Как сделать самому листогибочный станок видео: Как сделать листогиб своими руками, самодельный листогибочный станок для листового металла
Содержание
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Содержание
- Технология гибки – основные сведения
- Как выполнить гибку под прямым углом
- Как изготовить листогибочный станок самому
- Сгибание металлического листа при помощи молотка
- Изготовление трубы без применения станка
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.

Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Видео:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб.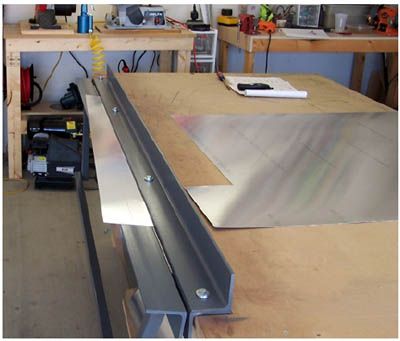 Но как поступить мастеру, у которого специального оборудования под рукой нет?
Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Видео:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Гибка
бар | Хакадей
22 декабря 2019 г. Дэни Конради
Каждый серьезный слесарь в какой-то момент обзаведется роликогибочным станком, но если вы так преданы своему делу, как [Тем временем в гараже], вы можете просто начать делать вещи самостоятельно. Его сверхмощный электрический вальцовый станок, продемонстрированный на видео после перерыва, идеально подходит для более толстой стали и больших радиусов, с которыми его меньшая ручная машина не может справиться.
Основная концепция обеих машин одинакова, с двумя фиксированными роликами и третьим регулируемым противолежащим роликом между ними. Большинство компонентов представляют собой куски металлолома, и каждый вал вращается на подшипниках, установленных в самодельных подушках. Два фиксированных вала соединены вместе цепной передачей, а промышленный двигатель обеспечивает мощность вращения через червячный редуктор. На каждом валу есть две регулируемые втулки, чтобы удерживать заготовку на одном уровне. Ходовой винт от старого автомобильного домкрата используется для регулировки положения подвижного ролика.
Большинство компонентов представляют собой куски металлолома, и каждый вал вращается на подшипниках, установленных в самодельных подушках. Два фиксированных вала соединены вместе цепной передачей, а промышленный двигатель обеспечивает мощность вращения через червячный редуктор. На каждом валу есть две регулируемые втулки, чтобы удерживать заготовку на одном уровне. Ходовой винт от старого автомобильного домкрата используется для регулировки положения подвижного ролика.
Из видео мы подобрали несколько интересных советов, например, как правильно выровнять цилиндрическую заготовку в сверлильном станке для сверления радиальных отверстий. Он также довольно изобретательным образом использовал тумблеры в качестве концевых выключателей и F-образные зажимы на заготовке, чтобы активировать их, когда она достигает конца.
Создание собственных инструментов дома — это проверенная временем хакерская традиция, недостатка в которой мы никогда не видели здесь, на Hackaday. Посмотрите на этот самодельный сверлильный станок и вертикальный фрезерный станок с ЧПУ.
Posted in Tool HacksTagged гибка прутка, гибка, механическая обработка, металлообработка, сварка
25 сентября 2019 г. Дэни Конради
Умение смотреть на кучу мусора и искать сокровища — это умение, которое мы здесь высоко ценим. [Тем временем в гараже], по-видимому, обладает этим умением в избытке и построил себе станок для гибки металлических прутков, используя старый маховик и шестерню стартера.
