Как сделать своими руками точечную сварку: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
Точечная сварка своими руками: технология создания
Точечная сварка своими руками работает по принципу переменного тока, который не поддерживает функцию регулировки в рабочем процессе. Происходит сварка точечным методом за счет изменения импульса стабилизации напряжения. В таком аппарате применим ручной блок управления в виде выключателя.
Определение и преимущества точечных аппаратов
Точечная сварка своими руками — это надежная технология, с помощью которой детали для соединения прочно привариваются друг с другом путем нагрева, образуя пластическую деформацию.
Особенность такого технологического процесса состоит в том, что термовоздействие на металлический участок происходит локально. Детали свариваются в потоке направления высокой силы тока, насчитывающей несколько десятков ампер, что в итоге расплавляет и создает ровный шов.
К преимуществам точечной сварки относят:
экономию электричества;
работоспособност
ь на автоматическом блоке; способность сварочного процесса, создающего до 600 точек в минуту;
точечная сварка, сделанная собственноручно, не рекомендована при создании герметичного шва.
Трансформатор под сварочный аппарат
Главная деталь на самодельный аппарат — трансформатор, имеющий максимальное напряжение и коэффициент трансформации. Аппарат точечной сварки должен иметь высокий силовой коэффициент, чтобы при работе точечная сваркаосуществлялась под максимальной силой тока.
В качестве основы можно взять трансформатор со старой микроволновки: именно такой прибор содержит мощный модуль. Такого рода трансформатор из микроволновки, установленный в сварочном оборудовании, будет иметь способность к спайке металлических панелей толщиной 2 мм.
Такого рода трансформатор из микроволновки, установленный в сварочном оборудовании, будет иметь способность к спайке металлических панелей толщиной 2 мм.
При создании более мощного аппарата использовать можно два трансформатора мощного действия. Напряжение одного трансформатора составляет на выходе 2000 В, об этом говорится в техпаспорте микроволновки. Измерять силу тока после того, как его изъяли из микроволновки, не стоит.
Первичная и вторичная обмотка
От подобного трансформаторног После удаления лишних элементов в трансформаторе наматывается новая обмотка.
После удаления лишних элементов в трансформаторе наматывается новая обмотка.
