Как сделать шпоночный паз на валу: Изготавливаем шпоночный паз самостоятельно
Содержание
Как сделать шпоночный паз » Изобретения и самоделки
Пропустить и перейти к содержимому
Admin Рацпредложения
Как протянуть шпоночный паз на валу.
Товары для изобретателей Ссылка на магазин.
Ключи являются важной частью механизмов. Они обеспечивают надежную связь между валами и множеством других объектов, включая шкивы (как в моем случае), звездочки, рычаги и шестерни. Существует множество различных типов ключей, но самый простой и распространенный — это прямой ключ.
Для этого проекта я буду пробивать шпонки в шкивах, которые в процессе обработки. Материал алюминий 6061, его толщина 3/8 «с отверстием ø3 / 8″, и я буду протягивать шпоночный паз 3/32».
Содержание
- Шаг 1: Инструменты и материалы
- Шаг 2: Настройка
- Шаг 3: Протяжка шпоночного паза
- Шаг 4: Сброс и проверка фитинга
Шаг 1: Инструменты и материалы
Инструменты:
комплект, включая протяжку, прокладки (при необходимости) и соответствующую втулку. Материалы для гидравлических прессов:
Материалы для гидравлических прессов:
смазочно-охлаждающая жидкость.
Электроника для самоделок вкитайском магазине.
Шаг 2: Настройка
Это небольшая протяжка из мягкого материала, так что я легко могу использовать 3-тонный валочный пресс. Если вы протягиваете более жесткий материал и / или более крупную протяжку, вам понадобится гидравлический пресс, так как для протяжки большой протяжки могут потребоваться сила давления. Кроме того, более крупные протяжки намного длиннее и часто не помещаются в пресс.
Для этой установки я выбрал втулку ø3 / 8 «и протяжку 3/32». Они должны хорошо совмещаться друг с другом, легко скользя без какого-либо помола. Поскольку шпоночный паз настолько мал, мне не понадобятся какие-либо прокладки.
Вставьте втулку в отверстие, которое вы хотите протянуть. Это должно получиться легко. Затем поверните щель туда, где вы хотите вырезать ключ. Обильно смажьте протяжку вашим любимым смазочно-охлаждающим маслом и вставьте протяжку в паз во втулке. Первая четверть или около того должна легко скользить, прежде чем зубы зацепятся с деталью.
Первая четверть или около того должна легко скользить, прежде чем зубы зацепятся с деталью.
Шаг 3: Протяжка шпоночного паза
Совместите деталь с зазором в прессе и убедитесь, что протяжка идет прямо вверх и вниз. Затем приложите равномерное давление, следя за тем, чтобы деталь не наклонялась и не качалась с рабочей поверхности пресса. В алюминии это требует небольших усилий. Будьте готовы поймать протяжку, когда она достигнет конца хода — она может выпасть. Если протяжка остается застрявшей в детали, используйте небольшой удар или кусок заготовки, чтобы полностью выдавить ее. Не ударяйте по протяжке, так как вы можете зачистить конец (иногда незаметно) и причинить себе сильную головную боль. Нажмите только на протяжку.
Шаг 4: Сброс и проверка фитинга
С удаленной протяжкой используйте щетку для стружки, чтобы удалить стружку с протяжки. Важно очистить эти фишки, прежде чем переходить на другой шлюз. Невыполнение этого требования может привести к заклиниванию протяжки в канале.
Теперь мы можем взять ключ и проверить, подходит ли только что протянутый шкив с валом. Это идеально подходит. Часто я покупал валы, в которых уже обработан шпоночный паз.
Источник
Новая шпонка — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
| Восстановление валов электродуговой наплавкой. а — посадочная поверхность. б — торец.
[31] |
Разработанный шпоночный паз восстанавливают электродуговой наплавкой с последующей механической обработкой. Если шпоночные пазы повреждены в валу и сердечнике, то следует сделать шпоночные пазы большего размера и поставить новую шпонку. Если поврежден один шпоночный паз, то его фрезеруют на больший размер и устанавливают ступенчатую шпонку или фрезеруют новый шпоночный паз со смещением его относительно старого на четверть окружности. Выбор способа ремонта зависит от возможностей ремонтного цеха.
