижимной палец, конический» для гибки предварительно изогнутых профилей высотой от 30 мм в полностью автоматическом режиме.
Многокомпонентная зажимная система
Дополняет систему обратного упора «электрический зажимной палец, конический» для одновременной гибки трех или четырех одинаковых профилей.
Система обратного упора «тип 20, конусный»
Система обратного упора «тип 20, конусный» превращает JDB в полуавтоматический двойной гибочный станок: точная гибка параллельных, конусных или перекрывающихся профилей; с высочайшим уровнем точности даже при обработке узких полос листа; сервопривод.
назад
далее
Ножницы – точные и безопасные как в полуавтоматическом, так и в полностью автоматическом режиме.
Прочные и надежные ножницы абсолютно необходимы для точной резки параллельных или конических полос листа, не говоря уже о точном профиле края. Какая производительность резки вам нужна? Выберите одну из наших систем ножниц для своей двойной гибочной машины Jorns JDB.
Вальцовочные ножницы SE
Электрические вальцовочные ножницы SE используются со всеми нашими двойными гибочными станками Jorns JDB.
Вальцовочные ножницы SLS
Гидравлические вальцовочные ножницы SLS можно использовать со всеми двойными гибочными станками Jorns JDB.
Вальцерезные ножницы SL3
Гидравлические вальцовочные ножницы SL3 используются на двойных гибочных станках Jorns JDB-200 и JDB-300
назад
далее
Увеличьте производительность вашей машины с помощью гидравлической системы DSP.

Каков наиболее продуктивный способ работы на двойной гибочной машине Jorns JDB? Благодаря использованию высокопроизводительной гидравлической системы DSP, которая может одновременно перемещать несколько осей. Это ускоряет рабочий процесс на 30 процентов, тем самым экономя ваше время и максимально повышая производительность.
Гидравлическая система с двумя сервонасосами DSP
Гидравлическая система DSP до 30% быстрее, чем система в базовой комплектации. В результате цикл изгиба соответственно сокращается.
Назад
Далее
Программное обеспечение для использования вашего станка двойной гибки Jorns JDB в полной мере.
Вы выбрали двойной гибочный станок Jorns JDB – чрезвычайно мощный станок, способный на многое. Но это не все! Программное обеспечение, разработанное компанией Jorns для автономного программирования, и приложение J-Bend позволяют использовать весь потенциал машины.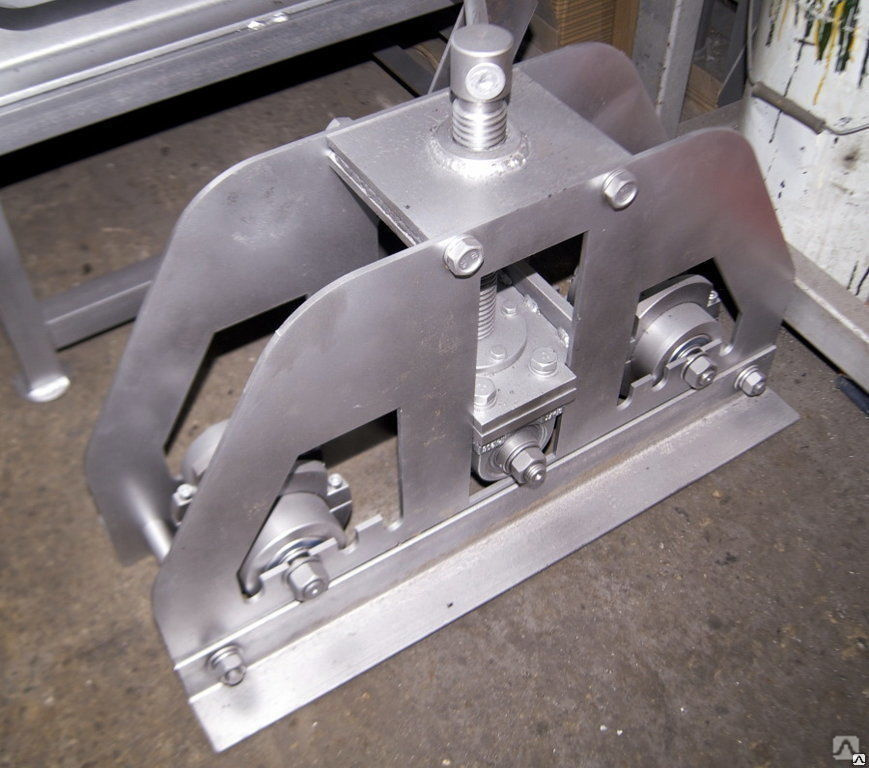 Следующее программное обеспечение также предлагает исключительную поддержку при использовании новейшей системы управления CP300Twin на двойной гибочной машине Jorns JDB.
Следующее программное обеспечение также предлагает исключительную поддержку при использовании новейшей системы управления CP300Twin на двойной гибочной машине Jorns JDB.
