Как согнуть нержавейку листовую в домашних условиях: Как гнуть листовой металл в домашних условиях
Содержание
Гибка нержавеющего листа — Как согнуть лист нержавейки
17.02.2022
Поделится
На крупных промышленных предприятиях и в небольших частных мастерских работа с листовой нержавейкой максимально востребована. Подобного рода заготовки открывают широчайшие возможности для формирования деталей различной конфигурации. В зависимости от потребностей лист нержавеющий можно заказать и купить нужного размера, толщины, марки стали.
Плоская форма оптимально удобна для обработки посредством сгибания, так как позволяет практически полностью сохранить механическую прочность металла, устойчивость к коррозии. По сравнению с другими способами (резкой, сваркой) эта технология более надёжна, так как не образует швов, иных соединений.
Зачем гнуть лист из нержавеющей стали
В промышленности гибка нержавеющего листа востребована для изготовления цистерн, ёмкостей, труб в пищевой, химической, фармацевтической, химической отраслях. Её используют для производства деталей в машино-, судо-, приборостроении. Не меньшей популярностью пользуется она в строительстве, оформлении интерьеров, так как позволяет создавать элементы декора практически любой формы, реализуя самые смелые дизайнерские идеи.
Не меньшей популярностью пользуется она в строительстве, оформлении интерьеров, так как позволяет создавать элементы декора практически любой формы, реализуя самые смелые дизайнерские идеи.
Чем согнуть лист нержавейки
Чтобы максимально сохранить прочностные показатели, рекомендуется, чтобы гибка листовой нержавейки осуществлялась на специализированном оборудовании – листогибочных станках. Они могут быть трёх видов:
- Прессовые. Универсальное оборудование, которое можно быстро перенастроить для получения заготовок с различной конфигурацией, углом изгиба;
- Ротационные. Необходимая конфигурация придаётся вращающимися элементами – валками. В движение они могут приводиться ручным, гидравлическим, пневматическим, электромеханическим усилием;
- Поворотные. Состоят из стационарной опоры – станины, фиксирующего элемента – прижимной балки и подвижного рычага – траверса.
Необходима отвечающая высоким требованиям сталь?
Выбирайте материал с подходящими свойствами на нашем сайте и оставляйте заказ!
В нашем ассортименте представлен материал самого разнообразного назначения!
Алгоритм действий
В зависимости от типа прилагаемого усилия гибка листа нержавейки может выполняться различными способами:
- Автоматизированный.
 Подходит для случаев, когда требуется высокая точность выполнения работ для создания сложных конфигураций, и когда толщина металла значительна. С этой целью применяются гидравлические вальцы, роликовые прессы.
Подходит для случаев, когда требуется высокая точность выполнения работ для создания сложных конфигураций, и когда толщина металла значительна. С этой целью применяются гидравлические вальцы, роликовые прессы. - Ручной. Используется для относительно тонких заготовок, которым придаётся простейшая форма. В качестве упора подойдёт любая горизонтальная устойчивая поверхность. Для формирования угла потребуется киянка, плоскогубцы, молоток.
Как согнуть лист нержавеющей стали в домашних условиях
Разбираясь, как согнуть лист нержавейки в домашних условиях, важно учитывать, что придание формы выполняется без сварочных работ и без нагрева, чтобы максимально сохранить прочность, коррозионную стойкость металла.
