Как варить бронзу: Чтобы качественно сварить бронзу, алюминий и медь
Содержание
Чтобы качественно сварить бронзу, алюминий и медь
В состав бронзы входят, помимо меди и алюминия, цинк, марганец, кремний и олово. Категория бронзы определяется содержанием добавок при сплаве. Оловянная бронза имеет в составе от восьми до десяти процентов олова, от двух до четырёх процентов цинка. Остальное приходится на долю меди.
К специальным бронзам относятся:
• кремнистые,
• марганцовые,
• железомарганцевые,
• алюминиевые.
Сварить бронзу можно не только металлическими, но и угольными электродами. Накануне сварки каждую бронзовую детальнадо подогреть от двухсот до пятисот пятидесяти градусов по Цельсию. Причём с сильным подогревом нужно сваривать детали, обладающие сложной конфигурацией. Если речь вести о простых деталях, то для них подойдёт предварительный подогрев с меньшей температурой.
Необходимостью сварка бронзы становится в следующих случаях:
1. При состыковке фрагментов изделий, которым присуща сложная форма.
2. Реставрации изношенных либо поломанных деталей.
3. Исправление дефекта отливок.
Подобные изделия определяются как сварнолитые. Выполнить сварку бронзы можно в полувертикальном или нижнем положении. Заделывая сквозной дефект, сваривая стыковой шов, необходимо использовать подкладки. Они помогут избежать протекания металла. Подкладки изготавливаются:
• из огнеупорной глины,
• асбеста,
• стальных листов.
Форму непременно надо соотносить с конфигурацией детали изнутри, в том месте, где производится сварка.
Для сварки оловянной бронзы
Сварить оловянную бронзу можно с применением угольных электродов. Для присадочного материала нужно взять отлитый вкокиль пруток. Он должен иметь в качестве составляющих:
1. 0,25 процента фосфора.
2. От трёх до четырёх процентов кремния.
3. 95-96 процентов меди.
На роль флюса годится борный шлак либо прокалённая бура. Чтобы сварить никелевую, свинцовую, цинковую, оловянную бронзу, потребуются электроды ОБ-5. Заварив детали, их надо для постепенного охлаждения укрыть асбестом. Это снизит остаточное напряжение, предотвратит появление трещин.
Заварив детали, их надо для постепенного охлаждения укрыть асбестом. Это снизит остаточное напряжение, предотвратит появление трещин.
Специальные бронзы
Когда свариваешь специальную бронзу с использованием угольного электрода, присадочным металлом нужно выбрать прутки, идентичные по составу с главным металлом. Сваривая кремнистую бронзу, для флюса лучше всего взять прокалённую буру. Фосфористым бронзам рекомендуется бронборный шлак.
Алюминиевые бронзы требуют в качестве флюса тот же, который используется при сварке алюминиевых сплавов и самого алюминия. Для специальных бронз, при сварке с помощью металлического электрода, состав стержня подбирается с учётом состава главного металла. Сваривая фосфористую бронзу, лучше задействовать стержень с таким составом:
1. Не больше 0,75 процента примеси.
2. От девяти до одиннадцати процентов олова.
3. 0,5-1,0 процента фосфора.
4. Остальная часть – медь.
Алюминиевая бронза при сварке предполагает использование прутка, имеющего в составе:
• марганца от 1,5 до 2,5 процента;
• равное количество с главным металлом алюминия;
• медь, железо как остальная часть.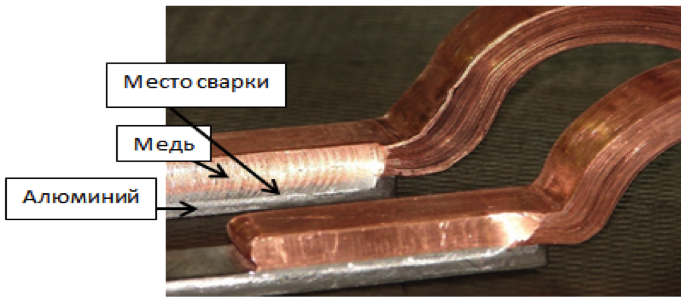
Сварку бронзы с применением металлического электрода лучше выполнить с постоянным током обратной полярности. Сила тока берётся с таким расчётом: на один миллиметр электродного диаметра потребуется 40 ампер. Алюминий используется при производстве деталей не только в своём чистом виде (99,5 процента), но и в разного рода сплавах с кремнием, медью, магнием, марганцем.
Снаружи как алюминий, так и сплавы с ним имеют плёнку окиси с температурой плавления приблизительно 2050 градусов. При нагреве алюминий подвержен весьма сильному окислению. Плёнка тугоплавкой окиси, которая расположена на поверхности заготовки, создаёт препятствие для сплавления присадочного металла с главным.