Автономное программное обеспечение CP200 / CP300Twin
Вместе с гибочным станком Jorns JB вы автоматически получаете одну лицензию на установку программного обеспечения на ПК для обеспечения возможности автономного программирования. Каждая дополнительная лицензия используется для установки на дополнительный ПК.
J-Bend
Отмеченное наградами приложение J-Bend («Лучшее из швейцарских приложений») упрощает повседневные рабочие процессы. Чертежи и проекты профилей могут быть созданы на строительной площадке и отправлены непосредственно на ваш интерактивный гибочный станок Jorns. Приложение работает на планшетах и мобильных телефонах.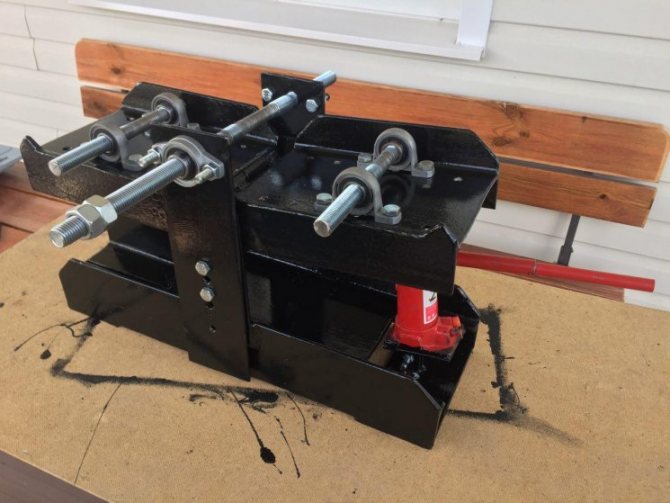
Bendex
Производитель: MicroSea System Solutions GmbH, Вена (A)
Met-IQ
Производитель MicroSea System Solutions GmbH, Вена (A)
Программное обеспечение SEMA
Производитель: SEMA GmbH, Вильдпольдсрид (Германия)
nu EVOLUTION
Производитель: nuIT GmbH, Санкт-Пёльтен-Унтеррадльберг (А)
Назад
Далее
Другие опции, которые сделают вашу машину двойной гибки Jorns JDB еще более универсальной.
Благодаря модульной конструкции станок для двойной гибки Jorns JDB может быть оснащен следующими дополнительными опциями. Например, может быть, вы хотите что-то сделать против вмятин на гибочном инструменте при гибке материалов с повышенной твердостью на кромочном слое? Как насчет того, чтобы обеспечить идеальные изгибы автоматически благодаря оптимально отрегулированному воздушному зазору? Или, может быть, вы хотите создать точные, параллельные открытые швы или автоматически загружать и выгружать гибочный материал.
Динамическое позиционирование DP
Динамическое позиционирование DP – доступное только для гибочных станков Jorns и двойных гибочных станков – компенсирует деформации на концах профиля при гибке и при запрессовке параллельных открытых кромок.
Подающий стол, автоматический
Автоматический подающий стол свободно программируется для загрузки и выгрузки.
Инструменты с лазерной закалкой
Инструменты с лазерной закалкой повышают износостойкость в три раза.
Лазерный сканер безопасности
Лазерный сканер безопасности снижает потребность в постоянном пространстве для вашей двойной гибочной машины на — 25%, не снижая максимальной безопасности операторов.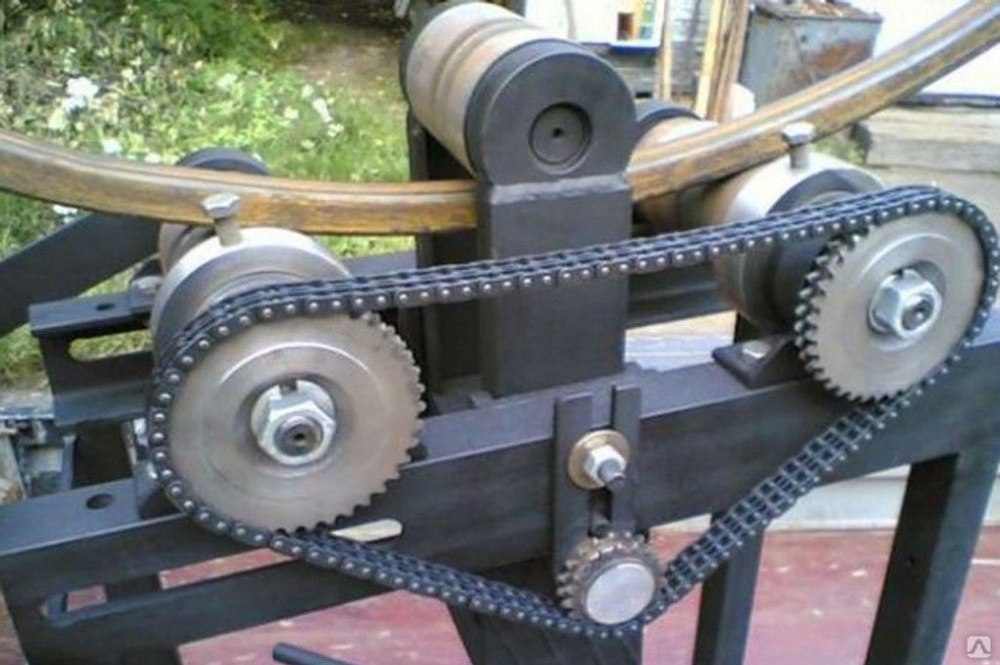
Светодиодное освещение
Светодиодное освещение не только хорошо выглядит, но и помогает в повседневной работе.
