Как в домашних условиях сделать точечную сварку: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
Точечная сварка выполненная своими руками, от основ к мастерству
- Технология точечного сваривания
- Электроды, технические характеристики и особенности использования
- Область применения
- Достоинства и недостатки точечного сваривания
- Использование самодельного сварочного аппарата
Технология точечной сварки
Процесс сваривания точечной технологией включает в себя несколько этапов. Как варить металл при помощи точечной сварки? Сначала соединяемые детали совмещаются в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. После этого они нагреваются до состояния пластичности и совместно подвергаются последующему пластическому деформированию. В промышленных условиях при использовании автоматического оборудования частота сварки может достигать до 600 точек в минуту. Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей.
Точечное сваривание — схема
Детали нагреваются за счет прохождения сварочного тока в виде кратковременного импульса длительностью 0,01…0,1 секунд в зависимости от условий сварки. Этим импульсом обеспечивается расплавление металла в зоне действия электродов и образование общего жидкого ядра обеих деталей, диаметр которого может составлять от 4 до 12 мм. После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
Продолжительность нагрева
Монолитное соединение
Продолжительность нагрева либо прохождения сварочного тока может изменяться от тысячных долей до десятков секунд и зависит от условий сварки и мощности аппарата. При сварке деталей из сталей, склонных к закалке и возможному образованию трещин (например, углеродистые стали), рекомендуется увеличивать время нагрева для замедления последующего охлаждения металла. Сварку же деталей из нержавеющих аустенитных сталей надо выполнять, наоборот, с как можно меньшей продолжительностью нагрева. Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Сила давления
Значение давления между электродами должно обеспечивать надежный контакт деталей в месте соединения. Оно зависит от вида свариваемого металла и толщины соединяемых деталей. Давление после нагрева имеет важное значение, так как его соответствующая величина обеспечивает мелкозернистую структуру металла в месте сварки, а прочность точки соединения становится равной прочности базового металла.
Электроды, технические характеристики и особенности использования
- Качество сварки зависит также и от правильного выбора диаметра медного электрода. Диаметр точки соединения должен превышать толщину самого тонкого элемента сварного соединения быть в 2 — 3 раза.
- Прижимом деталей в момент прохождения сварочного импульса обеспечивается образование около расплавленного ядра особого уплотняющего пояска, препятствующего выплеску расплавленного материала из зоны сварки.
 В результате никаких дополнительных мер защиты места соединения не требуется.
В результате никаких дополнительных мер защиты места соединения не требуется. - Для улучшения кристаллизации расплавленного металла электроды надо разжимать с небольшой задержкой после прохождения сварочного импульса.
- Для получения качественного и надежного сварочного шва соединяемые поверхности следует предварительно подготовить, в частности, очистить от ржавчины.
- Промежуток между точками соединения должен обеспечивать уменьшение шунтирования тока сквозь соседние точки. Например, для сварки двух (трех) деталей толщиной от 1 до 8 мм каждая, расстояние между точками соединения изменяется соответственно от 15 (20) до 60 (100) мм.
Качество материалов
- Электроды, применяемые для точечной сварки, должны обеспечивать прочность в интервале рабочих температур, высокую тепло- и электропроводность и легкость механической обработки.
 Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.
Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе. - По значениям электро- и теплопроводности медь значительно превосходит бронзы и сплавы, но в 5 — 7 раз хуже их по показателям износостойкости. Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.
С целью уменьшения износа электродов при эксплуатации рекомендуется применять их интенсивное охлаждение водой.
Область применения
В домашних условиях точечную сварку выполненную своими руками чаще всего используют при ремонте бытовой техники, различных работах с алюминием, кабелем или починкой мелкой кухонной утвари.
В промышленности точечную сварку используют при сваривании листовых заготовок из сталей различных марок, цветных металлов и сплавов различных толщин, пересекающихся стержней, профильных заготовок (уголков, швеллеров, тавров и т. п.).
п.).
Достоинства и недостатки точечной сварки
Как и любой технологический процесс, электросварка точечная обладает своими достоинствами и недостатками. К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
Использование самодельного сварочного аппарата
Для сварочных работ в домашних условиях можно изготовить аппарат точечной сварки собранный своими руками. Самодельные сварочники могут обладать самой разнообразной конфигурацией — от небольших переносных до достаточно габаритных. В домашних условиях обычно используются настольные версии, которые могут применяться для сварки черных и цветных металлов.