Чтобы соединение вышло надёжным, при сварке требуется удаление плёнки оксида. Этой цели можно добиться как химическим, так и механическим способом. Последний далеко не всегда даёт хороший результат. Его предпочтительней использовать, сваривая металл с определённой толщиной.
Надо учитывать, что окись алюминия может быть удалена концом присадочного материала. Химическая же очистка производится с помощью покрытий либо флюсов, гарантируя качественное удаление окиси алюминия. Окись алюминия полностью должна быть удалена по причине своей тяжести, превышающей вес алюминиевого сплава либо самого алюминия.
Химическая же очистка производится с помощью покрытий либо флюсов, гарантируя качественное удаление окиси алюминия. Окись алюминия полностью должна быть удалена по причине своей тяжести, превышающей вес алюминиевого сплава либо самого алюминия.
Нередко окись, располагаясь плёнкой вдоль швов, уменьшает надёжность сварной состыковки. Чтобы избежать ожогов, сварку алюминия в форме листа осуществляют на подкладках. Допускается использование металлических и угольных электродов, среды защитных газов.
Применяя угольные электроды
Если для сварки приготовлен угольный электрод, то на присадочный металл пойдут литые прутки или проволока, имеющие один и тот же состав с главным металлом. Из трёх возможных марок флюсов больше подходит АФ-4А. Такой флюс надо использовать, сваривая незначительной толщины металл. Сгодится он и при устранении дефектов в литой детали из сплавов алюминия и тонкими стенами.
При существенной толщине главного металла неплохого качества можно добиться, используя флюс №2 и №1. Его наносят накануне нагрева на поверхность, подлежащую сварке. Это может быть:
Его наносят накануне нагрева на поверхность, подлежащую сварке. Это может быть:
1. Состыковка шин электролизного цеха.
2. Монтаж иных электрических линий.
Алюминиевые шины сваривают обычно встык на графитовой либо алюминиевой подкладке. Графитовые пластины, обладающие вырезами против швов, ставят по бокам шин. Вырезы дают возможность удалить за границы рабочего сечения конец и начало шва.
Металлический электрод для сварки
Электродный стержень должен быть сделан из материала, обладающего с главным металлом одинаковым составом. Нужно нанести покрытие на стержень. Его состав хорошо известен, и необходимо соблюдать общепринятое процентное соотношение. Покрытие должно получиться толщиной до одного миллиметра.
Подогрев в специальных печах означает необходимость замера температуры термопарой. Речь идёт о подогреве древесными опилками либо термокарандашами в горне. Температура бывает достаточной уже при тлении опилок. Сварка осуществляется при применении постоянного тока обратной полярности. Сила его берётся в границе от тридцати до тридцати шести ампер на миллиметр диаметра электрода.
Сила его берётся в границе от тридцати до тридцати шести ампер на миллиметр диаметра электрода.
Детали из алюминиевых сплавов и алюминия надо хорошо очистить от остатка шлака и флюса. Именно эти остатки способствуют возникновению коррозии металла. Чтобы достигнуть этой цели, необходимо:
• деталь после завершения сварки промыть горячей водой;
• поверхность шва протереть волосяной щёткой;
• погрузить деталь на пять минут в 2-процентный раствор с хромовой кислотой, которая нагрета до восьмидесяти градусов.
Завершив эту процедуру, детали нужно опять промыть горячей водой и просушить.
В среде защитного газа
Защитным газом служит аргон. Сварка выполняется с использованием специального держателя и вольфрамового электрода. Задействованный в данном случае алюминиевый сплав и алюминий необходимо хорошо очистить.
Нельзя допустить в аргоне:
1. Содержания кислорода свыше 0,03 процента.
2. Наличия влаги.
3. Присутствие азота больше 0,3 процента.
Сваривая в аргоновой среде, флюс использовать не надо. В результате отпадает необходимость очистки после сварки от шлаков и флюса, что является трудоёмкой операцией. Сварка в среде аргона допускает также нахлесточные соединения, которые запрещены при сварке, подразумевающей использование флюса. Запрещение обосновывается тем, что практически невозможно стопроцентно удалить шлаки и остаток флюса. В итоге может появиться коррозия, разрушающая нахлесточное сварное соединение.
Уменьшая окисную плёнку
С дуговой сваркой покрытым электродом мы имеем дело только с двумя разновидностями цветного металла:
• медными сплавами и медью;
• алюминиевыми сплавами и алюминием.
Главные преимущества конструкций из сплава с алюминием многократно проверены практикой и заключаются в следующем:
1. В высокой устойчивости к коррозии.
2. Высокой удельной прочности.
3. В малой плотности.
По этим причинам конструкции распространены повсеместно. Для сварной конструкции применяется деформируемый сплавиз алюминия. При деформации и нагреве он не поддаётся растрескиванию. Основной же проблемой сварки алюминиевых сплавов и алюминия стала его значительная химическая активность:
При деформации и нагреве он не поддаётся растрескиванию. Основной же проблемой сварки алюминиевых сплавов и алюминия стала его значительная химическая активность:
• на поверхности алюминия появляется окисная плёнка, чья температура плавления составляет 2050 градусов по Цельсию;
• она не плавится в ходе сварки;
• потягивает металл устойчивой оболочкой;
• затрудняет формирование сварочной ванны.