Для стабильной мощности понадобится легко проводимый медный шнур, имеющий выход в 1000А. Можно использовать одинарный провод или несколько коротких, уложенных перпендикулярно друг другу.
Не стоит использовать слишком толстый провод, иначе он не будет способен совершить обмотку. Если совершить обмотку не получилось, изоляцию удаляют и заново обматывают скотчем. Длина шнура должна быть минимальной, чтобы не вызывать лишнее сопротивление.
Нужно сделать около 2-3 витков с выходом в 2В. Чтобы сила тока достигала большего напряжения, в отверстия трансформатора можно вместить несколько катушек из медных витков. Чем больше катушек имеет самодельный трансформатор, тем большей мощностью он будет обладать. При намотке следует быть внимательным, не допуская соединения выхода первичной и вторичной обмоток, чтобы не создать короткое замыкание.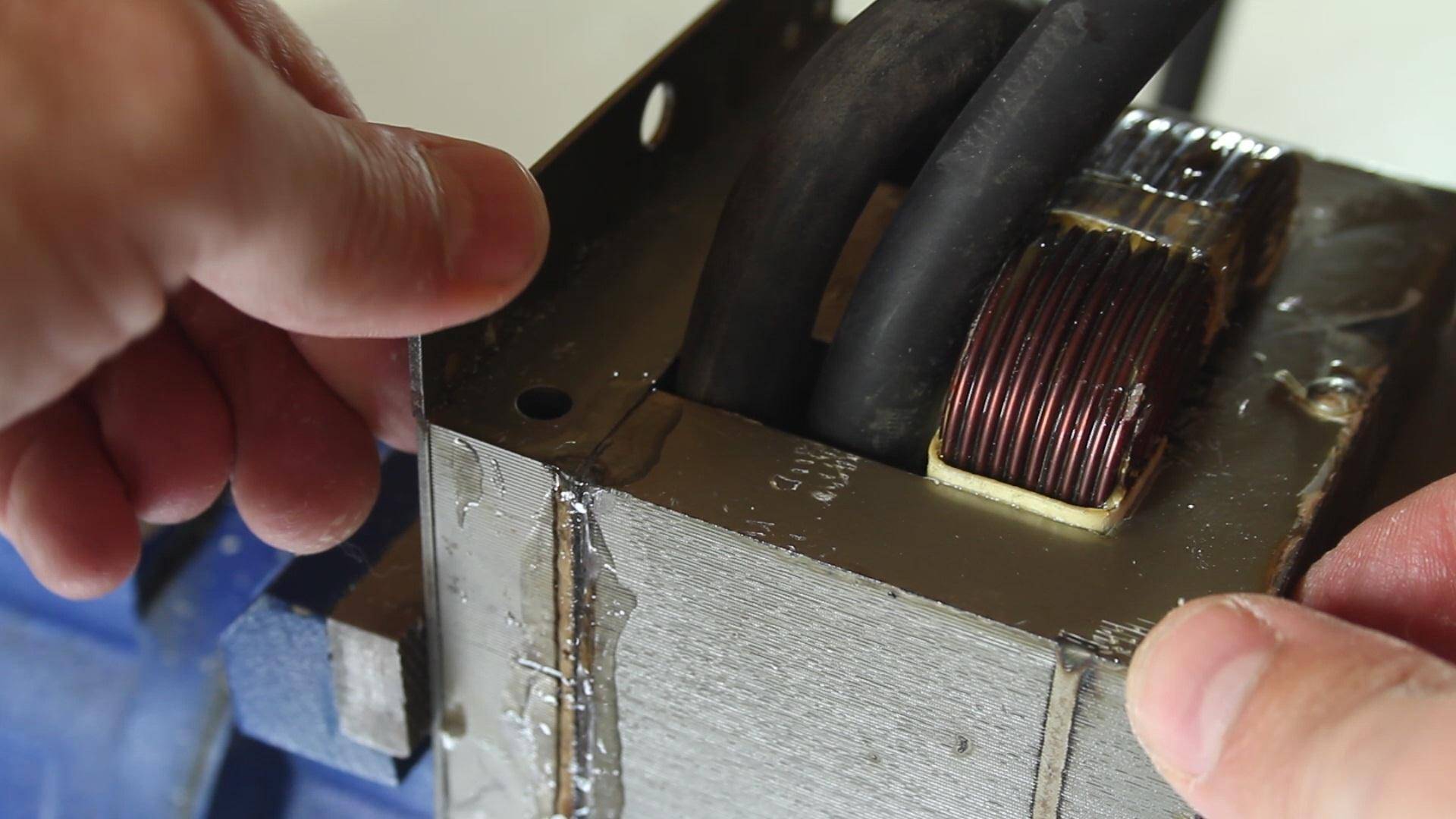
Электроды своими руками
Вместо стандартных электродов для сварки можно использовать медные стержни одинаковой длины и диаметра. Если аппарат точечной сварки рассчитан на небольшую производительнос
После каждого сварочного процесса стержни рекомендуется подтачивать, иначе они потеряют свои качества.
Если они полностью сточились, их следует заменить. Шнур трансформаторног
Количество соединений может повлиять на мощность аппарата, поэтому оно должно быть снижено. С двух сторон кабеля необходимо надеть медные колпачки, которые послужат проводником при соединении с электродами. Колпачки и внутренности кабеля спаиваются воедино, после чего через несколько недель спаянные провода окислятся, сила сопротивления увеличится, а сила мощности — снизится. Данный процесс приведет к неработающему состоянию аппарата. Чтобы не допустить снижение производительнос
Данный процесс приведет к неработающему состоянию аппарата. Чтобы не допустить снижение производительнос
Корпусная часть
Аппарат точечной сварки должен иметь безопасную панель, которую лучше создать из дерева, чтобы защитить себя от удара током во время работ. Рычажная деталь должна быть прочной, так как для создания надежного соединения понадобится применять некоторые усилия.
Чтобы рабочий процесс прошел без сложностей, на верхней части панели монтируют крепежные механизмы, которые прочно фиксируют аппарат на сварочном участке. Реле управления лучше всего установить на рычаг сверху. Главное в создании точечной сварки — грамотно произвести расчет мощности, поступающей на аппарат.
