Как сделать своими руками листогиб: Самодельный ручной листогиб – делаем инструмент своими руками +видео
Содержание
Самодельный листогиб своими руками: чертежи и схемы
Главная » Инструменты и оборудование » Ручной иструмент » Слесарно-монтажный инструмент
Не только на производстве, но и в быту, нередко возникает необходимость согнуть лист металла, и чем больше его толщина, тем сложнее сделать это вручную. На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Опубликовано: Рубрика: Слесарно-монтажный инструментАвтор: Andrey Ku
Не только на производстве, но и в быту, нередко возникает необходимость согнуть лист металла, и чем больше его толщина, тем сложнее сделать это вручную. На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Виды листогибов – назначение и конструкционные особенности
По типу привода устройства для продольной деформации листового металлопроката бывают следующие:
- Электромагнитные, прижим элементов в которых происходит за счет пропускания тока через электрические катушки;
- Пневматические, действующие от воздушных компрессоров;
- Гидравлические, с тем же принципом действия, что и пневматика, но только функционирующие под давлением жидкости;
- Электромеханические, работающие за счет вращения ротора мощного электромотора;
- Ручные, приводимые в действие мускульным усилием оператора.

Все перечисленные агрегаты, кроме последнего, применимы только на производстве и имеют довольно высокую стоимость, да и расходы на их эксплуатацию и обслуживание тоже велики. В быту проще всего задействовать ручной листогиб, который несложно собрать собственноручно, если в наличии есть чертежи и есть возможность изготовить необходимые детали. Сборку желательно выполнять при помощи сварки, болтовые соединения могут оказаться ненадежными.
По способу обработки рассматриваемое оборудование тоже делится на отдельные категории:
- Траверсные, рычажного действия;
- Вальцовые или роликовые;
- Прессовальные, с пуансоном (матрицей).
Первые – самые распространенные и удобные в работе, имеют прижим, под которым пропускается заготовка, и поворачивающийся элемент гибочной рабочей полосы, снабженной рычагом. Ход подвижной части от 90 до 180 градусов. Ширина может быть разной, но редко более 1,5 метра, поскольку больший размер листа вручную очень тяжело согнуть.
Ширина может быть разной, но редко более 1,5 метра, поскольку больший размер листа вручную очень тяжело согнуть.
Второй тип предназначен для плавного, дугообразного загиба полосы металла, ширина которой может достигать 1 метра и более. Обычно состоит из 3 валов, но торцевой включает и большее количество вращающихся роликов. Вариант для торцевой обработки называют еще зиг-машиной, и нужен он для зиговки, то есть продавливания ребра жесткости на краю листа.
Последний вариант бывает снабжен электрическим или гидравлическим приводом, в ручном же исполнении обычно работает при вращении ворота вдоль нарезанной на валу винтовой резьбы. Рабочая часть пресса, называющаяся пуансон, оказывает давление на заготовку, сгибая деформируемый участок в расположенную снизу матрицу. В зависимости от установленной насадки и штампа будет задан угол деформации листа.
Простейшие приспособления для гибки металлопроката
Самый простой листогибочный станок, который можно сделать своими руками, состоит из трех отрезков уголка или такого же количества полос металла толщиной 5 миллиметров. Пара однотипных элементов соединяется при помощи петель так, чтобы место стыка имело минимальный зазор и отсутствовала помеха движению. Еще одна деталь используется для прижима деформируемой заготовки. Закрепить ее можно или болтами через сквозные отверстия, или струбцинами, прижав края плоскости.
Пара однотипных элементов соединяется при помощи петель так, чтобы место стыка имело минимальный зазор и отсутствовала помеха движению. Еще одна деталь используется для прижима деформируемой заготовки. Закрепить ее можно или болтами через сквозные отверстия, или струбцинами, прижав края плоскости.
Та часть подвижной основы, к которой осуществляется прижим сгибаемого листа, должна быть приварена к тяжелой стационарной станине или закреплена в тисках. Если используется уголок, в том числе и для фиксации заготовки, угол деформации составит не более 120 градусов. Чтобы получить около 180, прижимную полосу толщиной 5 миллиметров нужно полого сточить со стороны движения траверса, то есть, рычажной части.