Кусочки плёнки, попав в шов, уменьшают качество сварного соединения и срок его службы. Выполняя сварку, необходимо провести меры для разрушения, а потом удаления плёнки. Эта мера обеспечит защиту металла от нового окисления. Из-за немалой химической прочности окисной плёнки восстановить из окисла алюминий при сварке нельзя. Невозможно на практике связать её в прочное соединение со щелочью либо сильной кислотой.
Влияние шлака на сварку алюминия базируется на смывании расплавленным шлаком окисной плёнки, которая подверглась разрушению. Немалую роль играет процесс растворения. Готовя деталь из сплава с алюминием для предстоящей сварки, нужно удалить с кромки поверхностное загрязнение. Применяется для этой цели органический растворитель. Возможно использование травления по такой технологии:
Готовя деталь из сплава с алюминием для предстоящей сварки, нужно удалить с кромки поверхностное загрязнение. Применяется для этой цели органический растворитель. Возможно использование травления по такой технологии:
1. Промывка холодной водой.
2. Сушка с помощью сжатого воздуха.
3. Обезжиривание растворителем.
4. Пассивирование две минуты в тридцатипроцентном растворе с водой HNO3.
5. Травление одну-две минуты в NaOH, концентрированной щелочи.
Сварка даёт возможность применить с хорошей отдачей нахлесточные либо стыковые соединения. Снижая включения в швеокисной плёнки, допустимо применение флюсов, которые наносятся на торцы деталей накануне сварки. Они представляют собой дисперсную взвесь фторидов, находящихся в спирте.
Не разделывая кромки, допустимо сваривание с одного бока детали, имеющего толщину кромки до шести миллиметров. С двух боков эта толщина может доходить до десяти миллиметров. Разделка выполняется V-образно:
• с притуплением в 0,25 от толщины кромки;
• углом раскрытия кромки до шестидесяти-семидесяти градусов.
Соблюдение всех требований неизменно даёт положительный результат.
Электроды для алюминиевых сплавов
При сварке алюминиевого сплава самыми распространёнными типами электродов считаются: ОЗА-1, ЭЮ-1, АФ-4А, ОЗА-2. Последняя разновидность рассчитана для наплавки и заварки дефектов после литья. Стержень электрода выполняется с использованием сварочной проволоки, нанесением на неё покрытия, представляющего собой смесь фтористой и хлористой соли. Толщина его не больше 0,3 – 0,5 миллиметров на сторону.
Сварка осуществляется с применением постоянного тока обратной полярности. На силе тока останавливаются с учётом диаметра электрода и положения шва. Работа с электродом 03А-1:
1. Угол загиба 170 градусов.
2. Прочность шва 72 Мпа.
Выполнять сварку предпочтительней с предшествующим подогревом детали до 250 – 400 градусов по Цельсию (принимаетсяво внимание толщина кромки). Алюминий обладает значительной теплопроводностью, кромки разогреваются дугой чрезвычайно медленно. На каждый килограмм наплавленного металла расходуется два килограмма электродов.
На каждый килограмм наплавленного металла расходуется два килограмма электродов.
Существенны потери на разбрызгивание и угар электродного металла. Сваривая электродом ОЗА-2, надо иметь в виду, что угол загиба выходит меньше, а шов получится прочнее — 86 Мпа. Такое наблюдается из-за легирования кремнием швов.
Медные сплавы и медь
Применение медных сплавов и меди обусловлено антикоррозийной стойкостью в агрессивной среде, высокой тепло- и электропроводностью. Большая чистота металла означает повышение подобных свойств. Как теплопроводность, так и электропроводность меди быстро меняется и при малом присутствии примеси (до одного процента). Нагреваясь, медь вступает в реакцию с водородом, углеродом, серой, кислородом. Инертность она проявляет при сварке к азоту в каждом еётемпературном диапазоне.
При низкой температуре, похожей на температуру кристаллизации, водород и кислород почти не растворяются в меди. Неудовлетворительная защита и не существенное раскисление вызывает у меди трещины либо водородную «болезнь». Она проявляется в замедленном образовании трещин. В связи с этим необходимо:
Она проявляется в замедленном образовании трещин. В связи с этим необходимо:
• накануне работы два часа прокаливания сварочных электродов при температуре от 250 до 300 градусов по Цельсию;
• основной металл должен быть с низким содержанием газа;
Когда же речь заходит о сваривании чистой меди, то предпочтительней применять иные способы, в том числе сварку в защитном газе плавящимся либо не плавящимся электродом. Сплав меди с цинком, латунь, тоже отличается плохой свариваемостью по причине выгорания цинка.