Похожие статьи
- Как сделать сварку контактного типа самостоятельно?
- Аппарат точечной сварки в быту и на производстве
- Как сделать аккумуляторный сварочный аппарат?
- Трансформатор для контактной сварки проводов в том числе и медных своими руками
как изготовить самодельный контактный аппарат, схема управления и сборки • Мир электрики
Содержание
- Сборка аппарата
- Электрическая схема
- Подключение электродов
- Органы управления и эксплуатация
- Что еще можно сделать из микроволновой печи
Точечная сварка в промышленности применяется для соединения цветных и стальных листов, профильных заготовок, уголков и других элементов. В бытовых условиях ее используют для ремонта кузовов автомобилей и домашней техники.
В бытовых условиях ее используют для ремонта кузовов автомобилей и домашней техники.
На рынке сварочные аппараты стоят дорого, поэтому многие умельцы изготавливают эти агрегаты своими руками из подручных средств. С помощью такого самодельного аппарата можно провести ремонт или изготовление конструкций, что ощутимо сэкономит средства на приобретении нового аппарата и услугах мастера.
Агрегат контактной сварки, изготовленный своими руками, позволяет соединять детали не только из тонкого листового железа, но и сваривать уголки швеллера для изготовления лестниц, профили для стеллажей и многое другое. Всем известно, что контактная сварка производится на специальном оборудовании в промышленном производстве. Однако такой аппарат контактной сварки можно сделать самостоятельно своими руками из микроволновки.
Сборка аппарата
Для изготовления агрегата потребуются следующие детали и инструменты:
- трансформатор, демонтированный из старой микроволновки;
- утолщенный медный провод;
- прижимы;
- рычаг нужной длины;
- основание, на котором будет произведен монтаж сварочного аппарата;
- струбцины для зажима;
- электроды из меди, за счет которых будет выполняться сварка.

Чтобы понять, как сделать точечную сварку своими руками, нужно понимать принцип работы этого аппарата. Основной деталью будет служить трансформатор. Его основное назначение состоит в увеличении входного напряжения до нужной величины.
Для успешной работы изделие должно иметь большую трансформацию, чем мощнее будет устройство, тем большей толщины сталь можно сваривать. Например, устройство из микроволновой печи обладает мощностью в 850 Вт, значит, с его помощью можно сваривать листы до 1 мм толщиной.
Электрическая схема
Такой трансформатор стоит в ряду повышающих устройств и способен вырабатывать напряжение около 3,5 кВ. Чтобы преобразовать его для контактной сварки, прежде необходимо произвести расчет. И лишь затем приступить к демонтажу и последующей сборке основного узла сварочного аппарата. Для этого извлекаем трансформирующее устройство из корпуса микроволновки.
После чего нужно убрать вторичную обмотку и намотать новых 2−3 витка толщиной не менее 10 мм по сечению жилы, при этом не забыть оставить концы кабеля достаточной длины для соединения с держателем. Если найти такой провод трудно, можно объединить несколько шнуров в один жгут, добившись таким образом нужной толщины.
Такая обмотка обеспечит напряжение на выходе около 2 В, а силу тока порядка 850А, при этом необходимо использовать провод как можно меньшей длины, чтобы уменьшить сопротивление и соответственно силу тока. В случае если придется соединять сваркой детали толщиной до 5 мм, то здесь потребуется аппарат контактной сварки с более мощным трансформатором.
А поскольку за основу берется микроволновая печь, то придется соединять по схеме два аналогичных трансформирующих устройства. При этом надо соблюдать некоторые условия при подсоединении одноименных выводов первичных и вторичных обмоток между собой, в противном случае может произойти короткое замыкание.
Соединяя два трансформатора, нужно рассчитать совместную силу тока, которая не должна превышать 2 тыс. А. Если она будет завышена, то может не выдержать проводка в доме, и к тому же будут происходить скачки напряжения, что может привести к конфликтам с соседями.
Подключение электродов
В качестве электродов применяются медные стержни, при этом чем толще электрод, тем лучше. Для таких агрегатов малой мощности подходят жала от паяльников. Электроды надо регулярно поправлять, чтобы они не теряли свою коническую форму. Как уже упоминалось выше, провод должен быть минимальной длины и содержать как можно меньше соединений на его протяжении, так как на них происходит потеря мощности.