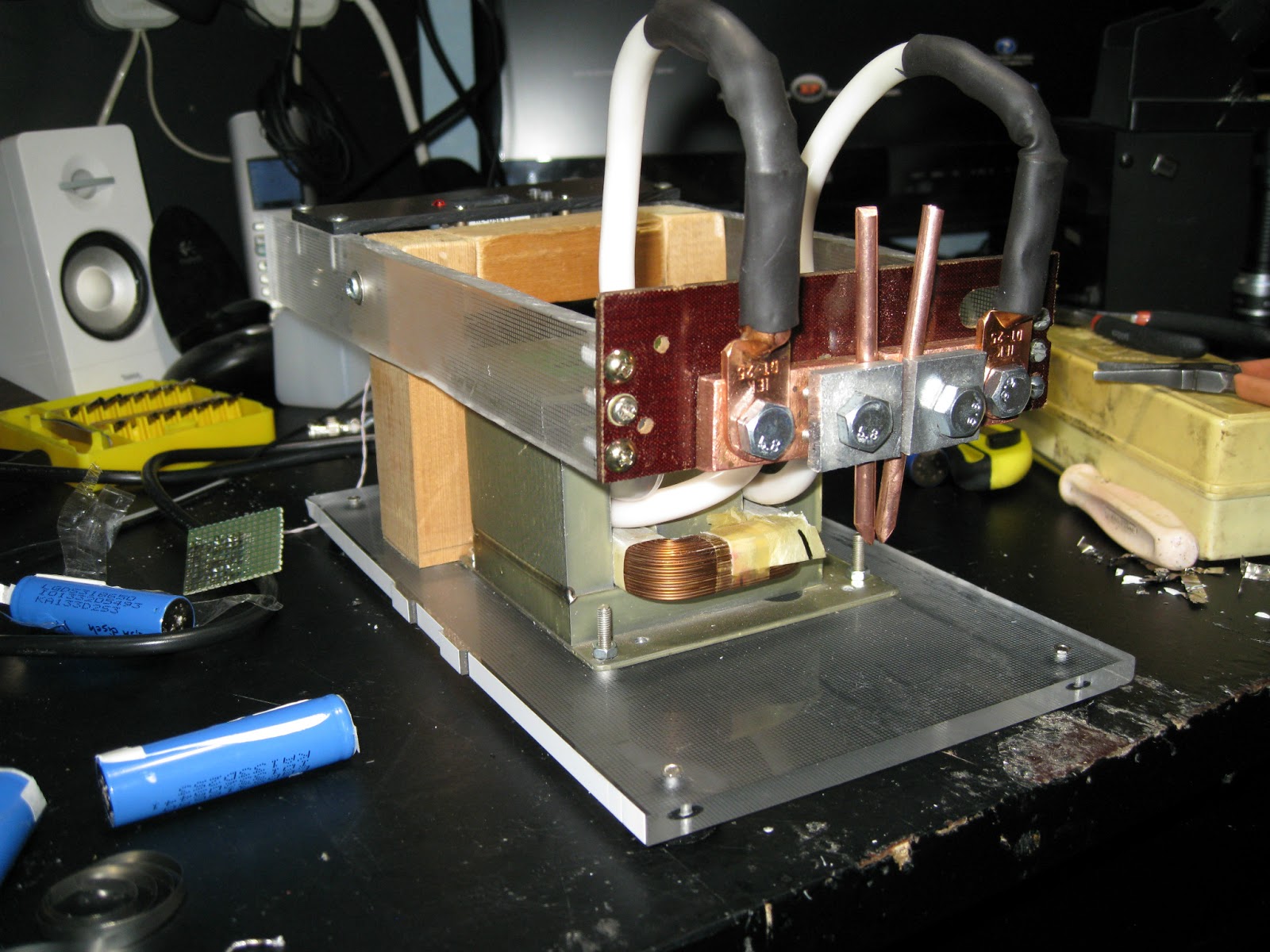
Основа аппарата
Основной конструктивной деталью одного из таких сварочных аппаратов является базисный трансформатор.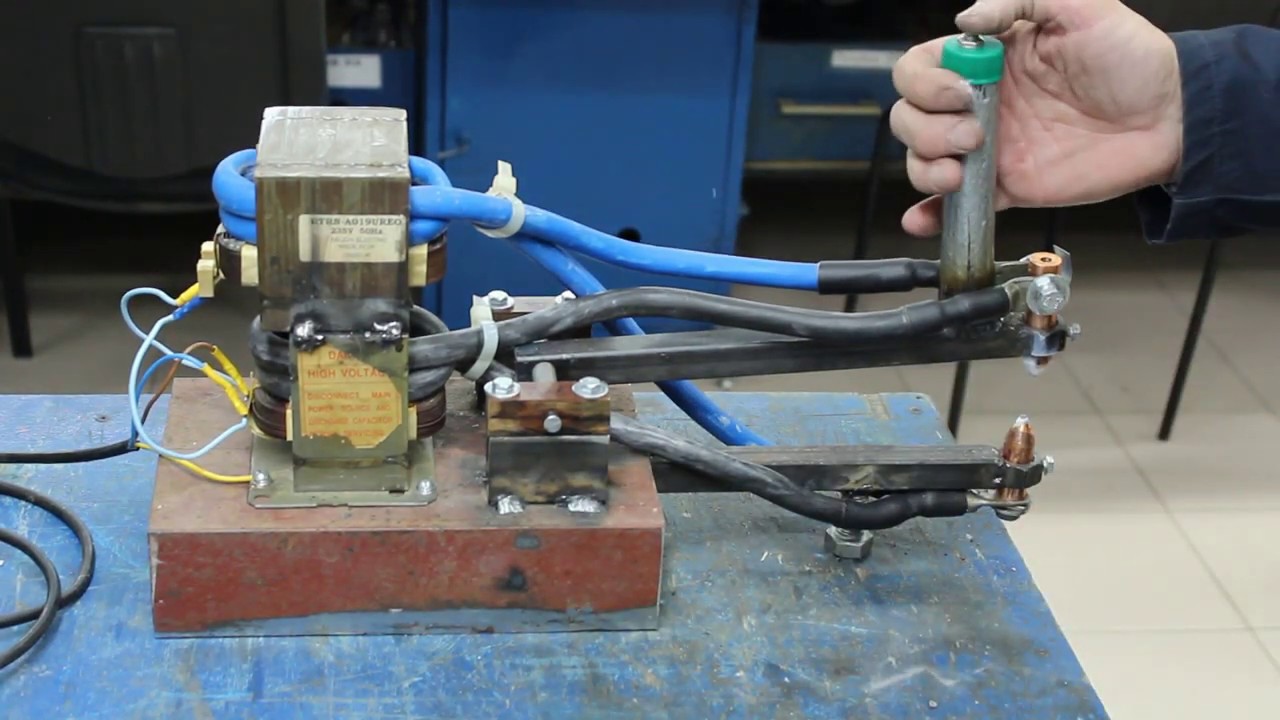 Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ — 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З — 50.
Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ — 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З — 50.
Трансформатор ОСМ — 1
Регулировка значения величины тока в аппарате не обязательна. В процессе сварки необходимо ориентироваться по продолжительности нагрева и контролировать его визуально по окраске. Для изготовления держателей электродов можно использовать дюралюминиевый прут диаметром 30 мм.
Конструкция электродов
Нижний электрод необходимо сделать неподвижным и изолировать его от щечек и крепежных болтов клейкой лентой и шайбами. Для крепления электродов в держателях можно воспользоваться двумя болтами или латунными шайбами.
Затем можно взять какие-нибудь пружины, скажем от раскладушки. Держатели с электродами следует развести пружиной в исходное положение. Сварочный точечный аппарат подключается в сеть с помощью автоматического выключателя, рассчитанного на ток не менее 20 А.
Управление аппаратом
Самим аппаратом можно управлять магнитным пускателем, который может включаться нажатием педали. Корпус трансформатора и его вторичная обмотка должны быть заземлены. Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.
Видеоролики точечной сварки выполненной своими руками
2.Видео об использовании аппарата точечной двухсторонней сварки GYSPOT 32D-С для ремонта видовых поверхностей и соединения кузова автомобиля:
Сварочный аппарат для точечной сварки своими руками
Точечную сварку, точнее аппарат для данной работы можно изготовить из обычного бытового прибора. Что выбрать? Подойдет ли микроволновка для работы. Как поэтапно сделать описано в статье по пунктам.
Что выбрать? Подойдет ли микроволновка для работы. Как поэтапно сделать описано в статье по пунктам.
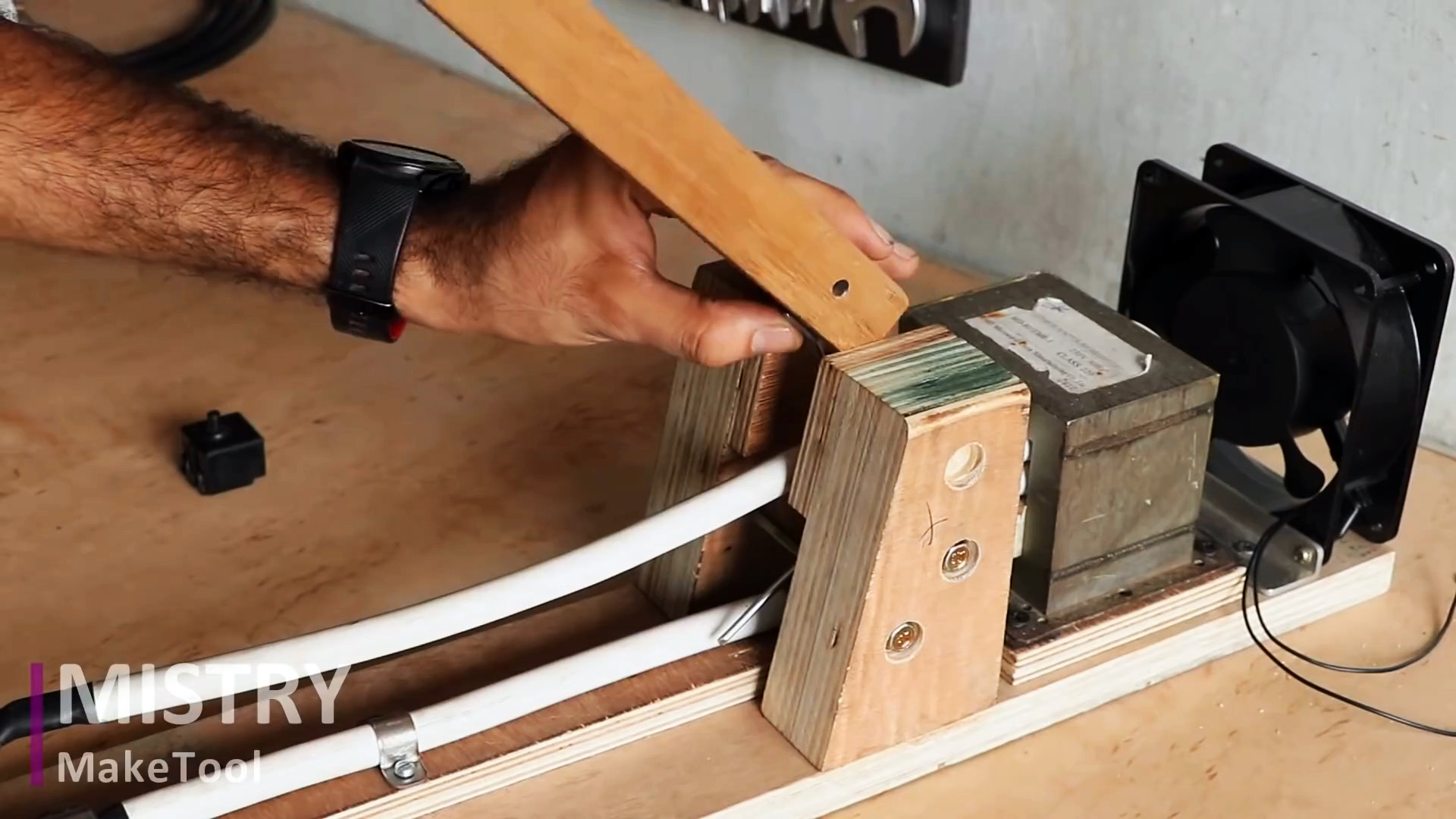
Работа с трансформатором
Без трансформатора нельзя увеличивать входное напряжение, проще говоря, выполнить регулировку.