Гидравлическая регулировка толщины материала HM
Гидравлическая регулировка толщины материала позволяет автоматически регулировать воздушный зазор между гибочным инструментом и верхним зажимным инструментом.
назад
далее
Мгновенно на картинке: полезные видеоролики и ролики о вашем станке двойной гибки Jorns JDB.
Видеоролики, видеоролики и учебные пособия по нашей двойной гибочной машине Jorns JDB дают представление об основных и специальных знаниях, связанных с функциями, технологиями и программным обеспечением машины.
Двойной гибочный станок Jorns JDB: Максимальная гибкость благодаря оптимальной геометрии инструмента
Двойной гибочный станок Jorns JDB: Точная кромка благодаря уникальной технологии
Двойной гибочный станок Jorns JDB: электрический зажимной палец, конический для максимальной точности
Двойной гибочный станок Jorns JDB: системы ножниц – точные и безопасные
Двойной гибочный станок Jorns JDB: высокий стандарт безопасности без потери гибкости Двойной гибочный станок Jorns JDB: Максимальная гибкость благодаря гибкой системе зажима
Двойной гибочный станок Jorns JDB: Максимальная производительность благодаря модульной конструкции станка
Предложение
Настройте машину в соответствии с вашими потребностями.
Запустить конфигуратор
Ваша машина,
Материал,
Гибкость: мм (Сталь),
Длина изгиба: мм,
Опции,
Сделать запрос
Вы что-то не нашли? Реализуем индивидуальные пожелания.
The Jorns Sales-Team
Телефон +41 62 919 80 50
PBM.
АЧИК РИЗА, АЙДИНЛАТМА ВЕ ЯСАЛ БИЛГИЛЕНДИРМЕ
6698 sayılı Kişisel Verilerin Korunması Kanunu cerçevesinde Durmazlar Makine A.Ş. şirketimize ait sitemizden almış olduğunuz hizmetler kapsamında sitemize bildirdiğiniz veya şirketimizce sair kanallarla temin edilen kişisel verileriniz, şirketimizin Veri Sorumlusu sıfatıyla ve aşağıda açıklandığı amaç ve çerçevede işlenebilecektir.
1- КИСИСЕЛЬ ВЕРИЛЕРИНИЗИН ИШЛЕНМЕ АМАЧЛАРИ ВЕ ХУКУКИ СЕБЕПЛЕР:
Кисисел верилериниз, саир ясал мевзуат гереклилигинин яни сыра; Şirketimizin hizmetlerinin sunulabilmesi, bu konuda talep ettiğiniz/edeceğiniz hizmetlere ilişkin iletişim kurulabilmesi, hizmet teklifi, raporlama, değerlendirme faaliyetleri ile ilişkili olarak işlenmektedir.
2-KİŞİSEL VERİLERİNİZİN TOPLANMA YÖNTEMİ:
Kişisel verileriniz şirket birimleri görüşmeleri, internet araçlarımız, çağrı merkezimiz, Kimlik Paylaşım Sistemi, Adres Paylaşım Sistemi, Destek hizmeti aldığımız sair şirketler vasıtasıyla temin edilerek ilgili mevzuat uyarınca yasal süreler içerisinde saklanmaktadır.
Ayrıca, Веб-сайт mizin kullanımı (tarama) aracılığıyla bir araya getirilen bilgileriniz toplanır ve işleme tabi tutulur. Bu bilgiler, ziyaretçi kimliği (ID), ziyaret tarih ve saati, kullandığınız tarayıcı tipi, İnternet Protokol Adresi (IP-adresi) ve ziyaret edilen sayfaların yanı sıra Web sitemizden indirdiğiniz dosya. Bu veriler, cerez (cookie – metin dosyası) kullanımı esnasında elde edilebilir. Çerez dosyası, бир Веб-сайты yazılımı uygulaması tarafından olusturulan ve bilgisayarınızın sabit diskinde saklanan küçük bir metin dosyasıdır. ćerezler giriş kodu, parola ve tercihler de dâhil olmak üzere bir dizi bilgiler içerebilir. Çerezlerin kullanımı, tarama tercihlerinizin kaydını tutarak, sizlere daha hızlı ve daha fazla kişiselleştirilmiş hizmetler sunar.