Органы управления и эксплуатация
Для проведения работ на сварочном аппарате, сделанном из микроволновки, нужно управление.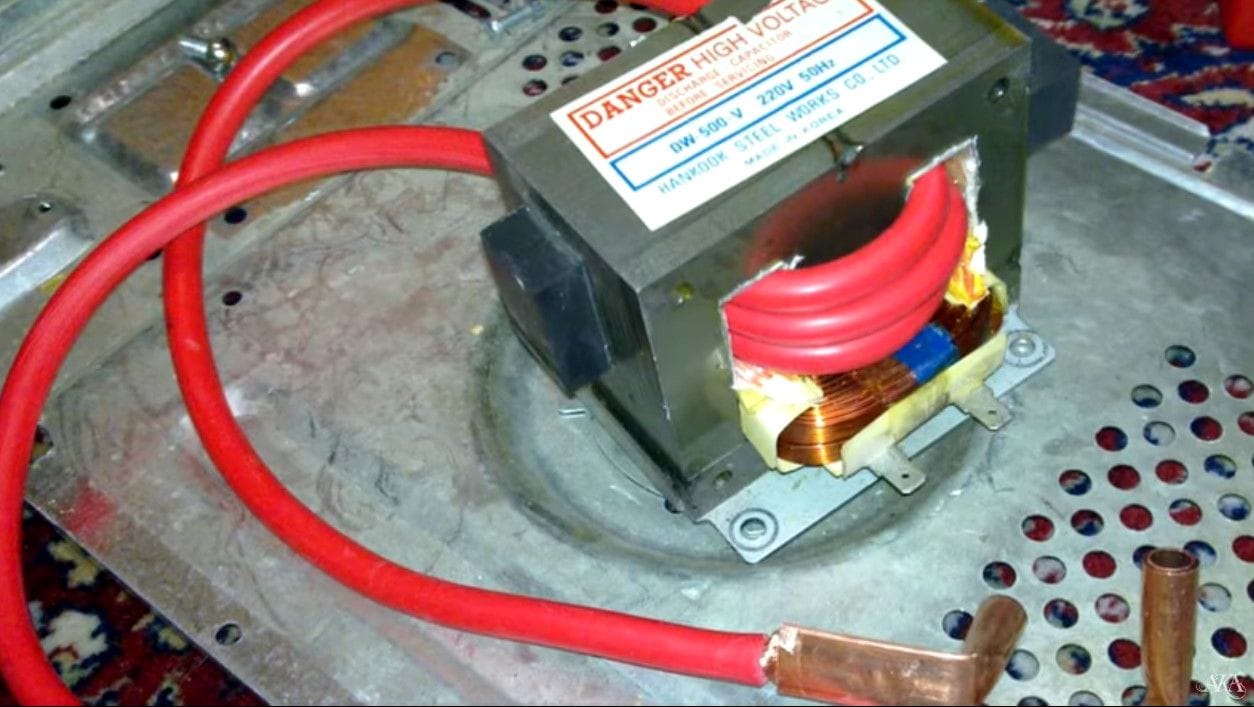 Оно состоит из рычага и выключателя, при этом рукоятка должна быть такой длины, чтобы обеспечивался плотный контакт свариваемого изделия между электродами.
Оно состоит из рычага и выключателя, при этом рукоятка должна быть такой длины, чтобы обеспечивался плотный контакт свариваемого изделия между электродами.
Производить сварку из микроволновки своими руками или, другими словами, включать аппарат, можно только при сжатых электродах, иначе будет сильное искрение и подгорание контактов.
Качество соединения зависит от продолжительности токового импульса. При этом нужно следить визуально за цветом сварной точки и отключать аппарат, как только он станет бежевым. Этот момент отключения очень важен, поскольку при передержке электродов между собой может образоваться отверстие на месте сварки, а если недодержать, то сопрягаемые детали не соединятся.
Но все приходит с опытом. Как только точечная сварка аппаратом из микроволновки будет получаться, процесс ремонта многократно облегчится, и услуги профессионалов не понадобятся.
Что еще можно сделать из микроволновой печи
Если микроволновая печь приходит в негодность, возникает вопрос ее утилизации. Но не стоит спешить с отправкой ее на свалку — из прибора можно сделать много других полезных вещей.