Встречается иное решение, когда траверса устанавливается с небольшим зазором, в результате чего холостое, исходное положение у нее поднятое и лист заготовки проходит под ней, после чего рычаг опускается. Так к усилию оператор может добавить собственную массу.
Второй вариант – самодельный пресс, для которого понадобится мощная рама из квадратного толстостенного профиля или швеллеров.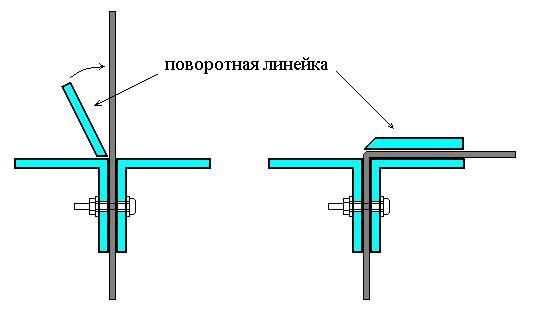 В качестве основы послужит перекладина в средней части рамы, к ней будет крепиться матрица. Последняя выполняется из пяти уголков, двух пар, сложенных один в другой, полками вниз, и соединяющего их, повернутого полками вверх.
В качестве основы послужит перекладина в средней части рамы, к ней будет крепиться матрица. Последняя выполняется из пяти уголков, двух пар, сложенных один в другой, полками вниз, и соединяющего их, повернутого полками вверх.
Все соединения тщательно свариваются. В центре расположенной на полметра выше второй поперечине делается отверстие с резьбой, через него пропускается вал с винтовой нарезкой соответствующего шага. На нижнем конце монтируется втулка, так, чтобы она свободно вращалась вокруг своей оси. К ней приваривается пуансон. Чтобы последний не проворачивался, к ее торцам крепятся горизонтальные стержни, которые пропускаются в заранее сделанные сквозные прорези в боковых стойках.
Чтобы не устанавливать лишние детали, вращающуюся втулку можно соединить с проходящей сквозь верхнюю поперечину вертикальной штангой, и только к ней жестко приварить балку, которая изготавливается из двух вложенных один в другой уголков. В этом случае отверстие под вертикальный вал снабжается пазами, а проходящая сквозь него штанга – соответствующими выступами.
Мощные листогибочные станки – кустарное изготовление
Траверсное приспособление, описание которого приведено ранее, и представляющее собой довольно простую конструкцию, может быть значительно усилено, если для балок использовать швеллера или тавры. Удобство такого решения еще в том, что крепеж к верстаку значительно упрощается, и бывает выполнен как в горизонтальной, так и в вертикальной плоскости. Самое широкое и массивное металлическое изделие принимается за основу, на которой монтируются остальные детали.
Прижимная балка (3) изготавливается из более узкого швеллера, фиксирующегося болтовым соединением (4) через сквозные отверстия, имеющиеся соосно и в основании (2). Ориентируется этот элемент строго по линии соединения (1,8) подвижной траверсы (7) с опорой. Недостатком этой схемы является дополнительная вертикальная плоскость, в которую упирается гибочная рабочая поверхность с рычагом (6), в результате чего возможно сгибать заготовку (5) только на 90 градусов или меньше.
Из тавра или двутавра выходит наиболее мощная конструкция, которая уже не нуждается в усилении и не деформируется на сгибание от большого усилия при работе с толстым листом металла. Принцип сборки такой же, что и у предыдущей модели, но рычаг направлен вниз и имеет рабочий ход 90 градусов до горизонтального положения. В качестве прижима используются болт и приваренная к основанию гайка.
Сгибание листов металла – где понадобится ручное приспособление
Если в частном доме планируется ремонт крытой оцинковкой или медью крыши, листогиб будет незаменим для того, чтобы организовать изготовление фасонных частей для коньков и ендов, что позволит сэкономить на покупке готовых кровельных элементов. Деформация листового металлопроката в домашних условиях, путем оббивания молотком заготовки через край наковальни или верстака, не отличается ни точностью, ни эстетическими показателями.