Интернет тараичиниз, tanımlama bilgilerini (черезлери) otomatik olarak kabul edecek şekilde ayarlanmış olabilir. Sabit diskinize gönderilen tüm çerez dosyaları hakkında bilgi sağlamak için İnternet tarayıcınızı özelleştirebilirsiniz. Çerez dosyaların reddedilmesi için Internet tarayıcınızı ayarlayabilirsiniz, böylece geçmiş uygulamalarınızı, веб-сайтmizde azaltabilir ya da bölümlere erişimi önleyebilirsiniz. Ayrıca, önerilen içerik ve hizmetlerimizi geliştirmek için veya istatistiksel amaçlı kişisel verileriniz tarafımızca kullanılabilir.
Çerez dosyaların reddedilmesi için Internet tarayıcınızı ayarlayabilirsiniz, böylece geçmiş uygulamalarınızı, веб-сайтmizde azaltabilir ya da bölümlere erişimi önleyebilirsiniz. Ayrıca, önerilen içerik ve hizmetlerimizi geliştirmek için veya istatistiksel amaçlı kişisel verileriniz tarafımızca kullanılabilir.
3-KİŞİSEL VERİLERİNİZİN AKTARILMASI:
Kişisel verileriniz, yasal olarak aktarılması gereken resmi makamlara, hukuki zorunluluklar nedeniyle ve yasal sınırlamalar çerçevesinde bağımsız denetim şirketlerine mevzuat hükümleri uyarınca bilgi aktarımına izin verilen kişi ve kuruluşlara, mevzuata uygun şekilde diğer üçüncü kişilere aktarılabilecektir.
4-KVKK’ NIN 11. МАДДЕСИ УЯРИНКА ХАКЛАРИНИЗ:
KVKK’ 11. maddesi kapsamında; kişisel verilerinizin işlenip işlenmediğini öğrenme, işlenmişse buna ilişkin bilgi talep etme, kişisel verilerinizin işlenme amacını ve amacına uygun kullanılıp kullanılmadığını öğrenme, yurt içinde ve/veya yurt dışında aktarıldığı 3. kişileri öğrenme, kişisel verilerinizin eksik ya da yanlış işlenmişse düzeltilmesini isteme, kişisel verilerinizin işlenmesini gerektiren sebeplerin ortadan kalkması ve yasal bir engel bulunmaması halinde KVKK’ nın 7. Maddesi kapsamında kişisel verilerinizin silinmesi/yok edilmesi veya anonim hale getirilmesi için talepte bulunma, düzeltilmesi veya silinmesi/yok edilmesi/anonim hale getirilmesi hallerinde düzeltme veya silme/yok etme/anonim hale getirme işlemlerinin kişisel verilerinizin aktarıldığı 3. kişilere bildirilmesini isteme, kişisel verilerinizin münhasıran otomatik sistemler ile analiz edilmesi nedeniyle aleyhinize bir sonucun ortaya çıkması halinde itiraz etme, kişisel verilerinizin kanuna aykırı olarak işlenmesi sebebiyle zarara uğramanız hâli нде zaarın giderilmesini talep etme haklarınız bulunmaktadır.
kişileri öğrenme, kişisel verilerinizin eksik ya da yanlış işlenmişse düzeltilmesini isteme, kişisel verilerinizin işlenmesini gerektiren sebeplerin ortadan kalkması ve yasal bir engel bulunmaması halinde KVKK’ nın 7. Maddesi kapsamında kişisel verilerinizin silinmesi/yok edilmesi veya anonim hale getirilmesi için talepte bulunma, düzeltilmesi veya silinmesi/yok edilmesi/anonim hale getirilmesi hallerinde düzeltme veya silme/yok etme/anonim hale getirme işlemlerinin kişisel verilerinizin aktarıldığı 3. kişilere bildirilmesini isteme, kişisel verilerinizin münhasıran otomatik sistemler ile analiz edilmesi nedeniyle aleyhinize bir sonucun ortaya çıkması halinde itiraz etme, kişisel verilerinizin kanuna aykırı olarak işlenmesi sebebiyle zarara uğramanız hâli нде zaarın giderilmesini talep etme haklarınız bulunmaktadır.
5-ÜÇÜNCÜ TARAF WEB SİTELERİNE LİNKLER (BAĞLANTILAR)
Web sitemiz üçüncü taraf web sitelerine bağlantılar içerebilir. Bu sitelerin gizlilik politikaları için herhangi bir sorumluluk Kabul edilmez ve hiç bir şekilde, bu Web sitelerinin yürürlükte olan veri koruma uygulamalarının ilgili tüm mevzuat ve yönetmeliklere uygun olup olmadığedilız. Herhangi бир kişisel veri açıklamadan önce bu sitelerin her birinin gizlilik politikasını gözden geçirmenizi tavsiye ederiz.
Herhangi бир kişisel veri açıklamadan önce bu sitelerin her birinin gizlilik politikasını gözden geçirmenizi tavsiye ederiz.
6-FERAGAT:
Bu web sitesinde yer alan her türlü bilgi genel nitelikte olup, doğruluğu, eksiksiz olması, güvenilirliği, yeterliliği ve güncelliği hiçbir surette Şirketimiz tarafından garanti ve taahhüt edilmemektedir. Şirketimiz hiçbir şekil ве Surette ön ихбара ve/veya ихтара gerek duymaksızın ее zaman söz konusu bilgileri değiştirebilir, düzeltebilir ve/veya çıkarabilir.