[32]
Так как шпоночные соединения предназначены для передачи крутящего момента, требования, предъявляемые к ним после ремонта, такие же, как и к новым. Поэтому допустимый размер шпоночного паза по ширине на валу и в отверстии назначается таким, при котором в сборе с новой шпонкой наибольшего размера по толщине характер посадки в отремонтированном соединении сохраняется как для наихудшего случая в новом соединении. Наихудшим случаем заданной чертежом посадки является наибольший зазор в соединении.
[33]
Сильно изношенные муфты заменяют. При разработке шпоночной канавки в каждой полумуфте следует прострогать эту канавку до размеров, устраняющих выработку ( если она не превышает 20 % номинальной ширины канавки), изготавливают новую шпонку, подгоняют ее по гнезду вала и шпоночной канавке полумуфты. Боковые грани шпонки должны плотно входить в паз и канавку. Зазор между верхней стенкой ее в полумуфте и верхней гранью шпонки должен быть 0 2 — 0 3 мм.
[34]
После разборки кривошипа необходимо отремонтировать шпоночное соединение. Если шпоночный паз на пальце кривошипа и в самом кривошипе значительно деформирован и невозможна пригонка шпонки, то тогда расширяется изношенный шпоночный паз и в соответствии с его размерами изготавливается новая шпонка. Рабочие поверхности как в шпоночном пазу, так и в самой шпонке должны быть тщательно пригнаны одна к другой по краске так, чтобы отпечаток сопряжения составлял не менее 70 % от общей поверхности сопряжения. При фрезеровании нового паза и расширении старого необходимо, чтобы смещение осей по длине шпоночного паза было не более 0 05 — 0 1 мм.
[35]
При ремонте в соединениях с помощью шпонок меняют ступицы детали, обтачивают валы и ставят компенсационные втулки, профрезеровывают новые пазы для шпонок. При этом смятые износившиеся шпонки заменяют. Новые шпонки подбирают в соответствии с передаваемыми усилиями.
[36]
При небольшой разборке шпоночный паз расширяют и ставят новую шпонку. Так как расширить паз в отверстии трудно, то расширяют паз на валу и ставят ступенчатую шпонку. Новую шпонку изготовляют из металла более мягкого, чем вал. Подгонку шпонки к пазу производят на краску, а размеры шпонки выбирают так, чтобы по высоте шпоночного соединения был небольшой просвет.
Так как расширить паз в отверстии трудно, то расширяют паз на валу и ставят ступенчатую шпонку. Новую шпонку изготовляют из металла более мягкого, чем вал. Подгонку шпонки к пазу производят на краску, а размеры шпонки выбирают так, чтобы по высоте шпоночного соединения был небольшой просвет.
[37]
Так как расширить паз в отверстии трудно, то расширяют паз на валу и ставят ступенчатую шпонку. Новую шпонку изготовляют из металла более мягкого, чем вал. Подгонку шпонки к пазу производят на краску, а размеры шпонки выбирают так, чтобы по высоте шпоночного соединения был небольшой просвет.
[38]
При небольшой разработке шпоночный паз расширяют и ставят новую шпонку. Так как расширить паз в отверстии трудно, то расширяют паз на валу и ставят ступенчатую шпонку. Новую шпонку изготовляют из металла более мягкого, чем вал.
[39]
Небольшие повреждения шпоночных канавок вала устраняют опиловкой и шабрением, значительные — прострожкой или фрезеровкой. Бывают случаи среза шпонок на валах насосов и компрессоров. Грани новых шпонок и шпоночных канавок тщательно и точно подгоняют одну к другой опиловкой и шабровкой по краске.
Бывают случаи среза шпонок на валах насосов и компрессоров. Грани новых шпонок и шпоночных канавок тщательно и точно подгоняют одну к другой опиловкой и шабровкой по краске.