Специфика бронз
Бронза сваривается при сопоставлении с чистой медью лучше. Бронзы различаются видом легирующего компонента. Хромистые и кремнистые бронзы можно сварить легче других. Кремнистыми бронзами существенно утрачена как электропроводность, так и теплопроводность, зато в значительной мере присуща износостойкость и устойчивость к коррозии.
Для хромистых бронз характерна при отличной свариваемости тепло- и электропроводность уровня чистой меди. Неплохой свариваемостью с жаропрочностью и превосходной устойчивостью к коррозии обладают марганцовистые бронзы. Оловянистые и алюминиевые бронзы из-за выгорания легко плавящегося легирующего материала свариваются неудовлетворительно.
Неплохой свариваемостью с жаропрочностью и превосходной устойчивостью к коррозии обладают марганцовистые бронзы. Оловянистые и алюминиевые бронзы из-за выгорания легко плавящегося легирующего материала свариваются неудовлетворительно.
Из электродов, что уже прошли проверку практикой, лучшими стали Комсомолец-100, ОЗБ-2М, АНЦ/СЭМ-3. Последняя разновидность рассчитана на наплавку бронз и сварку. Все другие – на сварку, наплавку чистой меди, а на её основе – низколегированного сплава. Сваривают медные сплавы и медь, используя постоянный ток обратной полярности.
Деталь, обладающую толщиной до десяти миллиметров, подвергают сварке с аналогичной без предварительного подогрева и разделки кромки. Сила тока подбирается с учётом диаметра электрода. Процесс сварки нужно осуществлять двух- либо односторонним швом:
• на графитовой ткани;
• либо на графитовой подкладке, высушенной и ровной.
Сваривают короткой дугой, чуть-чуть на подъём либо в нижнем положении, с незначительным поперечным колебанием электрода, находящегося в перпендикулярном положении к изделию.
Деталь, имеющую толщину 10 – 25 миллиметров, сначала нагревают до двухсот-четырёхсот градусов по Цельсию. Причём должна быть обеспечена электропроводность сварного шва в пределе шестидесяти процентов в сравнении с электропроводностью чистой меди. Границей прочности наплавленного материала становится 200 МПа. Электроды всех типов расходуются интенсивно. Затрачивается на каждый килограмм наплавленного металла 1,6-1,75 килограмма электродов. Зато результат соответствует технологическому стандарту.
доступные технологии и их нюансы
Бронза среди материалов получила большую популярность. Но существенно портят всю картину сложности, возникающие во время проведения сварочных работ. Многие понимают, что бронза – это не химический элемент, а сплав, однако не каждый знает о том, что состав материала может быть различным.
В общем смысле под бронзами подразумевают сплавы меди, в которые добавлены такие легирующие элементы, как алюминий, олово, кремний или марганец.

Сразу отметим, что по ряду физических свойств бронза схожа с латунью. В частности, для этих материалов определены идентичные способы сварки. В металлургии же существует четкое разделение сплавов. Если в качестве основного элемента используется медь с цинком, то образованный сплав называется латунью.
Виды бронзы определяются, в зависимости от того, какой элемент используется для легирования. В простейшей классификации бронзы можно разделить на оловянные и безоловянные. Оловянная бронза в своем составе, помимо меди и олова, может иметь никель, фосфор, цинк. Считается, что именно добавление в сплав олова делает его более качественным.
Содержание
Toggle
Особенности
Нередко при варке оловянной бронзы наблюдается такое явление, как образование застывших капель. Происходит это по той причине, что легкоплавкие фракции всплывают на поверхность. Такие компоненты, как свинец и цинк, подлежат угару. Их температура кипения ниже, чем у меди, поэтому происходит процесс естественного испарения.
Следует контролировать тип пламени. Оно должно быть строго нормальным. В окислительном пламени выгорает олово, а науглероживающее пламя приводит к появлению пор. Расход ацетилена при газовой сварке должен составлять 70-120 литров в час на 1 мм толщины листа металла. Поверхность должна находиться в зоне восстановительного пламени, что составляет 7-10 мм. Только так можно снизить степень выгорания олова.
Детали из литой бронзы рекомендуется предварительно разогреть до температуры 450°C градусов. Присадочным материалом служит проволока БрОЦ4-3 или БрОФ6,5-0,15. Сложности сварки алюминиевой бронзы связаны с образованием оксидной пленки, которая имеет высокую температуру плавления. С ней можно бороться только при наличии специального флюса. В качестве последнего выступает вещество, содержащее фтористый натрий, хлористый натрий, хлористый барий и хлористый калий. Кремнистая бронза, в отличие от остальных видов сплавов, неплохо сваривается за счет присутствия таких элементов, как кремний и марганец.
