Как сделать точечную сварку из сварочного аппарата: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные.
 Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию. - Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | ~1400 |
Медь | ~690 |
Алюминий | ~430 |
Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.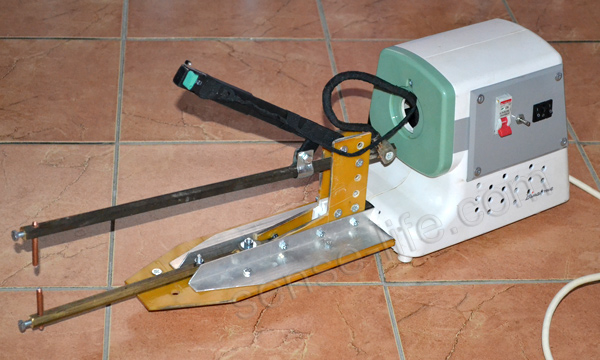
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока.
 Значение должно быть не более 2 кА.
Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Контактная сварка своими руками из инвертора
Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Содержание
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками.
 В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата. - Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.

Подготовка деталей и сборка точечной сварки
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Точечная сварка из инвертора своими руками: схема и необходимые элементы
Главная » Технология
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Содержание
- 1 Варианты точечной сварки
- 2 Инверторный аппарат для точечной сварки
- 3 Схема и необходимые элементы
- 4 Достоинства и недостатки конструкции
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора. Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.

- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
Достоинства и недостатки конструкции
Достоинства:
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.

- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
Недостатки:
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Рейтинг
( 2 оценки, среднее 3 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Точечная сварка выполненная своими руками, от основ к мастерству
- Технология точечного сваривания
- Электроды, технические характеристики и особенности использования
- Область применения
- Достоинства и недостатки точечного сваривания
- Использование самодельного сварочного аппарата
Технология точечной сварки
Процесс сваривания точечной технологией включает в себя несколько этапов. Как варить металл при помощи точечной сварки? Сначала соединяемые детали совмещаются в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. После этого они нагреваются до состояния пластичности и совместно подвергаются последующему пластическому деформированию. В промышленных условиях при использовании автоматического оборудования частота сварки может достигать до 600 точек в минуту. Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей.
Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей.
Точечное сваривание — схема
Детали нагреваются за счет прохождения сварочного тока в виде кратковременного импульса длительностью 0,01…0,1 секунд в зависимости от условий сварки. Этим импульсом обеспечивается расплавление металла в зоне действия электродов и образование общего жидкого ядра обеих деталей, диаметр которого может составлять от 4 до 12 мм. После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
Продолжительность нагрева
Монолитное соединение
Продолжительность нагрева либо прохождения сварочного тока может изменяться от тысячных долей до десятков секунд и зависит от условий сварки и мощности аппарата. При сварке деталей из сталей, склонных к закалке и возможному образованию трещин (например, углеродистые стали), рекомендуется увеличивать время нагрева для замедления последующего охлаждения металла. Сварку же деталей из нержавеющих аустенитных сталей надо выполнять, наоборот, с как можно меньшей продолжительностью нагрева. Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Сварку же деталей из нержавеющих аустенитных сталей надо выполнять, наоборот, с как можно меньшей продолжительностью нагрева. Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Сила давления
Значение давления между электродами должно обеспечивать надежный контакт деталей в месте соединения. Оно зависит от вида свариваемого металла и толщины соединяемых деталей. Давление после нагрева имеет важное значение, так как его соответствующая величина обеспечивает мелкозернистую структуру металла в месте сварки, а прочность точки соединения становится равной прочности базового металла.
Электроды, технические характеристики и особенности использования
- Качество сварки зависит также и от правильного выбора диаметра медного электрода. Диаметр точки соединения должен превышать толщину самого тонкого элемента сварного соединения быть в 2 — 3 раза.

- Прижимом деталей в момент прохождения сварочного импульса обеспечивается образование около расплавленного ядра особого уплотняющего пояска, препятствующего выплеску расплавленного материала из зоны сварки. В результате никаких дополнительных мер защиты места соединения не требуется.
- Для улучшения кристаллизации расплавленного металла электроды надо разжимать с небольшой задержкой после прохождения сварочного импульса.
- Для получения качественного и надежного сварочного шва соединяемые поверхности следует предварительно подготовить, в частности, очистить от ржавчины.
- Промежуток между точками соединения должен обеспечивать уменьшение шунтирования тока сквозь соседние точки. Например, для сварки двух (трех) деталей толщиной от 1 до 8 мм каждая, расстояние между точками соединения изменяется соответственно от 15 (20) до 60 (100) мм.
Качество материалов
- Электроды, применяемые для точечной сварки, должны обеспечивать прочность в интервале рабочих температур, высокую тепло- и электропроводность и легкость механической обработки.
 Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.
Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе. - По значениям электро- и теплопроводности медь значительно превосходит бронзы и сплавы, но в 5 — 7 раз хуже их по показателям износостойкости. Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.
С целью уменьшения износа электродов при эксплуатации рекомендуется применять их интенсивное охлаждение водой.
Область применения
В домашних условиях точечную сварку выполненную своими руками чаще всего используют при ремонте бытовой техники, различных работах с алюминием, кабелем или починкой мелкой кухонной утвари.
В промышленности точечную сварку используют при сваривании листовых заготовок из сталей различных марок, цветных металлов и сплавов различных толщин, пересекающихся стержней, профильных заготовок (уголков, швеллеров, тавров и т. п.).
Достоинства и недостатки точечной сварки
Как и любой технологический процесс, электросварка точечная обладает своими достоинствами и недостатками. К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
Использование самодельного сварочного аппарата
Для сварочных работ в домашних условиях можно изготовить аппарат точечной сварки собранный своими руками. Самодельные сварочники могут обладать самой разнообразной конфигурацией — от небольших переносных до достаточно габаритных. В домашних условиях обычно используются настольные версии, которые могут применяться для сварки черных и цветных металлов.
Основа аппарата
Основной конструктивной деталью одного из таких сварочных аппаратов является базисный трансформатор. Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ — 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З — 50.
Трансформатор ОСМ — 1
Регулировка значения величины тока в аппарате не обязательна. В процессе сварки необходимо ориентироваться по продолжительности нагрева и контролировать его визуально по окраске. Для изготовления держателей электродов можно использовать дюралюминиевый прут диаметром 30 мм.
Конструкция электродов
Нижний электрод необходимо сделать неподвижным и изолировать его от щечек и крепежных болтов клейкой лентой и шайбами. Для крепления электродов в держателях можно воспользоваться двумя болтами или латунными шайбами.
Затем можно взять какие-нибудь пружины, скажем от раскладушки. Держатели с электродами следует развести пружиной в исходное положение. Сварочный точечный аппарат подключается в сеть с помощью автоматического выключателя, рассчитанного на ток не менее 20 А.
Управление аппаратом
Самим аппаратом можно управлять магнитным пускателем, который может включаться нажатием педали. Корпус трансформатора и его вторичная обмотка должны быть заземлены. Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.
Видеоролики точечной сварки выполненной своими руками
2.Видео об использовании аппарата точечной двухсторонней сварки GYSPOT 32D-С для ремонта видовых поверхностей и соединения кузова автомобиля:
Как произвести своими руками точечную сварку
Среди всех видов соединения металлов своими руками точечная сварка является наиболее удобной, особенно в бытовом плане.
Точечная сварка – это вид контактной сварки, который применяется в основном для соединения листового материала.
Что касается сварки в общем плане, то она бывает электрической и газовой. Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия.
Виды сварки и особенности
Электросварка бывает двух основных типов: дуговой и контактной. В первом случае между электродом и свариваемым элементом как двумя полюсами электроцепи образуется дуга. За счет высокой температуры происходит плавление металла, в результате которого и происходит неразъемное соединение. При этом электрод непосредственно не касается свариваемых элементов.
Классификация основных видов сварки.
Другой вид электросварки – это контактная сварка. Здесь преобразование электроэнергии в тепловую происходит за счет пропускания через свариваемые элементы, соединенные друг с другом, тока.
Основной вид данного типа соединения, применяемого в домашних условиях, это точечная электросварка. Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание.
Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание.
Этот вид сварки осуществляется без использования каких-либо дополнительных присадок или добавок. Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.
При данном виде сварки соединяются наложенные друг на друга детали, такие как арматурные стержни, кабель, прокатные листы и др.
Суть точечной сварки состоит в том, что два скрепляемых элемента в месте их соприкосновения зажимаются между электродами сварочного аппарата.
Схема точечной сварки.
Детали соединяются между собой сварочными клещами или специальным пистолетом для сваривания тонких листов. Клещи и пистолет соединены со сварочным прибором гибким соединением, что дает им возможность перемещаться вдоль свариваемой детали во время работы.
При прохождении электрического тока большой силы металл в области сваривания нагревается докрасна, становится мягким и в результате оказываемого давления крепко сваривается между собой. После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки – размер сварочного ядра. Он, как правило, должен составлять 2-3 толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
В промышленности точечная сварка применяется очень широко, начиная с микроэлектроники, где привариваются контакты электронных приборов, до тяжелого машиностроения, где этим методом свариваются стальные листы толщиной до 20 мм.
В быту точечная сварка широко применяется для сборки и ремонта радиоаппаратуры, там, где нужно соединить мелкие детали. Незаменима она и при починке ювелирных изделий, телефонов, компьютеров, бытовой электроники, станков, автомобильных аккумуляторов. Также пригодится она для работы с алюминием и для ремонта кухонной утвари.
Также пригодится она для работы с алюминием и для ремонта кухонной утвари.
Вернуться к оглавлению
Преимущество и недостатки точечной сварки
К преимуществам контактной точечной сварки перед дуговой следует отнести скорость и меньшие затраты электроэнергии, так как за счет применения тока большой силы, время одной сварочной операции сокращается до секунды.
Полученный сварочный шов обладает высокой механической прочностью. Также точечная электросварка незаменима при сваривании мелких деталей, особенно в тех случаях, когда нужно не допустить нагрев остальной части изделия.
Недостатком точечной сварки является отсутствие герметичности сварочного шва.
Вернуться к оглавлению
Устройство для самостоятельной сварки
Принципиальная схема аппарата для точечной сварки.
Для точечной электрической сварки в промышленных масштабах используются громоздкие стационарные сварочные машины, автоматические и полуавтоматические, работающие в условиях конвейера. В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй – к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй – к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Споттер – по определению ручной мини-прибор, поэтому производители стремятся сделать его максимально компактным. Со временем, когда споттеры выросли в отдельный класс сварочных приборов, они приобрели дополнительные функции. Самые дешевые из споттеров те, которые используют однофазный ток, они просты, надежны, однако возможности устройства в данном случае довольно ограничены. Так, они не могут сваривать листы толще 0,8 мм, работать с оцинкованной сталью.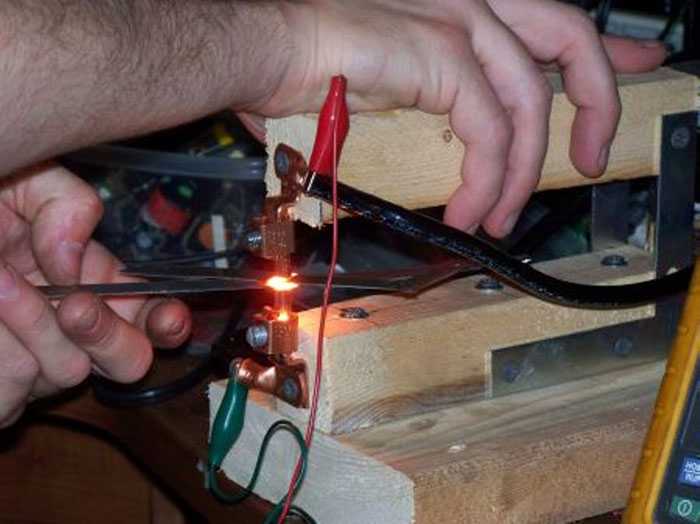 К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры – это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры – это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
Производят споттеры те же компании, что и выпускают аппараты для сварки. Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Вернуться к оглавлению
Самодельный аппарат для точечной сварки
Для изготовления аппарата точечной сварки потребуется трансформатор.