Внимание! Прежде чем приступать к разборке микроволновки, необходимо разрядить конденсатор, замкнув его на корпус. Эта предосторожность вызвана длительным сохранением заряда высокого напряжения.
Что можно сделать из микроволновки своими руками? Начнем с простых конструкций:
- Если прибор оснащен механическим устройством управления, его можно переделать в духовой шкаф малой мощности. Для этих целей нужно снять электродвигатель, вращающий платформу, а вместо него установить тэн или конфорку от электроплиты.
- Из нее можно сделать обыкновенную хлебницу. А чтобы «хлебница» выглядела изящно, ее можно украсить декупажем.

- Кроме точечной сварки, радиолюбители могут применить трансформатор в качестве анодного трансформирующего элемента для того, чтобы увеличить мощность на лампах, требующих высокого напряжения.
Научные исследования не диктуют условия нашего проживания, а пытаются лишь разъяснить и использовать во благо нам. Применяйте фантазию для получения нужных и замечательных вещей, поражайте родственников и друзей, а главным образом — себя тем, как все-таки красив мир внутри и вокруг нас.
Блог ExRockets | МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ СВОИМИ РУКАМИ
В нескольких случаях, когда я делал оборудование для синтеза окислителя, мне нужно было сделать точечную сварку, но не было сварочного аппарата для этого. Вот и решил сделать для себя. После некоторых исследований в Интернете на эту тему я, наконец, сделал аппарат для точечной сварки из старого трансформатора микроволновой печи.
СХЕМА И ПЛАТА:
ЖЕ СХЕМА, ДРУГОЙ ВИД:
Деталь высокого напряжения (HV) основана на той, которую я нашел здесь (http://www.avdweb.nl/tech-tips/spot-welder.html). Я сделал небольшое дополнение к схеме, добавив реле, которое полностью отключает и включает цепь управления мощностью за 200 миллисекунд до и после сварочного импульса. Это реализовано в качестве дополнительной меры предосторожности в случае неисправности или перегрузки по току. Также трансформатор питания 10 В для цепи НН можно переключать между сетями 110 В и 220 В, используя его первичные обмотки в параллельном или последовательном соединении с сетью.
Однако низковольтный (НН) отличается от указанного на сайте – нулевой переход устроен иначе. Вот как работает часть LV:
- С помощью переключателя я могу выбрать одиночный импульсный режим
- Длительность каждого импульса можно регулировать с шагом 20 мс (записывается в память)
- Длительность паузы между импульсами регулируется с шагом 20 мс (записывается в память)
После того, как кнопка начала обратного отсчета сварки, звуковая (зуммер) и визуальная (4 светодиода) индикация будут подаваться каждую секунду в течение 4 секунд, затем на пятой секунде будут подаваться сварочные импульсы.
Перед запуском сварочного импульса MCU ожидает перехода через нуль напряжения, после его обнаружения тиристоры включаются с задержкой 4,5 мс или близко к пику полуволны напряжения.
СВАРОЧНЫЙ ТРАНСФОРМАТОР:
Сварочные трансформаторы взяты из бывших в употреблении микроволновых печей мощностью 1,2 кВт и 800 Вт, в которых я сохранил первичную обмотку, а вторичную заменил 3-витковым сварочным кабелем 1AWG. На ютубе много видео как снять вторичную обмотку, разрезав ее, но я разобрал весь трансформатор. Для этого я сточил сварные швы с обеих нижних сторон, удалив I-образную часть, а затем осторожно вытащил обе обмотки.
Гибкий сильноточный кабель 1AWG, 800-жильный сварочный кабель — продается по цене около 5 долларов за метр. На трансформаторе 1,2 кВт мне удалось разместить 3 витка, а на трансформаторе 800 Вт — 2 витка, что дает около 3 В и 2 В соответственно. Во время сварки я измерил напряжение около 1 В, что дает расчетные сварочные токи около 1200 А и 800 А.
СВАРОЧНЫЕ ЭЛЕКТРОДЫ:
Сварочные электроды были предоставлены другом, и они от медной электрической шины. Сечение квадратное, площадью 64 мм2.
