Как сварить балку двутавровую: Как сварить двутавры между собой: теория и правктика
Содержание
Сварная двутавровая балка: производство, расчет, сварка
Применяется металлическая сварная двутавровая балка для возведения конструкций и перекрытий уже давно. Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!
О новой технологии частного домостроения
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
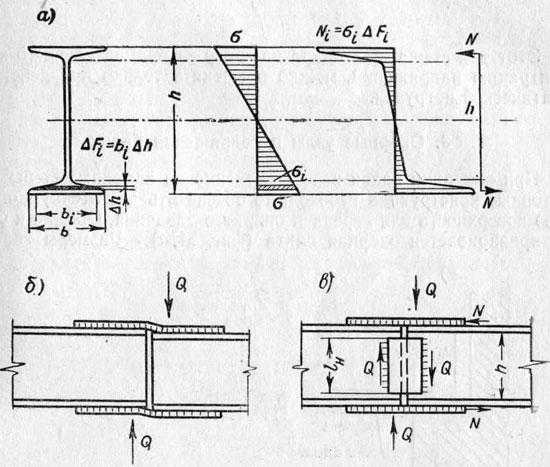
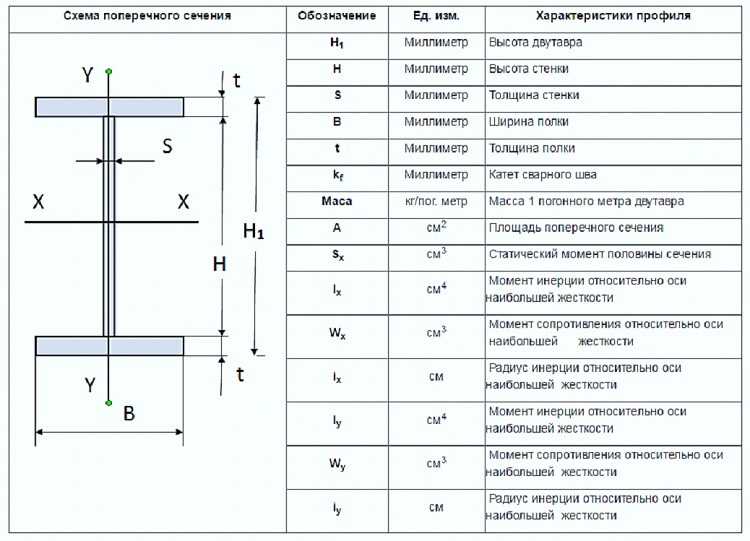
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Что собой представляет сварной двутавр?
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.

- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Технологическая карта сборки и сварки двутавровой балки.
 Сварка двутавровых балок между собой встык
Сварка двутавровых балок между собой встык
Содержание
Что представляет собой двутавровая балка
В строительстве этот элемент применяется очень часто. Он представляет собой металлическое соединение, состоящее из трех частей: верхней и нижней полок, между которыми заключена вертикальная стенка. Конструкция является монолитной. Может производиться прокатным или сварным способом.
Прокатные балки производятся в промышленных цехах из цельного бруса металла. Предварительно разогретую до технологической температуры заготовку пропускают через прокатные петли. В результате она меняет свою форму. В итоге получается двутавр – цельное изделие из металла с большим запасом прочности.
Сварка конструкций выполняется из отдельных ранее подготовленных элементов. Пояс и две металлические полки собираются воедино. Для производства двутавровой сварной балки используются разные сорта стали.
Виды стыковки двутавровых балок
По типу обработки деталей они подразделяются на два вида — сварной и болтовой.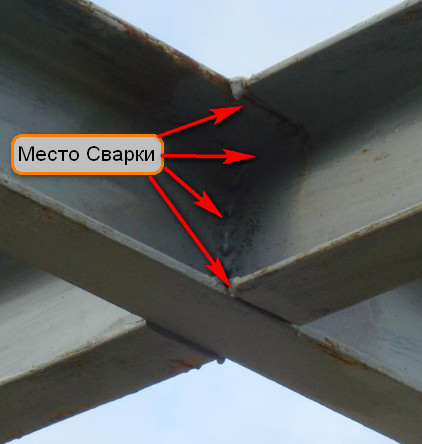 Также существует соединение клепкой (разновидность болтового соединения), но оно сейчас практически не используется. Давайте подробнее рассмотрим актуальные технологии.
Также существует соединение клепкой (разновидность болтового соединения), но оно сейчас практически не используется. Давайте подробнее рассмотрим актуальные технологии.
Сварная стыковка
В этом случае двутавровые балки соединяют через прокладку или с помощью накладок. При выборе первой технологии прокладку вырезают из стального листа, сопоставимого по толщине с полками. По сути, это прямоугольная деталь, размеры которой немного больше ширины и высоты сечения балки. Алгоритм действий следующий:
- Два соединяемых отрезка балки укладывают на горизонтальное основание, обеспечивающее соосность свариваемых элементов.
- Их торцы в местах сварки предварительно выравнивают торцовкой под прямым углом.
- На кромках нарезают фаски под углом 45 º для получения более глубокого шва.
- Обе детали и прокладку между ними закрепляют на станине струбцинами и приваривают к прокладке с двух сторон. Обычно после прихватки сначала приваривают полки, а затем стенки.
Практикуется сварка и без снятия фаски.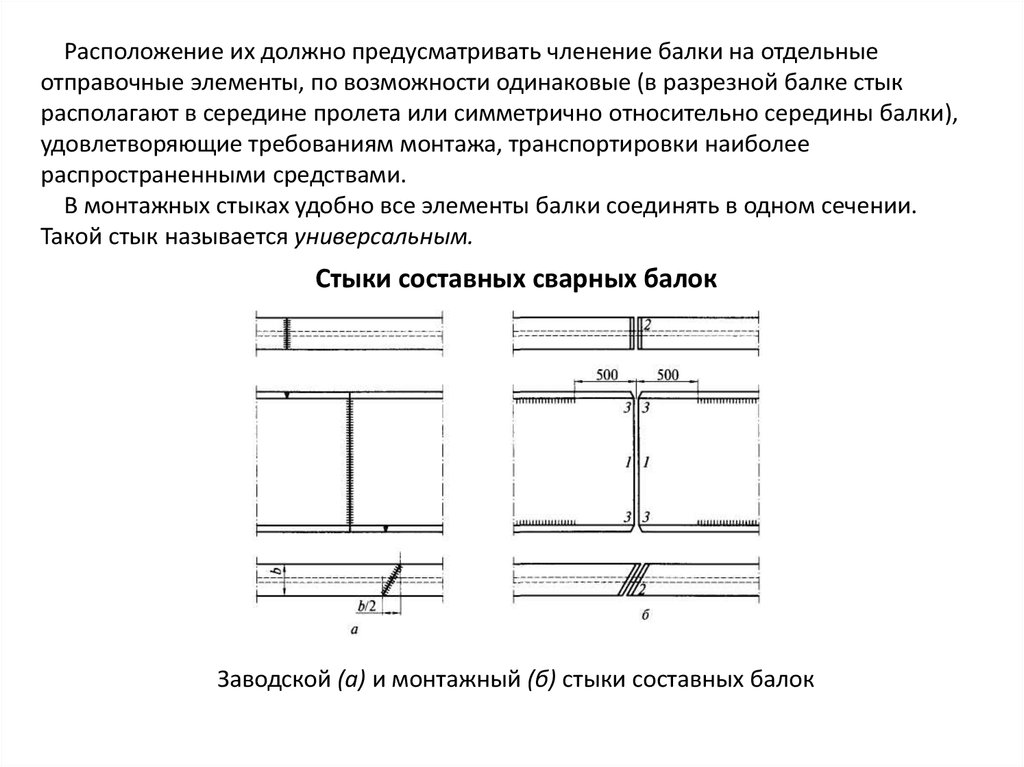 В этом случае сначала детали сцепляют между собой точечной сваркой с зазором в два диаметра электрода, которым будет выполняться основная проварка, и проверяют геометрию стыка. Затем проводят сварное заполнение зазоров.
В этом случае сначала детали сцепляют между собой точечной сваркой с зазором в два диаметра электрода, которым будет выполняться основная проварка, и проверяют геометрию стыка. Затем проводят сварное заполнение зазоров.
Преимущества стыковки балок через прокладку — простота и низкая трудоемкость работ. Точной подготовки кромок эта технология не требует.