Сборка устройства для контактной точечной сварки достаточно проста. Его можно собрать из высоковольтного трансформатора (инвертора), который можно извлечь из старой микроволновки или аппарата типа лабораторного автотрансформатора.
Высоковольтный трансформатор в этих приборах является двухобмоточным, где для первичной обмотки используется провод с большим сечением, а вторичной – с меньшим. Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента.
Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента.
Самое главное – сохранить в целости провод первичной обмотки. После освобождения сердечника на него нужно будет намотать вторичную обмотку. Для этого нужно в два витка намотать медный провод сечением примерно 7 мм. Этот провод можно найти в старом ламповом телевизоре, сварочном трансформаторе или купить. После этого нужно соединить клеем или смолой обе части трансформатора вместе.
В результате этих манипуляций получаем почти готовый прибор для контактной сварки с силой тока 700-800 ампер, что вполне подойдет для сварки железа и нержавеющей стали. Теперь прибору необходимо создать корпус, для безопасной работы. Для этих целей лучше всего подойдет дерево. Не забывайте о том, что верхний рычаг устройства должен свободно двигаться в вертикальном и горизонтальном направлении, поэтому сделайте на корпусе проемы для его движения. Можно сделать подвижными оба рычага. Землю нужно будет установить на один из винтов крепления корпуса.
Землю нужно будет установить на один из винтов крепления корпуса.
Заключительный этап сборки прибора – это изготовление электродов, для этого нужно взять два отрезка медной проволоки и закрепить их в держателях.
На задней стенке прибора необходима установка тумблера включения-выключения, здесь же крепим электрический провод к питанию. Теперь один над другим располагаем два рычага для сварки. Рычаги нужно будет закрепить на оси. С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
Верхний рычаг должен всегда находиться сверху, там его можно закрепить пружиной или резинкой. Такой самостоятельно собранный аппарат контактной сварки пригодится для ремонта автомобиля или бытовых приборов. Для сварки мелких элементов точечная электросварка хотя и несколько проигрывает лазерной в эффективности, но намного дешевле и доступнее.
Эффективность описанной схемы достигается тогда, когда между электродами размещается металлическая деталь из другого материала.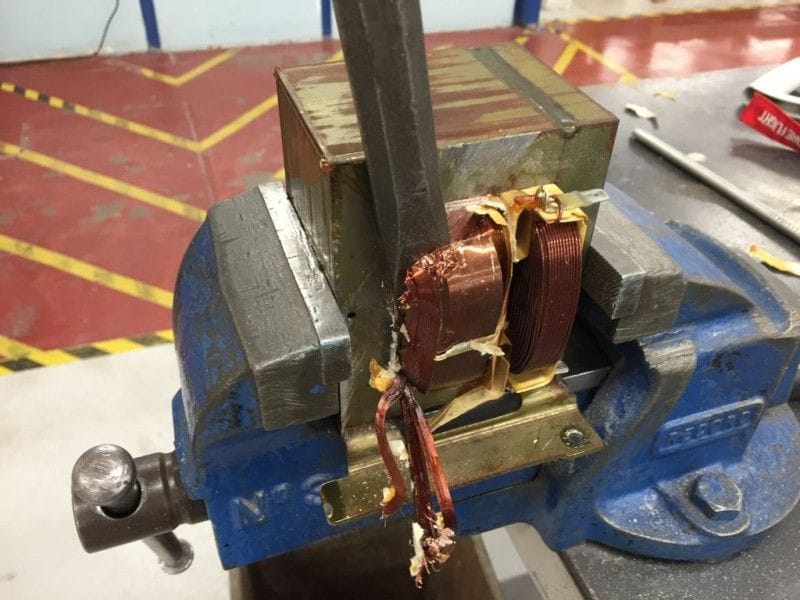 Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности.
Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности.
Точечная сварка своими руками из микроволновки: как сделать, пошаговая инструкция
Сварочный аппарат пригодится каждому умельцу. Он применяется для работы со многими изделиями. Для его приобретения не обязательно обращаться в специализированный магазин. Аппарат контактной сварки можно сделать самостоятельно из старой микроволновой печи, применив необходимые знания и немного фантазии.
Содержание статьи
- Определение
- Расходный материал
- Этапы работы
- Эксплуатация
- Заключение
Определение
Аппарат точечной сварки выделяется среди прочих своей функциональностью при небольшом расходе времени. Его применяют для соединения двух металлических частей. В момент нагревания с помощью электричества образуется сцепление поверхностей. Это гарантирует прочность соединения. Само устройство достигает небольших размеров и управляется вручную.
Само устройство достигает небольших размеров и управляется вручную.
Расходный материал
Микроволновая печь — полезный кухонный прибор. В современном мире она присутствует практически в каждом доме. Особые специалисты нашли ей применение не только в кулинарной сфере.
Из составляющих печи можно собрать большое количество полезных устройств, среди которых аппарат точечной сварки.
Для изготовления потребуются:
- трансформатор из микроволновки;
- ленточная обмотка;
- электроды;
- провода для связки;
- детали управления (рычаг и выключатель).
После подготовки расходных материалов можно начинать процесс монтажа и сборки.
Этапы работы
Рабочий процесс занимает минимальное количество времени и знаний. Следуя установленным инструкциям и соблюдая технику безопасности, собрать из старой микроволновой печи сварочный аппарат сможет каждый желающий.
Первым этапом является извлечение трансформатора. Задний корпус требуется снять, соблюдая осторожность. Трансформатор следует осторожно извлечь, не применяя в процессе тяжёлые или острые предметы. Применение дополнительных материалов нанесёт серьёзные повреждения. Такие действия спровоцируют причины его неисправности.
Для изготовления аппарата точечной сварки рекомендуется использование трансформаторы из более мощных моделей микроволновых печей. Они отличаются улучшенным функционалом и будут более надёжны при эксплуатации.
После извлечения снимается одна из его обмоток — вторичная. При проведении демонтажных работ можно использовать вспомогательные инструменты для облегчения работы (главное — аккуратность). При обнаружении ограничительных шунтов также рекомендуется их устранение. Первичная обмотка оставляется по причине использования более плотного провода и меньшего количества витков.
После снятия крепится новая катушка. Для этого лучше использовать провод, в диаметре составляющий не менее 1 см. После такой модернизации трансформатор снова готов к применению. Он и будет служить основой сварочного аппарата.
После такой модернизации трансформатор снова готов к применению. Он и будет служить основой сварочного аппарата.
Следующим этапом служит крепление электродов. При подборе специалисты рекомендуют уделять пристальное внимание соответствию диаметра электрода диаметру соединительных проводов. Для этого отлично подойдут небольшие медные прутки.
Рекомендуется использовать электроды минимальной длины. Это обеспечит стабильно высокую мощность устройства. При крупном диаметре компонента можно использоваться специальные наконечники.
Для установки наконечник и электрод соединяются с помощью болтов или гаек. В качестве соединяющего материала лучше использовать медь. Среди прочих они выделяются минимальными показателями электрического сопротивления. Это обеспечит отсутствие потери мощности.
Крепление элементов управления не займёт много времени. К таким относятся рычаг и выключатель.
Рычаг контролирует силовой поток между ремонтируемой деталью и электродами. Основание рычага крепится в цепи первичной обмотки, к подвижному электроду. Не рекомендуется подключение ко вторичной обмотке. Это спровоцирует значительные перебои электричества или вызовет замыкание.
Основание рычага крепится в цепи первичной обмотки, к подвижному электроду. Не рекомендуется подключение ко вторичной обмотке. Это спровоцирует значительные перебои электричества или вызовет замыкание.
Длина рычага выбирается в зависимости от личных предпочтений и удобства, которые необходимы в процессе работы.
Выключатель занимается подачей электричества от основания к сварочным электродам. Его также цепляют к первичной обмотке.
Выключатель рекомендовано располагать прямо над рычагом. Это обеспечит дополнительное удобство при работе со сварочным аппаратом.
Эксплуатация
Аппарат точечной сварки, изготовленный комплектующих из микроволновой печи, отличается не только простой сборкой. Главным преимуществом является выгодная ценовая политика: затраты на составляющие компоненты минимальны. В большинстве случаев они отсутствуют вообще, так как все необходимые составляющие и уже имеются в личном ящике с инструментами. Готовый аппарат на витрине магазина не всегда привлекает внимание покупателей из-за достаточно высокой цены. Самостоятельная сборка аппарата точечной сварки из микроволновки — выгодное решение.
Самостоятельная сборка аппарата точечной сварки из микроволновки — выгодное решение.
Желательно, чтобы аппарат был оборудован вентилятором. Если такой возможности нет, периодически при использовании необходимо выключать для охлаждения деталей.
Заключение
Аппарат точечной варки применяется для большого перечня услуг. Собрать прибор можно самостоятельно из частей старой или неисправной микроволновой печи, сэкономив значительное количество денежных средств. Наличие личного сварочного аппарата сэкономит ещё и личное время, потому что не будет нужны обращаться в специализированные центры. При грамотном рабочем процессе и соблюдении правил эксплуатации аппарат будет долго служить своему изготовителю.
Что это? И как это работает?
Точечная сварка обычно используется для сварки листового металла. Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Эта статья расскажет вам об основах процесса точечной сварки и о том, как он работает, о типичных применениях, подходящих материалах и типичных проблемах, с которыми вы можете столкнуться.
Что такое точечная сварка?
Электроды медные для точечной сварки
Точечная сварка — это процесс сварки сопротивлением, используемый в основном для сварки двух или более металлических листов вместе. Это достигается приложением давления и электрического тока к зоне точечной сварки. Необходимое тепло вырабатывается внутренним сопротивлением металла электрическому току.
Электрический ток и давление подаются электродами из медного сплава, наконечники которых расположены на противоположных сторонах металлических деталей. Вырабатываемое тепло плавит металл, в то время как давление электродов сжимает расплавленный металл, образуя сварной шов.
Это называется точечной сваркой, потому что этот метод сварки создает крошечный точечный сварной шов, который выглядит как точка. Сварной шов, созданный между медными электродами, также иногда называют самородком.
Для чего используется точечная сварка?
Роботизированная точечная сварка для сборки каркаса кузова автомобильной детали
Точечная сварка используется для соединения электропроводящих металлических листов и проволочных сеток. Обычно он используется для сварки тонких металлов, но толщина более 1 дюйма возможна только при использовании специального оборудования для тяжелых условий эксплуатации.
В основном используется для производства автомобилей. У одного автомобиля обычно более 1000 точечных сварных швов на панелях кузова. С помощью роботов для точечной сварки это делается за считанные секунды. Но мастерские по обработке листового металла используют менее изощренные методы при работе с кузовом автомобиля.
Точечная сварка сопротивлением также используется в таких отраслях, как аэрокосмическая, железнодорожная, обрабатывающая, электронная, строительная, аккумуляторная и других. Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.
Ручной аппарат для точечной сварки является полезным дополнением к любому сварочному цеху. Хотя он не автоматизирован, он может помочь вам создавать сложные формы с меньшими усилиями по сравнению со сваркой TIG или MIG. Кроме того, большинство работ, требующих контактной точечной сварки, трудно выполнить без нее.
Pros
- Точечная сварка сопротивлением позволяет за короткое время передать высокую энергию в сосредоточенное место
- Сваривает любой токопроводящий металл
- Относительно прост в исполнении – снижает требуемые навыки оператора
- Экономит время и усилия по сравнению с другими процессами сварки
- Наилучший метод для достижения надлежащей прочности сварного шва с тонким металлом без прожога
- Доступно множество типов электродов для точечной сварки для сварки различных металлических сплавов
- Обеспечивает быструю и эффективную сварку
- Электроды решают проблему теплопроводности, отводя тепло от места сварки
- Сварка сопротивлением создает контролируемые воспроизводимые сварные швы
- Это проверенный и проверенный временем процесс сварки с большим количеством доступной литературы
- Высокоэффективное использование сварочного тока
Минусы
- Нельзя точечно сваривать металл, если одна сторона недоступна
- Точечная сварка сопротивлением может упрочнить самородок и материал вокруг него, что приведет к трещинам
- Может повлиять на химические и физические свойства металла заготовки.
 Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов
Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов - Выдает очень маленькое напряжение (1-20В). Таким образом, любое колебание может повлиять на качество точечной сварки
- В зависимости от типа и толщины металла может потребоваться частый ремонт
Как работает точечная сварка?