Существуют особенности, характерные для любого сплава, содержащего медь. Об этих особенностях сварщик обязан знать, ведь он в обязательном порядке столкнется с определенными сложностями. Наличие в сплаве меди определяет его физические свойства. Теплопроводность бронзы, как и латуни, достаточно высокая, вследствие этого приходится учитывать интенсивную отдачу тепла. Быстрая кристаллизация сопровождается образованием трещин. Здесь оказывает влияние еще один фактор – высокий коэффициент теплового расширения. При кристаллизации металла происходит его «стягивание», в результате чего возникают внутренние напряжения.
Бронза широко применяется художниками и скульпторами при изготовлении бюстов или памятников. Из нее делают фурнитуру и элементы декора. Сварочные работы должны обеспечивать не только надежное соединение, но и эстетичный вид. Наличие в сплавах таких элементов, как цинк, олово или свинец во многом определяет особенности сварочных работ.
Выгорание перечисленных элементов обусловлено существенной разницей в температурах кипения. После плавления металла в сварной ванне происходит поглощение атмосферного кислорода. С ним вступают в реакцию легирующие элементы. На поверхности ванны образуется пленка. Параллельно с этим в металл попадает водород, и при кристаллизации остаются поры. Они существенно снижают качество сварного шва.
После плавления металла в сварной ванне происходит поглощение атмосферного кислорода. С ним вступают в реакцию легирующие элементы. На поверхности ванны образуется пленка. Параллельно с этим в металл попадает водород, и при кристаллизации остаются поры. Они существенно снижают качество сварного шва.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Необходимо строго соблюдать технологию сварки. Несоблюдение параметров приводит к появлению трещин и прочих дефектов.
Часть проблем удается решить, обеспечив защиту ванны инертным газом. Чаще всего используется аргон. Все вышеописанное указывает на то, что сварка бронзы является достаточно сложным процессом, поэтому сварщик обязан обладать определенными знаниями и опытом.
Подготовка к работе
На сегодняшний день сварка бронзы, как и прочих сплавов, содержащих медь, осуществляется тремя способами: ручная дуговая сварка, аргонодуговая сварка и газовая сварка. Подготовительные работы определены для каждого вида работ и не зависят от выбора способа сварки. Необходимость подготовки металлических поверхностей продиктована требованиями к сварочному шву.
Подготовительные работы определены для каждого вида работ и не зависят от выбора способа сварки. Необходимость подготовки металлических поверхностей продиктована требованиями к сварочному шву.
Первым делом путем механической обработки необходимо сформировать кромки, которые будут прилегать друг к другу максимальной площадью. Затем наждачной бумагой или любым инструментом с абразивом придется отполировать торцы до появления характерного золотистого блеска. Данную процедуру нужно выполнять в любом случае, так как бронза быстро покрывается слоем окисла, который может препятствовать формированию качественного шва.
Если нет возможности провести механическую обработку, а кромки находятся в нормальном состоянии, то избавиться от окисла можно с помощью раствора азотной или соляной кислоты.
Ручная дуговая сварка
Сварка бронзы чаще всего необходима при проведении ремонтных работ, исправлении брака или при наплавке. Можно применять предварительный подогрев детали до 350-450°C градусов, однако следует помнить, что при высокой температуре прочность бронзы снижается. Ручная дуговая сварка ведется в нижнем положении. В качестве расходного материала применяются металлические или угольные электроды.
Ручная дуговая сварка ведется в нижнем положении. В качестве расходного материала применяются металлические или угольные электроды.
- При использовании металлического электрода выставляется постоянный сварочный ток обратной полярности.
- Угольные электроды требуют прямой полярности.
Возможна сварка и переменным током, однако для стабильной дуги сила тока должна быть существенно выше. Если при постоянном токе она выбирается исходя из расчета 40 А на 1 мм (диаметр электрода), то для переменного тока показатель возрастает до 80 А. Шов накладывается непрерывно, без поперечных движений электрода.
Литые детали из бронзы после сварки следует отжигать при температуре 500°C градусов. Прокат проковывается без разогрева. Фосфористая бронза подлежит дуговой сварке, но использовать рекомендуется электроды, в состав которых входит олово, фосфор и медь. Электроды для оловянной бронзы содержат цинк, олово, свинец, фосфор, никель, железо и медь. Алюминиевая бронза сваривается медными прутками, в которых присутствует алюминий, марганец и железо. Наплавка бронзы осуществляется бронзовыми электродами ОСЦ-5-3-20 или АЖ-9-4.
Наплавка бронзы осуществляется бронзовыми электродами ОСЦ-5-3-20 или АЖ-9-4.
Аргонодуговая
Данный тип сварки принципиально схож с ручной дуговой сваркой. Отличие заключается лишь в том, что процесс происходит в среде защитного газа. Аргон тяжелее воздуха, поэтому он образует защитную зону, через которую к сварочной ванне не поступает атмосферный кислород. Аргонодуговая сварка может осуществляться неплавящимися вольфрамовыми электродами или плавящимися электродами, роль которых выполняют прутки.