Сварное соединение с использованием накладок
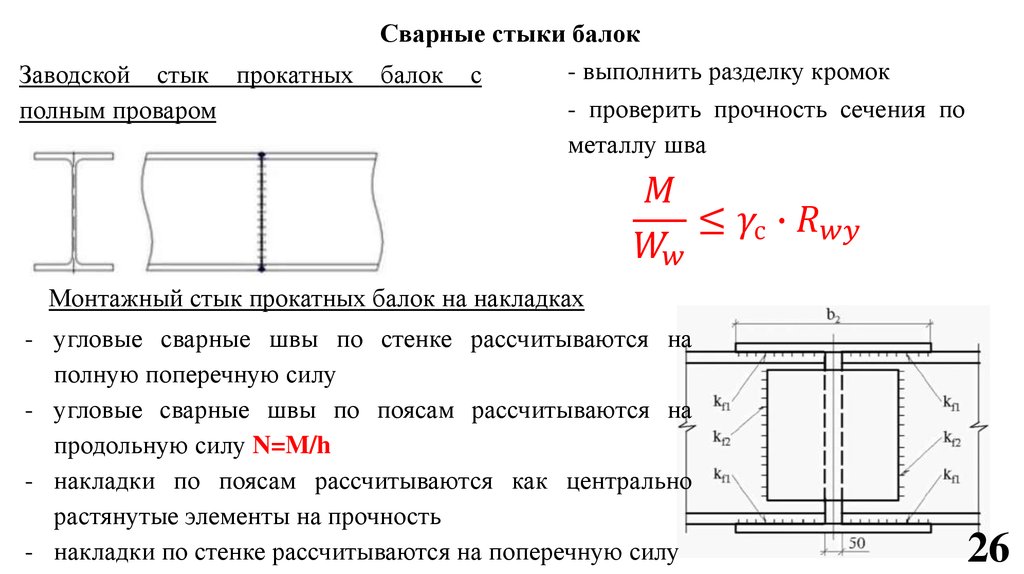
Соединение балок с помощью накладок значительно прочнее стыка через прокладку, поэтому применяется в ответственных строительных сооружениях. На одно соединение заготавливают четыре прямоугольных накладки — две на стенку (с двух сторон) и две на полки (по одной на каждую). При этом есть несколько особенностей:
- По ширине полочные накладки должны быть не меньше полки, а для детали для стенки должны быть достаточной ширины, чтобы их можно было уложить на нее без образования зазора.
- Накладки на стенке могут быть как прямоугольной, так и ромбической формы — со срезанными углами.
 При этом оба края накладки должны быть симметричны относительно оси балки.
При этом оба края накладки должны быть симметричны относительно оси балки.
Технология соединения выглядит следующим образом:
- Оба конца балок торцуют под прямым углом, зачищают кромки на 1 см по каждой плоскости, нарезают на них фаски под углом 45° для более прочного шва.
- Детали закрепляют в торец друг другу с минимальным зазором на станине, прихватывают и проверяют совпадение осевой геометрии.
- Затем сваривают сначала полки, затем стенки.
- На втором этапе сварочные швы полученной балки зачищают шлифовальной машиной, опять устанавливают на станине и закрепляют струбцинами накладки.
- Каждую прижатую накладку обваривают по всему контуру.
Преимущество стыковки балок с использованием накладок заключается в том, что суммарная длина проварок накладок заметно больше длины шва в соединении через прокладку. Именно поэтому накладочная стыковка считается более надежной, она способна выдерживать мощные деформационные нагрузки.
Сварное соединение балок под прямым углом
Чтобы оно было прочным, рекомендуется использовать следующую технологию:
- В верхней полке основной балки вырезать равнобедренный треугольник со сторонами от края полки до стенки.
- Верхнюю полку присоединяемой балки обрезать так, чтобы ее форма соответствовала вырезанному углу основной детали.
- Нижнюю полку стыкуемой балки срезать так, чтобы стенки обеих деталей соприкасались под прямым углом.
- После подгонки стыка, зачистки шлифовальным кругом всех торцов и снятия фаски приступить к сварке. Детали закрепить струбцинами так, чтобы зазор между ними был минимальным. После прихватки и проверки геометрии проварить контуры полок, затем стенок. Для усиления прочности соединения на полки приварить прямоугольные накладки.
Аналогичным способом балки соединяют и под другими углами, при этом вырезы полок формируют шаблонами и подгонкой.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.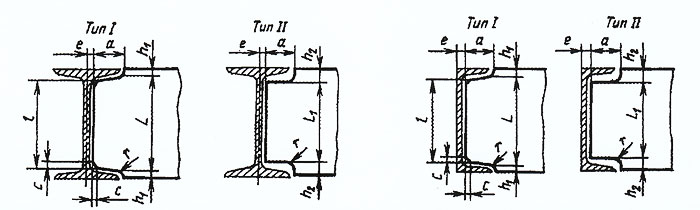
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.

Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Изготовление
Производство двутавровых балок с помощью сварки является достаточно сложным процессом. Нужно соблюдать большое количество нормативов, правил техники безопасности и технологических требований. Готовый продукт должен иметь строго определенную жесткость, прочность, плотность и многие другие показатели.
Среди всех характеристик особое место занимает плотность – чем она выше, тем лучшего качества балка. Наряду с этим всегда актуальным остается вопрос бережного использования сырья и энергоресурсов. На данный момент профильными институтами большое внимание уделяется разработке новых видов двутавровых балок. Основное направления научной работ – уменьшение металлоемкости конструкции при сохранении показателей прочности и надежности.
Что касается серийного производства сварных балок, то этот процесс является достаточно экономным. Сегодня технология успешно конкурирует с традиционным прокатным методом производства. Изготовление сварных балок можно разделить на несколько этапов:
Изготовление сварных балок можно разделить на несколько этапов:
- Предварительно просчитываются оптимальные параметры жесткости и прочности будущей конструкции. Проверяется марка стали, которая будет использоваться в производстве.
- Готовятся элементы будущего двутавра. Из металла определенной марки отрезаются полосы нужной длины.
- Торцы элементов будущей конструкции фрезеруются. Это важный момент: необходимо, чтобы элементы прочно скреплялись один с другим. Соединение должно быть максимально прочным и жестким. Обрабатываются торцы на специальном оборудовании – торцовочно-фрезерных станках.
- Сборка. Важно правильно выставить и зафиксировать элемента. Полки должны располагаться параллельно по отношению одна к другой, а стенка – строго перпендикулярно. Нужно соблюсти симметричность стенок. Если речь идет о небольшом производстве, то целесообразно отдать предпочтение ручной сборке. Серийное производство организовывается на автоматизированных сборочных линиях. К примеру, на серийном производстве используется стан Z15, предназначенный для сборки балок.
 Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.
Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.
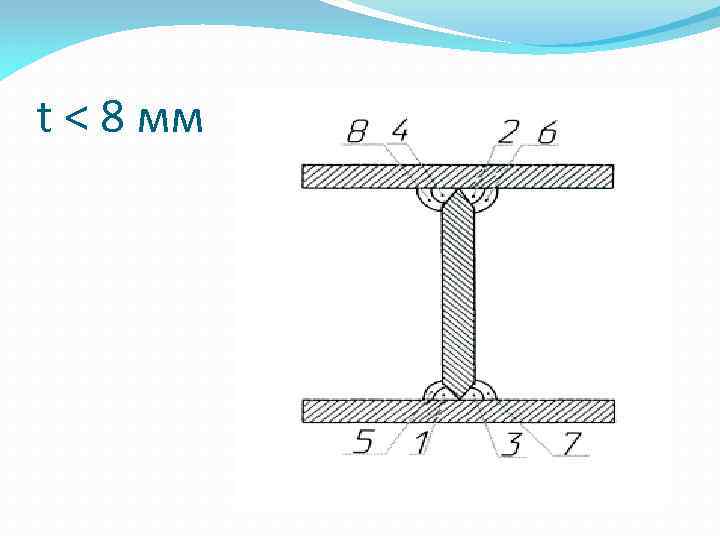
- Далее собранные элементы балки привариваются. При этом могут применяться различные технологии сварки. Наиболее часто используются два:
- сваривание электродом с наклоном. Способ подходит для одновременной сварки двух швов. Только нужно учесть, что прогрев металла будет неглубоким;
- способ сварки «лодочкой». Данный вариант позволяет прогреть металл глубоко. Соответственно и шов получается более прочным. Но затраты времени на его формирование будут большими.
- На промышленном производстве применяются мощные сварочные установки, которые могут соединять детали под давлением. В настоящее время есть несколько вариантов исполнения сварочных агрегатов для серийного производства сварных двутавровых балок.
 Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше.
Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше. - По завершению всех выше перечисленных циклов корректируется геометрия конструкции. Во время сварки нагревание и охлаждение стенок может привести к изменению угла между элементами изделия. Требуется правка геометрической формы. Поэтому двутавровая балка пропускается через специальную правильную линию, представляющей собой систему роликов. На выходе получается готовый продукт с геометрически правильными формами.