Чтобы согнуть металл, используя только мышечную силу, требуется какое-то механическое преимущество. Обычно для этого используется гибочный инструмент с длинным рычагом, но [Тем временем в гараже] решили использовать большое передаточное число между стартерным двигателем автомобиля и маховиком, который он приводит в движение.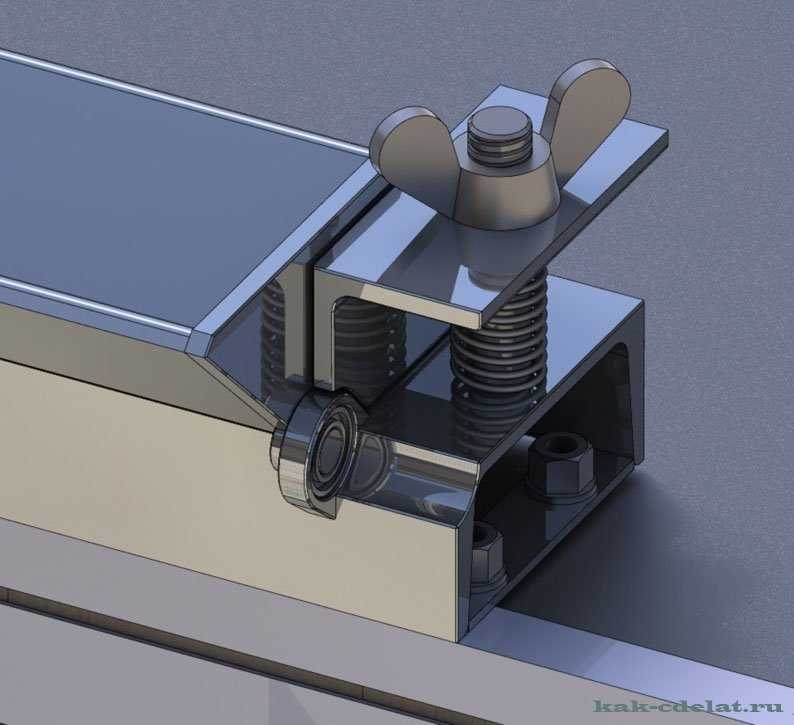 Это устраняет необходимость в длинном рычаге и позволяет выполнять изгиб почти на 270° с большим радиусом. Токарные и фрезерные работы весьма заметны, в том числе для изготовления гибочных профилей, приводного вала и втулок, а также для модификации маховика, чтобы включить зажим. Ленточная шлифовальная машина, которая используется для обработки ряда деталей, также является его детищем. Хотя станки определенно помогли, большое количество творчества и нестандартного мышления сделали этот проект возможным и стоящим внимания.
Это устраняет необходимость в длинном рычаге и позволяет выполнять изгиб почти на 270° с большим радиусом. Токарные и фрезерные работы весьма заметны, в том числе для изготовления гибочных профилей, приводного вала и втулок, а также для модификации маховика, чтобы включить зажим. Ленточная шлифовальная машина, которая используется для обработки ряда деталей, также является его детищем. Хотя станки определенно помогли, большое количество творчества и нестандартного мышления сделали этот проект возможным и стоящим внимания.
Мы представили ряд инструментов, сделанных из металлолома, включая фрезерный станок, дырокол для листового металла и гидравлические верстачные тиски. Пусть они придут!
Posted in Tool HacksTagged гибка прутков, шестерни, токарный станок, металлообработка, фрезерование, ролики, сварка
Двойной гибочный станок Jorns JDB: полный адреналина.

Полностью автоматический двойной гибочный станок Jorns JDB может иметь длину от 3,2 до 12,2 м и гибочную мощность для листового металла толщиной до 3 мм. Это увеличивает скорость ваших проектов — и пробуждает желание создать что-то большее.
Одновременная гибка сложных профилей не представляет проблемы для двойной гибочной машины Jorns JDB , поскольку многозадачность является само собой разумеющейся. Зона за зажимным инструментом с отводом более 290 мм для гибочных инструментов предлагает открытое пространство выше среднего. Затем вы можете изготавливать гибочные профили, не переворачивая и не переворачивая их — с множеством возможных вариантов профиля. Одновременно можно сгибать несколько параллельных, сужающихся или перекрывающихся профилей, что увеличивает скорость вашей работы.
Использование сервопривода, стола с автоматической загрузкой и разгрузкой, а также зажимных пальцев с индивидуальным приводом обеспечивают максимальную точность, гибкость и производительность. Благодаря двум гибочным инструментам объем обработки материалов также значительно сократился. Неотъемлемой частью JDB является последовательный расчет позиций обработки и остановки в соответствии с методом «Укорочение гибки в соответствии с DIN 6935», интуитивно понятное графическое программирование, высокий уровень угловой точности и равномерно закрытые водяные створки. Если у вас была страсть к созданию чего-то раньше, просто наблюдайте, как это растет в будущем.
Благодаря двум гибочным инструментам объем обработки материалов также значительно сократился. Неотъемлемой частью JDB является последовательный расчет позиций обработки и остановки в соответствии с методом «Укорочение гибки в соответствии с DIN 6935», интуитивно понятное графическое программирование, высокий уровень угловой точности и равномерно закрытые водяные створки. Если у вас была страсть к созданию чего-то раньше, просто наблюдайте, как это растет в будущем.
От модульной конструкции до персонализации.
Каждый двойной гибочный станок Jorns JDB поставляется с первоклассным базовым оборудованием, которое можно персонализировать благодаря модульной конструкции станка. Затем вы настраиваете двойную гибочную машину в соответствии с вашими личными требованиями и запланированными приложениями. Независимо от длины, способности к изгибу, системы обратного упора, ножниц или других опций, которые вы выберете, базовое оборудование остается одинаковым на всех машинах. Он предлагает высочайший уровень точности, большую свободу и максимальную безопасность.