Именно аргонодуговая сварка наиболее часто применяется при работе с бронзой и латунью. В особенности такое предпочтение отдается при толщине металла, превышающей 5 мм. Производительность сварки достаточно высокая, однако сам процесс требует от сварщика наличия определенной квалификации. Электрическая дуга, образованная между поверхностью металла и электродом, частично расплавляет кромки, после чего происходит соединение с образованием шва. Как было уже сказано выше, требуется предварительная подготовка кромок.
Существует ряд рекомендаций, позволяющий получить высококачественное соединение деталей из сплавов меди.
- Шов желательно формировать небольшими участками.
- При финализации процесса постепенно понижается напряжение, а затем дуга уводится в сторону.
- Для предотвращения испарения легирующих элементов применяют специальные присадки, содержащие кремний, алюминий или бор.
Сварка бронзы и латуни сопровождается выделением токсичный веществ, поэтому осуществляется с соблюдением всевозможных мер безопасности. Аргоновая сварка имеет ряд преимуществ перед остальными типами соединения.
- Получение эстетичного шва.
- Экономичность процесса.
- Не нужно очищать деталь от шлака.
- Для бронзы аргоновая сварка является наиболее предпочтительной.
- Аргоновой сваркой можно наплавлять детали, восстанавливая их прежнюю форму (например, при износе).
- Имеется возможность работать с тонколистовым металлом.
Газовая
Газовая сварка медных сплавов используется преимущественна для того, чтобы максимально снизить угар легирующих элементов. Сварочное пламя настраивается так, чтобы отчетливо выделялись три зоны. Поверхность металла должна находиться на границе второй и третьей зоны. Работа с кремнистой бронзой требует наличия окислительного пламени. Оно получается при горении смеси кислорода и ацетилена, если соотношение первого газа ко второму составляет 1,2. Бронза, содержащая алюминий, при сварке доставляет немало проблем, так как образуется пленка из оксида алюминия, сгущающая содержимое сварочной ванны.
Сварочное пламя настраивается так, чтобы отчетливо выделялись три зоны. Поверхность металла должна находиться на границе второй и третьей зоны. Работа с кремнистой бронзой требует наличия окислительного пламени. Оно получается при горении смеси кислорода и ацетилена, если соотношение первого газа ко второму составляет 1,2. Бронза, содержащая алюминий, при сварке доставляет немало проблем, так как образуется пленка из оксида алюминия, сгущающая содержимое сварочной ванны.
При отсутствии предварительной и последующей термообработки шва качество и прочность соединения, полученного при помощи газовой сварки составляет 85% от прочности основного метала. Хороший результат можно получить только после проковки шва. Газовая сварка требует от мастера большого опыта. При низкой скорости ведения горелки в металле могут образовываться поры. Необходимо правильно подобрать мощность горелки, состав газа, исходя из типа бронзы и толщины заготовки.
Godfreys.co Как приготовить индейку из цельной бронзы
Как приготовить индейку из цельной бронзы
Взвесьте индейку после набивки.
Накройте грудку полосками бекона или смажьте размягченным сливочным маслом, затем неплотно накройте фольгой.
Разогрейте духовку до 190°C (180°C для духовок с вентилятором), 375°F, газовая отметка 5.
Вес менее 4 кг? Готовьте в течение 20 минут на кг, а затем добавьте еще 70 минут на приготовление в конце.
Вес более 4 кг? Готовьте 20 минут на кг и в конце добавьте время приготовления 90 минут.
Снимите фольгу в течение последних 40 минут, чтобы поверхность подрумянилась.
Духовки бывают разные, поэтому всегда проверяйте индейку, чтобы убедиться, что она тщательно приготовлена. Проколите самую толстую часть – обычно это ножка целой индейки – шпажкой или острым ножом. Держите ложку внизу, чтобы собирать сок, когда он вытекает. Если они прозрачные, индейка готова. Если они розовые , необходимо дальнейшее приготовление. Или используйте термометр для мяса и внутреннюю температуру мяса 75˚C.
После обжаривания дайте индейке постоять 15-20 минут в теплом месте – она не остынет и будет легче разделываться.