От старой микроволновки нужен прибор, мощностью 700–850 Вт. Им легко сваривать металлические листы, толщиной до 1 миллиметра. Подобный трансформатор относят к повышающему типу, вырабатываемое напряжение — 4 киловатта.
Несложно догадаться, что-то извлекать трансформатор нужно очень аккуратно. Здесь не поможет молоток или инструменты для грубой работы.
Сначала от микроволновки нужно открутить основу, убрать абсолютно все крепления. Потом уже достать трансформатор с того места, где он был установлен.
Что возьмем в работу от извлеченного устройства?
От трансформатора нужен магнитопровод.
Для этого выполняют демонтаж обмотки. Вот здесь тяжелый инструмент (зубило и молоток) подходит идеально. Работая инструментом, первичная обмотка не должна быть повреждена.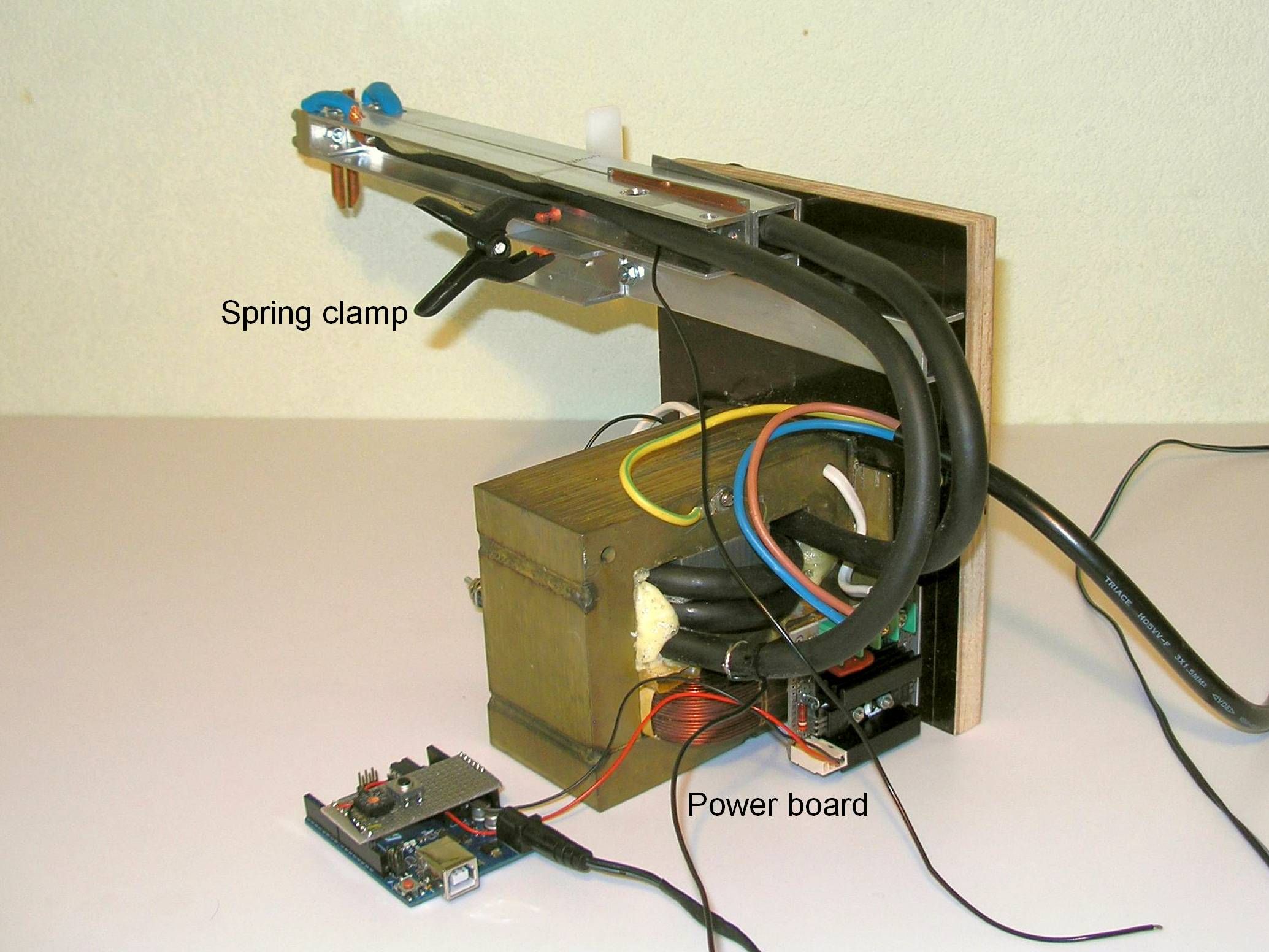 Процессы могут быть обнаружены шунты, которые также удаляют.
Процессы могут быть обнаружены шунты, которые также удаляют.
Когда в конструкции магнитопровода использован сварной метод, а не клееный, вторичная обмотка может быть удалена ножовкой по металлу. Но когда верхний слой плотно забит в само окно магнитопровода, лишнюю часть устройства необходимо будет высверливать. Тут также приветствуется аккуратность, иначе все разрушится.
