Как сделать точечную сварку из сварочного аппарата: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
Контактная сварка своими руками из инвертора
Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Содержание
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений.
 Точно так же работает и самодельная контактная сварка из сварочного аппарата.
Точно так же работает и самодельная контактная сварка из сварочного аппарата. - Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
Подготовка деталей и сборка точечной сварки
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками.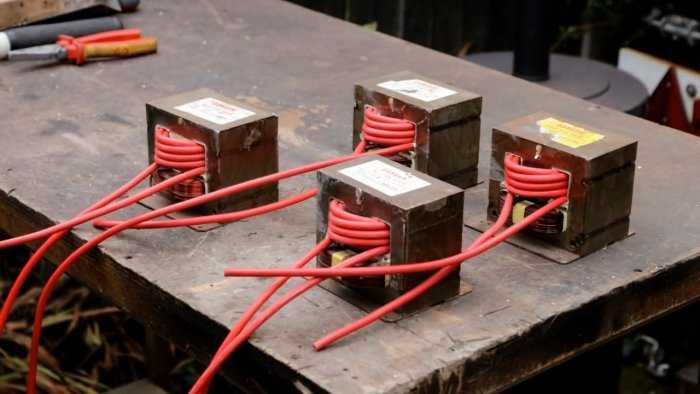 Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Точечная сварка из инвертора своими руками: схема и необходимые элементы
Главная » Технология
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Содержание
- 1 Варианты точечной сварки
- 2 Инверторный аппарат для точечной сварки
- 3 Схема и необходимые элементы
- 4 Достоинства и недостатки конструкции
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора.![]() Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.

Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.

- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
Достоинства и недостатки конструкции
Достоинства:
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.