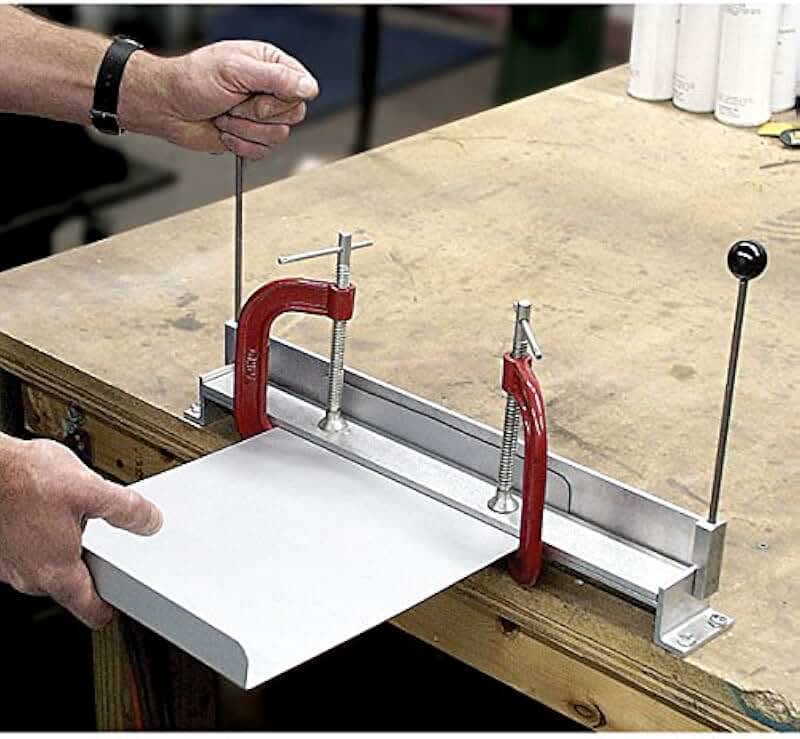
Для сгибания под прямым углом нержавеющей стали толщиной до 1,2 мм потребуется деревянный брусок в качестве опоры, плоскогубцы для фиксации заготовки и молоток для сгибания. Важно, чтобы он был прорезиненный или деревянный. В отличие от металлических инструментов эти материалы не оставляют вмятин.
В отличие от металлических инструментов эти материалы не оставляют вмятин.
Зафиксированный на бруске нержавеющий лист медленно отгибают вверх по заранее намеченной карандашом линии. Когда угол визуально приближается к 90, его укладывают на брусок и подравнивают молотком до состояния, близкого к идеальному.
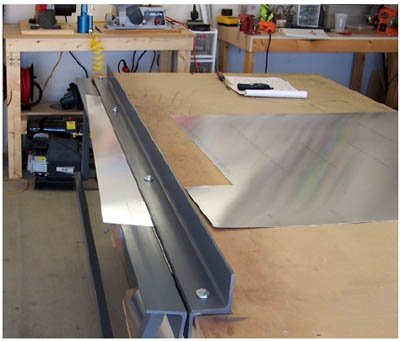
Если нержавейка листовая имеет толщину около 2 мм, её гибка производится на стальном уголке. Фиксация заготовки производится между двумя деревянными брусками. Для придания формы также используется деревянный или резиновый молоток.
Итог
Так как согнуть лист нержавейки можно как в промышленных, так и домашних условиях – это наиболее простой, доступный способ обработки нержавеющей стали, который может выполняться различными способами. Он позволяет придавать изначально плоской поверхности любую форму от прямого угла до цилиндра.
© Запрещено — копирование, распространение или использование иным способом любых материалов, размещенных на данном сайте, без предварительного письменного согласия ООО ТПП «ВЕСТА», которому принадлежат все авторские права.
www.westa.kiev.ua
Продвижение сайта voll.com.ua
Как согнуть трубу из нержавейки в домашних условиях: методы
Главная » Обработка металла » Сгибание » Как правильно согнуть трубу из нержавейки
На чтение 4 мин
Содержание
- Особенности гибки труб
- Негативные последствия гибки
- Методы гибки
- Принципы гибки в домашних условиях
При монтаже систем отопления и водоснабжения из труб необходимо выполнять сгибы и переходы. Обработке могут быть подвержены профиля круглого и квадратного сечения. В зависимости от толщины стенок труб, сечения профиля, радиуса загиба подбирается метод выполнения обработки.
Согнутые нержавеющие трубы
Особенности гибки труб
Гибка профиля из нержавеющей стали проводят несколькими способами:
- ручной;
- механический;
- холодный.