Демонтаж выполнил, что дальше?
Второй этап в работе — это вторичная обмотка. Здесь лучше заранее приготовить провод сечением от 1 мм. Когда нет подобного материала под рукой, придется покупать. Причем приобретать необязательно многожильный провод нужного сечения, подойдут пучки из одного и более проводников. Они в общей массе создадут необходимый диаметр провода.
Когда вторичная обмотка уже на трансформаторе, устройство будет способна к выработке тока до 1000 ампер.
Иногда нужен аппарат для точечной сварки с повышенной мощностью. Тогда одного трансформатора точно не хватит. Лучше использовать несколько устройств, пустив в дело дополнительную микроволновку.
Про доработку трансформатора подробнее
Вторичная обмотка подразумевает несколько витков проволоки на самом сердечнике. Достаточно два или три слоя. Тогда выходное напряжение будет 2В. А кратковременный сварочный ток — от 800А. Таких показателей хватит на точечную сварку.
Конечно, намотать нужное количество витков без затруднений или опыта не так и просто. Особенно это чувствуется когда расходный провод с толстым слоем изоляции. Подобную проблему решить несложно: с обычного провода снимается стандартная изоляция, затем обматывается сердцевина провода изолентой на тканевой основе.
Существенным для вторичной обмотки является минимальная возможная длина проволоки. Иначе не избежать роста сопротивления, что уменьшает силу тока.
Когда нужно спаривать более толстый металл (толщина до 5 миллиметров), вышеуказанной мощности не хватит. Нужна цепочка для сварочного аппарата из нескольких трансформаторов.
Конкретных правил для создания цепочки нет, но при ошибке с первичной и вторичной обмоткой на нескольких трансформаторах короткого замыкания не избежать.
Как определить правильность соединения?
Удачное соединение без маркировки необходимо проверить вольтметром.
Самодельные устройства, созданные для точечной сварки, необходимо эксплуатировать в домашней мастерской, где есть ограничения по силе тока. Данный показатель заканчивается на цифре 2000А.
Если превысить это значение, то перебоев в электросети не избежать. Причем пострадает проводка во всем доме, а еще и в соседском. Наверняка проверить силу тока в цепи трансформатора также можно амперметром.
Про одноименные выводы для трансформатора
Представим, что нет маркировки на выводах. Но необходимость в определении одноименных есть. Это нужно для соединения.
Как разрешить задачу?
Первичную вторичную обмотку на двух или нескольких трансформаторах требуется соединить последовательно. На конец цепи соединенных устройств необходимо подать напряжение, в то же время к выходам или выводам подключить вольтметр, замеряющий переменное напряжение.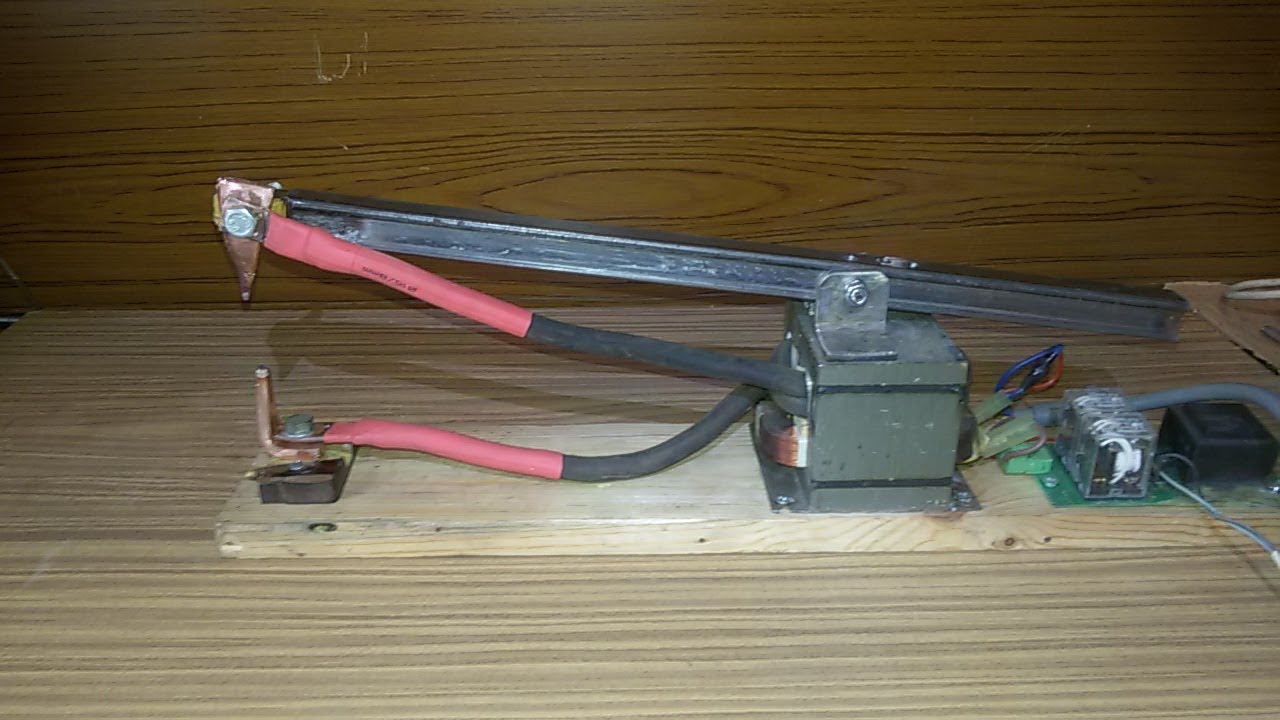
Есть два варианта данных на вольтметре:
- Расплывчатые значения;
- Никаких значений.