СБОРКА:
Первым делом нужно было сделать тестовую сборку. Сварочный кабель нужно было подсоединить к электроду, поэтому мне понадобились кабельные наконечники или наконечники, но они довольно дорогие. Поэтому я пошел в магазин сантехники и взял два медных шинных соединителя с подходящим внутренним диаметром и использовал их в качестве кабельного наконечника.
Кроме того, сильноточный кабель должен быть надежно подключен к электроду через дорожку с низким сопротивлением. Первое, что пришло мне в голову, это использовать струбцины.
Итак, вся тестовая сборка выглядела так:
После того, как я убедился, что все работает нормально, следующим шагом была окончательная сборка в деревянном ящике (вроде как) и более точное выравнивание электродов. Оба электрода были установлены на стальных стержнях. Одна из планок неподвижна, а другая подвижна. Оба стержня устанавливаются на деревянную деталь, и электроды крепятся к этим стержням с помощью небольших С-образных зажимов.
Одна из планок неподвижна, а другая подвижна. Оба стержня устанавливаются на деревянную деталь, и электроды крепятся к этим стержням с помощью небольших С-образных зажимов.
ОГРАНИЧЕНИЕ СВАРОЧНОГО ТОКА:
Ток во вторичной (сварочной) обмотке можно легко ограничить, ограничив ток через первичную обмотку с помощью силового резистора. Для этой цели я использовал дешевые резисторы на 100 Вт (подходят номиналы от 4 Ом до 20 Ом). Этот резистор должен быть установлен между первичной обмоткой и выходом высоковольтной платы. Следует иметь в виду, что эти резисторы могут нагреваться при более тяжелых рабочих циклах. Поэтому я установил один из резисторов (который будет использоваться чаще) на кусок алюминиевого лома, который будет служить дополнительным радиатором.
Также я установил два переключателя SPDT на 10 А, чтобы иметь возможность выбирать между тремя настройками тока: 100% мощности, 50% мощности через резистор 4 Ом и 25% мощности через резистор 8 Ом.
СВАРКА ДВОЙНЫМ ИМПУЛЬСОМ:
Целью цикла сварки двойным импульсом является то, что первый импульс (более короткий) размягчит материал и обеспечит контакт ленты с поверхностью в месте сварки. Второй импульс (обычно более длительный) завершает сварку и полностью сплавляет свариваемые материалы. На следующем видео я свариваю два куска титана толщиной 0,5 мм и хорошо видно, как во время первого импульса материал изгибается, обеспечивая лучший контакт с поверхностью, а во время второго импульса дальнейшая подгонка материала почти не происходит.
ИСПЫТАНИЯ СВАРКИ:
После того, как все было собрано, пришло время проверить аппарат точечной сварки в реальных условиях. Я протестировал его на различных материалах, и вот несколько замечаний…
ТОЧЕЧНАЯ СВАРКА СТАЛИ К СТАЛИ
Сварка стали со сталью выполняется легко, если подобрать правильные параметры мощности тока и длительности импульса. Мне потребовалось несколько попыток, чтобы найти правильные условия сварки, но в целом я очень доволен обеспечиваемой мощностью и результатами. Вот несколько фотографий обожженных тонких стальных листов, а также сваренных ножовкой не очень тонких кусков.
Мне потребовалось несколько попыток, чтобы найти правильные условия сварки, но в целом я очень доволен обеспечиваемой мощностью и результатами. Вот несколько фотографий обожженных тонких стальных листов, а также сваренных ножовкой не очень тонких кусков.
ТОЧЕЧНАЯ СВАРКА ТИТАНА К ТИТАНУ
Сварка титана с помощью аппарата для точечной сварки немного сложна – он легко прожигается большим количеством искр. Поэтому для этой цели необходим уменьшенный ток с двойными импульсами. На фото я сравниваю сварку двух кусков титана толщиной 0,5 мм при мощности 100% и 50%. Вы можете заметить прожженные отверстия в материале. Однако я был впечатлен прочностью сварных швов, как показано на видео.