Процесс изготовления
В качестве составляющих для варки двутавров рекомендуется использовать легированную сталь. Изделия из неё хорошо впишутся в конструкцию частного дома, однако при масштабном строительстве этот материал проявляет себя не с лучшей стороны.
Изготовление двутавра трудоёмкий процесс, и, если у вас нет опыта в сварочных работах, лучше нанять для этого мастера. Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.
Первый этап — подготовка всех частей, которые впоследствии станут балкой. Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Важно найти помощника, так как детали тяжелые и соединить их в одиночку нелегко. Для создания двутавра рекомендовано автоматическое или полуавтоматическое сварочное оборудование.
Важно наличие флюса — благодаря ему материал не будет разбрызгиваться по сторонам. Можно использовать и технику с применением электродного стержня, но этот способ более трудоёмкий. В конце изделия обрабатываются составом против коррозий.
Самостоятельная сварка — это всегда риск.
Неправильное выполнение работы может привести к деформации целой конструкции как до монтажа, так и после.
Для сокращения внутренних деформаций применяют различные техники и очередности сварочных швов. Основными считаются каскадный и обратноступенчатый способы выполнения шва.
Замена швеллерами
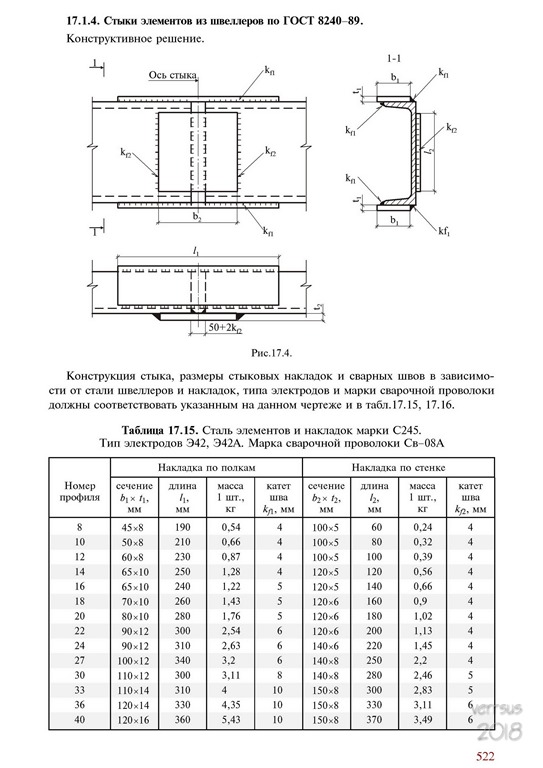
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.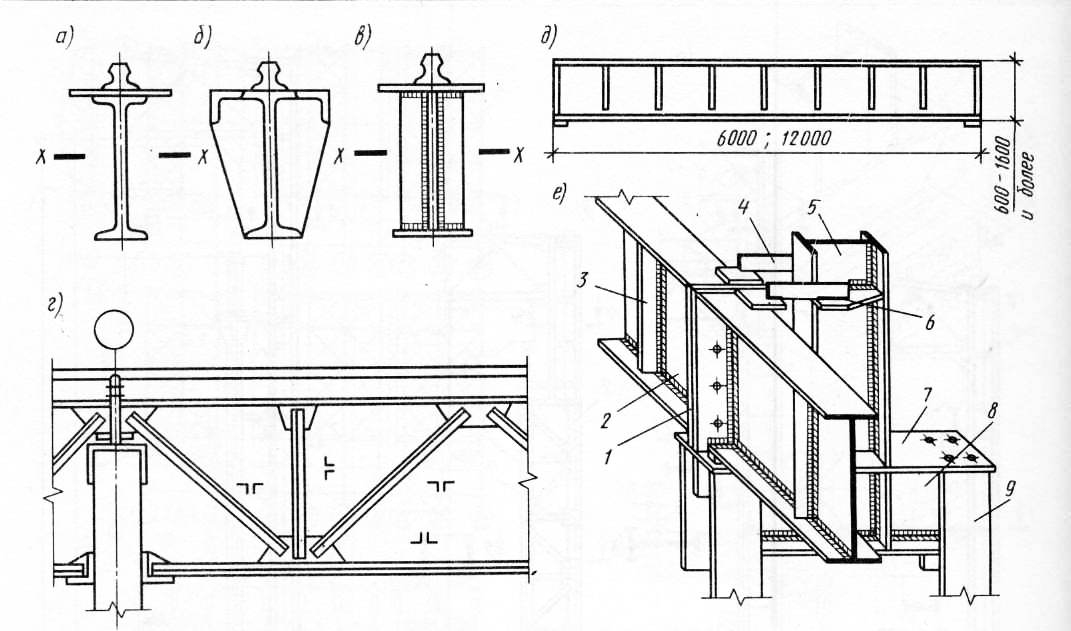
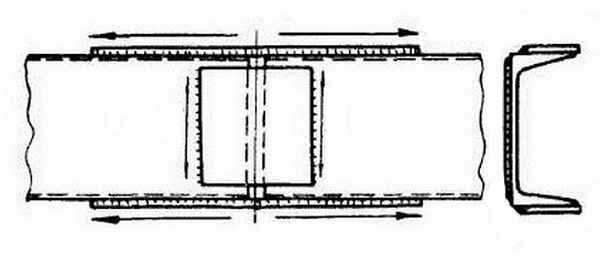
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Дефекты сварочных работ
Изъяны могут иметь место из-за нарушений требований технологического процесса, недобросовестном исполнении и другим причинам. Наиболее часто возникают проблемы, связанные с изменением кристаллической структуры металла под влиянием высокой температуры. Образуются новые кристаллические зерна, имеющие совершенно другие характеристики по сравнению с исходными.
Дефекты влияют на прочность и жесткость конструкции, снижая эти показатели. Страдает и устойчивость металла к коррозии. В совокупности количество дефектов делает эксплуатацию готового изделия невозможной. Все двутавровые балки проверяются на наличие подобных дефектов.
Страдает и устойчивость металла к коррозии. В совокупности количество дефектов делает эксплуатацию готового изделия невозможной. Все двутавровые балки проверяются на наличие подобных дефектов.
Преимущества применения сварных балок
Сварные двутавровые балки применяются в строительстве зданий разного типа. По сравнению с металлоконструкциями иной конфигурации они обладают важными преимуществами:
- не имеют ограничений по размеру, в то время как для сборных металлоконструкций и швеллеров такие параметры устанавливаются;
- готовый продукт отличается высоким качеством, прочностью, надежностью и долговечностью;
- в процессе производства практически нет вредных отходов, опасных для людей и окружающей среды;
- могут производиться на заказ с предопределенной длиной;
- при необходимости сечение готовой продукции может изменяться, что способствует созданию сложных архитектурных композиций.
Сваривать балки можно из стали разных марок. Для перекрытий с небольшой нагрузкой можно изготовить конструкцию из углеродистой стали, а в местах, где планируются большие механические нагрузки предпочтение отдать монтажу двутавров, выполненных из легированной стали. Такая вариативность позволяет оптимизировать стоимость строительства и снизить его по сравнению с тем, если бы балочные конструкции производились только из высокопрочных металлов. Кроме того, можно снизить материалоемкость за счет оптимизации сечения готовой продукции.
Такая вариативность позволяет оптимизировать стоимость строительства и снизить его по сравнению с тем, если бы балочные конструкции производились только из высокопрочных металлов. Кроме того, можно снизить материалоемкость за счет оптимизации сечения готовой продукции.
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами.
 Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома. - Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.

- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки.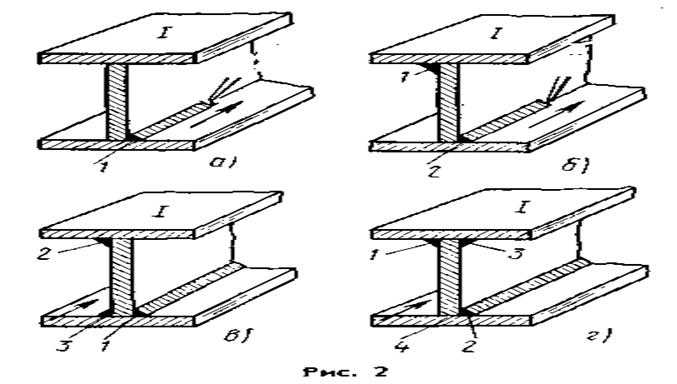 Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Область применения
Двутавровые балки сварного типа широко используются в различных областях строительства. Они востребованы в создании:
- несущих конструкций: каркас, фундамент, опоры и т.п.;
- перекрытий между этажами;
- жилых зданий;
- мостов, эстакад и путепроводов;
- складов и торговых центров;
- виадуков и тоннелей;
- стадионов и других сооружений.