В процессе обработки могут возникать негативные последствия, которые пагубно повлияют на трубную конструкцию. В зависимости от материала, из которого изготовлен профиль, внутреннего диаметра, а также радиуса загиба отличается и степень дефектов. Перед тем как согнуть трубу из нержавейки подбирается метод обработки.
Перед тем как согнуть трубу из нержавейки подбирается метод обработки.
При загибе профиля необходимо помнить, что запрещается применять нагрев металла.
Негативные последствия гибки
К недостаткам при обработке трубы из нержавеющей стали относятся:
- Изменение параметров внешних и внутренних стенок радиуса. В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию.
- Значительное ослабление происходит при овализации заготовки. Такое явление может отрицательно сказываться при монтаже трубопровода для перемещения пульсирующей жидкости или газа.
- Проявление складок на внутренней стороне наблюдается в результате увеличения толщины профиля. При таком дефекте внутренний поток вещества столкнется с повышенным сопротивлением связанное с уменьшением диаметра трубы. Складки способствуют появлению коррозии, прочность конструкции снизится.
При выполнении обработки трубного профиля применяют некоторые методы защиты от повреждений:
- внутренний ограничитель сохраняет целостность заготовки;
- внешние упоры способны сохранит внешние поверхности профиля.

Для предотвращения дефектов рекомендуют применять внешние и внутренние ограничители.
Методы гибки
Применение ручных или промышленных приспособлений зависит от количества заготовок и параметров сгиба. Чтобы согнуть нержавеющую трубу используют следующие методы:
- Наматыванием можно обработать заготовку сечением от 1 см до 4,26 см, при этом создается различная конфигурация. Для сохранения формы профиля применяют ограничители, состоящие из частей.
- При помощи обкатки сгибают детали диаметром не более 15 см, а также большой толщины стенок. Обработка ведется в результате перемещения ролика вокруг статичного основания.
- Для того, чтобы придать трубе форму кольца или спирали необходимо применить метод вальцовки. Заготовка гнется в результате перемещения между роликами.
- Для предотвращения образования дефектов при гнутье профиля применяется способ растяжения. Концы трубы закрепляют, растягивают и сгибают.
- Для выполнения опорного метода используют пару стоек, на них укладывается труба.
 При помощи домкрата и шаблона придается форма трубе. Максимальный диаметр до 35,1 см.
При помощи домкрата и шаблона придается форма трубе. Максимальный диаметр до 35,1 см. - В результате нагнетания внутрь детали избыточного давления воды могут проявляться напряжения, которые делают нержавейку пластичной. Форму придают также при помощи шаблона вручную.
- Заготовку проталкивают через неподвижный и подвижный ролик. При изменении расстояний между роликами изменяется радиус изгиба.
В качестве внутренних ограничителей могут применяться такие приспособления, как пружины, металлические тросы, а также вода или масло. В роли смазки могут использоваться эмульсии, предотвращающие проявление коррозии.
Гибка трубы с помощью станка
Принципы гибки в домашних условиях
Чтобы согнуть трубу без трубогиба в домашних условиях, необходимо выполнить следующее:
- Предварительно изготавливают пружину из проволоки сечением не более 4 мм. Она должна свободно проходить внутри заготовки.
- На один конец пружины подвязывают проволоку для того, чтобы в дальнейшем изъять ее из профиля.
 Деталь помещают в трубу непосредственно в участок подверженный обработке.
Деталь помещают в трубу непосредственно в участок подверженный обработке. - Выполняют гнутье заготовки при помощи подготовленной матрицы или шаблона. Для увеличения усилия применяют удлинитель на противоположном конце.
- После гнутья из профиля вынимают пружину.
Для предотвращения дефекта профиля можно применять воду или песок. Материал заливают или засыпают внутрь трубы и герметично закрывают с двух сторон. Заготовку рекомендуется заморозить при этом вода обратиться в лед. Загиб проводят вручную, в дальнейшем лед растает, останется слить жидкость.