[40]
Небольшие повреждения шпоночных канавок вала устраняют опиловкой и шабрением, значительные — — прострожкой или фрезеровкой. Бывают случаи среза шпонок на валах насосов и компрессоров. Грани новых шпонок и шпоночных канавок тщательно и точно подгоняют одну к другой опиловкой и шабровкой по краске.
[41]
Небольшие повреждения шпоночных канавок вала устраняют опиловкой и шабрением, значительные — строганием или фрезерованием. Бывают случаи среза шпонок на валах насосов и компрессоров. Грани новых шпонок и шпоночных канавок тщательно и точно подгоняют одну к другой опиловкой и шабровкой по краске.
[42]
Продолжительная езда с ослабленной ступицей приводит к разрушению шпоночного паза и срезу шпонки. Разрушенный шпоночный паз полуоси зачищают напильником и крейцмейселем. Затем изготовляют новую шпонку из стали 45, подогнав ее по шпоночному пазу. При установке ступицы на новую шпонку проверяют плотность посадки ступицы на полуось, после чего затягивают гайку, как указано выше.
Затем изготовляют новую шпонку из стали 45, подогнав ее по шпоночному пазу. При установке ступицы на новую шпонку проверяют плотность посадки ступицы на полуось, после чего затягивают гайку, как указано выше.
[43]
Для подгонки и установки новой шпонки вал выпрессовывают. Шпоночную канавку профрезеровывают по размерам новой шпонки, точно так же поступают со шпоночной канавкой в листах пакета. Если канавка в них не сработалась, новую шпонку делают ступенчатой.
[44]
Деталь, восстановленную этим способом, проверяют на радиальное и осевое биение, которое не должно превышать 0 15 мм. Шпонки, изношенные до предельного размера, не восстанавливают. Шпоночные канавки фрезеруют до выведения следов изнашивания и устанавливают новые шпонки увеличенного размера, но не более чем на 15 % по ширине. Если шпоночная канавка уже фрезеровалась или сильно изношена, ее заваривают полностью и фрезеруют канавку номинального размера на новом месте.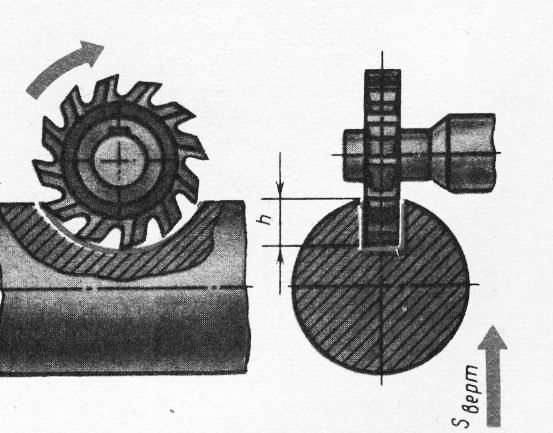
[45]
Страницы:
1
2
3
4
| Material | Grades | SFM | ||||||||||||
| High Strength Tool Steel | A2, D2, P20, h21, h23, S2, D1 | 80 -90 | ||||||||||||
| Низкий углерод | A36, 12L14, 12L15, 1005, 1018, 1020, 1108-1119, 1213-1215, 1513-1518, 4012, 5015, 9310 | 180 | ||||||||||||
| Medium Carbon | 1040-1095, 1140-1151, 1330-1345, 1520-1572, 4023-4063, 4120-4161, 4330-4340, 4620-4640, 8620-8660, 8740-8750, 6150, 51000, 52100 | 170 | ||||||||||||
| M — Stainless Steels | ||||||||||||||
| Austenitic | 301-304L, 310, 316L, 321, 347 | 100 | ||||||||||||
| Martensitic | 403, 410 416, 420, 430, 431, 440 | 120 | ||||||||||||
| K — Cast Irons | ||||||||||||||
| Ductile | A536 , J434, 60-40-18 | 180 | ||||||||||||
| Gray | A48, A436, A319, Class 20, G4000 | 140 | ||||||||||||
| Malleable | A220, A602, J158 | 100 | ||||||||||||
| N — Non Ferrous | ||||||||||||||
| Aluminium Alloys | 2014, 2024, 6061, 7075 | 300 | ||||||||||||
| Алюминиевый высокий кремний | 9000 9000 | 000 | 000 | 000 | 000 | 000 | 000 | 000 | 000 | 000 | 000 | 000 168 9000. 168 . 230-250 168 . 230-250 | ||