Благодаря тому, что сварная балка обладает высокими показателями прочности и надежности она применяется практически во всех отраслях строительства.
Главные достоинства применения сварных двутавровых балочных конструкций
Такая конструкция, как двутавровая балка, имеет ряд преимуществ, выделяющих её в ряду других металлоконструкций, использующихся в строительстве:
- Сварные двутавровые металлоконструкции способны выдерживать огромные статические и динамические нагрузки, не теряя при этом своих эксплуатационных показателей.
 Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.
Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется. - Легкость транспортировки и относительная простота монтажа делают двутавровые элементы незаменимыми при строительстве быстровозводимых сооружений.
- Такие балки крайне популярны и широко используются для возведения зданий и сооружений самого разнообразного назначения, поэтому цены на них достаточно демократичны. Для приобретения таких металлоконструкций, достаточно зайти на сайт ближайшего завода-изготовителя и пройти в раздел — продам балку двутавровую. Большинство предприятий предлагают широкий ассортимент двутавровых металлоконструкций, имеющихся на складе, а также изготавливают их на заказ. Также, позвонив в отдел маркетинга, легко узнать сколько стоит балка интересующей марки, в зависимости от тоннажа.
Как сварить двутавровую балку самому: основные этапы, особенности, возможные деформации
Производство: лазер с ЧПУ, гидроабразивная резка, плазма, сварка | Электрод для сварки постоянным током двутавровой балки | Практик-механик
лалатеман
Горячекатаный
#1
Я использовал 6013 для всех своих сварочных работ
теперь, когда мой жужжащий блок переменного тока вышел из строя Я попытался сварить с помощью стержня постоянного тока, и я не знаю. . . . Это просто работало не очень хорошо. Neg polariy работал лучше всего, но все же не слишком хорошо.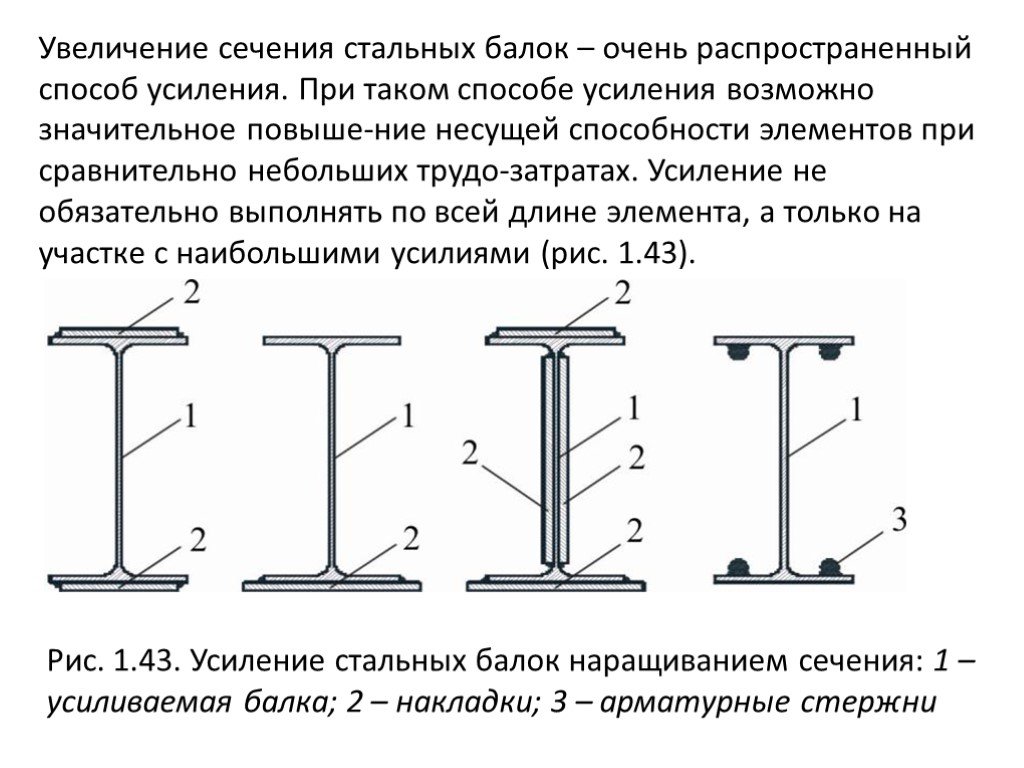 Пробовал несколько настроек усилителя. Сварочный аппарат lincoln 175 TIG/DC.
Пробовал несколько настроек усилителя. Сварочный аппарат lincoln 175 TIG/DC.
Думаю, мне нужен другой стержень для сварки двутавровой балки?
Дэйв Лоуренс
Дж. Л. Сарджент
Алмаз
#2
Для хорошего проникновения постоянного тока я бы рекомендовал электрод поз. Я использую много стержня 7018 на электроде постоянного тока +. Если я сварю TIG, то вернитесь к электроду -.
сварочный аппарат
Нержавеющая сталь
#3
Если вы ищете лучший проникающий стержень, приобретите какой-нибудь 6010 (также известный как Lincoln 5p). вещи. Он работает в обратной полярности, если я правильно помню, это положительный электрод, но я, как известно, ошибался. Вы очень быстро узнаете, если вы подключили его неправильно. Он будет разбрызгиваться и делать почти все, кроме сварки!
Дейл Нельсон
лалатеман
Горячекатаный
#4
JL спасибо, я возьму 7018 и буду работать с ним.
Шикарно , спасибо , возьму 6010 и тоже буду работать
Дэйв Лоуренс
вытирающий мальчик
Алмаз
#5
я согласен
6010 для корневого прохода для проникновения
7018 сверху для прочности и красоты — это проверенное и верное «склеить их вместе»
.
, вы должны работать над этим в гору, так как это предпочтительный метод нанесения.
не удивляйтесь, если вы получите много «dog nu__»
это t и s (сварочный жаргон)
первая пара попыток… фишка в том, что вы на самом деле держите лужу дугой , так что скорость очень важна, чтобы заставить его правильно лежать.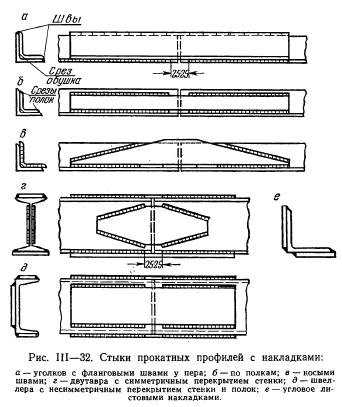
, если вы понимаете это менее чем за 3 фунта. стержня ваш естественный.
ТОМВЕЛДС
Пластик
#6
Я согласен с мальчиком Виппином. Кроме того, скосите 2 детали перед сваркой.
лалатеман
Горячекатаный
#7
Хорошо, я пойду с корнем 6010 и наложением 7018. Я получу тренировочную установку и посмотрю, что я могу сделать, прежде чем приступить к настоящему I-лучу. Это подъемный рельс.
Я получу тренировочную установку и посмотрю, что я могу сделать, прежде чем приступить к настоящему I-лучу. Это подъемный рельс.
Дэйв Лоуренс
вытирающий мальчик
Алмаз
#8
, если вы занимаетесь «экипировкой для поднятия над головой»
было бы неплохо наложить сверху кусок стали.
поддерживайте соединение как можно сильнее. Я положил 1/4 трубы поверх балки с парой полдюймовых отверстий в ней. затем я беру полудюймовый резьбовой стержень до фермы (класс 5, если вы можете его достать, да, www.mcmastercarr.com) и строю седловидный зажим вокруг нижней части фермы с парой пластин толщиной 1/2 или лучше.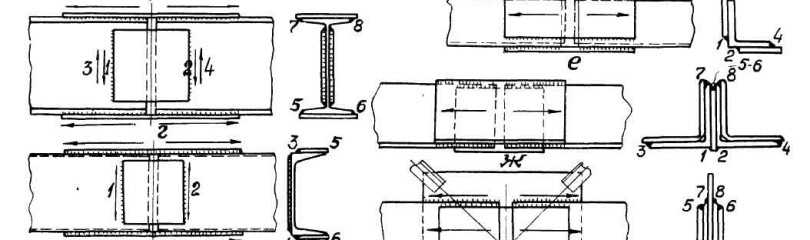 .
.
.