( 3 оценки, среднее 1 из 5 )
Поделиться
Как согнуть стальной лист в домашних условиях
16 января 2023 г. 16 января 2023 г.
| 1:56
Изгиб стального листа может оказаться непростой задачей даже для самых опытных домашних мастеров. Однако при наличии правильных инструментов и методов любой может научиться сгибать стальные листы в домашних условиях. Продолжайте читать, чтобы узнать наше пошаговое руководство о том, как завершить этот проект.
Однако при наличии правильных инструментов и методов любой может научиться сгибать стальные листы в домашних условиях. Продолжайте читать, чтобы узнать наше пошаговое руководство о том, как завершить этот проект.
Шаг 1. Соберите припасы
Прежде чем приступить к проекту по гибке стальных листов, убедитесь, что у вас есть все материалы и инструменты, необходимые для успеха. Вам понадобится стальной лист (размер будет зависеть от того, для чего вы его используете), два зажима или тиски, автомобильный домкрат, защитные очки, сварочные перчатки и молоток или наковальня. Также полезно иметь помощника, который может помочь вам с более сложными частями работы.
Шаг 2. Подготовьте рабочее место
После того, как вы собрали все необходимое, пришло время подготовить рабочее место. Убедитесь, что на вашем рабочем месте нет мусора или препятствий, которые могут помешать вам во время работы. Поместите стальную пластину между двумя зажимами или тисками, чтобы она надежно удерживалась на месте и не могла соскользнуть или сдвинуться, пока вы работаете с ней.
Шаг 3. Изгиб стальной пластины
С помощью автомобильного домкрата медленно нажимайте на один конец стальной пластины, пока она не начнет изгибаться. Если возможно, наймите помощника, который поможет удерживать другой конец, пока вы нажимаете домкратом — это поможет удерживать все на месте во время работы и облегчит вам обоим отслеживание того, куда движется предмет по мере его движения. вокруг на столе. Как только одна сторона будет согнута, насколько это возможно, поменяйте стороны и повторяйте, пока обе стороны не будут согнуты внутрь друг к другу под одинаковыми углами (это должно сформировать форму «М»). На этом этапе, если необходимо, используйте молоток или наковальню, чтобы разбить оставшиеся перегибы или неровности, чтобы создать гладкую поверхность.
Шаг 4. Очистите свое рабочее место
После того, как стальной лист будет согнут в желаемую форму, очистите свое рабочее место, убрав все инструменты и расходные материалы, использованные в процессе. На протяжении всего процесса обязательно надевайте защитные очки и сварочные перчатки — эти предметы защитят ваши глаза от летящих предметов, образовавшихся в результате разбивания перегибов молотком или наковальней, и защитят ваши руки от тепла, выделяющегося при сгибании металлических пластин автомобильным домкратом!
На протяжении всего процесса обязательно надевайте защитные очки и сварочные перчатки — эти предметы защитят ваши глаза от летящих предметов, образовавшихся в результате разбивания перегибов молотком или наковальней, и защитят ваши руки от тепла, выделяющегося при сгибании металлических пластин автомобильным домкратом!
Вывод:
Гибка стальных пластин может показаться пугающей задачей, но, следуя нашему пошаговому руководству, каждый сможет это сделать! Имея всего лишь некоторые основные материалы и тщательное внимание к деталям, каждый может создавать индивидуальные изгибы в своих проектах, не нанимая профессиональных услуг, что экономит их время и деньги! Помните – всегда надевайте защитные очки и перчатки при выполнении работ, связанных с металлообработкой! Удачи!