Bu web sitesine erişim ve sitede yer alan bilgilerin gerek doğrudan gerekse dolaylı kullanımından kaynaklanan doğrudan ve/veya dolaylı maddi ve/veya manevi, menfi ve/veya müspet, her türlü zarardan her nam altında olursa olsun Şirketi, yöneticileri, çalışanları, bu sitede yer alan bilgileri hazırlayan kişileri ve Şirketin Yetkilendirdiği kişi ve kuruluşları sorumlu tutmayacaktır.
7-FİKRİ MÜLKİYET :
Bu web sitesinde yer alan, bunları içeren ama bunlarla sınırlı olmayan, tüm bilgileri, sayfalar, fotoğraflar, dizaynlar, resimler gibi malzemeler ve bilgilere ilişkin telif hakkı ve/veya diğer fikri mülkiyet hakları ………… …. Şirkete ait ve ilgili kanunlarca korunmakta olup, bu malzemeler ve bilgiler izinsiz kullanılamaz, iktisap edilemez ve değiştirilemez.
Şirkete ait ve ilgili kanunlarca korunmakta olup, bu malzemeler ve bilgiler izinsiz kullanılamaz, iktisap edilemez ve değiştirilemez.
Бу веб-сайты inde adı geçen başkaca şirketler ve ürünleri sahiplerinin ticari markalarıdır ve ayrıca fikri mülkiyet hakları kapsamında korunmaktadır.
Bu web sitesindeki bilgileri herhangi bir ticari ve çıkar amacı olmadan kişisel bilgi edinmek amacıyla kullanabilir, indirebilir, kopyalayabilir ve yazdırabilirsiniz yada herhangi bir ticari ve çıkar amacı olmadan üçüncü şahıslara sadece kişisel bilgilendirilmeleri amacıyla bu bilgilerin …………… web sitesinden temin edildiğini ve burada yer alan tüm koşul ve hükümlere bağlı olduklarını belirtmek şartıyla verebilir ve gönderebilirsiniz.
Бу веб-сайты inde yer alan herhangi bir bilgiyi, herhangi bir şekilde tahrif etmek, her türlü cezai ve hukuki takibata neden olacaktır.
8-YETKİLİ MAHKEME :
Bu web sitesinin kullanımından doğan ve/veya yasal uyarıda yer alan koşul ve hükümlere ilişkin ve/veya bu web sitesi ile bağlantılı olarak çıkabilecek uyuşmazlıklarda Yasal Uyarı metni esas olup, BURSA Mahkemeleri ve İcra ve İflas Daireleri yetkilidir .
WEB SİTEMİZE ERİŞEREK, YUKARIDA AÇIKLANDIGI GİBİ, VERİ TOPLAMA VE İŞLEME FAALİYETİMİZİ KABUL ETMİŞ VE ONAYLAMIŞ OLMAKTASINIZ.
Профилегибочные станки | Кааст Станки
Perfil Maquinas de Liar
Европейские профильные валки для тяжелых условий эксплуатации, угол 1–12 дюймов, немедленная доставка
работать как вертикально, так и горизонтально. Стандартный набор гибочных валков подходит для гибки квадратных, плоских, угловых и фасонных профилей. Кольцевой каток PBH также может быть оснащен специальными роликами для гибки труб и других круглых профилей. Возможна прокатка труб, колец и труб.
Позвоните нам по телефону (01) 33 5004 0789 или отправьте нам электронное письмо, и один из наших экспертов по изготовлению будет рад ответить на любые ваши вопросы и провести вас через весь процесс.
Узнать цену
4-валковый гидравлический профилегибочный станок
Угол 2–4”
Подробнее
Угловые ролики повышенной прочности
Уголок 6–12”
Труба 9–14”
Подробнее
Угловые ролики для тяжелых условий эксплуатации
Уголок 4–7 дюймов
Труба 5–8 дюймов
Подробнее
Угловые ролики для тяжелых условий эксплуатации
Уголок 2–3 дюйма
Труба 2,75–4 дюйма
Подробнее
Угловые ролики для средних нагрузок
Уголок 1–2 дюйма
Труба 2–3 дюйма
Подробнее
Отрасли трубопрокатной и трубопрокатной промышленности получат большую выгоду от покупки трубных и трубных валов Kaast. Kaast производит высококачественные трубные валки и трубные валки для производителей труб и труб по всему миру, а также предоставляет отличный сервис.
Kaast производит высококачественные трубные валки и трубные валки для производителей труб и труб по всему миру, а также предоставляет отличный сервис.
Наши угловые валки превосходят по производительности угловые валки других производителей, поэтому наши клиенты очень довольны приобретением угловых валков Kaast. В Kaast мы гордимся тем, что поставляем высококачественные трубопрокатные, трубопрокатные и угловые станки по очень конкурентоспособным ценам, уделяя внимание в первую очередь нашим клиентам.