. дайте нам больше информации, и мы все сможем помочь
к северу от 54
Алюминий
#9
Пожалуйста, не экспериментируйте и не изучайте процессы сварки при сборке подвесных компонентов. Многие люди сделали это, но благодаря удаче или хорошей тренировке. У вас есть хорошая тренировка здесь — 6010 — это удилище для корневого прохода. 7018 ПОСЛЕ того, как корень очищен (отколот и измельчен). Корневой проход обычно выглядит неприятно и требует очистки. Вертикаль 7018 также выполняется ВВЕРХ («складывание десятицентовиков»). Чистить после каждого прохода.
Ни один компетентный сварщик не выбрал бы вертикальную или потолочную сварку (подъемное применение), если бы сварной объект можно было поворачивать. Сверните балку, пока вы ее свариваете.
Сверните балку, пока вы ее свариваете.
Майк
вытирающий мальчик
Алмаз
#10
спасибо майк
это меня тоже немного нервирует.
.
и да гориз. лучше .. мое восходящее замечание состояло в том, чтобы препятствовать использованию спуска, даже если он застрянет в трубе
.
, но в сегодняшнем мире у него может быть только 2 выбора: «мой путь или шоссе».
, если не этот тип senario, то подъемный экв. НЕ место для изучения
, и если это так, мы можем попытаться сделать это правильно.
с внешней опорой, целостность сварного шва вызывает гораздо меньше беспокойства. . он просто становится плавным переходом балки для тележки…
. он просто становится плавным переходом балки для тележки…
развешивание вещей — это сделка, которая ДОЛЖНА быть правильной
к северу от 54
Алюминий
#11
мальчик для битья-
Я думаю, что мы на одной волне; давайте сделаем так, чтобы никто не пострадал.
Какой размер (пролет, стенка, полка, утолщение)?
Где место соединения (в центре или на расстоянии 4 футов от одного конца)?
Какая нагрузка на тележку?
Майк
Идеаларк
Алюминий
#12
Электрод 6011 был разработан исключительно для переменного тока, легко управляется во всех положениях и имеет отличное проникновение. Он также очень хорошо подходит для окрашенного и / или ржавого металла с очень небольшой подготовкой / очисткой швов, если вообще требуется. 7018 — хороший стержень, но если у вас нет опыта работы с ним, опасность включения шлакоуловителя перевешивает преимущество более высокой прочности на растяжение. Если вы не сделаете несколько довольно гладких валиков, вам, как правило, придется шлифовать соединение, чтобы удалить все шлаковые карманы. Удилище 5P подходит для всех положений, но лучше подходит для постоянного тока. И 6011, и 6010 5P очищаются намного проще. Что касается силы 6011, мы практически не использовали ничего, кроме этого, на всем нашем оборудовании для переездов. Обычная установка заключалась в том, чтобы приварить встык пластины 3/4 дюйма (примерно 4 дюйма x 6 дюймов) к пластинам заднего борта наших лебедок. Таким образом, ВЕСЬ вес приходится на два кронштейна. Когда я говорю о весе, я имею в виду подъем дома с фундамента. Хотя я не знаю, что это за проект, я сомневаюсь, что вы подвергли бы свои сварные швы большему напряжению, чем это. У нас никогда не было никаких проблем. Надлежащая подготовка швов, правильная термофиксация и техника электрода , и у вас не должно быть никаких проблем. 6011 также очень плавно работает на постоянном токе.0007
Таким образом, ВЕСЬ вес приходится на два кронштейна. Когда я говорю о весе, я имею в виду подъем дома с фундамента. Хотя я не знаю, что это за проект, я сомневаюсь, что вы подвергли бы свои сварные швы большему напряжению, чем это. У нас никогда не было никаких проблем. Надлежащая подготовка швов, правильная термофиксация и техника электрода , и у вас не должно быть никаких проблем. 6011 также очень плавно работает на постоянном токе.0007
Дж. Л. Сарджент
Алмаз
№13
Шлаковые карманы с 7018? Я думаю, это так. Я обычно просто постукиваю по шлаку, и он срывается большими лентами, вроде змеиной кожи.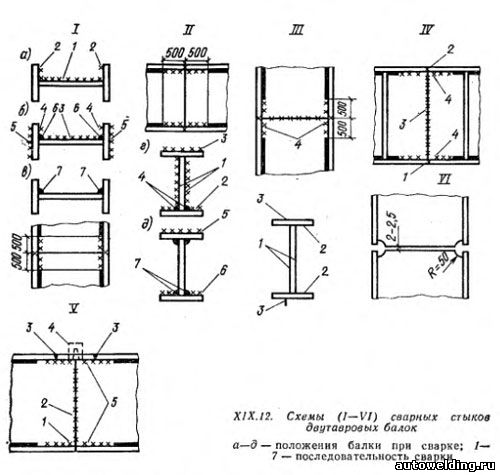 Я бы сказал, что куча захваченного шлака связана со сварщиком и условиями сварки, а не со стержнем 7018. Тем не менее, я сварил его в течение 25 лет.
Я бы сказал, что куча захваченного шлака связана со сварщиком и условиями сварки, а не со стержнем 7018. Тем не менее, я сварил его в течение 25 лет.
До тех пор, пока вы не сможете сваривать валики из стержня 7018 без улавливания шлака, я бы посоветовал воздержаться от сварки мостовых кранов или подъемных балок.
вытирающий мальчик
Алмаз
№14
Думаю, мы все согласны, сэр….
не лучшее место для изучения
.
так что … когда-либо делали какую-либо ручную подводную дугу …. разговор о змее, это была анконда, проволока была около 1/8 дюйма
… вы могли уложить 3/4 в глубину на 3 / 4 широких V-образных приклада за один проход . … ничего не было видно, просто пришлось слушать, как он хлюпает … раньше использовал его на сборке c-канала, которая держит моборд на 1450 case dozer…
… ничего не было видно, просто пришлось слушать, как он хлюпает … раньше использовал его на сборке c-канала, которая держит моборд на 1450 case dozer…
самая крутая хрень, которую я когда-либо держал в руках.
.
не пытаюсь сменить тему, аналогия со змеиной кожей просто навеяла приятные воспоминания о том, как в 70-х годах я был блестящим 9-м.0007
лалатеман
Горячекатаный
№15
Луч теперь находится над землей, и я поверну его, поэтому я всегда свариваю вниз. Я даже не начну с балки, пока не узнаю, как работает новый сварочный аппарат и стержень.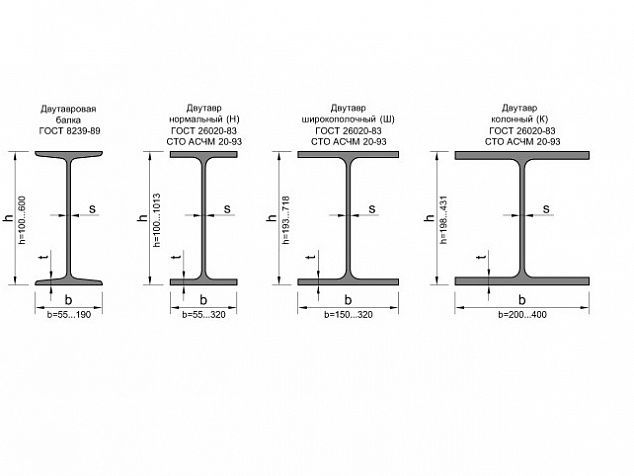 После того, как вся балка будет сварена, я прикреплю большую заплатку сверху и снизу.
После того, как вся балка будет сварена, я прикреплю большую заплатку сверху и снизу.