Бхавеш Ядав
Познакомьтесь с Бхавешем, опытным блоггером с богатыми знаниями и опытом. От производства металлических изделий до розничной торговли, Бхавеш имеет разнообразный опыт работы в различных отраслях и стремится поделиться своими знаниями и опытом с читателями.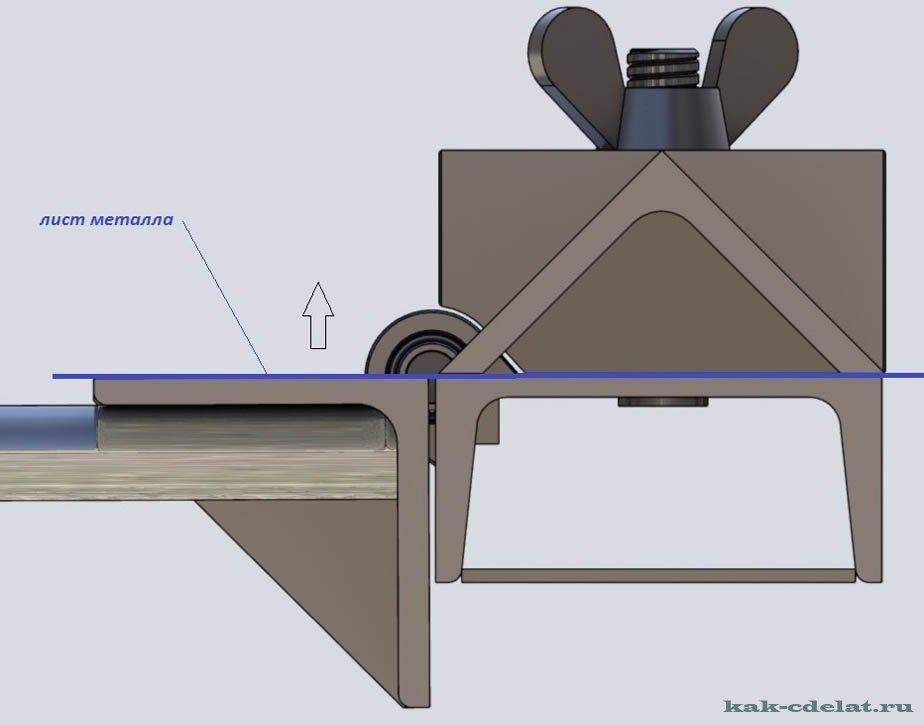
Как согнуть листовой металл
С ростом спроса на металлические изделия/конструкции, изготовленные на заказ, процесс гибки листового металла стал жизненно важным аспектом в металлообрабатывающей промышленности. С помощью процесса гибки листового металла производители могут легко преобразовывать металлические листы в желаемые формы и воплощать свои фантазии в реальность. Но согнуть металлические листы не так просто, как кажется.
Чтобы согнуть листовой металл в точные, чистые и профессионально выглядящие изгибы, металлическая конструкция должна пройти несколько процессов гибки в зависимости от веса, прочности на растяжение и других свойств металлической конструкции. В зависимости от свойств металлического листа методы или приемы гибки могут различаться. Нельзя применять методы сильного или жесткого изгиба для мягких или малопрочных металлов. Это сломает или разрушит вашу металлическую конструкцию без возможности восстановления.
Если вы ищете способы понять различные процессы гибки листового металла или не знаете, с чего начать, мы здесь, чтобы помочь.
В этом блоге мы перечислили некоторые из лучших и наиболее эффективных способов гибки листового металла без тормоза к конструкции, которые вы можете использовать в личных или деловых целях. Прежде чем мы углубимся в пост, давайте рассмотрим некоторые отличные и наиболее эффективные методы гибки, используемые различными профессионалами отрасли по всему миру.
Лучшие методы гибки листового металла без тормоза
1. V-образная гибка
Когда дело доходит до процесса гибки металла, метод V-образной гибки просто лидирует в таблицах. Это наиболее часто используемый и широко предпочтительный процесс гибки металлических листов в форме буквы V, 90 градусов или острого угла. Процесс включает в себя использование механических инструментов, называемых «штамповкой и штамповкой», для гибки металлов под нужными углами или формами. V-образный штамповочный инструмент осторожно вдавливает металлические листы в V-образную структуру, не повреждая и не ломая металлический лист.