Все наши гуси, куры и индюки поставляются со своими собственными всплывающими таймерами, чтобы помочь вам.
| 2 кг (4 фунта 7 унций) | 1 час 50 минут |
| 2,5 кг (5 фунтов 8 унций) | 2 часа |
| 3 кг (6 фунтов 10 унций) | 2 часа 10 минут |
| 3,5 кг (7 фунтов 11 унций) | 2 часа 20 минут |
| 4 кг (8 фунтов 13 унций) | 2 часа 50 минут |
| 4,5 кг (9 фунтов 15 унций) | 3 часа |
| 5 кг (11 фунтов 0 унций) | 3 часа 10 минут |
| 5,5 кг (12 фунтов 2 унции) | 3 часа 20 минут |
| 6 кг (13 фунтов 4 унции) | 3 часа 30 минут |
| 6,5 кг (14 фунтов 5 унций) | 3 часа 40 минут |
| 7 кг (15 фунтов 7 унций) | 3 часа 50 минут |
| 7,5 кг (16 фунтов 9 унций) | 4 часа |
| 8 кг (17 фунтов 10 унций) | 4 часа 10 минут |
| 8,5 кг (18 фунтов 12 унций) | 4 часа 20 минут |
| 9 кг (19 фунтов 13 унций) | 4 часа 30 минут |
| 9,5 кг (20 фунтов 15 унций) | 4 часа 40 минут |
| 10 кг (22 фунта 1 унция) | 4 часа 50 минут |
Закрыть
Ваши настройки файлов cookie
Вы можете ознакомиться с нашей Политикой использования файлов cookie для получения дополнительной информации.
Разрешить все файлы cookie
Основные (обязательно)
Эти файлы cookie необходимы для основных функций покупок, таких как ваша корзина и осуществление платежей. Их нельзя отключить, и они не хранят вашу личную информацию.
Функциональный
Эти файлы cookie используются для улучшения вашего опыта покупок. Они позволяют использовать полезные функции, такие как просмотр недавно просмотренных продуктов, чтобы их можно было быстро и легко найти снова.
Отслеживание
Эти файлы cookie используются для сбора информации о вас и вашем посещении магазина. Они помогают нам определять популярные продукты и понимать ваши привычки просмотра, чтобы мы могли показывать вам релевантную рекламу.
Сохранить предпочтения
Рецепт бронзовой головы и ножек индейки с соусом и начинкой
Nassima Rothacker
Голову индейки маринуют в сухом виде, ножки обваливают и начиняют начинкой из каштанов, шалфея и апельсинов, а затем обжаривают. В идеале начинать готовить индейку следует за два дня до запекания.
В идеале начинать готовить индейку следует за два дня до запекания.
Для напитков
Красное вино средней или легкой крепости является традиционным дополнением к жареной индейке. Мой выбор включает классический бордоский купаж, такой как Château Poujeaux 2014 года, или бургундский Pinot Noir, такой как Beaune du Château Rouge 2012 года от Bouchard (£28 и £32,9).9; www.waitrosecellar.com). Оба вина имеют достаточную кислотность, чтобы сбалансировать богатство блюда, предлагая дополнительные осенние ароматы и вкусы. Тем не менее, хрустящие, фруктовые и слегка дубовые белые вина, такие как Mâcon-Lugny Les Genièvres 2018 года от Louis Latour или Chardonnay 2016 года от Pask «Declaration» из Новой Зеландии (13,90 фунтов стерлингов и 19,70 фунтов стерлингов соответственно; tanners-wines.co.uk), также будут прекрасно гармонировать.
Ингредиенты
Ингредиенты
Бронзовая индейка с потрохами (вес 5,5-6,5 кг)
50 г сливочного масла
Для сухого рассола
2 ст. л. мелко нарезанных свежих листьев шалфея, тимьяна или розмарина (или смесь всех трех)
л. мелко нарезанных свежих листьев шалфея, тимьяна или розмарина (или смесь всех трех)
2 больших апельсина, натертая цедра
1 лимон, натертая цедра 90 005
3 зубчика чеснока, очищенных и измельченных
½ ч. л. коричневого сахара
3 ст. л. оливкового масла
Для начинки
100 г сливочного масла
1 средняя луковица, очищенная и мелко нарезанная
2 ч.л. мелко нарезанного свежего шалфея
1 апельсин, натертая цедра
240 г свежих панировочных сухарей
100 г крупно нарезанных каштанов в вакуумной упаковке
1 большое яйцо
капля сливок или молока (при необходимости)
Для запекания овощей
1 большая луковица, очистить
3 моркови, очищенные и крупно нарезанные
3 стебля сельдерея, крупно нарезанные
2 наружных листа фенхеля, крупно нарезанные
Несколько веточек шалфея, розмарина или тимьяна (или все 3)
50 г сливочного масла, кубик д
Для соуса
1 десертная ложка муки
1 большой стакан красного вина
2 апельсина, сок
500 мл хорошего куриного бульона
Для подачи
2 стакана воды кресс-салат, промытый и скрученный, с удаленными толстыми стеблями
Для сервировки
Шаг 1
Извлеките из индейки пакет с потрохами и храните в холодильнике.
 Отрежьте ноги от туши, затем удалите голень и бедренные кости вместе с любыми крупными сухожилиями в мясе голени. Снимите кончики крыльев с короны. Все это звучит сложнее, чем есть на самом деле, но если вы предпочитаете не возиться с этим, дружелюбный мясник сделает это за вас за 30 секунд. Поместите мясо ноги и кости в холодильник.