Давайте рассмотрим процесс точечной сварки, начав с обзора типичного аппарата ручной точечной сварки. Это простой трехэтапный процесс, но он также имеет много переменных, о которых я расскажу ниже.
Основные сведения о точечной сварке
Сердце всех аппаратов для точечной сварки состоит из блока питания и сварочных электродов. Трансформатор увеличивает выходную силу тока примерно до 10-12 000 А, но снижает напряжение где-то между 1-20 В. Цифры будут различаться в зависимости от типа, марки и модели аппарата для точечной сварки.
Типичный переносной аппарат для точечной сварки, который вы, вероятно, будете использовать, также будет включать в себя трансформатор, электрододержатели, электроды, рычаг и баллон давления.
Эти ручные машины имеют меньшую мощность, чем промышленное оборудование для точечной сварки сопротивлением.
Выравнивание заготовок и металлических листов
Перед выполнением первой контактной точечной сварки необходимо выровнять заготовки. Имейте в виду, что возможны деформации и искажения.
Первые несколько точечных сварных швов должны быть расположены стратегически. Если возможно, расположите их так, чтобы одна мешала другой деформировать металл.
Повторное использование листового металла затруднено, если сварной шов смещен. Лучше начинать со свежих металлических кусочков, чтобы заготовка покоробилась.
Применение давления электрода
Далее вы должны выбрать тип электрода и приложить давление к точке, где вы хотите сделать точечную сварку. В большинстве случаев вы можете использовать стандартные медные электроды. Но в зависимости от свариваемого металла может потребоваться использование вольфрамово-медных, вольфрамовых или молибденовых электродов.
Существуют также медно-хромовые и медно-хромо-циркониевые электроды, применяемые при сварке высоко- и низкоуглеродистых сталей. Стандарт ISO 5182 подробно описывает все электроды для контактной сварки.
После того, как вы точно поместите кончики электродов на металл, вам нужно применить давление. Вы достигаете этого, используя рычаг при работе с переносным аппаратом для точечной сварки.
Пропускание тока через электроды
Щелчок переключателя позволяет току проходить через электроды в металлические детали. Внутреннее сопротивление плавит металл, а давление электродов затвердевает.
Количество тепла, выделяемого металлом, зависит от электрического сопротивления металла, теплопроводности и продолжительности подачи тока. Теплота выражается следующим уравнением:
Q = I2Rt
«Q» — тепло, «I» — ток, «R» — электрическое сопротивление, а буква «t» обозначает продолжительность приложенного тока.
Переменные для точечной сварки
Весь процесс точечной сварки можно изменить, применяя различное давление, электрическую мощность и продолжительность тока. Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Сила электрода
Сила электрода сжимает металлические листы вместе, и вам придется приложить значительное усилие, чтобы получить качественный сварной шов. Чем сильнее приложенная сила, тем ниже сопротивление из-за лучшего контакта и меньшего выделения тепла. Поэтому, если проект требует более высокого усилия на электроде, вам необходимо увеличить ток, чтобы компенсировать более низкое сопротивление металла.
Типичное усилие составляет около 90 Н на мм2. Однако благодаря «грибовидному» наконечнику электрода на аппарате для точечной сварки площадь поверхности контакта между электродом и листовым металлом увеличивается по мере сварки. Это связано с тем, что поверхность металла будет трансформироваться, чтобы соответствовать форме наконечника электрода, и тогда стороны наконечника также будут соприкасаться с металлом. Таким образом, чтобы сохранить одинаковое усилие электрода на детали во время процесса сварки, вам необходимо постепенно увеличивать приложенное усилие.
Время сжатия
Время сжатия — это интервал между моментом, когда вы прикладываете усилие к электроду, и началом протекания тока. Задержка сварочного тока необходима, потому что она позволяет достичь надлежащего усилия на электроде. Это также помогает при износе электродов, искрении и межфазном вытеснении.
Хотя увеличение времени обжатия улучшает качество точечной сварки, оно увеличивает стоимость точечной сварки. В основном это связано с тем, что это занимает больше времени и приводит к уменьшению количества сварных швов в единицу времени.
Время сварки
Время сварки – это период, в течение которого через металлические детали протекает активный электрический ток. Он рассчитывается с использованием циклов линейного напряжения. Время сварки трудно определить, поскольку оно зависит от реакции точки сварки.
Факторы, которые необходимо учитывать при определении времени сварки:
- Время сварки должно быть как можно короче. Это предотвращает проплавление, коробление и защищает электроды
- При сварке толстого листа должна получиться крупка большого диаметра
- Если ваше оборудование не может обеспечить необходимый сварочный ток и усилие электрода, вы можете компенсировать это увеличением времени сварки до точки
- При сварке листового металла толщиной более 2 мм может потребоваться разделение времени сварки на несколько импульсов во избежание перегрева
.
Время выдержки
Время выдержки необходимо для затвердевания сварного шва. Этот период начинается после окончания времени сварки, а электроды еще приложены к металлу.
Электроды охлаждают сварной шов, отводя тепло от пятна. Не следует перебарщивать со временем выдержки, поскольку слишком большой приток тепла к электродам может ускорить их износ. Кроме того, если свариваемый металл имеет высокое содержание углерода, длительное время выдержки может привести к хрупкости сварных швов.
Точечная сварка различных материалов
Возможна точечная сварка ряда металлов и сплавов. Но для достижения качественных контактных сварных швов требуется особый подход для каждого типа металла.
Углеродистая сталь
Низкоуглеродистая сталь используется во всех процессах сварки, включая контактную точечную сварку. Благодаря высокому электрическому сопротивлению и низкой теплопроводности мягкая сталь идеально подходит для точечной сварки.
Стали с более высоким содержанием углерода (>0,4 %) плохо поддаются точечной сварке. Они имеют тенденцию образовывать твердые и хрупкие микроструктуры при сильном тепловом воздействии. Поэтому требуется специальная термообработка после сварки, чтобы уменьшить вероятность растрескивания. Это делает высокоуглеродистую сталь непригодной для точечной сварки.
Оцинкованная сталь покрыта цинком и требует более высокого электрического тока, чем сталь без покрытия. Это сложная задача для точечных сварщиков, потому что медные электроды быстро разрушаются при контакте с цинковыми сплавами. Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Нержавеющая сталь
Нержавеющая сталь чувствительна к высоким концентрированным источникам тепла. Но можно точечной сваркой. Существует множество методов и переменных, которые необходимо правильно настроить в зависимости от типа нержавеющей стали, толщины и требований к отделке. При работе с этим металлом всегда полезно получить спецификацию производителя и проверить предлагаемые требования к сварке.
Медно-кобальт-бериллиевые электроды часто используются для точечной сварки нержавеющей стали. Они обеспечивают оптимальную прочность на растяжение и электропроводность.
Алюминий
Алюминий является наиболее сложным металлом для точечной сварки. Это потому, что это отличный проводник тепла и электричества. Электричество проходит через него без особого сопротивления, и выделяется меньше тепла. Кроме того, тепло быстро рассеивается от сварного шва и затрудняет формирование жидкой лужи.
Единственный способ точечной сварки алюминия — использовать в два-три раза больший сварочный ток, чем при сварке стали. Вот почему для этого требуется аппарат для точечной сварки с трехфазным входом. Кроме того, аппарат точечной сварки должен иметь конденсаторную систему. Это позволяет ему «заряжаться» и накапливать электричество, а затем мгновенно разряжать значительное количество энергии. В результате генерируемая мощность будет выше, чем может проводить алюминий, и листы будут сплавляться друг с другом.
Точечная сварка сопротивлением любого алюминиевого сплава значительно ухудшает качество электродов уже после нескольких сварок. Поэтому точечная сварка алюминия в больших объемах не является приемлемым вариантом.
Медь
Медь можно сваривать точечной сваркой. Но неудивительно, что стандартные медные электроды для точечной сварки не работают. Молибденовые и вольфрамовые электроды являются основным выбором для точечной сварки меди. Эти металлы имеют высокое электрическое сопротивление и температуру плавления.
Распространенные проблемы при точечной сварке
Некоторые из наиболее заметных проблем при точечной сварке:
- Брызги ухудшают внешний вид
- Стоимость электродов может быстро возрасти
- Снижение качества сварки из-за смещения электрода
- Холодные сварные швы исключительно слабые
- Вдавление электрода на металлической поверхности
- Сварка слишком близко к краю может ухудшить качество сварки
Завершение сварки
Точечная сварка — это специализированный процесс, используемый в основном для листового металла, который хорошо подходит для определенных применений. Но в отличие от сварки MIG или TIG, она не подходит для широкого спектра применений.
Шовная сварка представляет собой аналогичный процесс, основанный на тех же принципах, но обеспечивающий линейный сварной шов. Область контактной сварки шире и использует дисковые или «роликовые» электроды. Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.
Другие методы сварки
Холодная сварка
Каков принцип точечной сварки и машины для точечной сварки?
Точечная сварка — это тип сварки, используемый для сварки листов металла вместе путем зажима листов в одной точке и пропускания электрического тока через точку для расплавления листов.
Что такое процесс точечной сварки?
Аппарат для точечной сварки использует два электрода для прижатия заготовки таким образом, что два слоя металла образуют контактное сопротивление под давлением двух электродов. Когда электричество проходит через заготовку, от одного электрода к другому, в точке контакта пластин выделяется большое количество резистивного тепла, и металл в самой горячей области в центре быстро нагревается до высокопластичного или расплавленного состояния. государство. Продолжая поддерживать давление на контактную площадку, ток был отключен. По мере остывания металла образуется термический шов.
Точечная сварка сопротивлением характеризуется низким потреблением энергии, низкой стоимостью, высоким качеством, высокой эффективностью, простотой автоматизации и удобством использования. Не требуются расходные материалы, сварочные прутки, проволока или флюсы. Процесс сварки потребляет меньше тепла, не образуются вредные вещества, такие как дым и пыль, нет ослепляющего светового загрязнения, а рабочее напряжение низкое. Это безопасный, экономичный, эффективный, надежный и экологически чистый метод сварки.
Точечная сварка в основном используется для соединения тонких пластин, таких как обшивка самолетов, дымовые трубы авиационных двигателей, обшивки кабин автомобилей и т. д.
Принцип работы машины для точечной сварки
Точечная сварка в основном используется для соединения тонких листов, таких как обшивка самолетов, дымовые трубы авиационных двигателей, обшивки кабин автомобилей и т. д.
Конструкция машины для точечной сварки Проще говоря, это мощный трансформатор, который преобразует источник электроэнергии с более высоким напряжением, например 220 В переменного тока, в низковольтный источник питания с большой силой тока. Это может быть либо постоянный ток, либо переменный ток. Этот более высокий ток, наряду с сопротивлением заготовки, создаст тепло, которое расплавит сварной шов.
Когда ток начинает течь через электроды, напряжение падает. Затем сварочный аппарат будет регулировать рабочее напряжение в процессе сварки. Сварочный ток и напряжение на сварочном аппарате можно регулировать в соответствии с требуемым током для различных свариваемых материалов. Многие сварочные аппараты имеют систему охлаждения, в которой вода циркулирует через трансформатор, электроды и другие детали, чтобы избежать выделения тепла.
Качество электродов напрямую влияет на процесс сварки, качество сварки и производительность. Обычно используемые электродные материалы: красная медь, кадмиевая бронза, хромистая бронза и т. д.
Фазы цикла сварки:
- Стадия предварительного сжатия: Заготовка помещается между двумя электродами, и электроды прижимаются друг к другу, зажимая заготовку на месте.
- Время сварки: Сварочный ток проходит через заготовку и выделяет тепло, образуя пятно расплавленного металла.
- Время техобслуживания: Сварочный ток отключается, а давление на стык сохраняется до тех пор, пока расплавленный металл не затвердеет до достаточной прочности.
- Время отдыха: Электрод отделяется от заготовки, и сварочному аппарату дают остыть в течение короткого периода времени, пока не начнется следующий цикл сварки.
Как пользоваться аппаратом для точечной сварки?
- Перед сваркой положение стержня электрода следует отрегулировать так, чтобы при прижатии электрода к заготовке плечи электрода были параллельны друг другу.