2. Гибка в рулонах
Процесс гибки в рулонах полезен для производителей, которые хотят сгибать свои металлические листы в изогнутые форматы, такие как рулоны, трубы, конусы и изогнутые формы. В отличие от другого процесса гибки, метод гибки вальцами включает в себя использование трех валков и системы гидравлического прессования вместе с разрывом. Другими словами, металлический лист будет подвергаться нескольким процессам прокатки для получения желаемой криволинейной структуры без повреждения или поломки листа. Если вы не знакомы с правильными методами или приемами использования вальцегибочных станков, рекомендуется воспользоваться услугами профессиональных производителей металла.
3. U-образный изгиб
Метод изготовления U-образного изгиба аналогичен процессу V-образного изгиба. В этом методе инструмент имеет U-образную форму, чтобы сгибать металлические листы в определенных направлениях или формах. Это четырехэтапный процесс, начинающийся с зажима металлических листов (пуансон и встречный пуансон), затем U-образный изгиб с постоянным усилием зажима за счет прижимания нижней части и встречного упора, и, наконец, разгрузка процесса. Окончательный процесс нажатия кнопки помогает устранить металлическую пружину, которая потенциально может повредить и повлиять на точность размеров конечной конструкции.
Окончательный процесс нажатия кнопки помогает устранить металлическую пружину, которая потенциально может повредить и повлиять на точность размеров конечной конструкции.
4. Вращательная гибка
Вращательная гибка является наилучшим доступным методом для проектов, требующих гибки металлических конструкций под углом более 90 градусов. Метод ротационной гибки — это более равномерный и простой процесс гибки, который защищает листы от возможных царапин на металлической конструкции. Этот метод включает в себя внутреннюю опорную оправку для предотвращения образования складок на изогнутой листовой металлической стенке при формировании острых углов конструкции. Рекомендуется обратиться за помощью к профессиональным производителям металла, чтобы получить максимальную отдачу от ваших оплачиваемых усилий.
5. Сгибание краев
Сгибание краев металлического листа может вызывать нервозность. Даже небольшая ошибка в процессе гибки может изменить всю форму конструкции или привести к серьезным повреждениям. Процесс гибки кромок специально разработан для формирования или изготовления краев металлических листов желаемой формы и придания гладкости готовой конструкции вашего металлического проекта. Этот метод полезен при формировании более коротких секций ваших металлических конструкций, которые часто остаются без присмотра в процессе изготовления.
Процесс гибки кромок специально разработан для формирования или изготовления краев металлических листов желаемой формы и придания гладкости готовой конструкции вашего металлического проекта. Этот метод полезен при формировании более коротких секций ваших металлических конструкций, которые часто остаются без присмотра в процессе изготовления.
6. Воздушная гибка
Если вы ищете метод гибки, при котором металлические листы не вдавливаются в дно полости или не создают глубоких изгибов на вашей конструкции, воздушная гибка может быть идеальным методом гибки для вашего бизнеса. проекты. Этот метод гибки позволяет лучше контролировать угол изгиба, оставляя достаточное пространство или воздух между листом и поверхностью инструмента. Метод воздушной гибки более традиционен, чем инструмент V-образной гибки, и требует меньше энергии и времени.
Это был невероятный метод гибки листового металла без тормоза , который вы можете использовать для своего бизнеса или личных проектов. Чтобы узнать больше о температуре плавления металла, позвоните нам по телефону 440-822-6381, чтобы поговорить с одним из наших представителей или просто изучить наш веб-сайт.
Чтобы узнать больше о температуре плавления металла, позвоните нам по телефону 440-822-6381, чтобы поговорить с одним из наших представителей или просто изучить наш веб-сайт.
Таблица радиусов изгиба листового металла
Теперь давайте посмотрим на таблицу радиусов изгиба листового металла (также известную как таблица размеров листового металла), чтобы узнать правильный радиус изгиба для различных размеров металлов.