| Композиты | G-10, огнеупорное стекло, графит, графит, эпоксидная смола, пластик | 180-200 | ||||||||||||
мед.| Кобальтовая база | Stellite, HS-21, Haynes 25/188, X40, L605 | 80 | Железная основа 80 | Железная основа 0007 | Incoloy 800-802, Multmet N-155, Timkin 16-25-6, Carpenter 22-B3 | 80 | BASE | INSEL 625/718, INCO 7007 | INSEL 625/718, INCO 700, INCO 7007 | 66. 713c, 718, Monel 400-401, 404, K401, Rene, Rene 41 и 95, Hastelloy, Waspoloy, Udimet 500 и 700 80 | 9000 | . | 90 | |
 , 17/4, AM-350/355/363, Ph23-8M0, Ph24-8/M0
, 17/4, AM-350/355/363, Ph23-8M0, Ph24-8/M0  , ASTM 1/2/3, 6AI-25N-4Zr-2Mo, Ti-8AI-4Mo
, ASTM 1/2/3, 6AI-25N-4Zr-2Mo, Ti-8AI-4Mo Варианты вырезки и протяжки шпоночного паза: шпоночная посадка, протяжка и т. д. метод блокировки
. В этом методе шпонка блокирует вращение вала и помогает передавать крутящий момент. Чтобы это работало, для изготовления шпоночного паза в валу и ступице муфты используются различные варианты шпоночного паза . В этой статье будут рассмотрены наиболее популярные сегодня технологии нарезания шпоночных пазов.
Начало работы с Hansford Davis Keyseater
1. Установка шпоночных пазов (для больших и специальных шпоночных пазов)
Нарезание шпоночных пазов на станке для нарезки шпоночных пазов (или на станке для нарезки внутренних шпоночных пазов) удаляет материал через серию зубьев удары. Некоторые станки для ключей имеют только однозубую фрезу, в то время как другие машины (например, Davis Keyseater) используют фрезу с несколькими зубьями для достижения скорости резания, такой же высокой, как протяжка.
Вот как это работает: Фреза на ключевом гнезде медленно продвигается наружу с каждым последующим резом. Это тонкое движение позволяет с каждым штрихом удалять немного больше материала. Процесс повторяется до тех пор, пока разрез не станет достаточно глубоким, чтобы соответствовать спецификациям печатного чертежа ступицы муфты.
Основное преимущество шпоночной посадки заключается в том, что она обеспечивает большую гибкость для больших и специальных шпоночных канавок. Зубчатые фрезы нестандартного размера легко приобрести, а также их можно быстро модифицировать в инструментальной мастерской на месте, чтобы они соответствовали уникальным спецификациям. Однако, в зависимости от типа вашего станка и режущего инструмента, шпоночная посадка может потребовать более длительного цикла, чем традиционная протяжка. Чтобы получить представление о времени цикла, просмотрите нашу диаграмму, которая иллюстрирует время нарезания шпоночных пазов для различных шпоночных пазов и материалов.
2. Протяжка шпоночного паза (для скорости)
Нарезка шпоночного паза на протяжном станке аналогична посадке шпонок. Однако чаще всего прошивной станок имеет фрезу с несколькими зубьями. Опять же, резец на протяжном станке проталкивается через ступицу и удаляет больше материала с каждым зубом, чем дальше он продвигается. Благодаря множеству зубов можно быстрее удалить больше материала. Протяжка шпоночного паза обычно может прорезать шпоночный паз за 1-3 удара.