ТОЧЕЧНАЯ СВАРКА ПЛАТИНЫ С ПЛАТИНОЙ
Для проведения этого теста я использовал тонкую платиновую фольгу, которую я скрутил из куска платины. Точечная сварка платины с платиной непроста, потому что она имеет довольно высокую температуру плавления. Как следствие, платиновая фольга имеет тенденцию сплавляться с кончиком медного электрода, и когда я пытаюсь удалить ее, я пробиваю в фольге отверстие. Я как-то добился большего успеха с очень низкими настройками тока, то есть 25% и более длинными сварочными импульсами. Тем не менее результаты не столь впечатляющие.
Точечная сварка платины с платиной непроста, потому что она имеет довольно высокую температуру плавления. Как следствие, платиновая фольга имеет тенденцию сплавляться с кончиком медного электрода, и когда я пытаюсь удалить ее, я пробиваю в фольге отверстие. Я как-то добился большего успеха с очень низкими настройками тока, то есть 25% и более длинными сварочными импульсами. Тем не менее результаты не столь впечатляющие.
ТОЧЕЧНАЯ СВАРКА ПЛАТИНЫ С ТИТАНОМ
Наконец, чтобы сделать электрод для электролиза, мне пришлось приварить платину к титану. После проблем со сваркой платины с платиной у меня не было больших ожиданий. Но на самом деле удивительно, что платина без проблем сваривается с титаном. При номинальном токе 50% и более длительных двойных импульсах платина фактически сплавляется с титаном в месте сварки. На фотографиях ниже после приварки платины к титану я попытался соскоблить платиновую фольгу, но она уже сплавилась с основным металлом в местах сварки и виден сплав Pt-Ti.
И, наконец, короткое видео о том, как использовать аппарат для точечной сварки:
ФАЙЛЫ ДЛЯ ПРОИЗВОДСТВА ПЛАТЫ И ПРОШИВКИ:
SW_LV_RS 274X – CADCAM.ZIP
SW_HV_RS274X – CADCAM.ZIP
SPOT_WELDER_FIRMWARE.ZIP
Аппарат для точечной сварки двойного назначения с контролем длительности импульса – Керри Д. Вонг
Аппарат для точечной сварки двойного назначения с контролем длительности импульса
kwong
Давно хотел сделать аппарат для точечной сварки. Большинство самодельных точечных сварочных аппаратов используют моментальный выключатель на первичной обмотке трансформатора микроволновой печи (MOT). Благодаря простоте этой конструкции ее очень просто сделать. Однако эта конструкция имеет некоторые неотъемлемые проблемы безопасности, поскольку переключатель мгновенного действия обычно находится в пределах досягаемости оператора (если не используется ножной переключатель), а недостаточная изоляция может увеличить риск поражения электрическим током.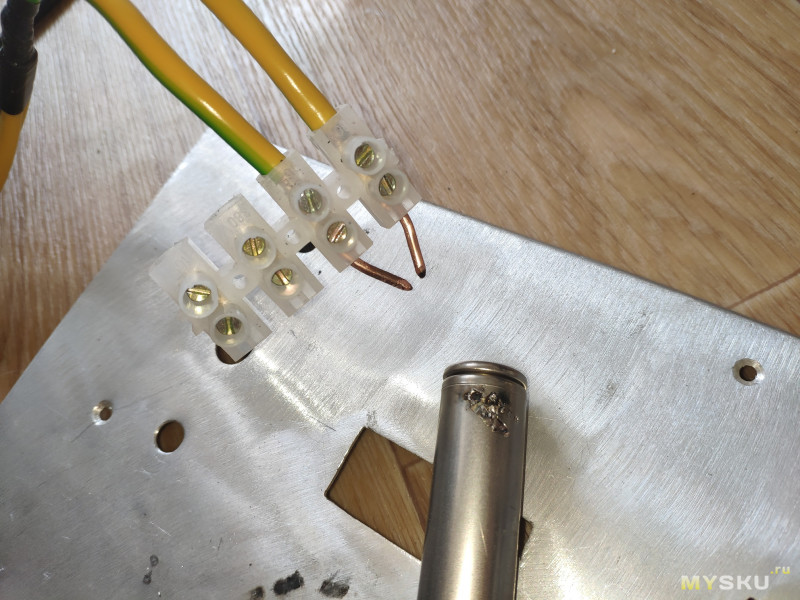 Более того, ток, протекающий через первичную обмотку, может значительно превысить номинальный ток переключателя и вызвать отказ переключателя. Из-за индуктивной природы обмотки выключатель иногда может искрить и представлять значительный риск для оператора.