Если 1 вариант, то сеть с разноименными выводами. Что будет происходить в сети? Поступивший напряжение на первичную обмотку нескольких трансформаторов будет уменьшаться на 50% в геометрической прогрессии.
Если 2 вариант, то напряжения, которые выходят из обмоток, будут равны по значению, но с разными знаками. Это ошибка. Необходимо сделать изменения в порядке подключений первичной или вторичной обмотки. Ориентир для подходящего результата — показания вольтметра, указанные в первом пункте.
Электроды на самодельную точечную сварку
На что нужно обращать внимание для выбора электрода? Естественно, на диаметр. Точнее, необходимо учесть схожесть диаметров электрода и провода. Для подобных элементов подойдет медный пруток. Но если устройство небольшим показателем по мощности, то подойдет профессиональный паяльник.
Любой электрод в процессе эксплуатации обязательно измениться. Для корректировки геометрических параметров нужно делать подточку. Что приводит через некоторое время к замене.
Для корректировки геометрических параметров нужно делать подточку. Что приводит через некоторое время к замене.
Чтобы не было потери по мощности, необходимо сократить длину проводов до минимума.
Провод, связывающим электрод с самим аппаратом, по диаметру достаточно большой. Облегчает процесс пайки специальным наконечником, который предварительно прошел процедуру лужения. Электроды съемные, А это значит, что в точке соединения не должно быть пайки.
Как установить электроды
Медный пруток или жало паяльника на руках. Эти элементы необходимо присоединить к проводам при помощи медных наконечников. А вот уже наконечники крепят пайкой.
Наконечники необходимо совмещать с электродами надежным болтовым соединением. Из материалов выбирают медь или сплавы с медью. Нужен материал минимального электрического сопротивления.
Управление для точечной сварки
В этом пункте нет ничего сложного. Нужен рычаг и выключатель. Между электродами контролируются сила зажатия, за что отвечает рычаг. Функция достаточно существенная, поэтому рычажный механизм дополняют винтовым элементом, что обеспечит значительное сжатие и надежность.
Функция достаточно существенная, поэтому рычажный механизм дополняют винтовым элементом, что обеспечит значительное сжатие и надежность.
Для выключателя, который отвечает уже за подачу тока к сварочному электроду, соединение идет с первичной обмоткой. Если же наоборот, то получится лишнее сопротивление.
Рабочие моменты
Процесс работы подразумевает нагрев электродов. Еще нагревается сам трансформатор с токопроводящими элементами устройства. Предотвратить сильный нагрев можно при помощи простой системы охлаждения. Что это значит? Без обычного вентилятора не обойтись. Для удобства в работе электроды в рабочем состоянии контролируют визуальным методом. Для этого есть ориентир по цвету. Иногда применяют и специальное реле.
Простое устройство для точечной сварки на трансформаторной основе соорудить не так сложно. Необходимо лишь прочитать инструкцию и подготовить детали к работе.
Как выполнить точечную сварку с помощью сварочного аппарата MIG
13 января 2023 г. 13 января 2023 г.
13 января 2023 г.
| 14:01
Точечная сварка — невероятно полезная и эффективная техника соединения двух металлов. Он часто используется в автомобильной промышленности, но может быть полезен всем, кто хочет создать более прочные соединения для своих проектов. Итак, как выполняется точечная сварка с помощью сварочного аппарата MIG? Давайте взглянем.
Что такое точечная сварка?
Точечная сварка — это процесс, при котором создается прочное соединение между двумя частями металла. Точечная сварка производится, когда электрический ток проходит через металл и нагревает его до тех пор, пока он не расплавится и не сплавит две части. Этот тип сварки выполняется быстрее, чем другие методы, такие как сварка TIG или MIG, создавая прочные соединения, устойчивые к коррозии и вибрации.