Категория | Толщина | Минимальный изгиб | Радиус изгиба |
Алюминий | 20 калибров (0,032 дюйма | 0,81 мм) | 0,2 дюйма | 5,08 мм | 0,035” | 0,89 мм |
Алюминий | 20 калибров (0,032 дюйма | 0,81 мм) | 0,375” | 9,52 мм | 0,055” | 1,4 мм |
Алюминий | 20 калибров (0,032 дюйма | 0,81 мм) | 0,265” | 6,73 мм | 0,04 дюйма | 1,02 мм |
Алюминий | 20 калибров (0,032 дюйма | 0,81 мм) | 0,55 дюйма | 13. | 0,03 дюйма | 0,76 мм |
Алюминий | 20 Калибр (0,032 дюйма | 0,81 мм) | 0,2 дюйма | 5,08 мм | 0,04 дюйма | 1,02 мм |
Алюминий | 20 калибров (0,032 дюйма | 0,81 мм) | 0,265” | 6,73 мм | 0,062” | 1,57 мм |
Алюминий | 20 Калибр (0,032 дюйма | 0,81 мм) | 0,5” | 12,7 мм | 0,06”|| 1,52 мм |
Алюминий | 20 калибров (0,032 дюйма | 0,81 мм) | 0,5” | 12,7 мм | 0,04 дюйма | 1,02 мм |
Алюминий | 20 Калибр (0,032 дюйма | 0,81 мм) | 0,265” | 6,73 мм | 0,07 дюйма | 1,78 мм |
Алюминий | 20 калибров (0,032 дюйма | 0,81 мм) | 0,2 дюйма | 5,08 мм | 0,04 дюйма | 1,02 мм |
Нержавеющая сталь | 24 калибра (0,025 дюйма | 0,635 мм) | 0,2 дюйма | 5,08 мм | 0,04 дюйма | 1,02 мм |
Нержавеющая сталь | 24 калибра (0,025 дюйма | 0,635 мм) | 0,265” | 6,73 мм | 0,08 дюйма | 2,03 мм |
Нержавеющая сталь | 24 калибра (0,025 дюйма | 0,635 мм) | 0,5” | 12,7 мм | 0,1 дюйма | 2,54 мм |
Нержавеющая сталь | Калибр 22 (0,031 дюйма | 0,787 мм) | 0,265” | 6,73 мм | 0,075” | 1,9 мм |
Нержавеющая сталь | Калибр 22 (0,031 дюйма | 0,787 мм) | 0,55 дюйма | 13,97 мм | 0,03 дюйма | 0,76 мм |
Нержавеющая сталь | Калибр 22 (0,031 дюйма | 0,787 мм) | 0,265” | 6,73 мм | 0,04 дюйма | 1,02 мм |
Нержавеющая сталь | Калибр 22 (0,031 дюйма | 0,787 мм) | 0,265” | 6,73 мм | 0,08 дюйма | 2,03 мм |
Нержавеющая сталь | Калибр 22 (0,031 дюйма | 0,787 мм) | 0,265” | 6,73 мм | 0,08 дюйма | 2,03 мм |
Нержавеющая сталь | Калибр 22 (0,031 дюйма | 0,787 мм) | 0,2 дюйма | 5,08 мм | 0,04 дюйма | 1,02 мм |
Нержавеющая сталь | Калибр 22 (0,031 дюйма | 0,787 мм) | 0,375” | 9,52 мм | 0,08 дюйма | 2,03 мм |
Медь | 0,064” | 1,63 мм | 0,265” | 6,73 мм | 0,04 дюйма | 1,02 мм |
Медь | 0,064” | 1,63 мм | 0,265” | 6,73 мм | 0,055” | 1,4 мм |
Медь | 0,064” | 1,63 мм | 0,2 дюйма | 5,08 мм | 0,035” | 0,89 мм |
Медь | 0,064” | 1,63 мм | 1,375 дюйма | 34,92 мм | 0,375” | 9,52 мм |
Медь | 0,064” | 1,63 мм | 0,265” | 6,73 мм | 0,04 дюйма | 1,02 мм |
Медь | 0,064” | 1,63 мм | 1,375 дюйма | 34,92 мм | 0,375” | 9,52 мм |
Медь | 0,064” | 1,63 мм | 0,5” | 12,7 мм | 0,125” | 3,17 мм |
Медь | 0,093” | 2,36 мм | 0,5” | 12,7 мм | 0,05” | 1,27 мм |
Медь | 0,093” | 2,36 мм | 0,5” | 12,7 мм | 0,115” | 2,92 мм |
Медь | 0,093” | 2,36 мм | 0,375” | 9,52 мм | 0,04 дюйма | 1,02 мм |
 97мм
97ммСоветы по гибке стальных листов
Ключом к успешным результатам является хорошее планирование и реализация. Вы всегда должны планировать детали своего проекта и методы гибки, чтобы получить максимальную отдачу от своих усилий. Вот несколько рекомендаций по проектированию листового металла, которым следует следовать в процессе гибки листового металла для получения успешных и желаемых результатов.