Дэйв Лоуренс
Идеаларк
Алюминий
№16
Ну, Дж. Л. Сарджент, я не верю, что предположил, что 7018 сам по себе вызвал шлакоуловители, я просто знаю, что в руках человека, не имеющего опыта обращения с ним, это очень легко может произойти. Хотя я никоим образом не умаляю оригинального плаката, я понял, что его опыт несколько ограничен, хотя и растет. Что касается отслаивания шлака длинными полосами, то да, если у вас правильный температурный диапазон. Но, как вы знаете, длина дуги на 7018 имеет решающее значение для ее обслуживания и контроля.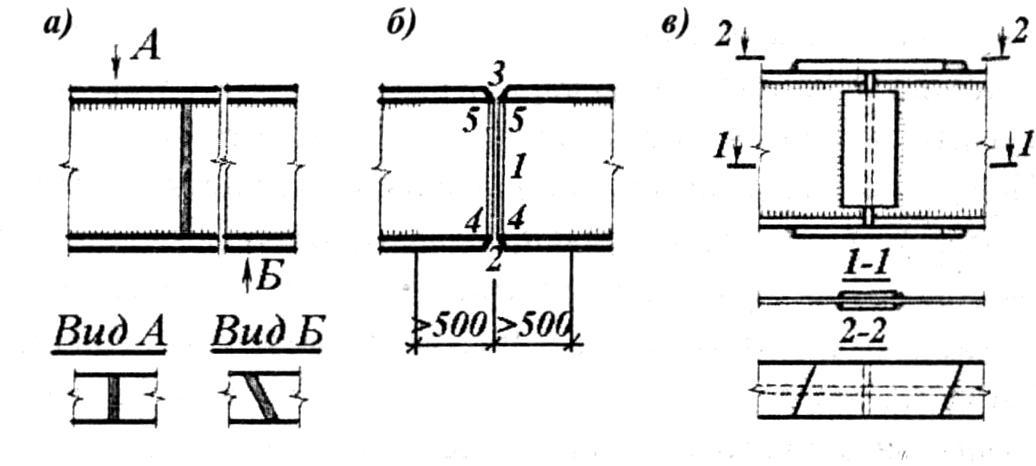 Электроды 6011/6010 более щадящие и их легче контролировать во всех положениях. Кроме того, вы согласитесь, что 7018 работает намного лучше на постоянном токе, чем на жужжащем блоке переменного тока.
Электроды 6011/6010 более щадящие и их легче контролировать во всех положениях. Кроме того, вы согласитесь, что 7018 работает намного лучше на постоянном токе, чем на жужжащем блоке переменного тока.
Дж. Л. Сарджент
Алмаз
# 17
Кроме того, вы согласитесь, что 7018 работает намного лучше на постоянном токе, чем на жужжащем блоке переменного тока.
Нажмите, чтобы развернуть…
Мне кажется, что да, но я всегда задавался вопросом, действительно ли фактическая прочность сварного шва лучше, если навыки и подготовка к сварке равны.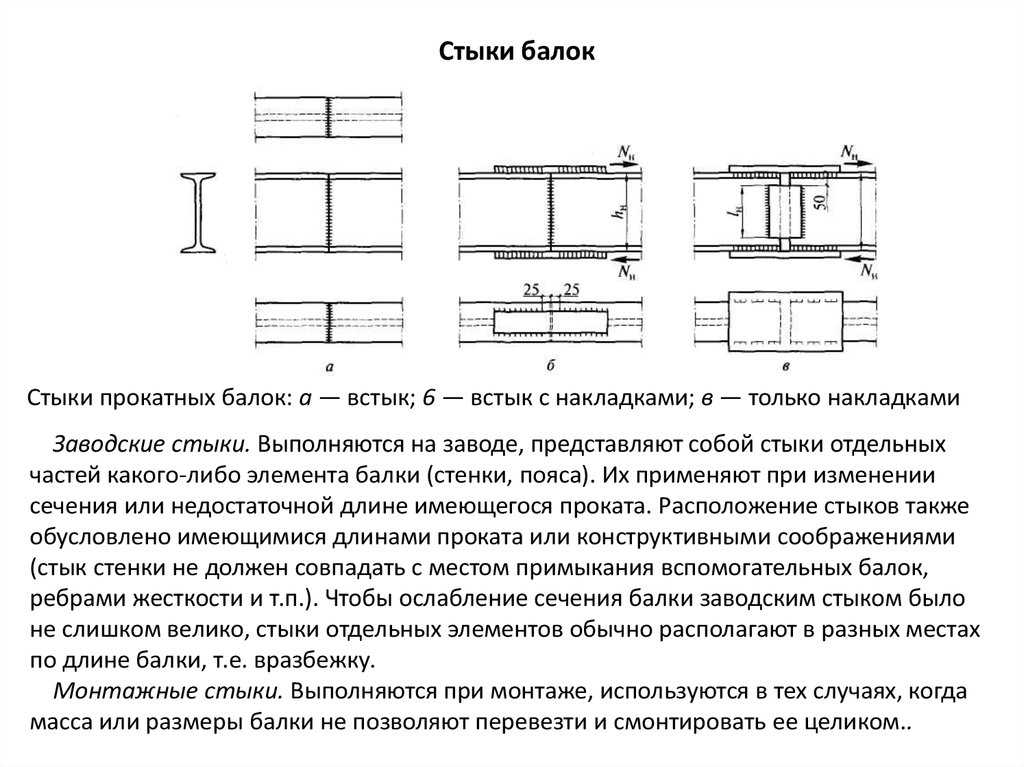
Ранее я сварил несколько тяжелых конструкций с помощью переменного тока и без известных проблем. Я делаю сварку, как я рекомендовал выше, в основном сейчас, но те старые сварные швы переменного тока, насколько я могу судить, были в порядке.
Идеаларк
Алюминий
# 18
JL, после прочтения вашего сообщения, я, вероятно, должен изменить «работает лучше» на «плавнее горит», так как прочность сварного шва должна быть одинаковой, при условии, что все параметры — скорость электрода, длина дуги, диапазон нагрева и т. д. находятся в пределах нормы. синхронизировать Несколько лет назад я купил практически новую машину переменного тока Lincoln Idealarc (бесконечное регулирование тока), и она, казалось, работала с 7018 очень хорошо, возможно, так же плавно, как и на постоянном токе. Так что да, я соглашусь с вами, что нет никакой разницы в прочности сварного шва. 7018 — прекрасный электрод, только немного более привередливый. Недостатком жужжащих ящиков является то, что большинство из них имеют текущие шаги, а не бесконечное управление, хотя, кажется, я видел несколько небольших устройств с бесконечным контролем.
Так что да, я соглашусь с вами, что нет никакой разницы в прочности сварного шва. 7018 — прекрасный электрод, только немного более привередливый. Недостатком жужжащих ящиков является то, что большинство из них имеют текущие шаги, а не бесконечное управление, хотя, кажется, я видел несколько небольших устройств с бесконечным контролем.
Джон
лалатеман
Горячекатаный
# 19
В то время как ГОРЯЧАЯ тема 7018, нет ли 7018, а затем 7018AC, разработанного, предназначенного и предназначенного для дуги переменного тока. У новичков френдли Home Depot и Lowes, которые до сих пор (Боже мой, это потрясающе) продают стержневые сварочные аппараты
(Коробка Lincoln AC Buzz) У них есть Lincoln Rod в упаковке по 5 фунтов. с плоской маркировкой 7818AC
с плоской маркировкой 7818AC
Что ж, по первоначальному совету в этой теме я решил получить 6010 для корневого прохода, 7018, чтобы пройтись по нему. Что ж, мой местный магазин Weiller Welind требует 4,93 доллара за фунт X 5 фунтов = 25 долларов + налог за 5 фунтов 6010. , я конечно впечатлен!! ) 6011 Конечно, у Lowes и Depot нет ни 6010, ни «настоящего» 7018. . . . . Так что в Weiller я не стал прыгать за 5 фунтов по 25 долларов за «стержень для корневого прохода», рекомендованный профессионалами. . . .вы парни. . . . Вернулся в депо, все, что у них есть, это 6011 (действительно стержень переменного тока, да?) И, видимо, ублюдок ??? Линкольн 7018АС. Итак, теперь у меня есть Lincoln Precision TIG 175, который делает стержень в постоянном токе. Мой почтенный Legacy Lincoln AC Buzz box 225, по-видимому, умер (вторичное сопротивление бесконечно). Так что для стержня я просто смотрю на dc ROD.
Эта двутавровая балка имеет размер стенки 4 дюйма X 2 3/4 ширины. Я собираюсь приклеить заплатку размером 1 дюйм X 2 дюйма X 24 дюйма сверху и снизу, прожигая ее примерно за 5 проходов хорошо очищенного 6013, а не даже сварить I Beam на всех.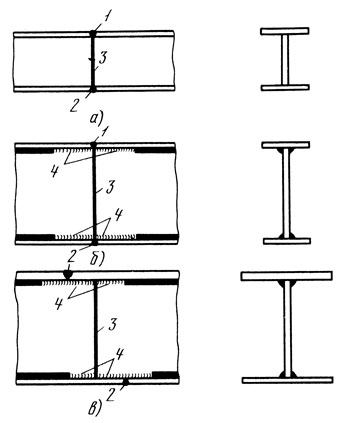 Его длина 4 фута (состоит из двух соединенных встык частей длиной 2 фута). У меня есть симпатичная маленькая тележка, рассчитанная на 500 фунтов. Я хочу поставить ее на свой 15-дюймовый поворотный двойной привод LeBlond, чтобы заменить четырехкулачковый патрон на 65 фунтов.