- При сварке сначала очистите поверхность сварного соединения. Вся грязь, масло, оксидная окалина и ржавчина должны быть удалены перед сваркой стальных сварных конструкций, чтобы обеспечить хороший контакт.
- Регулировку тока можно выбрать в зависимости от толщины и материала заготовки. Пружинную прижимную гайку на электродах можно отрегулировать для получения предпочтительной степени сжатия.
- Если сварочный аппарат оснащен системой охлаждения, сначала включите охлаждающую воду, а затем включите питание, чтобы подготовиться к сварке. После включения питания должен загореться индикатор питания.
- Поместите свариваемые листы между двумя электродами и выполните точечную сварку. Некоторые сварочные аппараты будут иметь автоматическое управление, а другие могут иметь ручное управление, такое как ножная педаль, которую можно нажать, чтобы привести электроды в контакт со сварным изделием и сжать заготовку.
Условия, на которые следует обратить внимание при сварке:
- Для горячекатаной стали лучше всего использовать пескоструйную обработку или использовать шлифовальный круг для удаления оксидной окалины. Заготовку также можно протравить кислотой для удаления оксидов металлов. Хотя неочищенные сварные детали можно сваривать точечной сваркой, они могут серьезно сократить срок службы электрода и снизить эффективность производства и качество сварного шва.
- Для горячекатаной стали лучше всего использовать пескоструйную обработку или использовать шлифовальный круг для удаления оксидной окалины. Заготовку также можно протравить кислотой для удаления оксидов металлов. Хотя неочищенные сварные детали можно сваривать точечной сваркой, они могут серьезно сократить срок службы электрода и снизить эффективность производства и качество сварного шва.
- Время сварки: При сварке среднеуглеродистой и низкоуглеродистой стали сварочный аппарат может использовать либо сильную, либо слабую настройку сварки. Сильная настройка может использоваться в массовом производстве для повышения эффективности производства, снижения энергопотребления и уменьшения деформации заготовки.
- Формы электродов различаются и выбираются в зависимости от формы сварного шва. При установке электродов обратите внимание на параллельность верхней и нижней поверхностей электродов. Плоскости электродов следует содержать в чистоте и зачищать наждачной шкуркой или напильником.
Каковы классификации машин для точечной сварки?
Аппараты для точечной сварки можно классифицировать по следующим признакам:
- Назначение: Различают универсальные и специальные типы.
- Проводка: Есть односторонние и двухсторонние сварщики.
- Режим трансмиссии нагнетательного механизма: Существуют педальные, мотор-кулачковые, пневматические, гидравлические и составные типы.
- По особенностям работы бывают неавтоматизированные и автоматизированные.
- Характеристика эксплуатации: Бывают неавтоматизированные и автоматизированные.
- Способ установки; Существуют фиксированные типы, мобильные типы или переносные типы (типы подвески).
- Направление движения электрода: Различают электроды с вертикальным ходом (электрод движется по прямой) и электроды с дуговым ходом.
- Электрический ток: существуют сварочные аппараты переменного и постоянного тока, импульсные сварочные аппараты, сварочные аппараты с накоплением энергии и сварочные аппараты с переменной частотой.
Применение машин для контактной точечной сварки:
Поскольку машины для контактной точечной сварки отличаются высокой производительностью, низкой стоимостью, хорошей экономией материалов и простотой автоматизации, они часто используются для мелкоточной сварки, авиации, аэрокосмической, энергетической, электронной, автомобилестроение, легкая промышленность и другие отрасли.
Емкостный аппарат для точечной сварки:
Емкостный аппарат для точечной сварки (также известный как аппарат для точечной сварки с емкостным накопителем энергии) пропускает переменный ток через выпрямитель для преобразования его в постоянный, а затем поступает на конденсатор для зарядки конденсатора. . Затем электричество высвобождается в виде импульса через точки контакта заготовки для сварки металла.
Каковы характеристики аппарата емкостной точечной сварки?
- Энергосбережение и высокая эффективность.
- Энергия, получаемая из сети, низкая, поэтому влияние на сеть незначительно.
- Выходное напряжение стабильно.
- Сварка прочная, паяные соединения не обесцвечены.
- Сохраняет процесс измельчения и имеет высокую эффективность.
Емкостная машина для точечной сварки сопутствующие товары:
- Управление работой микросхемы микрокомпьютера, погрешность установки значения тока зарядки и разрядки поддерживается на уровне менее 2%.
- В большинстве аппаратов для точечной сварки постоянным током используется светодиодный дисплей для установки мощности, что позволяет наблюдать за изменением мощности при зарядке и разрядке.
- имеют длительный срок службы, стабильный и точный выходной ток.
- Максимальное напряжение рабочего конца аппарата для точечной сварки составляет 12 В постоянного тока. Низкое напряжение означает высокую безопасность сварки.
- Скорость разряда всего 10 микросекунд, а скорость нагрева высокая. Емкостный аппарат для точечной сварки может легко точечно сваривать алюминий, медь, золото, серебро и другие материалы с высокой теплопроводностью. Время зарядки составляет 0,25 секунды, поэтому каждый цикл занимает всего около 0,26 секунды.
- DC SPOT является точным, обеспечивает высокое качество, прочность и чистоту паяных соединений без потемнения или обесцвечивания.
- Прецизионные емкостные машины для точечной сварки, разработанные с использованием высококачественных деталей из Европы, Америки и Японии, могут обеспечить высокоэффективную точечную сварку с низким уровнем отказов. Они используются не только для цветных металлов, таких как золото, серебро и луженые детали для пайки, но и для точной сварки черных металлов, таких как железо и нержавеющая сталь. Их преимущества заключаются в эффективности, точности, энергосбережении и экономии материалов. Они обладают высокой скоростью сварки и стабильным качеством сварки, что позволяет исключить необходимость в техническом персонале для их эксплуатации.
Высокоэффективные конденсаторы быстрой зарядки и разрядки японского производства
Выходной ток
Объяснение точечной сварки | Fractory
Точечная сварка — это процесс контактной сварки, при котором металлы соединяются друг с другом путем приложения давления при подаче электрического тока в зону сварки. Впервые он был представлен в 1885 году, когда Элиу Томсон в ходе эксперимента случайно сплавил вместе два медных провода.
Точечная сварка стала основным процессом сварки в производстве и сборке, особенно в секторе изготовления листового металла и автомобильной промышленности. Пригодность для автоматизации играет большую роль в росте ее популярности, поскольку роботизированная точечная сварка отличается скоростью и эффективностью.
Давайте углубимся и поймем, что представляет собой контактная точечная сварка.
Что такое точечная сварка сопротивлением
Точечная сварка (RSW) — это процесс сварки сопротивлением, при котором металлы внахлест соединяются между двумя электродами. Давление прикладывается путем сжатия заготовок между электродами, а тепло генерируется при прохождении сварочного тока через резистивные металлы. Это позволяет материалам плавиться и создавать сварное соединение. Соединение, созданное контактной точечной сваркой, напоминает пуговицу или самородок, поэтому термин «точечная сварка» был придуман, поскольку ток подается точно на небольшой участок поверхности металла.
Поскольку металлы сплавляются с использованием большого количества энергии за короткий промежуток времени (примерно 10-100 миллисекунд), область вокруг точки сварки остается неповрежденной избыточным теплом, поэтому зона термического влияния минимальна, а чистый сварной шов созданный.
Количество тепла, выделяемого при точечной сварке, выражается формулой тепловой энергии:
Q = I2Rt
Где Q — тепловая энергия, I — ток, R — электрическое сопротивление, t — время или продолжительность, в течение которой ток применяется.
Процесс точечной сварки
Процесс точечной сварки основан на подаче сильноточных электрических импульсов низкого напряжения на сварочные электроды для почти мгновенного плавления металла при приложении достаточного давления для сплавления металлов. Этот процесс напоминает процесс холодной сварки с точки зрения приложения давления, но при холодной сварке к сварному шву не подается электрический ток.
Первым этапом точечной сварки является укладка металлических листов или заготовок внахлест. После того, как металлы прочно сели на место, выполняется приложение давления через силу электрода. Это давление может создаваться вручную, пневматически, пружинами или гидравликой, в зависимости от типа машины.
Второй этап заключается в подаче сильного тока на целевую область между электродами. Расплавленный металл образуется, когда ток реагирует с внутренним сопротивлением металла. Металлы достигают около 2000 ° C, что выше их температуры плавления. Электроды должны иметь более высокую температуру плавления, чем заготовки. Как правило, используются электроды из медного сплава, но в зависимости от свариваемого металла электроды также могут быть изготовлены из вольфрама, молибдена и других материалов.
Заключительный этап включает охлаждение и затвердевание самородка. На этом этапе сварочные электроды остаются в контакте с самородком и действуют как опора, пока металлы остывают и затвердевают. Процесс заканчивается, когда металлы остынут.
Производство сетки — Автоматическая машина для сварки сетки
Что касается проволочных сеток, точечные сварные швы создаются в месте контакта двух проволок, расположенных перпендикулярно. Это обеспечивает постоянное соединение между проводами, обеспечивая прочность и долговечность. Это отличная альтернатива плетеной проволочной сетке, которая не срастается постоянно.
Параметры точечной сварки
Существует довольно много переменных, которые необходимо проверить и отрегулировать во время цикла сварки, чтобы получить сварной шов удовлетворительного качества:
Давление
Приложение правильного давления или силы электрода имеет первостепенное значение для получения качественных сварных швов. Соединение будет слишком маленьким и слабым, если прилагаемое давление будет недостаточным. С другой стороны, слишком большое давление может привести к растрескиванию точечного сварного шва, так как расплавленный металл может привести к утончению листов. Рекомендуется, чтобы глубина углубления электрода никогда не превышала 25% толщины листа.
Текущий
Количество выделяемого тепла зависит от электрического сопротивления и теплопроводности металла.
Классификацию металла следует учитывать при определении величины тока для машины.Диаметр наконечника
Диаметр сварочного наконечника определяет размер точечной сварки. Если наконечник слишком мал, сварной шов может быть слишком маленьким и слабым, тогда как слишком большой наконечник может вызвать перегрев металлов и образование пустот и газовых карманов.
Временной цикл сварки
Результаты точечной сварки могут быть улучшены, а дефекты устранены путем регулировки времени, в течение которого металл подвергается воздействию давления электрода и сварочного тока.
Время сжатия относится к периоду, когда сварочный наконечник электрода оказывает давление на перекрывающиеся металлы.
Нарастание — это время, за которое электрический ток достигает своего пикового значения.
Время сварки — это продолжительность, в течение которой электрический ток протекает между электродами.
За это время выделяется тепло и происходит сплавление металлов.Нисходящий уклон — это участок, на котором электрический ток отключается от его пикового значения.
Время выдержки относится к периоду покоя, когда расплавленный металл затвердевает. Давление электрода в этот период сохраняется, и электроды отводят тепло от сварного шва.
Время выключения используется для обозначения задержки тока от конца последовательности до начала следующей.
Чтобы обеспечить высокое качество и безопасность точечной сварки, свариваемые металлы могут быть подвергнуты таким методам контроля, как ультразвуковой контроль и испытание на механическую прочность (испытания на сдвиг, отрыв и т. д.)
Точечный Сварка различных материалов
Точечная сварка лучше всего подходит для металлов с низкой теплопроводностью и высоким электрическим сопротивлением, таких как низкоуглеродистая сталь. Хотя точечная сварка все еще может выполняться на металлах, которые не обладают этими внутренними свойствами (например, на высокоуглеродистых сталях). Но имейте в виду, что сварные швы более склонны к изломам и растрескиванию, поскольку они могут иметь хрупкую и твердую микроструктуру.
Вот список материалов, которые обычно считаются подходящими для точечной сварки:
Не все металлы подходят для точечной сварки, эти исключения часто могут быть соединены альтернативными методами сварки, такими как пайка или пайка.
Электрод
Сварочные электроды подают электрический ток на металлы и оказывают механическое давление при контакте с заготовками с помощью рычагов и муфты. Механизм приложения давления может приводиться в действие электродвигателем или пневматикой.
Существует два типа неплавящихся электродов, которые используются для точечной сварки:
Токопроводящие электроды
Используется для сварки резистивных материалов, таких как нержавеющая сталь и никель.