Правильная настройка сварочного аппарата
Прежде чем приступить к точечной сварке, необходимо правильно настроить сварочный аппарат.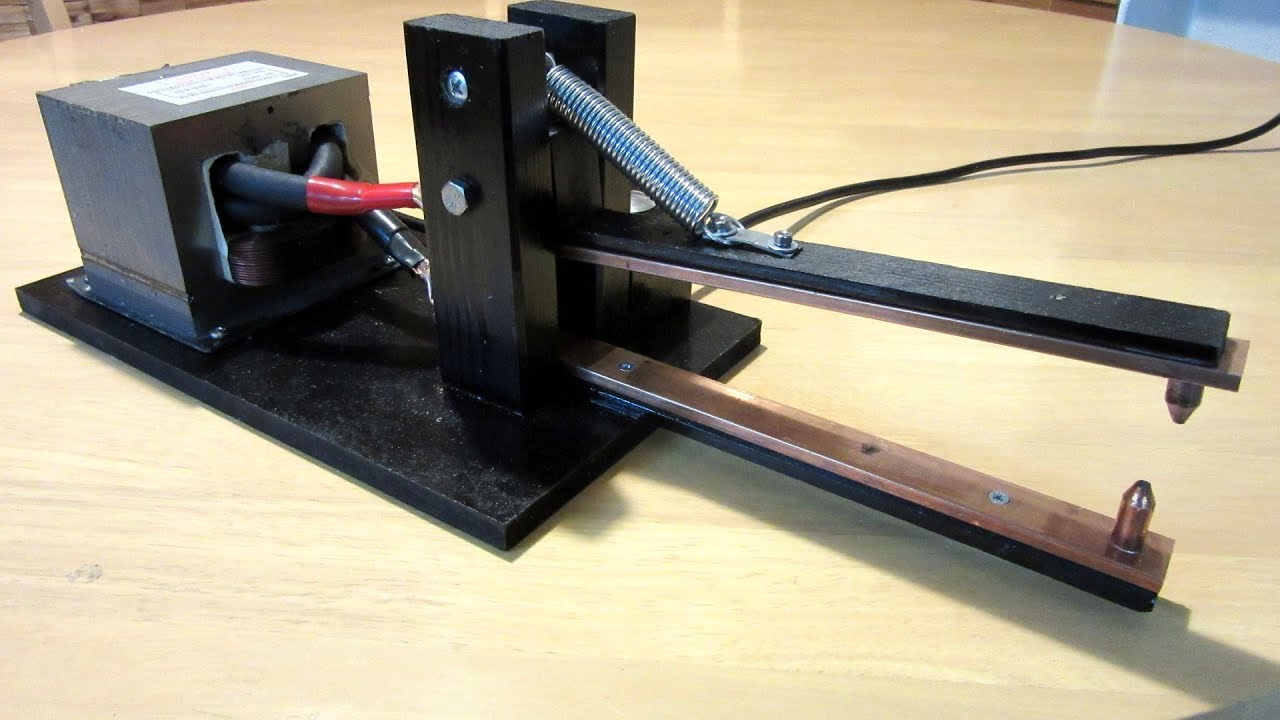 Это включает в себя проверку правильности настроек мощности и правильного положения горелки для точечной сварки. Вообще говоря, мощность должна быть установлена в пределах 20-30 вольт, а пистолет должен быть слегка наклонен, чтобы эффективно сфокусировать тепло на одной области. После того, как все настроено, можно переходить к самому процессу сварки.
Это включает в себя проверку правильности настроек мощности и правильного положения горелки для точечной сварки. Вообще говоря, мощность должна быть установлена в пределах 20-30 вольт, а пистолет должен быть слегка наклонен, чтобы эффективно сфокусировать тепло на одной области. После того, как все настроено, можно переходить к самому процессу сварки.
Процесс сварки
После того, как ваш сварочный аппарат правильно настроен, самое время приступить к фактическому процессу точечной сварки. Для начала убедитесь, что оба куска металла чистые и на них нет мусора или окисления. Затем сложите их вместе в желаемом положении и слегка надавите на них руками, пока они не прилегают друг к другу. Затем, держа сварочную горелку MIG в одной руке, а электрод в другой, поднесите электрод к стыку, одновременно нажимая с умеренным усилием до тех пор, пока из области стыка не начнут вылетать искры. В этот момент продолжайте нажимать в течение примерно 3-5 секунд, пока в области сустава не появится ярко-оранжевый цвет; это указывает на то, что между обоими кусками металла было достигнуто надлежащее соединение. Наконец, одновременно ослабьте давление обеих рук и отведите сварочный аппарат MIG от зоны соединения; это завершит вашу точечную сварку!
Наконец, одновременно ослабьте давление обеих рук и отведите сварочный аппарат MIG от зоны соединения; это завершит вашу точечную сварку!
Как выполнять точечную сварку с помощью сварочного аппарата MIG
Точечная сварка с помощью аппарата MIG требует специальной настройки и оборудования. Вам нужно будет приобрести электроды, специально предназначенные для точечной сварки, и триггерный переключатель, который позволит вам контролировать ток, проходящий через наконечники электродов. После того, как вы настроите все свое оборудование, вот основные шаги для выполнения точечной сварки с помощью сварочного аппарата MIG:
- Очистите всю грязь или мусор с обоих кусков металла, которые вы хотите соединить вместе. Это помогает гарантировать, что ваш сварной шов создаст прочную связь между ними без каких-либо слабых мест из-за загрязнений.
- Расположите электроды по обе стороны от того места, где должен быть сварной шов, убедившись, что они соприкасаются с обоими кусками металла.
 Это гарантирует, что электричество будет поступать должным образом, когда вы начнете сварку.
Это гарантирует, что электричество будет поступать должным образом, когда вы начнете сварку. - Включите сварочный аппарат MIG и отрегулируйте настройки в соответствии с желаемой силой тока и уровнями напряжения — более высокие токи приводят к большему нагреву, поэтому отрегулируйте их соответствующим образом! В зависимости от толщины вашего материала вы также можете изменить скорость подачи проволоки, если это необходимо.
- Нажмите триггерный переключатель, подключенный к вашим электродам, и, удерживая его, перемещайте их по кругу в том месте, где вы хотите сформировать соединение, — это помогает равномерно распределить тепло по всем соединяемым поверхностям. Следите за искрами, летящими с обоих концов, что указывает на то, что все работает правильно!
- После завершения отключите источник питания и дайте время для охлаждения, прежде чем прикасаться к чему-либо рядом с местом точечной сварки — это помогает обеспечить безопасность во время работы и предотвратить любые потенциальные повреждения из-за случайного контакта с горячими металлическими частями во время последующего периода охлаждения!
C Включение:
Следуя этим простым шагам, каждый может научиться использовать свой сварочный аппарат MIG для точечной сварки! Важно не только ознакомиться с основами, но и практиковаться достаточное количество раз, пока вы не почувствуете уверенность в том, что делаете это правильно каждый раз — так, когда дело доходит до критического времени (например, ремонт автомобиля или проект «сделай сам»), независимо от того, что возникнут проблемы, вы будете точно знать, что нужно сделать, чтобы выполнить работу правильно с первой попытки! При надлежащей подготовке и практике каждый может научиться безопасно выполнять точечную сварку, используя свой надежный сварочный аппарат MIG в домашних условиях — удачи!