Важно отметить, что режущие зубья протяжки, как и другие режущие инструменты, необходимо затачивать при затуплении. Подробнее об этом читайте в нашей статье о заточке протяжки. Еще одна особенность заключается в том, что протяжные станки можно выравнивать по горизонтали или вертикали, чтобы проталкивать или тянуть протяжку через деталь.
Одной из проблем с прошивкой является первоначальная стоимость прошивок. Они могут стоить до десятков тысяч долларов и требуют регулярного обслуживания. Другой вопрос – время. Если нестандартной протяжки нет в наличии, изготовление протяжки может занять от нескольких недель до месяцев.
Если нестандартной протяжки нет в наличии, изготовление протяжки может занять от нескольких недель до месяцев.
3. Проволочная электроэрозионная обработка (для малых и специальных тиражей)
Электроэрозионная обработка шпоночного паза (электроэрозионная обработка) обычно используется для небольших тиражей, требующих точности или других специальных параметров резки. Изготовители инструментов и штампов используют проволочный электроэрозионный станок для удаления материала методом, который можно описать как «удар» или «испарение». В этом методе намотанный медный провод подносится близко к цели, чтобы порезать ее электрическими искрами (но не касается компонента напрямую).
Если вам нужна скорость, проволочная электроэрозионная обработка, вероятно, не лучший вариант для резки шпоночного паза. Стандартная машина может работать со скоростью 12 квадратных дюймов в час. Например, если ваша деталь имеет толщину 6 дюймов, проволочный электроэрозионный станок будет резать на глубину 2 дюйма в час. Однако одним из плюсов этого является то, что электроэрозионные станки могут работать без активного оператора. С учетом сказанного, некоторые приложения, которые лучше всего подходят для проволочной электроэрозионной обработки, включают в себя: прототипы деталей, срочные заказы и разовые запросы.
Однако одним из плюсов этого является то, что электроэрозионные станки могут работать без активного оператора. С учетом сказанного, некоторые приложения, которые лучше всего подходят для проволочной электроэрозионной обработки, включают в себя: прототипы деталей, срочные заказы и разовые запросы.
4. Придание формы (для глухих шпоночных пазов)
Формование – хороший вариант для вырезания глухих шпоночных пазов. «Слепые» относятся к шпоночным канавкам, которые не проходят по всей длине детали. Некоторые из вышеперечисленных вариантов нарезки шпоночных пазов, такие как протяжка и проволочная электроэрозионная обработка, не предназначены для работы с глухими шпоночными пазами.
Как и в случае некоторых ключей, для формирования используется однозубый режущий инструмент. В отличие от ключей, формирователи не направляются вниз через вырез на фиксированной стойке. В результате формирующие резы не могут достичь того же уровня точности, что и шпоночные резы, из-за неуправляемого отклонения. Это увеличивает потребность в надлежащей проверке допусков.
Это увеличивает потребность в надлежащей проверке допусков.
Для того, чтобы вырезать глухие шпоночные канавки, шейперы требуют, чтобы пользователи предварительно вырезали «рельеф» в конце шпоночной канавки, которую вскоре предстоит вырезать. Рельеф позволяет металлической стружке ломаться. Они могут быть сформированы путем прорезания внутренней канавки по внутреннему диаметру для ступиц или путем предварительного сверления отверстия.
5. Фрезерование (только для шпоночных пазов вала)
Подобно формованию, фрезерование позволяет пользователям нарезать неполные, конические или прямые шпоночные канавки. Фрезерование популярно для нарезания внешних шпоночных пазов вала. Однако фрезерование шпоночных канавок внутреннего диаметра на ступицах не является обычным явлением, потому что другая сторона муфты мешает (при традиционных методах прямого фрезерования). Но при необходимости внутренний шпоночный паз можно отфрезеровать специальным 9Угловая фрезерная головка 0º.
Как и при формовании, качество является важным фактором при фрезеровании шпоночных пазов (из-за отсутствия неуправляемых проходов).