Используются медные электроды или электроды из медного сплава, так как они идеально подходят для того, чтобы ток и тепло проходили в заготовку.Резистивные электроды
Эти электроды обычно используются для проводящих металлов, таких как медь и золото. Лучше всего работают молибденовые и вольфрамовые электроды, так как они имеют низкую проводимость и высокое электрическое сопротивление.
Неправильный выбор электродов может привести к их преждевременному износу, что может привести к изменению формы или замене электродов. Некоторые металлы также могут реагировать с электродами. Стали с цинковым покрытием, например, могут загрязнять сварочные наконечники, что приводит к проблемам при соединении с металлами.
В дополнение к выбору материала электрода также доступны различные геометрические формы электродов. Наконечники могут быть заостренными, усеченными или куполообразными.
Блок питания
Аппараты для точечной сварки обычно работают от сети переменного тока. С помощью трансформатора мощность переменного тока позволяет получить большие токи при низких напряжениях. Напряжение точечной сварки обычно устанавливается в пределах от 5 до 22 вольт, электрический ток обычно составляет от 1000 до 10 000 ампер.
Промышленные аппараты для точечной сварки обычно используют трехфазную электроэнергию для достижения высоких пиковых токов в производстве. В частности, он используется для точечной сварки алюминиевых листов для котлов, труб и т.п.
Аппарат для точечной сварки
Аппарат для точечной сварки включает в себя трансформатор для источника питания, сварочные электроды и другие компоненты, позволяющие контролировать параметры сварочных работ (сварочный ток, давление, напряжение и т.д.).
Машины для точечной сварки обычно имеют водяное охлаждение, поскольку за долю секунды выделяется очень большое количество тепла. Электроды имеют каналы для водяного охлаждения для снижения температуры и предотвращения чрезмерного износа.
Оборудование для точечной сварки может управляться вручную или автоматизировано с помощью роботов для точечной сварки. Портативные аппараты для точечной сварки также доступны в виде сварочных пистолетов.
Применение точечной сварки
Автомобильная промышленность
Точечная сварка является ключевым элементом в автомобильной промышленности, поскольку производство автомобильных деталей с использованием этого метода является экономичным, надежным и быстрым. Компании автоматизируют сборочные линии с помощью роботов для точечной сварки. Металлический лист из стали или алюминиевого сплава можно легко превратить в функциональную сборочную деталь за считанные секунды, и все это с исключительной точностью и повторяемостью.
Электроника
Тонкие электронные изделия хорошо подходят для точечной сварки. Качество сварки хорошее, а природа этого метода сварки предотвращает перегрев электронных компонентов. Некоторыми примерами являются переключатели, солнечные батареи, сложные печатные платы и батареи.
Производство гвоздей
Рулоны из углеродистой стали превращают в гвозди, подвергая их сварочному кругу с подачей электрического тока. Этот непрерывный процесс точечной сварки выполняется на высоких скоростях, что позволяет производить тысячи гвоздей в минуту.
Кухонная утварь
Ручки, лопаточки и жестяные чашки часто изготавливаются с помощью точечной сварки. То же самое касается формочек для печенья, которые образованы точечной сваркой металлических лент.
Медицинская промышленность
Медицинская промышленность также использует качество сварки и скорость, с которой этот процесс может выполняться. Ортодонтия, например, использует точечную сварку при креплении зубных имплантатов.
Преимущества точечной сварки
Точечная сварка — один из самых быстрых и чистых методов сварки.
Простой и понятный процесс, в отличие от некоторых других более сложных методов сварки.
В отличие от некоторых общеизвестных процессов (дуговая сварка металлическим электродом в среде защитного газа, сварка TIG и т.
д.) открытое пламя отсутствует.Процесс можно легко автоматизировать с помощью сварочных роботов.
Одновременно можно соединить несколько металлических листов.
- Присадочный материал не расходуется, в отличие от некоторых других методов (сварка МИГ).
Экономически эффективен и экономичен, так как не использует инертные газы или присадочные металлы.
Недостатки точечной сварки
Выравнивание заготовки имеет решающее значение.
Точечная сварка деформирует детали из основных металлов.
Сварка толстых листов металлов невозможна.
Создаваемые соединения могут быть не такими прочными, как при использовании некоторых других методов сварки, поскольку они создают только локальные соединения.
Недостаточное давление обжатия приведет к некачественному сварному шву.
Шунтирование может быть вызвано наличием нескольких стыков или других участков металлических листов.
(Шунтирование означает отведение тока от зоны сварки.)Наконечник электрода может треснуть из-за термоциклирования.
Брызги могут появиться в результате неправильного обращения с параметрами оборудования.
Важные моменты, которые следует помнить
Точечная сварка сопротивлением — это быстрый и экономичный процесс сварки, который широко используется в производстве листового металла. Это привлекательный метод сварки для автоматизации с помощью роботов для точечной сварки, который обеспечивает невероятную скорость и точность без слишком большого компромисса в прочности сварного шва.
Автомобильный сектор исторически извлекал максимальную пользу из этого метода сварки, поскольку применение этого процесса позволяло увеличить скорость производства и сборки. Он в основном используется для сварки стали в автомобильной промышленности, но с течением времени сталь все больше и больше заменяется алюминием из-за оптимизации массы. Автоматизация позволила быстро сваривать большие объемы без ущерба для качества.
Сварка сопротивлением будет по-прежнему доминировать на производственных и сборочных линиях в определенных отраслях промышленности и останется на долгие годы.
Сварочные услуги Fractory включают как ручную точечную сварку для небольших работ, так и роботизированную точечную сварку для удовлетворения современных потребностей серийного производства.
Дуговая сварка и точечная сварка: в чем разница?
Все мы слышали о сварке — так люди склеивают куски металла. Существует множество технических названий для различных видов сварки; они имеют тенденцию работать вместе. Двумя наиболее обсуждаемыми стилями сварки являются дуговая сварка и точечная сварка. Какая разница между двумя? Дуговая и точечная сварка так сильно отличаются?
В чем разница между дуговой сваркой и точечной сваркой? Дуговая сварка использует электрическую дугу — большую искру — для нагрева и сплавления металла, включая присадочный металл. Точечная сварка использует электрическое сопротивление — протекание тока — для соединения деталей без наполнителя.
Иными словами, дуговая сварка подобна молнии, а точечная сварка подобна электрической плите. Различные способы нагрева металла дают каждому процессу сильные и слабые стороны, которые подходят для разных ситуаций. Давайте более подробно рассмотрим каждый процесс сварки, чтобы понять, как он работает, что он может, а что нет.
Table of Contents
The Two Welding Types
Here is a summary of the two welding types:
| Item | Arc Welding | Spot Welding |
|---|---|---|
| Power source | Electricity – arc | Электричество – сопротивление |
| Наполнительный стержень | Соответствует основному металлу | Нет |
| Требуется экранирование? | Да, флюс или газ | No |
| Weld length | Determined by user | Small spots |
| Metal thickness | Any | Very thin |
| Joints possible | Edge to edge, edge to middle | Middle to middle |
| Время сварки | Определяется пользователем и мощностью машины | Менее одной секунды |
| Лучшее для | Изготовление оборудования вручную | Быстрые, воспроизводимые сварные швы листового металла |
| Защитное оборудование | Сварочная маска, сварочные перчатки, огнеупорная одежда | Базовая безопасность в цеху – защитные очки и (возможно) перчатки |
Что такое сварка?
Сварка — это процесс соединения металлических деталей путем плавления их под действием тепла. Сварщики плавят металл, в результате чего два куска сплавляются вместе. Это все равно, что положить пару частично растаявших кубиков льда в чашке обратно в морозильник.
Через пару часов у вас будет один кусок кускового льда вместо двух. Дуговая и точечная сварка используют электричество для нагрева металла, в результате чего часть двух частей плавится, сливается и сплавляется.
На протяжении многих лет люди использовали различные методы нагрева металла для сварки. Сварочные процессы с использованием электричества стали популярными, поскольку они безопасны, эффективны и просты в использовании.
Электрические розетки есть почти везде, и электричество не грозит сжечь ваш магазин, если вы им неправильно воспользуетесь. Дуговая и точечная сварка используют электричество; это практически единственное их сходство.
Связанное чтение: Сварщики хорошо зарабатывают? | Самые высокооплачиваемые сварочные работы
Дуговая сварка
Сварщики дуговой сварки пропускают электрический ток через электрод, через воздух в виде искры, через металлическую заготовку и обратно к сварочному аппарату.
Искра создает невероятное тепло, которое плавит как основной металл проекта, так и присадочный стержень . Расплавленный металл из заготовок и присадочной проволоки смешивается, охлаждается и затвердевает в единое целое.
Сильный нагрев дуги может вызвать вредные химические реакции в металле. Газы в воздухе, особенно кислород и водород в воде, вступают в реакцию с горячей сварочной ванной, в результате чего сварной шов становится хрупким или даже растрескивается.
Чтобы предотвратить это, в процессах дуговой сварки используется некоторая форма экрана, который защищает сварной шов, пока он находится в расплавленном состоянии. Самая большая разница между процессами дуговой сварки заключается в способе защиты сварного шва.
Связанные материалы: 5 основных преимуществ дуговой сварки по сравнению с газовой сваркой
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Примечание: мы начинаем эти разделы с официального названия, присвоенного методу сварки Американским обществом сварщиков. Это группа, которая устанавливает стандарты и спецификации для профессионалов в области сварки. После того, как формальное имя убрано, мы используем наиболее распространенное имя для процесса.
SMAW — это тип сварки, с которым вы, вероятно, знакомы лучше всего. Ее также называют «сварка стержнем» и «дуговая сварка». Эти сварщики используют полоску присадочного металла, покрытую флюсом. Флюс представляет собой комбинацию химических веществ, которые сгорают при зажигании дуги, образуя газы, защищающие сварной шов.
Пример электродуговой сварки защитным металлом SMAW
Некоторые типы электродов также образуют шлак – твердое покрытие на сварном шве, защищающее валик. После завершения сварки шлак должен быть сколот. Это не имеет большого значения для небольших проектов, но может стать проблемой, если вы свариваете часами.
Аппараты для сварки электродом недороги, универсальны и работают на открытом воздухе так же, как и в помещении. Сварочные аппараты также справляются со ржавчиной, коррозией и грязным металлом лучше, чем другие сварочные аппараты . Это делает сварку стержнем любимцем фермеров, механиков и других людей, занимающихся ремонтом старых машин.
Сварка SMAW имеет некоторые недостатки. Научиться этому может быть сложно — сварщики шутят, что это называется сварка «стержнем» из-за того, как часто электрод приваривается к заготовке.
Сварные швы имеют тенденцию быть менее привлекательными, чем другие методы. Наконец, сварка SMAW лучше всего работает с железом и сталью. Возможность сварки алюминия, нержавеющей стали и более экзотических металлов ограничена аппаратами для сварки электродом.
Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом чаще всего называется сваркой металлов в среде инертного газа или MIG. Сварщики MIG обдувают сварной шов постоянным током защитного газа. Они используют ручной пистолет, который обеспечивает непрерывную подачу тонкой проволоки для присадочного металла, одновременно обдувая валик защитным газом.
Наиболее распространенными защитными газами являются двуокись углерода, аргон и смеси этих двух газов. Аргон обеспечивает более чистый сварной шов, более глубокое проплавление и позволяет работать при более низких напряжениях, что отлично подходит для очень тонкого металла. Углекислый газ дешевле, а баллон служит дольше. Правильный выбор газа зависит от целей проекта и вашего бюджета.
Сварка MIG популярна, потому что это самый простой процесс сварки, который позволяет вам работать быстрее. Непрерывная подача проволоки означает, что вам не нужно останавливать сварку, чтобы взять новый присадочный стержень каждый раз, когда вы наложили шесть дюймов валика.
Вам также не нужно снимать шлак с борта. Вы можете поддерживать дугу, пока вы и рабочий цикл вашего сварочного аппарата держитесь.
Пример газометаллической дуговой сварки-GMAW
Из-за механизма подачи проволоки и оборудования для подачи газа, Установки MIG, как правило, дороже, чем сварочные аппараты . Есть гораздо больше движущихся частей и гораздо больше расходных материалов, которые нужно покупать и отслеживать. Машины также немного сложнее настроить, потому что вы должны правильно настроить поток газа в дополнение к настройке дуги.