Кольцегибочные станки для труб и труб состоят из 3 валков на отдельных валах, которые прокатывают трубу через валки, в то время как верхний валик оказывает давление на верхний валец, чтобы деформировать трубу. Кольцевалковые, трубогибочные и трубогибочные станки доступны с 2 или 3 приводными валками, с ручной или гидравлической регулировкой верхнего валка.
Кольцевая валковая гибка
используется для гибки труб и трубок с большим радиусом осевой линии, т. е. с большими окружностями, а вальцовочная гибка обычно используется для изготовления тентов, барабанных валков, каркасов для барбекю и других круглых изделий с большим радиусом центральной линии.
Ролики для труб имеют такое же расположение башмаков или матриц, что и гибочные станки, но имеют пару металлических роликов в нижней части. У них внутри шариковые подшипники, поэтому они плавно катятся. Верхний одиночный башмак закреплен на валу, поэтому он вращается вместе с колесом. По мере того, как вы пропускаете трубу, вы медленно формируете металлическую трубу в гладкую длинную кривую. Вы подаете трубу в машину и опускаете верхний ролик, протягивая ее.
Это медленный, преднамеренный процесс, в ходе которого вы каждый раз опускаете ролик. На кривой, которую вы получите, не будет выпуклостей, потому что ролик раскатывает неровности, изгибая металлическую трубу. Сама труба на самом деле становится длиннее, когда вы пропускаете ее через ролик, в зависимости от изгиба, который вы делаете.
Совет по изгибу
Чтобы уменьшить радиус изгиба всего за один проход, сделайте следующее:
- Вставьте материал между валками и установите нижние валки по касательной (рис.
 1)
1) - Профиль задом наперед (рис. 2)
- Немного приподнимите правый нижний ролик (рис. 3)
- Размер материала примерно 50/80 см. передний (рис. 4)
- Обратным вращением повернуть материал назад (рис. 5)
- Снова поднимите правый нижний ролик (рис. 6)
- Повторите начало изгиба, которое будет более заметно (рис. 7)
При необходимости повторите один или два раза, пока не получите требуемый диаметр.
Чтобы получить полные круги с загнутыми концами, как показано на рис. 1, вместо этого можно сделать следующее:
- Отрежьте стержень, который необходимо согнуть, примерно на 10/20 см. длиннее: (рис. 2)
- Согните деталь до соединения концов (рис. 3)
- Обрежьте несогнутые концы (рис. 4)
- Проденьте кольцо между валками до соприкосновения концов (рис. 6)
В результате получится почти идеальный круг точного диаметра.
Рекомендуемые материалы для гибки
Все материалы могут быть согнуты на наших машинах, но результаты будут определяться их природой. Например, сталь стремится к исходному положению благодаря упругости.
Например, сталь стремится к исходному положению благодаря упругости.
Если сопротивление не будет равномерным, диаметр кругов будет неравномерным. Если размер стержня не является постоянным, полученные диаметры кругов также будут неправильными (даже если различия не превышают нескольких десятых миллиметра).
В случае угловых или других секций, требующих правки, коррекция может оказаться неравномерной, поскольку выпрямитель может оказывать слишком сильное или слишком слабое давление.
Насколько это возможно, заготовки должны быть чистыми, без ржавчины и масла и сухими. Наконец, мы рекомендуем использовать только прямые стержни, так как искаженные стержни могут перегибаться или недогибаться, что повлияет на результаты.
Подготовка заготовок
Все материалы, согнутые на ребро, и участки, имеющие кромку, изогнутую на ребро, предпочтительно должны быть скошены, чтобы облегчить вставку заготовки между роликами. Когда секции требуют выпрямления, а также сгибания, иногда требуется еще одна фаска, чтобы секция могла выйти из выпрямляющего станка.
Пример сечения с фаской
Т-образный профиль, подготовленный для гибки, с наружным фланцем.
Угловой профиль, подготовленный для гибки, с внутренней полкой.
Плоский профиль, подготовленный для гибки по кромке.
Угловой профиль, подготовленный для гибки с внешней полкой (обратите внимание на две фаски: большая для выхода из ролика, меньшая для выхода из выпрямителя).
Установка валков
Три валка наших гибочных станков имеют разный диаметр, маленький должен быть установлен на центральном валу (внутри изгиба), а два других на нижних валах.
Необходимо, чтобы валки были установлены на станке в правильном положении в соответствии с типом профиля, который вы собираетесь сгибать.
Это предотвратит чрезмерные усилия и ненужное скручивание. При гибке обычных профилей, таких как Т-образное железо или угловое железо, ножка на краю никогда не должна касаться шпонки, установленной на приводном валу.
Если вы хотите получить лучший результат гибки, вставьте прокладку между двумя полувалками точной толщины и диаметра, чтобы поддерживать изогнутую ногу кромки.
Кроме того, внутри закругленных стенок профилей необходимо найти валок с закругленным углом при изгибе.
При секционной гибке канавка валка должна иметь ширину, равную толщине профиля, который должен быть слегка прижат.