Его длина 4 фута (состоит из двух соединенных встык частей длиной 2 фута). У меня есть симпатичная маленькая тележка, рассчитанная на 500 фунтов. Я хочу поставить ее на свой 15-дюймовый поворотный двойной привод LeBlond, чтобы заменить четырехкулачковый патрон на 65 фунтов.
Дэйв Лоуренс
лалатеман
Горячекатаный
#20
В то время как ГОРЯЧАЯ тема 7018, нет ли 7018, а затем 7018AC, разработанного, предназначенного и предназначенного для дуги переменного тока. У новичков френдли Home Depot и Lowes, которые до сих пор (Боже мой, это потрясающе) продают стержневые сварочные аппараты
(Коробка Lincoln AC Buzz) У них есть Lincoln Rod в упаковке по 5 фунтов. с плоской маркировкой 7818AC
с плоской маркировкой 7818AC
Что ж, по первоначальному совету в этой теме я решил получить 6010 для корневого прохода, 7018, чтобы пройтись по нему. Что ж, мой местный магазин Weiller Welind требует 4,93 доллара за фунт X 5 фунтов = 25 долларов + налог за 5 фунтов 6010. , я конечно впечатлен!! ) 6011 Конечно, у Lowes и Depot нет ни 6010, ни «настоящего» 7018. . . . . Так что в Weiller я не стал прыгать за 5 фунтов по 25 долларов за «стержень для корневого прохода», рекомендованный профессионалами. . . .вы парни. . . . Вернулся в депо, все, что у них есть, это 6011 (действительно стержень переменного тока, да?) И, видимо, ублюдок ??? Линкольн 7018АС. Итак, теперь у меня есть Lincoln Precision TIG 175, который делает стержень в постоянном токе. Мой почтенный Legacy Lincoln AC Buzz box 225, по-видимому, умер (вторичное сопротивление бесконечно). Так что для стержня я просто смотрю на dc ROD.
Эта двутавровая балка имеет размер стенки 4 дюйма X 2 3/4 ширины. Я собираюсь приклеить заплатку размером 1 дюйм X 2 дюйма X 24 дюйма сверху и снизу, прожигая ее примерно за 5 проходов хорошо очищенного 6013, а не даже сварить I Beam на всех.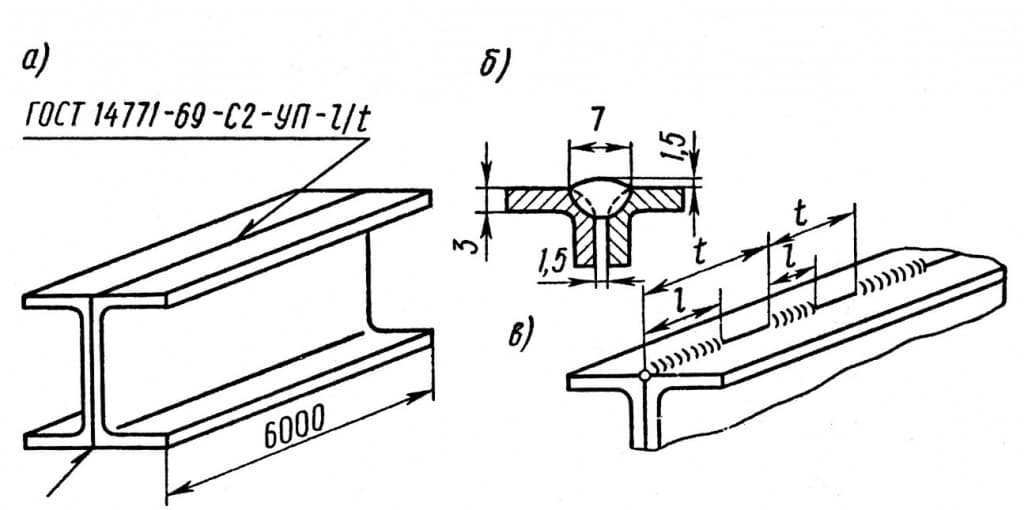 Его длина 4 фута (состоит из двух соединенных встык частей длиной 2 фута). У меня есть симпатичная маленькая тележка, рассчитанная на 500 фунтов. Я хочу поставить ее на свой 15-дюймовый поворотный двойной привод LeBlond, чтобы заменить четырехкулачковый патрон на 65 фунтов.
Его длина 4 фута (состоит из двух соединенных встык частей длиной 2 фута). У меня есть симпатичная маленькая тележка, рассчитанная на 500 фунтов. Я хочу поставить ее на свой 15-дюймовый поворотный двойной привод LeBlond, чтобы заменить четырехкулачковый патрон на 65 фунтов.
Дэйв Лоуренс
Автоматический сварочный аппарат
– PHI
Автоматическая балочная сварка – главная
Широкий выбор форм структурных балок от автоматических сварочных аппаратов PHI
Сварка стальных балок по индивидуальному заказу для таких применений, как: здания из инженерных металлов, здания из сборных стальных конструкций, верфи, прицепы для полуприцепов / кузова тягачей, мосты и платформы.
Теперь вы можете непрерывно изготавливать нестандартные балки с минимальными задержками для изменения размеров или форм балок. Автоматический балочный сварочный аппарат PHI повышает производительность работы как на прямых, так и на конических балках. Он автоматически сваривает обе полки балки одновременно, обеспечивая необходимый провар на стенке до 1/2 дюйма и полке 1 1/2 дюйма — все за одну операцию, за один проход и с одной стороны. Система PHI создает угловой сварной шов между стенкой и фланцем. Сварные швы однородны и имеют качество, требуемое строительными нормами.
Система PHI создает угловой сварной шов между стенкой и фланцем. Сварные швы однородны и имеют качество, требуемое строительными нормами.
Машина для сварки швов
Машина для сварки швов используется для соединения отдельных секций стенки со 100% сварным швом и для изготовления длинных стенок из коротких секций или для соединения секций разной толщины.
Две соединяемые детали выравниваются относительно направляющей кромки и фиксируются в нужном положении с помощью пневмоцилиндров. Рифленая медная опорная пластина плотно прилегает к нижней стороне соединения. Сварочная головка движется вдоль стыка и сваривает его однопроволочной дугой под флюсом.
Зажимы отпущены, и полотно подается к прихваточному приспособлению. Сварочное оборудование состоит из сварочной головки с бункером для флюса, ходовой тележки, органов управления и источника питания на 1000 ампер.
Предусмотрена система восстановления флюса для подачи и восстановления сварочного флюса. Гидравлический силовой агрегат шовной сварки и электрическое управление также используются для привода конвейеров на входе и выходе из шовной сварки.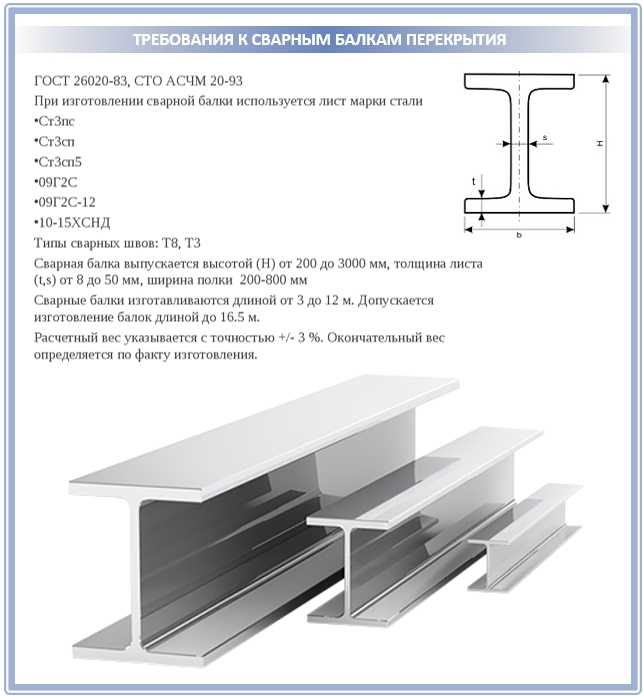
Прихваточное приспособление
Прихваточное приспособление используется для сборки балки перед основным сварочным аппаратом. Стенка и полки подаются со стеллажей для сварки швов и хранения фланцев соответственно, транспортируются к приспособлению для прихватки и располагаются перед прихваткой передней кромки балки. Загрузка фланцев на конвейеры может выполняться оператором вручную или автоматически с помощью портала PHI для загрузки фланцев.
Два фланца размещаются на секции конвейера на противоположных сторонах полотна, поворачиваются в вертикальное положение и удерживаются магнитными направляющими роликами. Три детали выдвигаются на место с помощью выдвижного упора и гидравлически фиксируются в их надлежащем относительном положении. Оператор вручную сваривает их прихваточным швом. Зажимы освобождаются, и прихваточная балка подается к сварщику. После первоначальной регулировки положения зажима для первой балки оператор управляет движением всего материала с панели управления для всех последующих балок того же размера.