Более того, ток, протекающий через первичную обмотку, может значительно превысить номинальный ток переключателя и вызвать отказ переключателя. Из-за индуктивной природы обмотки выключатель иногда может искрить и представлять значительный риск для оператора.
Еще одна проблема этих простых аппаратов для точечной сварки заключается в том, что нельзя точно контролировать продолжительность сварки. В основном это проблема при приваривании лепестков к клеммам аккумулятора, поскольку чрезмерное время сварки может привести к значительному нагреву клеммы аккумулятора, что может сократить срок службы аккумулятора. Поэтому я приступил к разработке простой схемы, которая решает эти проблемы.
Для переключения первичной обмотки трансформатора я использовал симистор (BTA-41). BTA-41 рассчитан на силу тока 40 А и более чем подходит для наших целей. C4 и R8 образуют демпферную сеть для подавления переходных процессов. TRIAC запускается через драйвер TRIAC с оптической развязкой (MOC3061). Используя оптопару, мы можем изолировать схему управления от сетевого напряжения и, таким образом, сделать работу намного безопаснее.
Используя оптопару, мы можем изолировать схему управления от сетевого напряжения и, таким образом, сделать работу намного безопаснее.
Для контроля времени сварки таймер 555 настроен на режим одиночного цикла (щелкните схему ниже, чтобы увидеть версию с высоким разрешением). R2, R4 и C3 вместе определяют ширину выходного импульса. Учитывая используемые значения, время сварки можно регулировать примерно от 0,1 до 0,6 с. Таймер запускается через R3 и C2. Причина, по которой для запуска используется RC-цепь (в отличие от прямого соединения контакта 2 с землей), заключается в том, что ширина импульса, генерируемого при зарядке C2 через R3, значительно меньше 0,1 с, и, таким образом, мы можем гарантировать минимальную ширину импульса. В противном случае, если бы мы удерживали контакт 2 на уровне земли вручную, минимальная достижимая ширина импульса зависела бы от того, насколько быстро мы можем отпустить переключатель, пока контакт 2 удерживается в низком уровне, выходной сигнал будет высоким.
Для триггеров используются два переключателя мгновенного действия. Один триггер предназначен для использования основных сварочных наконечников, а другой — для аккумуляторных сварочных наконечников.
Для ТО я снял оригинальную вторичную обмотку высокого напряжения с помощью пилы и вручную намотал провод 4 AWG три раза. Это создает напряжение холостого хода примерно 3 В (переменного тока). затем вторичная обмотка обжимается двумя клеммами аккумулятора. С трансформатором, который я использовал, ток короткого замыкания на вторичной обмотке близок к 1 кА. Хотя мы рассеиваем более 3 кВт, а трансформатор рассчитан только на 1,3 кВт, мы работаем в импульсном режиме, поэтому нет опасности перегрева.
На рисунках ниже показаны два набора сварочных наконечников. Основные сварочные наконечники расположены друг против друга. Они крепятся к клеммным наконечникам винтами М5. В качестве рычага я использовал утилизированную монтажную рейку сервера. Основные сварочные наконечники полезны для сварки двух металлических листов вместе, но для сварки выводов батареи нам нужно, чтобы оба сварочных наконечника прилегали друг к другу. Поэтому я сделал еще один сварочный наконечник, как вы можете видеть на картинке справа ниже.
Основные сварочные наконечники полезны для сварки двух металлических листов вместе, но для сварки выводов батареи нам нужно, чтобы оба сварочных наконечника прилегали друг к другу. Поэтому я сделал еще один сварочный наконечник, как вы можете видеть на картинке справа ниже.
Поскольку материал, используемый для приварки клемм аккумулятора, обычно представляет собой тонкие полоски из никеля, время сварки обычно очень короткое (например, 0,1 с), а сила тока не должна быть такой высокой, как при сварке более толстых материалов. По этой причине наконечники и проволока, которые я использовал, значительно тоньше, чем основные сварочные наконечники. А ток через наконечники для сварки язычка аккумулятора составляет примерно 200А.
Оба этих набора сварочных наконечников подключены к вторичной обмотке трансформатора, и любой набор можно использовать в любое время с помощью любого из переключателей мгновенного действия.