Отрежьте ноги от туши, затем удалите голень и бедренные кости вместе с любыми крупными сухожилиями в мясе голени. Снимите кончики крыльев с короны. Все это звучит сложнее, чем есть на самом деле, но если вы предпочитаете не возиться с этим, дружелюбный мясник сделает это за вас за 30 секунд. Поместите мясо ноги и кости в холодильник.Шаг 2
Смешайте сухие ингредиенты для рассола с 2 чайными ложками морской соли и ½ чайной ложки свежемолотого черного перца до образования пасты. Аккуратно поднимите кожу с грудки в конце впадины и распределите половину пасты под кожей по всей груди – настолько далеко, насколько посмеете, так как кожа может легко порваться. Верните кожу на место, затем массируйте оставшейся пастой макушку и суставы крыльев. Плотно заверните птицу в пищевую пленку или плотный полиэтиленовый пакет. Хранить в холодильнике до полного высыхания рассола 24-36 часов.
Шаг 3
Затем подготовьте потроха: промойте печень и сердце и обрежьте сухожилия или трубы.
 Крупно нарежьте и оставьте в прохладном месте. Промойте шею и желудок и оставьте с оставшимися костями и кончиками крыльев.
Крупно нарежьте и оставьте в прохладном месте. Промойте шею и желудок и оставьте с оставшимися костями и кончиками крыльев.Шаг 4
Чтобы приготовить начинку, нагрейте сливочное масло в маленькой сковороде до шипения и добавьте нарезанный лук. Варить на среднем огне до мягкости, но без изменения цвета. Добавьте шалфей, цедру апельсина, ½ чайной ложки морской соли и ¼ чайной ложки свежемолотого перца и дайте остыть. В миске смешайте панировочные сухари и каштаны с нарезанной сырой печенью и сердцем и остывшей луковой смесью. Слегка взбейте яйцо и вмешайте его в смесь панировочных сухарей. Он ни в коем случае не должен быть мокрым, но должен свободно держаться вместе. Если он кажется немного сухим, добавьте немного сливок или молока.
Шаг 5
Положите ножки индейки (без костей) на разделочную доску кожей вниз и хорошо приправьте солью и перцем. Разделите смесь для начинки пополам и распределите по центру каждой ножки. Сложите мясо поверх начинки и вручную аккуратно придайте каждой ножке форму колбаски.
 С помощью шпагата мясника или тонкой бечевки аккуратно, но прочно свяжите набитые ножки. Аккуратно заверните каждую в двойной слой пищевой пленки, завязав 4 конца в крепкий узел, как рождественский крекер. Оставьте их в холодильнике до готовности.
С помощью шпагата мясника или тонкой бечевки аккуратно, но прочно свяжите набитые ножки. Аккуратно заверните каждую в двойной слой пищевой пленки, завязав 4 конца в крепкий узел, как рождественский крекер. Оставьте их в холодильнике до готовности.Шаг 6
Чтобы обжарить корону, разогрейте духовку до 195°C/конвекционную духовку до 175°C/отметку 5. Поместите овощи и травы для запекания в большую форму для запекания вместе с костями ног, кончиками крыльев, шеей и желудком, затем сбрызните маслом. Разверните корону индейки и положите поверх овощей. Запекайте в течение 1,5 часов, затем убавьте температуру до 180°C/конвекционная духовка до 160°C/отметка 4. Продолжайте готовить до тех пор, пока сок не станет прозрачным, когда шпажка или маленький нож проткнут самую толстую часть грудки рядом с крыловидной костью – примерно
Шаг 7
еще 30-40 минут. Переложите корону на теплое сервировочное блюдо и плотно накройте алюминиевой фольгой, накрыв сверху чистым кухонным полотенцем.
 Оставьте отдыхать до 30 минут.
Оставьте отдыхать до 30 минут.Шаг 8
Пока корона запекается, поместите подготовленные ножки (все еще завернутые в пищевую пленку) в кастрюлю среднего размера и залейте холодной водой. Доведите до кипения, затем накройте крышкой и варите 35-45 минут или пока маленький нож не будет легко вонзаться в ногу. Слейте воду и дайте ножкам немного остыть, прежде чем класть их на разделочную доску. Аккуратно снимите пищевую пленку и убедитесь, что шпагат все еще надежно закреплен. При необходимости перевяжите.
Шаг 9
Затем поджарьте ножки индейки. Нагрейте 50 г сливочного масла в небольшой жаропрочной кастрюле, пока оно не зашипит. Поместите ножки в масло швом вверх и обжарьте их на среднем огне, переворачивая мясо в горячем масле, пока кожа не станет золотисто-коричневой. Поместите противень в духовку (температура индейки все еще при 180°C/конвекционная духовка 160°C/отметка 4) и запекайте ножки в течение 15-20 минут или до тех пор, пока маленький нож не будет очень легко протыкать мясо, а сок не станет прозрачным.