Электрические элементы управления
Панель электрического управления на главном сварочном аппарате обеспечивает максимальную гибкость управления системой. Сварочный аппарат может работать как в ручном, так и в автоматическом режиме.
В ручном режиме последовательность операций достигается с помощью отдельных элементов управления, расположенных на панели управления. Параметры сварки также задаются индивидуально на каждом контроллере сварочной головки.
В автоматическом режиме управление ПЛК увеличивает время «дуги» за счет устранения ручных операций.
С помощью конвейера «ВХОД» оператор переводит балку в исходное положение, выбирает одну из предустановленных программ сварки (скорость сварки, скорость подачи проволоки и напряжение) и нажимает кнопку «СТАРТ».
Полная последовательность операций, включая перемещение балки со скоростью сварки, позиционирование сварочных головок, начало и остановку процесса сварки на стационарных и подвижных сторонах, активацию удержания полотна, медных опорных узлов и цилиндров давления, и ОСТАНОВ операции будет выполнен автоматически.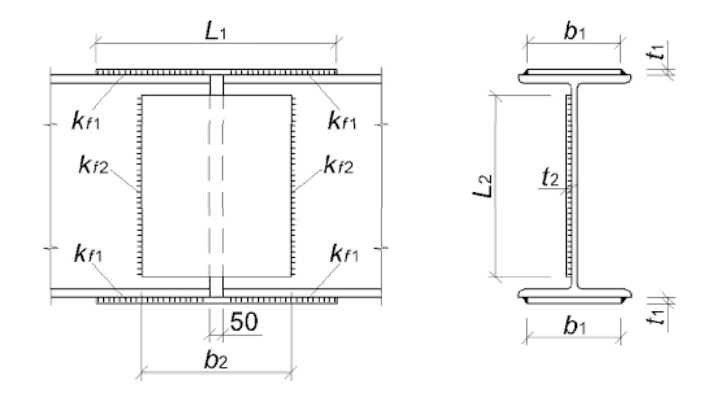
ПЛК обеспечивает точность, надежность, универсальность, качество и быстрое изменение параметров для различных видов сварки.
Интерфейс между оператором и машиной осуществляется через панель Allen Bradley Panel View, которая была запрограммирована PHI для отображения всех параметров программы сварки, а также для отображения на различных экранах состояния ввода/вывода для устранения неполадок и диагностики.
Программирование параметров сварки для различных сечений балки также осуществляется через экраны просмотра панели.
Конвейеры
Устройство для сварки швов, приспособление для прихватки и автоматический сварочный аппарат соединены друг с другом с помощью конвейерной системы, образуя полную производственную линию, позволяющую производить непрерывные балки.
Конвейеры расположены на входе и выходе из машины для шовной сварки, прихваточного приспособления и автоматической сварочной машины и имеют гидравлический привод. Элементы управления на каждой из этих станций определяют движение, направление и скорость соседних конвейеров.
Типовая система компоновки включает в себя 18 конвейерных секций. Шесть моторизованных, приводящих в движение ролики с помощью звездочек и цепей. Десять приводные, соединены цепями с соседними моторными секциями. Двое простаивают. Каждая секция конвейера имеет длину 10 футов, 9Ширина 4 дюйма, высота 30 дюймов. Ролики предназначены для работы в тяжелых условиях и предназначены для работы с тяжелыми стальными листами. Их центральное расстояние составляет 22 дюйма.
Грузоподъемность каждой секции конвейера составляет приблизительно 4000 фунтов. Скорости конвейера синхронизированы со входными скоростями сварщика, чтобы свести к минимуму износ конвейера в результате трения между вращающимся роликом и более медленно движущейся балкой на входе в сварочный аппарат.
Вместимость машины
| Вместимость машины | |
|---|---|
| Толщина стенки: | от 1/8” до 1/2” |
| Ширина полотна: | мин.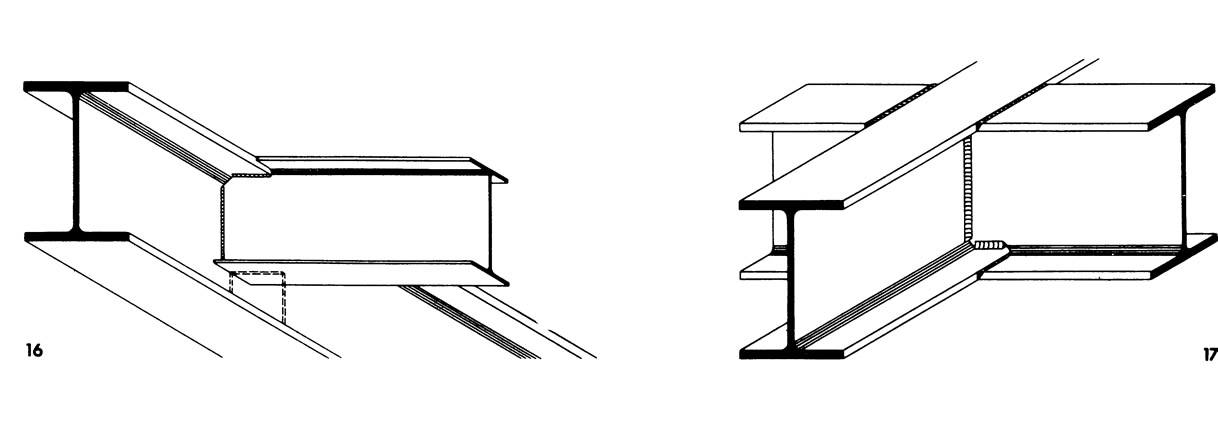 5 дюймов. до 72” макс. 5 дюймов. до 72” макс. |
| Конус полотна: | 15° макс. |
| Толщина фланца: | 3/16” мин. до 1-1/2” макс. |
| Ширина фланца: | 4 дюйма мин. до 20” макс. |
| Длина балки: | 8 футов мин. |
| Секция балки: | 325 фунтов/фут. Максимум. |
| Вес балки: | 12 000 фунтов. в целом, макс. |
| Размер сварного шва: | 1/8” мин. до 5/16” макс. |
| Скорость сварки: | от 20 до 120 дюймов в минуту |
| Стандартная скорость сварки: |
|
Производственная мощность
Хотя фактическая производственная мощность будет зависеть от размера и типа изготавливаемых балок, типичная производительность составляет 2000 тонн стали в месяц за одну восьмичасовую смену, на которой работают всего три оператора.
Доступные опции
Компьютерная система управления
Эта опция включает компьютерную систему управления с сенсорным экраном для программирования и управления. Он использует промышленный ПК и программное обеспечение машинного интерфейса для удобной работы.
Он оснащен легкодоступными диагностическими индикаторами, дисплеем сообщений и пользовательской графикой, включая электрические и гидравлические схемы и функциональные схемы. Ввод программы может осуществляться через сенсорный экран или клавиатуру.
Сварочные программы можно загружать удаленно с подключенного ПК или сети. Он также включает однодневный регистратор данных для регистрации работы машины.
Максимальный размер стенки 84 дюйма
Эта опция позволяет изготавливать балки с максимальным размером 84 дюйма вместо стандартных 72 дюймов. Все элементы системы модифицированы, чтобы приспособиться к большим размерам полотна.
Сварочные головки для изготовления подкрановых балок
Для производителей подкрановых балок доступна специальная конструкция сварочной головки. В подкрановых балках верхняя полка представляет собой С-образный швеллер с короткими сторонами, направленными внутрь балки.
В подкрановых балках верхняя полка представляет собой С-образный швеллер с короткими сторонами, направленными внутрь балки.
Мезонин на главном сварочном аппарате
Этот вариант включает в себя платформу с ограждениями поручней и лестницей для облегчения доступа. Платформа используется для хранения флюса и проволоки и позволяет оператору загружать бункер для флюса и менять барабаны и катушки с проволокой.
Блоки наклона фланцев
Эта опция при включении в конвейеры, ведущие к прихваточному приспособлению, позволяет автоматически наклонять фланцы в вертикальное положение при подготовке к предварительной сборке балки. Эта система включает в себя два узла наклона фланцев, по одному на каждой выходной стороне конвейеров.
Фланцевые поворотные узлы можно открывать на 37° от вертикали или до полностью горизонтального положения в зависимости от используемой системы обработки материалов. Если фланцы перемещаются путем толкания с соседних стеллажей, предпочтительнее открытое положение на 37°.