Он предлагает высочайший уровень точности, большую свободу и максимальную безопасность.
Механическая конструкция станка
Благодаря своей прочной конструкции и сварной коробчатой конструкции двойной листогибочный станок Jorns JDB настроен на долгую эксплуатацию. Гидравлические гибочные соединения на каждой стойке (или рычаге) имеют максимальный угол изгиба до 145° и точные углы изгиба по всей рабочей длине. Высокое усилие зажима, необходимое для точного сгиба и закрытой кромки, может быть достигнуто с помощью зажимных цилиндров, установленных на каждом зажимном рычаге. Зажимные цилиндры могут управляться индивидуально. Это позволяет не только параллельное механическое закрытие зажимного инструмента, но и закрытие с предварительным натяжением – компенсируется пружинение материала, наблюдаемое при зажатии кромок. В результате получаются параллельные швы, адаптированные к профилю.
Геометрия инструмента
Сложная конструкция станка также включает в себя геометрию инструмента «G», которая имеет открытое пространство 269° между зажимным инструментом и гибочным инструментом перед станком. Инструмент для гибки с изгибом под углом 37° позволяет производить точные профили в форме шляпы под углом 90° и профили внахлест, используемые для облицовки. Гибочные инструменты могут быть убраны на 290 мм, что создает максимально возможное пространство перед станком. Таким образом, можно изготавливать самые разные профили, не переворачивая и не переворачивая их. Зажимной инструмент расположен под углом 38° и имеет большое внутреннее свободное пространство, чтобы можно было расположить предварительно согнутые профили как можно ближе к точке зажима.
Инструмент для гибки с изгибом под углом 37° позволяет производить точные профили в форме шляпы под углом 90° и профили внахлест, используемые для облицовки. Гибочные инструменты могут быть убраны на 290 мм, что создает максимально возможное пространство перед станком. Таким образом, можно изготавливать самые разные профили, не переворачивая и не переворачивая их. Зажимной инструмент расположен под углом 38° и имеет большое внутреннее свободное пространство, чтобы можно было расположить предварительно согнутые профили как можно ближе к точке зажима.
Безопасность станка
Базовое оборудование двойного гибочного станка Jorns JDB дополняется сложной системой безопасности. Высочайший уровень безопасности гарантируется в любое время, не ограничивая повседневную работу на машине, даже при обработке гофрированного материала. Защитное оборудование на машине и используемые световые барьеры обеспечивают безопасную, полностью автоматическую работу. Использование трехлучевой лазерной системы снижает риск несчастных случаев при закрытии зажимного инструмента и при использовании ножниц в полуавтоматическом режиме.
Индивидуальная конфигурация станка
Модульная механическая конструкция двойного гибочного станка Jorns JDB закладывает основу для индивидуальной конфигурации станка, идеально отвечающей вашим потребностям. Вы определяете длину от 3,2 до 12,2 метра, способность к изгибу листового металла до 3 мм, систему обратного упора, ножницы и другие опции, которые следует использовать. Взгляните на наш онлайн-конфигуратор или свяжитесь с нами напрямую — мы будем рады помочь.
Одновременная гибка сложных профилей не представляет проблемы для двойной гибочной машины Jorns JDB , поскольку многозадачность является само собой разумеющейся. Зона за зажимным инструментом с отводом более 290 мм для гибочных инструментов предлагает открытое пространство выше среднего. Затем вы можете изготавливать гибочные профили, не переворачивая и не переворачивая их — с множеством возможных вариантов профиля. Одновременно можно сгибать несколько параллельных, сужающихся или перекрывающихся профилей, что увеличивает скорость вашей работы.
Использование сервопривода, стола с автоматической загрузкой и разгрузкой, а также зажимных пальцев с индивидуальным приводом обеспечивают максимальную точность, гибкость и производительность. Благодаря двум гибочным инструментам объем обработки материалов также значительно сократился. Неотъемлемой частью JDB является последовательный расчет позиций обработки и остановки в соответствии с методом «Укорочение гибки в соответствии с DIN 6935», интуитивно понятное графическое программирование, высокий уровень угловой точности и равномерно закрытые водяные створки. Если у вас была страсть к созданию чего-то раньше, просто наблюдайте, как это растет в будущем.
Определение производительности машины.