При гибке плоского проката на кромке канавка верхнего валка должна быть предварительно подготовлена на 2-3-4 мм. больше толщины материала.
Общие инструкции по гибке
Ниже приведен рекомендуемый порядок работы на гибочном станке:
- Вставьте планку между валками слева направо и убедитесь, что канавки совмещены. Во время этой операции валки должны находиться в состоянии покоя, не прогибая секции.
- Воздействуйте на левый маховик, удерживая прут между валками, чтобы прут находился в горизонтальном положении, и поддерживайте его подставкой.
- Снимите стержень и поверните правый маховик, чтобы получить расчетную правильную настройку для нужного радиуса.
- Запустите двигатель и подведите секцию к валкам (слева направо).
 Три ролика будут тянуть заготовку вперед и перемещать ее без необходимости ручного вмешательства. Если этого не происходит, то либо валки расположены слишком близко, либо фаска недостаточно длинная. Однако вы можете преодолеть эту трудность следующим образом.
Три ролика будут тянуть заготовку вперед и перемещать ее без необходимости ручного вмешательства. Если этого не происходит, то либо валки расположены слишком близко, либо фаска недостаточно длинная. Однако вы можете преодолеть эту трудность следующим образом. - Опускайте правый рулон до тех пор, пока участок не согнется (не беда, если немного) на длину около 15 см. Включите реверсивный механизм, переместите заготовку назад и поднимите правый валок. Выполните гибку еще раз и при необходимости повторите эту операцию до тех пор, пока пруток не войдет в валки в требуемом положении. Позиции 4 и 5 являются излишними при использовании гидравлических моделей.
Как получить нужный диаметр
Подготовьте три или четыре размера заготовки для гибки длиной около 40–50 см. Вставьте один в машину и выполните пробный изгиб.
Возможны два результата:
- Радиус правильный: проблем нет, можно продолжать работу.
- Радиус слишком широкий или слишком узкий: соответствующим образом откорректируйте правый рулон и вставьте другой урезанный размер; повторяйте тест, пока не получите желаемый радиус.

Для этих испытаний используйте прямолинейные размеры в разрезе; никогда не используйте согнутые детали и не выпрямляйте согнутые детали.
Повторяем, что точность и непрерывность по радиусу зависят только от ровности и однородности заготовки. Поскольку это иногда трудно сделать, изогнутые детали должны подвергаться последовательной коррекции.
Гибка плоских секций в положении «на ребро»
Чтобы получить маленькую окружность, мы предлагаем сделать на заготовке соответствующую фаску. Рулоны должны быть установлены в соответствии с позициями, показанными на рисунках A, B, C и D, в зависимости от качества, размера материала и желаемого диаметра.
Обратите внимание;
- Рис. A: подходит только для толстых профилей.
- Рис. B: подходит только для плоских, высоких и тонких профилей.
- Рис. C: в этом положении показаны валки, установленные для получения кругов малого диаметра.

- Рис. D: этого положения следует избегать, так как окружные скорости валков имеют очень разные значения: в точках контакта с профилем.
Если при сгибании возникают вибрации, предлагаем снять шпонку с одного из трех роликов; лучше с правого нижнего.
В случае рис. а, б, в паз верхнего валка должен быть урегулирован на 2-3-4 мм. больше толщины материала. Это значение обратно пропорционально радиусу изгиба.
Гибка секции плоская на плоскую
Валки должны находиться в нормальном положении, при этом диски каждого валка должны быть состыкованы друг с другом.
В случае непрерывной работы мы рекомендуем оснастить машину роликами, имеющими канавку такого же размера и глубины, как и сгибаемый участок. В этом виде работ неполностью согнутые концы могут вызвать некоторые трудности. Это неудобство можно устранить несколькими способами в зависимости от случая. Пожалуйста свяжитесь с нами.
Гибка квадратных профилей
Установите валки в нормальное положение, как указано выше (поз. 2).
2).
В случае непрерывной работы рекомендуется оснастить машину валками, имеющими канавку такого же размера и глубины, как и сгибаемые участки.
Для получения малых кругов необходимо снять фаску с заготовки, чтобы было легче вставлять ее между валками (вышеописанная операция не требуется для гидравлических моделей).
При гибке квадратных профилей, если станок слишком шумный, это происходит из-за того, что скорости обода не соответствуют внутренней и внешней окружностям круга в работе. Чтобы преодолеть эту трудность, предлагаем установить на верхний вал машины валок меньшего диаметра, то есть пропорционального внутренней и внешней окружностям круга. Можно даже избежать вибраций, сняв ключ с одного из трех роликов, возможно, с нижнего правого ролика.
В случае поз. 3, при очень малых радиусах изгиба предлагаем использовать верхний валок с канавкой 2-3-4 мм. больше толщины профиля.
Это значение обратно пропорционально радиусу изгиба.
Гибка круглых профилей
Лучше, если станок будет оснащен валками, имеющими канавку, соответствующую диаметру гнутого прутка; как на круглых трубах. (поз. 11).