Чаще всего гибка металла необходима в гараже, и если браться за авторемонт серьезно, листогибочный станок окажется очень кстати, в кузовных работах или при настилании пола. Особенно роликовый, позволяющий гнуть по кромке листовой металл, для последующего обжимного соединения отдельных полос стали или алюминия. Небольшие зиг-машины легко использовать непосредственно на нужном участке, не делая демонтаж обшивки.
Особенно роликовый, позволяющий гнуть по кромке листовой металл, для последующего обжимного соединения отдельных полос стали или алюминия. Небольшие зиг-машины легко использовать непосредственно на нужном участке, не делая демонтаж обшивки.
Понравилась статья? Поделиться с друзьями:
Роликовый листогиб своими руками » Изобретения и самоделки
Роликовый листогиб — это металлообрабатывающий станок, который позволяет сгибать листовой металл. Этот роликовый гибочный станок с ручным приводом имеет три вала, которые используются для гибки листового металла и других металлических деталей в круглую форму. Он также известен как гибочный станок, роликовый или листогибочный станок.
Ролико-гибочный станок также называют кругло-роликовым станком, который представляет собой универсальное формовочное оборудование для прокатки листового металла в цилиндрическую, конусную, изогнутую и другие формы. Расскажем, как сделать его своими руками.
В соответствии с принципом формирования трехточечной окружности изменение относительного положения и вращательное движение рабочего ролика заставляют металлическую листовую пластину производить непрерывную пластическую деформацию для получения заданной формы заготовки.
Товары для изобретателей Ссылка на магазин.
Этот тип ручных или моторных листогибочных машин широко используется в судостроительной, химической, металлообрабатывающей и машиностроительной промышленности.
Как показано на рисунке, 3-роликовый гибочный станок обычно принимает два нижних ролика в качестве активного ролика и один верхний ролик, который может перемещаться вертикально вверх и вниз.
Используемые части: —
2 номера 1,5 ”L- угол сечения (длина 13,25”)
Электроника для самоделок вкитайском магазине.
Вал с 3 номерами диаметром 38 мм (два нижних ролика имеют длину 16,5 дюймов, а один верхний ролик имеет длину 14 дюймов)
4 номера подшипника 6003 ZZ для нижнего ролика
2 номера подшипника 6002 ZZ для верхнего ролика
2 шт. металлические части 6,25 «* 6,75» для боковой опоры (толщина 10 мм)
2 номера цепных звездочек и цепь
2 болта № 5/8 (длина 5 ”)
2 болта с полукруглой резьбой № 5/16 со стопорными гайками (длина 5 ”)
8 номеров ¼ болты (длина 0,75 ”)
4 болта № 5/16 (длина 0,75 дюйма)
8 номеров 3/16 болтов (длина 0,75 ”)
2 номера металла 4 «* 1,25» (толщина 20 мм)
Некоторые другие металлические предметы
Как сделать:-
Первым шагом является нарезка двух кусочков металла размером 6,25 ”* 6,75” для боковой опоры (толщина 10 мм). После резки металлических частей сделайте прорезь (ширина 32 мм) на обеих металлических частях, как показано на рисунке.
После резки металлических частей сделайте прорезь (ширина 32 мм) на обеих металлических частях, как показано на рисунке.
Просверлите два отверстия 35 мм на обоих металлических деталях для опоры подшипника 6003 ZZ.
Я использовал 3 роликовых вала диаметром 38 мм (два нижних ролика имеют длину 16,5 дюйма, а один верхний ролик имеет длину 14 дюймов). Поворачивая оба конца двух нижних роликов (так же, как отверстие подшипника 6003 ZZ), как показано на рисунке.
Соберите два нижних роликовых вала, металлические части, звездочку и цепь, как показано на рисунке. Положение звездочки цепи фиксируется с помощью болтов.
Тьюринг с обоих концов верхнего ролика для подшипника 6002 ZZ. Сделайте опорные детали подшипника для верхнего ролика, используя металлические детали.
Я использовал 2 болта № 5/8 (длина 5 ”). Поворачивая концы обоих болтов и прикрепляя их к опорным деталям подшипника, используйте болты, как показано на рисунке.
Эти верхние опорные детали роликового подшипника совершают движение вверх и вниз с помощью этих болтов.