Сварочные аппараты MIG также плохо работают на открытом воздухе, поскольку защитный газ сдувается ветром. Если вы хотите сваривать MIG снаружи, необходимо установить какое-нибудь ветровое стекло, чтобы вы могли работать в месте с неподвижным воздухом. Это не невозможно, но усложняет работу.
Дуговая сварка с флюсовой проволокой (FCAW)
Сварочные аппараты с флюсовой проволокой представляют собой нечто среднее между аппаратами для сварки MIG и электродуговой сварки. Они используют устройство подачи проволоки сварочного аппарата MIG, но проволока содержит флюс, как стержневой электрод. Эти сварочные аппараты сочетают в себе скорость и точность сварочного аппарата MIG с простым защитным механизмом аппаратов для сварки электродом. Многие аппараты MIG также позволяют выполнять сварку под флюсом.
FCAW — полезный процесс для сварки на открытом воздухе, но для смены типа электрода требуется больше времени. Это лучше всего подходит для выполнения повторных сварных швов одного и того же типа на открытом воздухе.
Дуговая сварка вольфрамовым электродом (GTAW)
Дуговая сварка вольфрамовым электродом обычно называется сваркой вольфрамовым электродом в среде инертного газа или TIG. Сварка ВИГ является наиболее гибким процессом дуговой сварки; он предлагает полный контроль над каждой переменной в процессе сварки. Сварщики TIG требуют тщательной очистки сварного шва. Это также самый медленный процесс и самый сложный в освоении. Если все сделано правильно, получится красивая бусина, похожая на стопку десятицентовиков. Сделано неправильно, это делает беспорядок.
Пример дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW)
При сварке TIG используется неплавящийся вольфрамовый электрод для создания дуги. Наконечник, удерживающий электрод, также подает инертный газ на сварной шов.
Аргон и гелий являются наиболее популярными защитными газами. При сварке TIG оператор зажигает дугу, удерживая электрод в одной руке, а затем наносит присадочный металл палочкой, которую держит в другой руке.
Неплавящийся электрод
Как и при сварке MIG, сварочные аппараты TIG не подходят для работы на открытом воздухе, так как защитный газ выдувается. Лучшая установка для сварки TIG включает в себя верстак и табурет.
Сварка TIG двумя руками делает поддержку и комфорт незаменимыми. Нельзя опираться на одну руку и сваривать другой — оба все время в работе.
Сварочные аппараты TIG отлично подходят для сварки простого железа и стали, но они действительно эффективны при сварке экзотических металлов. Вольфрамовый электрод производит самую горячую дугу из всех сварочных процессов, что помогает сварному шву проникать в алюминий, медь и другие трудно свариваемые металлы.
Безопасность дуговой сварки
Интенсивное тепло и свет от дуговой сварки могут быть опасны. Всякий раз, когда вы выполняете дуговую сварку, вы должны носить надлежащее защитное оборудование. Дуговые сварщики — это не шутки — они могут нанести серьезный ущерб, если вы не подойдете.
- Сварочные маски защищают ваши глаза и лицо во время сварки. Сварочные маски настолько темные, что через них ничего не видно, если только вы не сварите. Солнцезащитные очки или темные очки здесь не подойдут — необходимо иметь сварочную маску. Маски лучше, чем очки, потому что они также защищают вашу кожу. Сварочная дуга может дать вам солнечный ожог, если вы не будете осторожны.
- Сварочные перчатки представляют собой тяжелые кожаные перчатки с подкладкой из ткани. Они как прихватки на стероидах. Свежесваренная сталь слишком горячая, чтобы с ней можно было работать в простых перчатках — вам нужна дополнительная прокладка, чтобы сделать горячую сталь терпимой. Даже в сварочных перчатках ваши руки могут нагреться. Без них вы бы сожгли пальцы дотла.
- Также необходима огнеупорная одежда . Дуговая сварка выбрасывает искры, которые могут вызвать пожар. Как минимум, вам понадобится тяжелая хлопковая одежда, например, джинсовая или хлопковая. Профессиональные сварщики носят одежду из кожи или хлопка, обработанных для повышения огнестойкости. Избегайте синтетических волокон — они пластиковые, и искры сварки проплавят в них дыры.
- Кожаные сапоги также необходимы сварщикам. Профессионалы предпочитают ковбойские сапоги шнуровке, потому что шнурки рано или поздно перегорают. Если вы должны носить шнурки, выбирайте кожу — она огнестойкая. Кроссовки и походные ботинки не подходят для сварки, потому что они имеют вставки из синтетического волокна, которые могут расплавиться.
- Сварочная шапочка или повязка на голову не требуются, но хорошо иметь что-то, чтобы пот не стекал по лицу. Сварка — горячая работа, и в маске и перчатках нельзя вытирать лицо.
Дополнительная литература : Средства индивидуальной защиты для сварщиков – СИЗ | Перечень и требования
Проекты по дуговой сварке
Сварочные аппараты для дуговой сварки лучше всего работают на кромках металла. При дуговой сварке используются пять стандартных соединений; каждый включает по крайней мере одно ребро.
- Стыковые соединения состоят из двух металлических частей, соединенных встык или встык. В результате получается единая плоская поверхность. Сварной шов следует вдоль шва, где соединяются две детали. Сварка может быть выполнена с одной стороны или с обеих сторон.
- Угловые соединения состоят из двух частей, соединенных на концах с помощью уголка. Кончик цельного упирается в плоскую сторону другого, но одним концом. В результате получается угол, отсюда и название соединения.
- Т-образные соединения аналогичны угловым соединениям, за исключением того, что они находятся в середине одной детали. Результат выглядит как буква Т, конец одной части которой соединен с плоской стороной другой. Тройниковые соединения обычно свариваются с обеих сторон соединения, если только металл не очень тонкий.
- Краевые соединения включают два куска металла, которые плотно прилегают друг к другу с выровненными краями. Бусина проходит по краю, чтобы соединить две части в одну.
- Соединение внахлестку представляет собой нечто среднее между стыковым и краевым соединением. Две соединяемые детали слегка перекрывают друг друга. Делаются два сварных шва, по одному с каждой стороны. Каждая бисеринка проходит по краю одной детали, сливаясь с плоской стороной другой детали.
Пример стыкового соединения
Дуговая сварка отлично подходит для соединения больших кусков металла. Трубы, конструкционный металл и листовой металл соединяются, как во сне, при дуговой сварке. Вы можете работать с любым материалом от шестнадцатого калибра до такой толщины, с которой справится ваш сварщик. Где дуговая сварка борется, так это при сварке тонких листов металла.
Сварочные аппараты MIG лучше всего подходят для дуговой сварки листового металла калибра двадцать четыре или меньше, но тепло от любой дуги вызывает проблемы с листовым металлом.
Пример кромочного соединения
Тепло, необходимое для создания дуги – любой дуги – проникает в листовой металл достаточно глубоко, чтобы расплавить отверстие в листе. Скопление тепла вокруг стыка также вредно для листового металла, вызывая его деформацию и обесцвечивание. Если вы соединяете большое количество листового металла, необходим другой процесс. Войдите в контактную сварку.
Сварка сопротивлением
Когда вы пропускаете электрический ток через любой кусок металла, он нагревается. Это основная предпосылка электрических плит и духовок, обогревателей и некоторых обогревателей HVAC. Что означает «достаточно», зависит от типа металла и толщины детали. Если вы пустите ток, тепло может расплавить металл.
Сварщики сопротивления используют это явление для соединения металлических деталей. Сварщики точечной сварки сжимают две металлические детали вместе, а затем пропускают электрический ток через металл, в результате чего листы нагреваются и плавятся. Точечная сварка чаще всего используется в производстве изделий, требующих большого количества листового металла, таких как панели кузова автомобиля и блоки HVAC.
Точечная сварка лучше всего подходит для очень тонких листов. Более толстые куски металла нагреваются дольше. Тепло, необходимое для плавления толстого металла, также рассеивается по металлу при нагревании, вызывая его деформацию. Тонкие листы будут нагреваться, плавиться и сплавляться до того, как нагреется остальная часть изделия.
В отличие от дуговой сварки, при точечной сварке не используются присадочные стержни; стык — это просто два листа, слитых вместе. Поскольку тепло проходит через листы от плоскости к плоскости, точечная сварка работает на внутренних стыках — вы можете соединить середину с серединой. Предел того, насколько глубоко может работать аппарат для точечной сварки, — это длина двух рычагов сварочного аппарата. Если руки могут дотянуться, точечный сварщик сделает соединение.
Безопасность при точечной сварке
Приборы для точечной сварки также безопаснее, чем при дуговой сварке. Вы все равно должны носить защитные очки, хотя стандартные магазинные очки подойдут. Сварщики точечной сварки могут выбрасывать искры, но не производят такого интенсивного света, как дуговая сварка. Также вам понадобятся перчатки. Свежие сварные швы горячие и могут гореть, но тепло меньше, чем у дуговой сварки. Также хорошо иметь перчатки при работе с листовым металлом, потому что он может порезаться, если вы не будете осторожны.
Другие процессы сварки
Существует несколько других способов сварки, с которыми вы можете столкнуться. Некоторые из этих методов не используют электричество, что делает их подходящими для удаленных мест. Другие находятся на переднем крае сварочных технологий. У них обычно есть другие недостатки, которые делают их специализированными методами, а не процедурами общего использования, такими как дуговая и точечная сварка.
Газовая сварка
Этот процесс, также называемый газокислородной или кислородно-ацетиленовой сваркой, использует горящие газы для нагревания металла. Оксиацетилен является наиболее распространенным соединением кислорода с ацетиленом. В нем используются те же резервуары и регулятор, что и в резаке, но с другой головкой. Сварщик нагревает куски металла до тех пор, пока они не расплавятся и не сольются вместе без наполнителя.
Газовая сварка хороша для ремонта, когда у вас нет доступа к электричеству, но сварные швы обычно выглядят непривлекательно. Соединения часто содержат внутренние напряжения, из-за чего они слабее, чем другие сварные соединения. Тем не менее, это отлично подходит для фермеров, лесозаготовителей и других людей, которые работают с тяжелой техникой на улице.
Как вы могли догадаться, кислородно-ацетиленовая сварка может быть опасной — вы размахиваете горелкой, достаточно горячей, чтобы резать сталь. Вы можете легко разжечь огонь ацетиленовой горелкой. Этот процесс сварки также приводит к образованию дыма, поэтому важно проводить сварку в хорошо проветриваемом помещении.
Сварка энергетическим лучом
Эти сварочные аппараты используют для сварки высокоэнергетический лазер или электронные лучи. Необходимое оборудование стоит дорого, поэтому эти процессы обычно ограничиваются заводскими средами с большими объемами. У большинства обычных сварщиков никогда не будет возможности использовать эти космические аппараты.
Плазменная сварка
Плазменная сварка похожа на сварку ВИГ, но использует вольфрамовый электрод и защитный газ. Аппараты плазменной сварки перегревают защитный газ, в результате чего дуга становится более горячей и сфокусированной. Плазменные сварочные аппараты обеспечивают глубокое проплавление и очень узкий валик. Они отлично подходят для точной сварки, но это оборудование дорогое и более сложное в использовании, чем сварка TIG.
Кузнечная сварка
Самый старый процесс сварки называется кузнечной сваркой. Вы берете два куска металла, покрываете стык флюсом, снова нагреваете куски и сбиваете их вместе. Кузнецы кузнечно сваривают металл столько же, сколько люди работают с железом. Это низкотехнологично, трудоемко и сложно, но это работает. Сегодня кузнечная сварка обычно ограничивается изготовлением заготовок из дамасской стали для ножей.
Какой сварочный аппарат вам подходит?
У каждого процесса сварки есть сильные и слабые стороны. Есть работы, где блестит, и есть работы, где воняет. Подумайте о проектах, над которыми вы хотите работать больше всего, и найдите сварщика, который подходит для этого. Вот несколько сценариев, которые вы можете увидеть:
- Ремонтные работы на ржавом, грязном, окрашенном или другом труднодоступном оборудовании. Сварочные аппараты отлично подходят для ремонтных работ; Ваш выбор электрода может помочь проникнуть в мусор и добраться до хорошего металла. Если вы выполняете много ремонтных работ снаружи, кислородно-ацетиленовая установка будет намного дешевле, чем полноценный аппарат для дуговой сварки на газе.