(поз. 11).
При необходимости сгибать круглые профили нескольких размеров, чтобы сэкономить деньги, мы можем поставить 2 ролика с V-образным пазом, как показано на рисунке ниже.
Изгиб L-образной или угловой стойки наружу
Как уже было сказано, секция должна быть вставлена между валками слева направо и в конечном итоге снята фаска (стр. 3).
Валки должны быть установлены, как показано на рис. а. Нормальные закрытые валки будут установлены на центральном валу, а открытые валки — на боковых валах, следя за тем, чтобы радиальный угол соответствовал внутреннему радиусу сечения.
Чтобы установить рулон таким образом, прочтите рекомендации, приведенные выше в разделе «Настройка рулонов».
Для всех асимметричных профилей в целом и угловых профилей в частности необходимо использовать выпрямители для исправления перекручивания, которое могло произойти при изгибе (рис. b).
Стандартные выпрямители
используются для положения выступа наружу фланца.
Левый выпрямитель необходимо выровнять с заготовкой или хотя бы слегка прижать. Правильный выпрямитель должен выступать больше, то есть сильнее нажимать на секции до тех пор, пока не будет получена точная коррекция (рис. c).
Если возникают трудности с прохождением заготовки через правый выпрямитель, держите правый выпрямитель назад, ближе к станку и продвиньте его с помощью гаечного ключа, когда профиль достигнет, и преодолейте его. Другое скручивание можно легко отрегулировать, установив 2 фланца большего диаметра на нижние валки, чтобы поддерживать секцию сбоку. На рис. г показан дефект и его исправление.
В некоторых случаях можно отметить легкое уплощение в соответствии с согнутой по краю ножкой. Чтобы избежать этого неудобства, необходимо вставить распорку толщиной с фланец и иметь такой диаметр, чтобы поддерживать его при изгибе. На рис. д показан дефект и его исправление.
Изгиб L-образной или угловой стойки в
Это одна из самых сложных гибочных работ, и машина должна быть оснащена дополнительными правильными станками, как показано на рисунке на стр. 19. Эти правильные станки поставляются только по запросу.
19. Эти правильные станки поставляются только по запросу.
Валки должны быть установлены с учетом рекомендаций, приведенных выше в разделе «Установка валков»: распорка будет установлена на центральном валу с дополнительными выпрямителями и должна быть вставлена в канавку охватывающего вала. , как показано на рис. а.
Секция всегда должна вставляться между валками слева направо и в конечном итоге должна быть снята фаска (стр. 3).
Положение профиля по отношению к машине должно быть так, чтобы одна ножка была обращена к центральному валу, а другая — к машине.
В начале гибки будет видно, что профиль выходит скрученным (рис. б): теперь необходимо опустить валок «С» и передвинуть вперед валок «D» до полного исправления перекоса (рис. на стр. 19).
После этой операции продолжайте сгибание и следите за тем, чтобы секция вышла точно под прямым углом (рис. c).
Еще одно скручивание иногда можно исправить, заменив стандартные валки на конические валки, избегая закрытия профиля на 90° и фланца большего диаметра, поддерживающего секцию сбоку. На рис. г показан дефект и его исправление.
На рис. г показан дефект и его исправление.
В некоторых случаях можно отметить легкое уплощение на задней части среза, соответствующее ножке, подвергшейся краевому изгибу. Чтобы избежать этого неудобства, необходимо вставить прокладку толщиной с ножку и иметь такой диаметр, чтобы поддерживать ее при изгибе. На рис. д показан дефект и его исправление.
Гибка Т-образного сечения
Как обычно, мы должны учитывать правила, приведенные выше в разделах «Подготовка заготовки» и «Установка валков» .
Изгиб этой секции возможен в любом положении:
- Нога наружу, поз. 7
- Нога В, поз. 8
- Боковая ножка, поз. 25
Если требуется строгая прямоугольность между плоскосогнутой ветвью и плоскостью изгиба, необходимо установить на концах вала тяги натяжной растяжки. Они поставляются по запросу.
Изгиб U-образной секции — Ноги наружу поз. 9/ Ноги в поз.
 10
10
Необходимо оснастить машину специально изготовленными валками с учетом размеров сечения. Для разрозненных работ можно использовать стандартные рулоны.
Изгиб U-образного профиля — Боковые опоры
Это одно из положений изгиба, которое требует большей мощности, чем другие, потому что момент сопротивления относительно этой нейтральной оси значительно увеличивается.
Можно использовать стандартные валки
, но они должны быть установлены так, чтобы ответные валки располагались напротив станка, как показано на чертеже.
Основа П-образного профиля, загнутого по краю, опирается на валец.
Женский валик будет обращен тыльной стороной к ножкам профиля и будет служить направляющей.
Гибка круглых труб
Для такого рода работ особых сложностей нет. Однако на машине необходимо будет установить ролики, имеющие канавку, соответствующую диаметру изгибаемой трубы.
Возможно выполнение спиральных витков, шаг которых определяется перемещением правого валка при выходе материала.