Вы всегда должны планировать детали своего проекта и методы гибки, чтобы получить максимальную отдачу от своих усилий. Вот несколько рекомендаций по проектированию листового металла, которым следует следовать в процессе гибки листового металла для получения успешных и желаемых результатов.
1. Знакомство с материалами Не все металлы пластичны и имеют одинаковые свойства. В зависимости от требований вашего проекта тип материала, который вы выбираете, может варьироваться от одного проекта к другому. Алюминий является одним из самых популярных металлов и часто является первым выбором производителей из-за его стойкости к ржавчине и коррозионным свойствам. Углеродистая сталь и другие сплавы также очень популярны в обрабатывающей промышленности.
2. Припуск на изгиб
Учет припуска на скругление может помочь понять, как сгибать листовой металл с использованием различных методов и приемов гибки. Припуск на изгиб может предложить более точное число, гарантируя точность на протяжении всего процесса гибки. Обратитесь за помощью к специалистам, если вам нужно научиться правильным методам расчета размеров вашей металлической конструкции. Вы можете использовать компьютеры и передовые технологии для расчета точных цифр.
Обратитесь за помощью к специалистам, если вам нужно научиться правильным методам расчета размеров вашей металлической конструкции. Вы можете использовать компьютеры и передовые технологии для расчета точных цифр.
3. Используйте тепло для тяжелых изгибов
Методы нагревания являются лучшими способами гибки металлических конструкций без образования трещин или приложения чрезмерных усилий. Вы можете использовать методы нагрева для гибки твердых металлов, таких как нержавеющая сталь, титан, хром, вольфрам и т. д. Обязательно ознакомьтесь со свойствами вашего металла, прежде чем выбрать процесс гибки, и начните с процесса мягкого нагрева, чтобы быть в большей безопасности.
4. Защита поверхности металлических листов
Процесс гибки часто приводит к появлению царапин на поверхности металлических листов. Следовательно, жизненно важно защитить поверхность вашего металла, чтобы избежать возможных царапин и повреждений на металлических поверхностях. Заклейте скотчем участки, подвергающиеся воздействию гибочных инструментов или соприкасающиеся со сложными инструментами. Вы также можете использовать прочные деревянные блоки, чтобы защитить металлические листы от повреждений.
Заклейте скотчем участки, подвергающиеся воздействию гибочных инструментов или соприкасающиеся со сложными инструментами. Вы также можете использовать прочные деревянные блоки, чтобы защитить металлические листы от повреждений.
5. Ищите пружинные изгибы
И последнее, но самое главное, ищите пружинные изгибы на металлических листах. Пружинящий возврат — это геометрическое изменение, которое происходит в конце процесса гибки, освобожденное от сил гибочных инструментов. Это может существенно повлиять на точность обработки листового металла и привести к возникновению серьезных дефектов в готовой конструкции. Осторожно снимите металлический лист после завершения процесса и не применяйте слишком много силы.
Как согнуть листовой металл радиусом?
При гибке листового металла с большим радиусом обязательно соблюдайте эмпирическое правило радиуса изгиба листового металла для достижения наилучших результатов. Начните с маркировки и измерения металлических частей, где их нужно согнуть, чтобы предотвратить неправильный изгиб.