- Малый вес и габариты.
- Низкая себестоимость.
Недостатки:
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Рейтинг
( 2 оценки, среднее 3 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Машин для точечной сварки
– КварцКомпоненты
Сварочный аппарат для точечной сварки своими руками для литиевых аккумуляторов | Аккумуляторная батарея 12 В для точечной сварки печатной платы
рупий 1 679,00
рупий 1 183,00 (без НДС)
QC1049
Все продукты
Батареи
Рекомендуемые продукты
Последние продукты
Машины для точечной сварки
Инструменты
Это машина для точечной сварки в версии DIY, которую можно использовать для сварки 18650/26650/32650 и других литиевых аккумуляторов. Вам нужна собственная батарея 12 В для…
Вам нужна собственная батарея 12 В для…
Интегрированная ручная ручка для точечной сварки Автоматический триггер Встроенный переключатель Сварка
рупий 1 675,00
рупий 1 625,00 (без НДС)
QC1316
Все продукты
Батареи
Рекомендуемые продукты
Последние продукты
Машины для точечной сварки
Инструменты
Это своего рода ручка для точечной сварки высокого качества, использующая толстый медный стержень, помогающая повысить эффективность работы и подходящая для длительного срока службы…
Машина для точечной сварки литиевых элементов мощностью 4 кВА для аккумуляторной батареи с гарантией — включает двойную ручку и педаль
рупий 25 000,00
рупий 18 504,00 (без НДС)
QC1008
Все продукты
Батареи
Аккумуляторные аксессуары
Рекомендуемые продукты
Последние продукты
Машины для точечной сварки
Инструменты
Описание продукта: Ручной точечный сварочный аппарат с контролем температуры по времени Тиристорная панель с управлением SCR Спецификация: Тип Литиевая батарея Точечная сварка Номинальная входная мощность.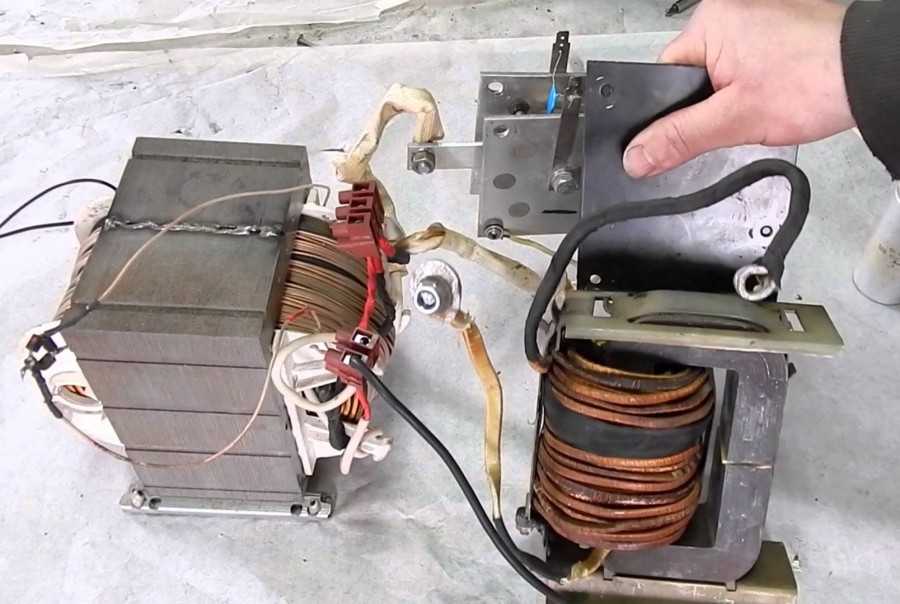 ..
..
Распродажа
Распродано
Портативный сварочный аппарат для точечной сварки с литиевыми элементами мощностью 3 кВА для аккумуляторной батареи — включает двойную ручку и педаль
рупий 12 799,00
рупий 11 2490,00 (без НДС)
QC1185
18650/26700 Ячейки NMC
Батареи
Аккумуляторные аксессуары
Машины для точечной сварки
Инструменты
Это своего рода панель управления точечной сварки высокого качества, которая имеет одиночный импульс, время и ток регулируются, проста и удобна в использовании…
Портативный DIY мини точечный сварочный аппарат для литиевого аккумулятора
рупий 2 979,00 (без НДС)
QC1465
Все продукты
Батареи
Рекомендуемые продукты
Последние продукты
Машины для точечной сварки
Особенности: Широкий выбор источников питания для сварки: литиевая батарея или автомобильный аккумулятор 12В. Контроллер управляется одночиповым микрокомпьютером,…
Контроллер управляется одночиповым микрокомпьютером,…
сравнивать
{{/если}}
{{if compare_at_price_min > price_min}}
Продажа
{{/если}}
{{если доступно}}
Распродано
{{/если}}
{{if tagLabelCustom}}
Пользовательская этикетка
{{/если}}
${название}
{{if compare_at_price_min > price_min}}
{{html Shopify.formatMoney(compare_at_price_min, window.money_format)}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{еще}}
{{html Shopify. formatMoney(price_min, window.money_format)}}
formatMoney(price_min, window.money_format)}}
{{/если}}
{{если доступно}}
{{другие варианты.длина > 1 }}
Выберите параметры
{{еще}}
{{/если}}
Купить Машина для ручной точечной сварки, Поставщики машины для ручной точечной сварки
加载中…
Выход постоянного тока
. Концентрация тепла, повышена тепловая эффективность, процесс сварки стабилен, качество сварки улучшено, а срок службы электрода увеличен.![]()
Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
Артикул:
TOB-HDP-3000S
заказ (минимальный заказ):
1
Оплата:
аккредитив, Т/Т
происхождение продукта:
Китай
порт доставки:
СЯМЭНЬ
запросить сейчас
Информация о продукте
Малый аккумуляторный блок ручной точечной сварки
ХАРАКТЕРИСТИКИ
Основные технические характеристики :
1. Выход постоянного тока. Концентрация тепла, тепловая эффективность увеличивается, процесс сварки стабилен, качество сварки улучшается, а срок службы электрода увеличивается.
2. Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
3. ЖК-дисплей.
4. Высокоскоростная сварка: быстрый старт и переключение с высокой полярностью уменьшают влияние температуры, что делает поверхность сварки чистой и красивой.
5. Переключение полярности: подавление асимметричного результата обеспечивает равномерную прочность сварки в двух точках и продлевает срок службы электрода.
6. Импортный модуль IBGT полностью контролирует разряд, качество сварки и скорость сварки, необычная сварочная машина может сравниться с ним.
Импортный модуль IBGT полностью контролирует разряд, качество сварки и скорость сварки, необычная сварочная машина может сравниться с ним.
7. Двойной импульс может уменьшить разбрызгивание при сварке, эффективно улучшить качество сварки.
8. Хранение данных с использованием EEPROM, отсутствие проблем с временем автономной работы, всегда возвращается к предыдущему использованию процедур сварки при запуске.
9. Технология блокировки сварочного напряжения для предотвращения колебаний сетевого напряжения, влияющих на сварочный ток.
Модель | ТОБ-HDP-3000S |
Максимальная выходная мощность трансформатора | 25кВА |
Две стороны максимального сварочного тока | 6000А |
Емкость хранения энергии постоянного тока | 6600 мкФ |
Метод контроля сварки | Импортный модуль управления IGBT, двойная импульсная сварка |
Сварочное напряжение | 5В-330В регулируемый, точность 0,5В |
время сварки | 0,1–5,0 мс, регулируемая, точность 0,1 мс |
Режим сварки | Нормальный / непрерывный |
входная частота | 220 В переменного тока ± 10% 50 Гц ± 2 Гц |
Максимальное рабочее давление | 6 кг |
Масса | 65 кг |
Толщина шва | Максимальная толщина параллельной сварки: 0,03 мм ~ 0,5 мм, несколько листов сварки |
ДИСПЛЕЙ ПРОДУКЦИИ
ПАКЕТ
Электронная почта: [электронная почта защищена]
Skype: amywangbest86
WhatsApp/номер телефона: +86 181 2071 5609
Похожие теги :
Машина для точечной сварки
Ручная машина для точечной сварки
Ручная точечная сварка
Аппарат точечной сварки для батареи
Предыдущая статья:
Сварщик точечной емкостной разрядки для платы батареи 0,3 мм
Следующая:
Машина для точечной сварки цилиндрических батарей
Отправить сообщение
Если вы заинтересованы в наших продуктах и хотите узнать больше деталей, пожалуйста, оставьте сообщение здесь, мы ответим вам, как только сможем.