Пришло время сконфигурировать ваш собственный полностью автоматический станок двойной гибки Jorns JDB в соответствии с вашими пожеланиями и требованиями. Определив максимальную мощность гибки и максимальную длину гибки, вы можете указать размер вашего будущего двойного гибочного станка Jorns JDB. Имеющийся выбор не соответствует вашим ожиданиям? Если это так, пожалуйста, свяжитесь с нами. Мы будем рады предложить систему нужного вам размера.
Имеющийся выбор не соответствует вашим ожиданиям? Если это так, пожалуйста, свяжитесь с нами. Мы будем рады предложить систему нужного вам размера.
Гибкость
Пожалуйста, выберите1,25 мм1,50 мм2,00 мм3,00 мм
1,25 мм сталь/сталь
0,80 мм нержавеющая сталь
2,00 мм Алюминий
Длина изгиба
Пожалуйста, выберите
Система управления: в основе ваших проектов.
Интуитивная графическая система управления JC100 является мозговым центром двойного гибочного станка Jorns JDB. Он характеризуется, в частности, четким дизайном и мощными функциями, основанными на разработке программного обеспечения, ориентированного на клиента. Таким образом, JC100 может не только управлять полностью автоматической машиной, но и заставлять сердце биться быстрее.
Таким образом, JC100 может не только управлять полностью автоматической машиной, но и заставлять сердце биться быстрее.
Система управления JC100
Высочайший уровень точности размеров и углов, быстрая реализация от эскиза до профиля, автоматическая коррекция перегиба. Особенности: 21,5-дюймовый сенсорный экран, карта SSD, процессор I3 3,7 ГГц, аппаратные компоненты B&R, TeamViewer.
назад
далее
Система блокировки заднего хода: полуавтоматическая или полностью автоматическая?
Стабильная, регулируемая система обратного упора имеет решающее значение, когда речь идет о быстром и точном изготовлении гибочных профилей. Эти две системы обратного упора очень помогают при выполнении гибочных работ на двойной гибочной машине Jorns JDB — и все это с исключительной гибкостью, точностью и производительностью.
Система обратного упора «электрический зажимной палец, конический»
Система обратного упора «электрический зажимной палец, конусный» превращает JDB в полностью автоматический двойной гибочный станок. Различные положения зажима и обратного упора обеспечивают исключительную гибкость в использовании и множество возможных вариантов профиля.
Зажимной палец для короткой части, электрический
Дополняет систему обратного упора «электрический прижимной палец, конический» для гибки коротких полос листа.
Стандартный задний упорный палец
Дополняет систему обратного упора «электрический зажимной палец, конический», чтобы можно было точно выровнять предварительно изогнутые профили, несмотря на их неблагоприятную форму.
Вакуумный захват
Дополняет систему обратного упора «электрический прижимной палец, конический» для гибки предварительно изогнутых профилей высотой от 30 мм в полностью автоматическом режиме.
Многокомпонентная зажимная система
Дополняет систему обратного упора «электрический зажимной палец, конический» для одновременной гибки трех или четырех одинаковых профилей.
Система обратного упора «тип 20, конусный»
Система обратного упора «тип 20, конусный» превращает JDB в полуавтоматический двойной гибочный станок: точная гибка параллельных, конусных или перекрывающихся профилей; с высочайшим уровнем точности даже при обработке узких полос листа; сервопривод.
назад
далее
Ножницы – точные и безопасные как в полуавтоматическом, так и в полностью автоматическом режиме.
Прочные и надежные ножницы абсолютно необходимы для точной резки параллельных или конических полос листа, не говоря уже о точном профиле края. Какая производительность резки вам нужна? Выберите одну из наших систем ножниц для своей двойной гибочной машины Jorns JDB.
Вальцерезные ножницы SE
Как правило, электрические вальцовочные ножницы SE используются со всеми нашими двойными гибочными станками Jorns JDB.
Вальцовочные ножницы SE2
Как правило, электрические вальцовочные ножницы SE2 используются со всеми нашими двойными гибочными станками Jorns JDB.
Вальцовочные ножницы SLS
Гидравлические вальцовочные ножницы SLS можно использовать со всеми двойными гибочными станками Jorns JDB.
Валкорезы SL3
Гидравлические вальцовочные ножницы SL3 используются на двойных листогибочных станках Jorns JDB-200 и JDB-300
назад
далее
Увеличьте производительность вашей машины с помощью гидравлической системы DSP.
Каков наиболее продуктивный способ работы на двойной гибочной машине Jorns JDB? Благодаря использованию высокопроизводительной гидравлической системы DSP, которая может одновременно перемещать несколько осей. Это ускоряет рабочий процесс на 30 процентов, тем самым экономя ваше время и максимально повышая производительность.