- Сборочные работы на более толстых стальных трубах, уголках и трубах квадратного сечения. Если вы строите что-то с нуля, обратите внимание на машину MIG. Они просты в эксплуатации, обеспечивают хорошие сварные швы и хорошо соединяют конструкционную сталь. Лучше всего они работают в магазине. Если вы строите снаружи, вероятно, лучше использовать сварочный аппарат.
- Мебель и декоративные элементы требуют хорошо выглядящих сварных швов. Вот где блестят сварщики TIG. Для освоения требуется некоторая работа, но вы получите наиболее привлекательные сварные швы при установке TIG. Сварочные аппараты MIG также могут быть хороши для мебели, но TIG здесь является королем.
- Сварка алюминия, нержавеющей стали и экзотических металлов лучше всего подходит для установки TIG. Высокая температура и гибкое использование присадочных стержней делают TIG единственным способом, если большая часть вашей работы связана с металлом, отличным от обычного железа и стали.
- Листовой металл лучше всего подходит для точечной сварки. Вы не получите сверхпрочной прочности дуговой сварки, но в любом случае листовой металл не так прочен, как конструкционная сталь. Сварочные аппараты для точечной сварки недороги в покупке, настройке и эксплуатации.
Сварочный проект: Автомобильная выхлопная система кредит: lincolnelectric.com
Установка цеха
Мы все хотели бы иметь цех, представляющий собой стальное здание размером 30×36 с множеством розеток на 110 и 220 вольт. Если это то, что у вас есть, купите любой сварочный аппарат, который вы хотите. Если ваше пространство ограничено, вам придется подумать о том, какой сварочный аппарат вам подойдет.
Аппараты дуговой и точечной сварки доступны в моделях на 110 и 220 В . Сварочные аппараты на 220 вольт могут работать с более толстым металлом и имеют более длительные рабочие циклы. Использование только сварочных аппаратов на 110 вольт ограничивает размер проекта, которым вы можете управлять.
Если вы ограничены в пространстве, лучшим выбором могут быть точечные сварочные аппараты. Они более компактны и ограничены небольшими проектами.
Обратите внимание на вентиляцию . Сварочные аппараты для точечной сварки не выделяют дыма при их использовании. Дуговая сварка может выделять дым, особенно если вы свариваете окрашенный или грязный металл. Если в вашем магазине ограниченная вентиляция, используйте точечный сварочный аппарат.
Связанные материалы: Респираторы для сварки оцинкованной стали | Опасности при сварке Защита органов дыхания
Заключение
Дуговая сварка и точечная сварка имеют сходства и различия. Оба используют электричество для нагрева и соединения металла. Дуговые сварщики используют искры для расплавления основного металла и присадочного стержня, а точечные сварщики используют электрическое сопротивление основного металла для нагрева и сплавления деталей.
Сварочные аппараты для дуговой сварки проникают глубоко, а точечные сварщики лучше всего подходят для тонких листов металла . Для дуговой сварки требуется кромка для создания сварного шва, в то время как точечная сварка отлично работает в середине детали. Сварочные аппараты точечной сварки работают как есть, в любых условиях. Для дуговой сварки требуются присадочные стержни и (возможно) защитные газы. Некоторые виды дуговой сварки требуют, чтобы вы находились внутри для достижения наилучших результатов.
Если вы заинтересованы в работе с листовым металлом или ваша мастерская сильно ограничена, обратите внимание на точечные сварочные аппараты. Они просты в использовании и хорошо работают в тесных помещениях. Если вы заинтересованы в более крупных проектах и у вас есть место в магазине, дуговые сварочные аппараты являются универсальным инструментом.
Какой бы вид сварки вас ни интересовал, всегда найдется машина, соответствующая вашему бюджету. Сварочные аппараты для точечной и дуговой сварки начального уровня можно приобрести чуть более чем за сотню долларов. С другой стороны, есть сварочные аппараты, которые стоят столько же, сколько подержанный автомобиль.
Если у вас есть сварочный аппарат, вы удивитесь, как раньше обходились без него. Они просты в использовании и открывают ряд проектов, которые большинство людей никогда бы не рассмотрели.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо, что прочитали эту статью. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
1910.255 — Сварка сопротивлением. | Управление по безопасности и гигиене труда
- По стандартному номеру
- 1910. 255 — Сварка сопротивлением.
1910.255 (а)
Общие —
1910.255(а)(1)
Установка . Все оборудование должно быть установлено квалифицированным электриком в соответствии с подразделом S настоящей части. Должен быть предусмотрен предохранительный выключатель, автоматический выключатель или прерыватель цепи для размыкания каждой силовой цепи машины, удобно расположенный на машине или рядом с ней, чтобы можно было отключить питание, когда машина или ее элементы управления должны быть отключены. обслуживается.
1910. 255(а)(2)
Тепловая защита . Лампы зажигания, используемые в оборудовании для контактной сварки, должны быть оборудованы выключателем тепловой защиты.
1910.255(а)(3)
Персонал . Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть должным образом проинструктированы и признаны компетентными для работы с таким оборудованием.
1910.255(а)(4)
Охрана . Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или ограждены таким образом, чтобы предотвратить их случайное включение оператором.
1910.255(б)
Машины для точечной и шовной сварки (непереносные) —
1910. 255(б)(1)
Напряжение . Все внешние цепи управления инициированием сварки должны работать на низком напряжении, не выше 120 вольт, для безопасности операторов.
1910.255(б)(2)
Сварка конденсаторов . Оборудование для контактной сварки с накопителем энергии или разрядом конденсатора и панели управления с высоким напряжением (более 550 вольт) должны быть соответствующим образом изолированы и защищены полными кожухами, все двери которых должны быть снабжены соответствующими блокировками и контактами, подключенными к цепи управления (аналогично к блокировкам лифта). Такие блокировки или контакты должны быть сконструированы таким образом, чтобы эффективно отключать питание и закорачивать все конденсаторы, когда дверь или панель открыты. В дополнение к механическим блокировкам или контактам должен быть установлен переключатель с ручным управлением или соответствующее положительное устройство в качестве дополнительной меры безопасности, обеспечивающей абсолютный разряд всех конденсаторов.
1910.255(б)(3)
Блокировки . Все двери и панели доступа всех машин для контактной сварки и панели управления должны быть заперты и заблокированы для предотвращения доступа посторонних лиц к частям оборудования, находящимся под напряжением.
1910.255(б)(4)
Охрана . Все операции с машиной для прессовой сварки, когда существует вероятность того, что пальцы оператора находятся под рабочей точкой, должны быть эффективно защищены с помощью таких устройств, как электронная схема защиты глаз, два ручных управления или защита, аналогичная той, которая предписана для Работа штамповочного пресса, § 1910.217 этой части. Все цепи, шестерни, приводные звенья шины и ремни должны быть защищены соответствующими ограждениями в соответствии с § 1910. 219 настоящей части.
1910.255(б)(5)
Щиты . Опасность летящих искр должна быть устранена там, где это целесообразно, путем установки защитного ограждения из безопасного стекла или подходящей огнестойкой пластмассы в месте эксплуатации. При необходимости должны быть установлены дополнительные экраны или занавески для защиты проходящих людей от летящих искр. (см. § 1910.252(b)(2)(i)(C) этой части.)
1910.255(б)(6)
Ножные переключатели . Все ножные переключатели должны быть ограждены для предотвращения случайного включения машины.
1910.255(б)(7)
Кнопки остановки . На всех специальных машинах для многоточечной сварки, включая двухстоечные и четырехстоечные сварочные прессы, должны быть предусмотрены две или более кнопки аварийного останова.
1910.255(б)(8)
Английские булавки . На больших машинах должны быть предусмотрены четыре предохранительных штифта с заглушками и гнездами (по одному в каждом углу), чтобы при удалении и вставлении предохранительных штифтов в ползун или плиту пресс становился неработоспособным.
1910.255(б)(9)
Заземление . Там, где это технически целесообразно, вторичная обмотка всех сварочных трансформаторов, используемых в машинах для многоточечной, рельефной и шовной сварки, должна быть заземлена. Это можно сделать путем постоянного заземления одной стороны цепи вторичного сварочного тока. В тех случаях, когда это технически нецелесообразно, приемлемой альтернативой является заземляющий реактор с отводом посередине, подключенный ко вторичной обмотке, или использование защитного выключателя в сочетании с управлением сваркой. Предохранительный разъединитель должен обеспечивать размыкание обеих сторон линии при отсутствии сварочного тока.
1910.255(с)
Портативные сварочные аппараты —
1910.255(с)(1)
Противовес . Все переносные сварочные горелки должны иметь подходящие уравновешивающие устройства для поддержки горелок, включая кабели, за исключением случаев, когда конструкция горелки или приспособления делает уравновешивание нецелесообразным или ненужным.
1910.255(с)(2)
Страховочные цепи . Все переносные сварочные горелки, трансформаторы и сопутствующее оборудование, подвешенное к подвесным конструкциям, проушинам, тележкам и т. д., должны быть оборудованы страховочными цепями или тросами. Страховочные цепи или тросы должны выдерживать полную ударную нагрузку в случае выхода из строя любого компонента поддерживающей системы.
1910.255(с)(3)
Вилка . Каждая скоба должна выдерживать общую ударную нагрузку подвешенного оборудования в случае отказа тележки.
1910.255(с)(4)
Защита переключателей . Все пусковые выключатели, включая втягивающие и двойные программные выключатели, расположенные на переносной сварочной горелке, должны быть оборудованы соответствующими ограждениями, способными предотвратить случайное срабатывание при контакте с креплениями, одеждой оператора и т. д. Напряжение пускового переключателя не должно превышать 24 В.
1910. 255(с)(5)
Подвижный держатель . Подвижная обойма в том месте, где она входит в корпус пистолета, должна иметь достаточный зазор для предотвращения срезания пальцев, небрежно помещенных на работающую подвижную обойму.
1910.255(с)(6)
Заземление . Вторичная обмотка и корпус всех переносных сварочных трансформаторов должны быть заземлены. Вторичное заземление может быть выполнено вторичной обмоткой с отводом от середины или заземляющим реактором с отводом от середины, подключенным параллельно вторичной обмотке.
1910.255 (г)
Оборудование для сварки оплавлением —
1910.255(д)(1)
Вентиляционное защитное ограждение . Машины для сварки оплавлением должны быть оборудованы кожухом для контроля летящего факела. В случаях высокой производительности, когда материалы могут содержать масляную пленку и выделяются токсичные элементы и пары металлов, должна быть обеспечена вентиляция в соответствии с § 19.10.252(с) настоящей части.
1910.255(г)(2)
Противопожарные шторы . Для защиты операторов близлежащего оборудования вокруг машины должны быть установлены огнеупорные шторы или подходящие экраны таким образом, чтобы не мешать движениям операторов.
1910.255 (е)
Техническое обслуживание . Периодические проверки должны проводиться квалифицированным персоналом по техническому обслуживанию, и должен вестись протокол сертификации. Запись о сертификации должна включать дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор для проверенного оборудования. Оператор должен быть проинструктирован сообщать о любых дефектах оборудования своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будут завершены ремонтные работы по обеспечению безопасности.
Что такое точечная сварка? Тщательное понимание
Последнее обновление
Точечная сварка, также известная как сварка электрическим сопротивлением, считается одной из старейших форм сварки. Сварщики считают этот метод наиболее эффективным при соединении двух или более металлических листов. Этот метод включает применение огромного давления, тепла и электрического тока через металлические листы. Делая это, вы устраните сопротивление металлических листов, что приведет к плавлению.
Точечная сварка на протяжении многих лет используется в различных отраслях народного хозяйства. Такие предприятия, как разработка автомобилей в обрабатывающей промышленности, используют точечную сварку листового металла. По завершении листового проката полученный сварной шов используется для изготовления кузовов транспортных средств.
Как работает точечная сварка?
Во-первых, давайте разберемся с этапами процесса точечной сварки. Вот обзор.
1. Выравнивание заготовок и металлических листов
Перед началом сварки все заготовки и металлические листы выравниваются соответствующим образом. Это действие имеет решающее значение, поскольку после того, как листы будут сварены вместе, их отсоединение будет невозможно. Если вы не выровняете свои заготовки правильно, вам может потребоваться повторить процедуру заново, используя новые металлические листы.