Heer Vohera
Познакомьтесь с Heer, динамичным и целеустремленным писателем, изучающим приемы своего ремесла в металлургической промышленности. Имея опыт работы в цифровом маркетинге, Хир привносит в свои тексты уникальную точку зрения, делясь ценными идеями. Помимо ведения блога, она любит читать и ходить в походы.
Имея опыт работы в цифровом маркетинге, Хир привносит в свои тексты уникальную точку зрения, делясь ценными идеями. Помимо ведения блога, она любит читать и ходить в походы.
Как сварить нержавеющую сталь в домашних условиях
30 января 2023 г.
Существует множество промышленных применений и преимущества нержавеющей стали для проектов по изготовлению металлоконструкций . Нержавеющая сталь обычно используется при проектировании зданий, кухонной техники и оборудования для аэрокосмической, автомобильной и морской промышленности. Из-за многочисленных применений нержавеющая сталь часто используется для изготовления промышленного оборудования. Из-за этого сварка нержавеющей стали различается в зависимости от применения. Сварка стали также зависит от толщины материала.
Сочетание других компонентов, таких как железо, углерод и хром, с другими элементами, такими как никель, ниобий, титан и молибден, придает нержавеющей стали различные степени материала. Различные методы сварки стали используются с нержавеющей сталью, которая бывает разнообразной и используется по-разному.
Различные методы сварки стали используются с нержавеющей сталью, которая бывает разнообразной и используется по-разному.
Большинство сварщиков не знают об этом и должны уметь сваривать нержавеющую сталь в домашних условиях. Сегодня здесь вы узнаете много нового о различных процессах сварки нержавеющей стали.
1. Вольфрам в среде инертного газа/дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG)
Дуговая сварка вольфрамовым электродом в среде является наиболее популярным методом соединения нержавеющей стали . Известен своей высококачественной продукцией, технологичностью, долговечностью и способностью придавать стали приятный внешний вид после сварки. В TIG сварка , сварка на малых токах, что снижает погонную энергию и позволяет добавлять присадку в любые стальные зазоры; метод идеально подходит для соединения тонких материалов.
Основным назначением аргона в Газовой вольфрамовой дуговой сварке является экранирование, и в зависимости от требований проекта вы можете комбинировать его с другими газами, включая гелий, водород и азот. Чтобы избежать окисления и повысить коррозионную стойкость, защита инертным защитным газом может быть выполнена методом односторонней сварки.
Чтобы избежать окисления и повысить коррозионную стойкость, защита инертным защитным газом может быть выполнена методом односторонней сварки.
2. Плазменно-дуговая сварка (PAW)
Процедура сварки TIG аналогична плазменно-дуговой сварке . Электрод вставляется сварщиком внутрь стержня во время PAW. Аппарат, используемый для плазменной дуговой сварки, состоит из сопел. Для сварки стали, требующей глубокого проплавления, сопло помогает создавать плазму. При необходимости сварки прямоугольных стыков до 8 мм применяется плазменная дуговая сварка . Для более толстых соединений с прямоугольными кромками требуется PAW/TIG. Аргон часто используется с водородом для сохранения коррозионной стойкости материала, когда присутствуют газовые компоненты, такие как аргон.
3. Точечная сварка или сварка сопротивлением
Поскольку этот тип сварки можно использовать как для больших, так и для малых задач, сварка сопротивлением считается универсальной. Электрический ток используется при контактной сварке для облегчения сварки. Электрическое сопротивление создается, когда электрический ток проходит через электрод и контактирует с металлом. Электрический ток помогает нагревать нержавеющую сталь и соединять детали.
Электрический ток используется при контактной сварке для облегчения сварки. Электрическое сопротивление создается, когда электрический ток проходит через электрод и контактирует с металлом. Электрический ток помогает нагревать нержавеющую сталь и соединять детали.
При точечной сварке или контактной сварке используется относительно небольшое напряжение, при этом потребляется значительное количество тока от источника питания. Сварка сопротивлением невероятно проста по сравнению с другими процедурами, потому что вам нужно всего лишь нажать кнопку.
4. Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Самым старым и самым популярным процессом сварки стали является дуговая сварка металлическим электродом в среде защитного газа, иногда называемая ручной дуговой сваркой металлическим электродом. Дуговая сварка металлическим электродом (SWAM) также часто используется, потому что она хорошо подходит для соединения различных материалов.
Плавящийся электрод создает дугу между электродом и сварочной сталью. Электрод плавится при подаче тока, начиная заполнять промежутки между стальными частями, чтобы объединить их. расплавленный 9Затем сварочные электроды 0053 покрывают слоем флюса, чтобы защитить его и предотвратить окисление стали. На расплавленном участке флюс создает слой газа и шлака, который затем соскребается с материала.
5. Дуговая сварка металлическим электродом в среде инертного газа (MIG)/газовая дуговая сварка (GMAW)
Эта полуавтоматическая процедура сварки стали создает прочное соединение между двумя стальными частями. Вы можете использовать ручные или механические методы для выполнения процесса. Защитный газ, богатый аргоном, и постоянно используемая электродная проволока используются в Сварка МИГ . Для получения лучшего качества металла при выполнении позиционной сварки и для придания более аккуратного вида для газовой дуговой сварки металлическим электродом (GMAW) предусмотрена подача импульсного тока.