Прикрепите 2 узла 1,5 ”L-образного профиля (длина 13,25”) к этой сборке, чтобы сделать базовую часть.
И, наконец, прикрепить ручку с ведущей звездочкой.
Во время операции один конец металлической пластины подается в три роликовые пластины между верхним и нижним роликами, а затем верхний ролик вызывает смещение вниз на металлической пластине, что заставляет пластину под ней генерировать определенную пластическую деформацию изгиба вследствие сжатия ,
Для лучшего понимания смотрите видео, приведенное ниже.
mistrymaketool.com
KAKA Industrial FB-4 Металлогибочный станок для плоского металла, 4-дюймовый ручной привод
169,00 долларов США
Сэкономьте $-169
Стоимость доставки рассчитывается при оформлении заказа
Артикул: 173204
Осталось всего 13!
Заголовок: Заголовок по умолчанию Заголовок по умолчанию
Качество
Гарантия
Забота
Обслуживание
Руководство
Эксплуатация
Описание
Руководство
видео
Гарантия
Краткое изложение политики возврата
О KAKA Industrial: Компания поставляет высококачественную продукцию с быстрой доставкой и самой низкой возможной ценой; Мы всегда выполняем то, что обещали
KAKA Industrial Fb-4 4-дюймовый ручной гибочный пресс для стали Обзор
KAKA Industrial FB-4 гибочный пресс для стали используется для прессования декоративного железа, мягкой стали, алюминия и других металлов.
Одно из преимуществ этого стального трубогиба заключается в том, что его легко установить на столешницу любого стола.
Для холодной штамповки стали и металлов этот гибочный пресс включает в себя установочную пластину для зажима стола.
Кроме того, этот листогибочный станок может сгибаться на 90 градусов, просто поворачивая рукоятку до тех пор, пока не будет достигнут желаемый угол.
В целом это отличный инструмент для гибки и торможения для любых цехов по производству листового металла!
Спецификация
- Артикул:173204
- Модель: FB-4
- Емкость 3/4 дюйма x 11/16 дюйма 2 дюйма x 7/16 дюйма 4 дюйма x 5/16 дюйма
- Размер упаковки (дюймы) 16″ x 6,3″ x 7-1/2″
- Н.Вт/ГВт (фунты) 19/22
KAKA Industrial предоставляет 12 месяцев гарантии на этот продукт.
1. 10 дней с даты поставки. По истечении этого времени претензии о возмещении ущерба и несоответствия заказа не принимаются.
2. Вы должны получить выданный Kaka Industral номер RGA ДО возврата каких-либо материалов.
3. Возвращенные материалы должны быть получены в Kaka Industrial в новом состоянии и в оригинальной упаковке.
4. Измененные товары возврату не подлежат.
5. Покупатель несет ответственность за все расходы по доставке.
6. Ко всем возвратам применяется комиссия за пополнение запасов в размере 15%.
Роликовые гибочные станки
. Советы по покупке. Stortz & Son Inc. Эти предметы не являются повседневной покупкой, поэтому перед покупкой желательно получить как можно больше информации. Эти инструменты завоевали популярность из-за их:
- Мобильность – Не нужно гнуть в мастерской, можно гнуть металл на работе
- Глубина изгиба – изгибы от 3/8″ до 14″ в зависимости от артикула
- Длина изгиба не ограничена — 10-футовый тормоз может изгибаться максимум на 10 футов, без максимального изгиба с краевыми роликами
- Изгиб на 90° – Гибочные станки новой модели позволяют изгибать на угол более 90°, не царапая материал
Гибочный станок «Uni»
Если вы покупаете впервые и не знакомы с этими типами роликогибочных станков, вам следует обратить внимание на трубогибочный станок «uni».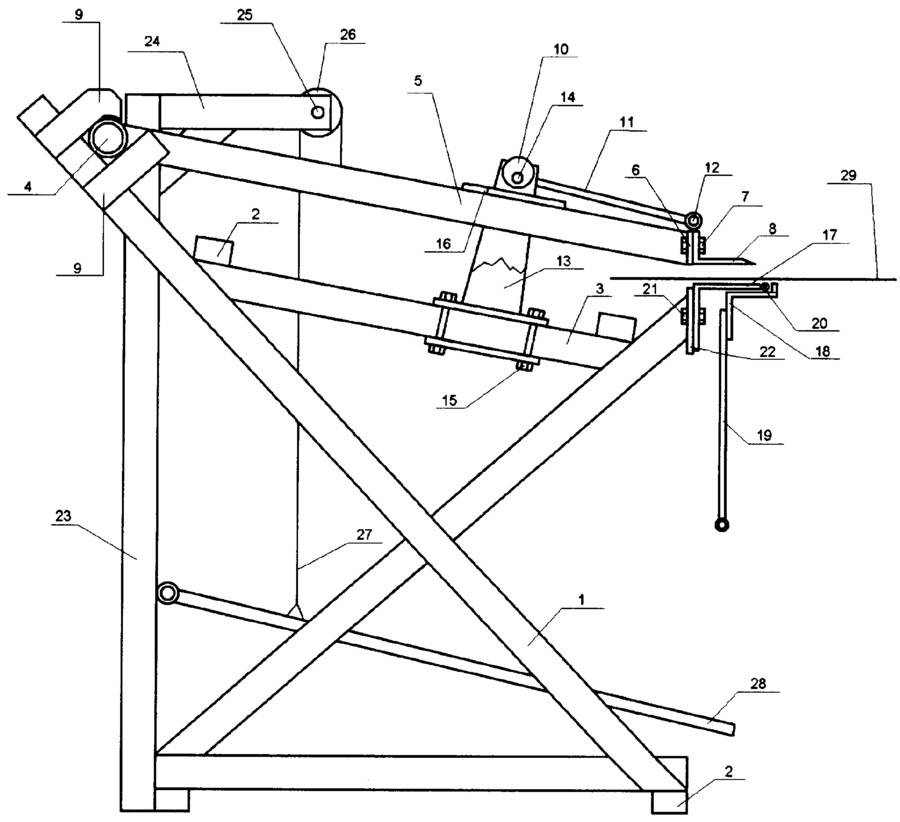 Название uni происходит от наличия 1 основного комплекта колес и 2 комплектов направляющих колес, которые будут выполнять гибку. Этот инструмент выполняет простые изгибы для оплавления и может выполнять несколько изгибов для различных профилей. Вам понадобится этот инструмент рядом с вами на рабочей площадке, чтобы выполнять такие изгибы без необходимости спускаться по лестнице. Гибочный станок Uni также может выполнять небольшие радиусные изгибы, что повышает его универсальность.
Название uni происходит от наличия 1 основного комплекта колес и 2 комплектов направляющих колес, которые будут выполнять гибку. Этот инструмент выполняет простые изгибы для оплавления и может выполнять несколько изгибов для различных профилей. Вам понадобится этот инструмент рядом с вами на рабочей площадке, чтобы выполнять такие изгибы без необходимости спускаться по лестнице. Гибочный станок Uni также может выполнять небольшие радиусные изгибы, что повышает его универсальность.
Гибочный станок Duo
Гибочный станок Duo имеет 2 комплекта колес для гибки до 90°. Это ограничивает протяженность любых радиусных изгибов, но делает прямые длинные изгибы намного быстрее. Это связано с тем, что рычаг, который вы можете применить к инструменту, а также 2 места, где изгибается металл, ускорит процесс. Duo практически не имеет ограничений на длину изгиба, который вы можете сделать. Эти гибочные станки также могут изгибать профиль, что можно увидеть на видео ниже.
Эти гибочные станки также могут изгибать профиль, что можно увидеть на видео ниже.
Инструмент для подгибки
Инструмент для подгибки обычно используется при соединении двух панелей вместе. После того, как вы сделаете 90°, вам нужно будет довести металл до 180°. Материал скользит между дисками, и движениями вперед-назад вы можете медленно выравнивать металл. Они чрезвычайно полезны, когда панель длиннее, чем размер вашего тормоза.
Инструмент для гибки по радиусу
Бывают случаи, когда вам необходимо выполнить изгиб по радиусу для изогнутых карнизов, бочкообразных слуховых окон и эркеров. Нам нравится называть эти типы роликов гибкой «свободной рукой». Имея только один комплект колес, вы, по сути, формируете изгиб по кривой.