2. Прижимные электроды
Процесс прохождения электродов включает в себя выбор подходящих электродов для сварки ваших заготовок. Большинство сварщиков предпочитают использовать электроды из чистой тугоплавкой меди из-за их повышенной способности сопротивляться окислению и удерживать тепло. Эти электроды также идеальны, так как они содержат части молибдена (Mo). Известно, что МО имеет высокую температуру плавления, достаточную для предотвращения расслаивания.
3. Обеспечение протекания тока через электроды
В этом процессе вам необходимо расположить электроды в правильно отведенных для них местах. Наступите на правую кнопку на вашем сварочном аппарате, чтобы произвести необходимый электрический ток. Ступенька будет генерировать электрический ток высокого напряжения. Затем ток течет через электроды и металлические стержни в металлические листы. В результате сопротивления металла электрическому току выделяется тепло для расплавления металлического листа и образования сварного шва.
Вырабатываемое тепло ограничивается только площадью контакта между электродом и сварным швом. Прижимайте электроды к металлическим листам с разумной силой, чтобы получить качественный выход. На этапе выдержки выключите ток, поддерживая давление, чтобы сваренный самородок остыл.
Тип деталей, с которыми вы будете работать во время точечной сварки, будет определять тип и величину используемого тока. Например, количество времени, в течение которого протекает ток, определяется толщиной заготовки. Как только все ваши листы будут точно сварены, снимите и переместите электроды, чтобы подготовиться к новому сеансу сварки.
Материалы, используемые при точечной сварке
Существуют различные виды сырья для точечной сварки. Помимо металлических, вы можете использовать сталь, никелевые сплавы, титан и проволочную сетку. Сталь широко используется в автомобильной промышленности из-за ее высокого электрического сопротивления и плохой проводимости. Автомеханики предпочитают низкоуглеродистую сталь высокоуглеродистой стали, потому что она не трескается.
Точечная сварка также может быть затруднена из-за различных факторов. Самые распространенные из них включают использование оцинкованной стали и алюминия. Эти материалы требуют высокого уровня электрического тока для сварки и более длительного времени сварки, в отличие от сварки стали.
Другим фактором является неподходящая толщина сварочных материалов. Точечная сварка требует использования материалов толщиной близкой к 3 мм. Если вы используете листы разных размеров, всегда соблюдайте соотношение 3:1, чтобы получить качественные сварные швы.
Авторы и права: Fusionstudio, Shutterstock
Параметры точечной сварки
1. Сила электродов
Сила электродов относится к количеству энергии, необходимой для слияния или сплавления металлических листов. Чем выше количество энергии, тем больше тепла будет выработано. В этом случае инженеры должны быть предельно осторожны, чтобы не поставить под угрозу качество сварного шва.
Иногда требуется увеличить сварочный ток, чтобы увеличить усилие сварки. Убедитесь, что увеличение находится на умеренном уровне, чтобы уменьшить образование брызг между листами и электродами. В случае образования брызг электроды прилипнут к металлическим листам и испортят окончательный шов.
Точечная сварка также требует применения минимального давления. Минимальное давление помогает сохранить электрический ток и тепло, выделяемое металлическими листами и электродами. Приложение большого давления создает маленькое пятно, которое снижает проварную способность сварного шва.
2. Время сжатия
Время сжатия, также называемое запрограммированным временем сжатия, представляет собой разницу между начальным усилием электрода и начальным током на заготовке. Этот параметр действует путем стабилизации сварочного наконечника перед подачей на него электрического тока. Пропуск этого шага может привести к искривлению, преждевременному износу электрода или межфазному выталкиванию.
Увеличение продолжительности обжатия необходимо для получения качественных сварных швов. С другой стороны, это расширение также может привести к увеличению эксплуатационных расходов и уменьшению количества сварных швов за сеанс. Ограничение времени обжатия может привести к выбросу металла или получению некачественных сварных швов. Убедитесь, что вы заранее запрограммировали время сжатия перед началом сварки. Программирование осуществляется от источника питания, чтобы обеспечить эффективную стабилизацию силы электрода.
3. Время сварки
Время сварки – это продолжительность подачи электрического тока на заготовки или металлические листы. Это время обычно рассчитывается с использованием циклов линейного напряжения. Однако точно рассчитать время сварки сложно. Он в значительной степени зависит от активности, проводимой вокруг места сварки.
При определении времени сварки необходимо учитывать следующие факторы:
- Тип и сила тока должны обеспечивать качественный сварной шов
- Убедитесь, что время сварки очень короткое
- При сварке толстых листов время сварки необходимо для получения крупки большого диаметра
- Выберите параметры, снижающие вероятность износа электродов
- Изменить продолжительность сварки во время автоматической зачистки наконечника и сохранить постоянное значение контактной поверхности электрода
4. Время выдержки
Время выдержки — это период после сеанса сварки. В это время электроды остаются прикрепленными к металлическому листу для постепенного охлаждения зоны сварки. После того, как расплавленная масса затвердеет, перед началом нового сеанса снимите свариваемые детали с поверхности сварки.
Превышение времени выдержки приведет к ненужному распространению тепла по сварному шву. Это распространение тепла может привести к нагреву электродов и их износу. Высокоуглеродистые материалы требуют небольшого времени выдержки. Такие материалы начинают трескаться и становятся хрупкими при длительных сеансах выдержки. Удаление электродов до затвердевания зерен может привести к разрыву сварных швов или к получению непрочных сварных швов.
Авторы и права: Прафан Джампала, Shutterstock
Применение точечной сварки
1. Производство электроники
Точечная сварка широко используется для изготовления таких изделий, как газовые датчики, солнечные панели, переключатели, высоковольтные кабели и печатные платы. Известно, что этот метод обладает высоким электрическим сопротивлением, что делает его идеальным для изготовления сложных и чувствительных электронных изделий.
2. Наплавление гвоздей
Значительная часть населения не осведомлена о том, что точечная сварка является одним из способов соединения рулонов гвоздей. Приварка стальной проволоки к гвоздям обычно выполняется на высоких скоростях с использованием пневматических магазинов для гвоздезабивных пистолетов. Чтобы увеличить количество производимых гвоздей, сварщики могут использовать круги для шовной сварки. Использование этих колес гарантирует производительность около 1200 гвоздей в минуту.
Перед тем, как начать процесс сплавления гвоздей, убедитесь, что подается точный электрический ток. Фокус вашего электрического тока должен быть в основном в точке, где гвоздь находится под сварочным кругом. Пристальное внимание к электрическому току приведет к точной фиксации гвоздей в готовности к сплавлению.
3. Автомобильная промышленность
Точечная сварка широко известна в автомобилестроительной отрасли, поскольку ее стоимость невелика и легкодоступна. Этот метод также является быстрым и обеспечивает эффективный и простой способ сварки листового металла для производства автомобилей. Производители также могут извлечь выгоду из небольшого времени, затрачиваемого на использование этого метода, и разработать больше автомобилей за смену, что приведет к максимизации прибыли.
Точечная сварка не требует особых навыков. Этот метод может эффективно использоваться даже обученным персоналом или запрограммированными роботами, что обеспечивает бесперебойную работу производственного процесса.
4. Лечение зубов
Точечная сварка применяется в зуботехнических лабораториях для нескольких видов лечения. Этот метод используется для нагрева или ремонта ортодонтических материалов с помощью электропайки. Ортодонт может использовать аппарат для точечной сварки для отжига проволоки, используемой для крепления зубных имплантатов.
5. Производство аккумуляторов
Электрическое сопротивление используется для точечной сварки полос с никель-металлогидридными, литий-ионными аккумуляторами или никель-кадмиевыми элементами при производстве аккумуляторов. Точечная сварка приваривает тонкие никелевые полоски к клеммам аккумулятора. Этот метод широко предпочтительнее обычного процесса пайки, поскольку он предотвращает частый нагрев батареи.
Преимущества использования точечной сварки
- Быстрый метод
Известно, что точечная сварка дает результаты за короткое время. При точечной сварке выделяемого тепла достаточно для равномерного и быстрого последовательного соединения двух металлических листов. Несмотря на быстроту метода, заготовки никогда не деформируются.
- Легко понять
Точечная сварка является одним из старейших и хорошо известных способов сварки. Этот метод хорошо определен и легко применим для сварки различных тонких металлов, таких как никель и нержавеющая сталь. Поскольку этот метод прост для понимания и применения, он широко используется в нескольких секторах, таких как авиация, автомобилестроение, строительство.
- Доказано и протестировано
Точечная сварка отличается высокой совместимостью, эффективностью и однородностью. По сей день все заинтересованные стороны в области точечной сварки проделали большую работу, чтобы проверить и доказать, что этот метод является лучшим.
- Энергоэффективность
Сварка методом электрического сопротивления требует минимального количества энергии и электроэнергии. Этот метод обеспечивает гораздо более эффективное использование электричества и энергии, чем другие методы сварки, такие как MIG и TIG.
- Экономичный
Точечная сварка снижает производственные затраты инженеров, поскольку она относительно дешева в эксплуатации. Этот процесс также позволяет вам включать роботов, которые увеличивают производственные мощности. По этой причине точечная сварка легко сочетается с другими сложными методами производства, особенно в таких областях, как сборочная линия производства.
Недостатки сварки трением
- Требуется большая рабочая зона
Точечная сварка не может выполняться в небольшом или ограниченном рабочем пространстве. Метод предполагает использование большого количества тепла и вредных газов. Таким образом, этот метод требует, чтобы у вас была большая и хорошо вентилируемая рабочая зона.
- Может быть опасным
Сварочные пистолеты, используемые для точечной сварки, тяжелые и требуют большой силы при их использовании. Такие характеристики делают метод очень опасным, особенно для пожилых сварщиков. Большое количество тепла, выделяемое во время сварки, может вызвать серьезные ожоги при попадании на кожу сварщика.
Сварщики также всегда находятся рядом с опасными дымами и искрами, которые представляют значительный риск для их здоровья. К другим рискам для сварщиков относятся аварии и травмы, особенно рук и пальцев.
- Точечная сварка может быть слабой
Точечная сварка не подходит для сварки более толстых материалов. Окончательный сварной шов будет низкого качества, так как точечный сварной шов не проварится должным образом. Из-за этой слабости проекты, выполненные с использованием точечной сварки, легко ломаются, что требует регулярного ремонта.
Часто задаваемые вопросы
1. Возможна ли точечная сварка толстых материалов?
Точечная сварка в основном используется для соединения тонких материалов толщиной около 3 миллиметров. При сварке компонентов разных размеров следите за тем, чтобы соотношение толщин не превышало 3:1. Прочность окончательного сварного шва будет зависеть от количества и размера каждого материала. Конечный продукт должен иметь диаметр точечной сварки от 3 мм до 12,5 мм.
2. Можно ли точечной сваркой алюминия?
С годами сварочная промышленность постепенно перешла от использования стали к использованию алюминия. Эта замена произошла во многих приложениях, таких как производство автомобилей, где вес является важным компонентом. Большинство сварщиков предпочитают использовать трехфазную электроэнергию для точечной сварки и изготовления легких алюминиевых изделий.
Большое количество электроэнергии, необходимой для такой сварки, делает точечную сварку наиболее подходящим методом. Время оборота, в течение которого точечная сварка подает электрический ток, составляет 0,1 секунды или меньше.
3. Как работает аппарат для точечной сварки?
Сварка сопротивлением связана с сопротивлением материала протеканию тока. В этом процессе окончательный сварной шов формируется путем сочетания давления, времени и тепла. Сопротивление материала приведет к образованию локализованного тепла для плавления материалов. Свариваемые детали обычно удерживаются давлением, оказываемым наконечниками электродов и щипцами.
Наконечники электродов и щипцы также служат проводниками, по которым протекает электрический ток во время цикла сварки. Несколько факторов обычно определяют продолжительность сварки. К этим факторам относятся:
- Толщина материала
- Площадь поперечного сечения контактных поверхностей сварочного наконечника
- Тип и величина тока
Заключение: точечная сварка
Точечная сварка лучше всего применяется, когда вам нужны сварные швы с малым поперечным сечением.