Гидравлическая система с двумя сервонасосами DSP
Гидравлическая система DSP до 30% быстрее, чем система в базовой комплектации. В результате цикл изгиба соответственно сокращается.
Назад
Далее
Программное обеспечение для использования вашего станка двойной гибки Jorns JDB в полной мере.
Вы выбрали двойной гибочный станок Jorns JDB – чрезвычайно мощный станок, способный на многое. Но это не все! Программное обеспечение, разработанное компанией Jorns для автономного программирования, и приложение J-Bend позволяют использовать весь потенциал машины. Следующее программное обеспечение также предлагает исключительную поддержку при использовании новейшей системы управления JC100 на двойной гибочной машине Jorns JDB.
Лицензия JC100 для рабочей станции
С вашим гибочным станком Jorns JDB вы автоматически получаете одну однопользовательскую лицензию для установки программного обеспечения на ПК, чтобы можно было программировать в офисе. Каждая дополнительная лицензия используется для установки на дополнительный ПК .
Каждая дополнительная лицензия используется для установки на дополнительный ПК .
J-Bend
Отмеченное наградами приложение J-Bend («Лучшее из швейцарских приложений») упрощает повседневные рабочие процессы. Чертежи и проекты профилей могут быть созданы на строительной площадке и отправлены непосредственно на ваш интерактивный гибочный станок Jorns. Приложение работает на планшетах и мобильных телефонах.
Bendex
Производитель: MicroSea System Solutions GmbH, Вена (A)
Программное обеспечение SEMA
Производитель: SEMA GmbH, Вильдпольдсрид (Германия)
назад
далее
Другие опции, которые сделают ваш двойной гибочный станок Jorns JDB еще более универсальным.
Благодаря модульной конструкции станок для двойной гибки Jorns JDB может быть оснащен следующими дополнительными опциями. Например, может быть, вы хотите что-то сделать против вмятин на гибочном инструменте при гибке материалов с повышенной твердостью на кромочном слое? Как насчет того, чтобы обеспечить идеальные изгибы автоматически благодаря оптимально отрегулированному воздушному зазору? Или, может быть, вы хотите создать точные, параллельные открытые швы или автоматически загружать и выгружать гибочный материал.
Например, может быть, вы хотите что-то сделать против вмятин на гибочном инструменте при гибке материалов с повышенной твердостью на кромочном слое? Как насчет того, чтобы обеспечить идеальные изгибы автоматически благодаря оптимально отрегулированному воздушному зазору? Или, может быть, вы хотите создать точные, параллельные открытые швы или автоматически загружать и выгружать гибочный материал.
Динамическое позиционирование DP
Динамическое позиционирование DP – доступное только для гибочных станков Jorns и двойных гибочных станков – компенсирует деформации на концах профиля при гибке и при запрессовке параллельных открытых кромок.
Подающий стол, автоматический
Автоматический подающий стол свободно программируется для загрузки и выгрузки.
Инструменты с лазерной закалкой
Инструменты с лазерной закалкой повышают износостойкость в три раза.
Лазерный сканер безопасности
Лазерный сканер безопасности снижает требования к постоянному пространству для вашей двойной гибочной машины на — 25%, не снижая максимальной безопасности операторов.
Светодиодное освещение
Светодиодное освещение не только хорошо выглядит, но и помогает в повседневной работе.
Гидравлическая регулировка толщины материала HM
Гидравлическая регулировка толщины материала позволяет автоматически регулировать воздушный зазор между гибочным инструментом и верхним зажимным инструментом.
назад
далее
Мгновенно на картинке: полезные видеоролики и ролики о вашем станке двойной гибки Jorns JDB.

Видеоролики, видеоролики и учебные пособия по нашей двойной гибочной машине Jorns JDB дают представление об основных и специальных знаниях, связанных с функциями, технологиями и программным обеспечением машины.
Двойной гибочный станок Jorns JDB: Максимальная гибкость благодаря оптимальной геометрии инструмента
Двойной гибочный станок Jorns JDB: Точная кромка благодаря уникальной технологии
Двойной гибочный станок Jorns JDB: электрический зажимной палец, конический для максимальной точности
Двойной гибочный станок Jorns JDB: системы ножниц – точные и безопасные
Двойной гибочный станок Jorns JDB: высокий стандарт безопасности без потери гибкости Двойной гибочный станок Jorns JDB: Максимальная гибкость благодаря гибкой системе зажима
Двойной гибочный станок Jorns JDB: Максимальная производительность благодаря модульной конструкции станка
Предложение
Настройте машину в соответствии с вашими потребностями.
