Как варить латунь аргоном: Сварка латуни – основные технологии, особенности, видео
Содержание
где заказать работу по низкой цене
Заказать услуги сварщика
+7 (961) 67-00-152
Среди прочих видов сварка латуни аргоном – наиболее сложный процесс в отношении применения технологий. Дело в том, что в составе сплава латуни имеется цинк. Под действием высоких температур он испаряется.
Содержание статьи
Особенности аргонодуговой сварки латуни
В заключение
В результате сварной шов получается пористым, что не лучшим образом влияет на конечные прочностные и другие характеристики детали. К тому же, пары цинка являются ядовитыми для человека, что еще больше осложняет процесс сварки и делает его небезопасным при несоблюдении правил работы с этим материалом.
Особенности аргонодуговой сварки латуни
Сварка латуни аргоном актуальна в тех случаях, когда толщина свариваемых элементов составляет не менее 5 мм. Аргонодуговая сварка имеет несколько особенных характеристик, она значительно отличается от классической технологии.
Аргонодуговая сварка имеет несколько особенных характеристик, она значительно отличается от классической технологии.
Заказать услуги сварщика
+7 (961) 67-00-152
Аргон – специальный инертный газ, который подается в рабочую область через сопло горелки. Он необходим, чтобы вытеснить кислород из области сварки. Дело в том, что кислород химически опасен, он способен окислять металлы при воздействии температуры, в результате образуется много шлака и сам шов может потерять прочность. Аргон делает шов более качественным, защищая металл.
Сама технология достаточно сложна. Сварочный шов образуется под действием дуги между электродом и деталью. Высокие температуры расплавляют металл, соединяя его. Обязательно нужно использовать присадочную проволоку. То есть шов формируется из трех частей: двух обрабатываемых поверхностях и присадки. Проволоку нужно подбирать так, чтобы она максимально была схожа по составу с материалом, из которого выполнена деталь. Расскажем о свойствах, которые нельзя игнорировать в процессе сварки.
- Перед тем как приступать к сварке, очистите поверхности от окисной пленки. В противном случае сварной шов будет менее качественным. Используйте металлическую щетку, добейтесь состояния блеска от материала. Можно прибегнуть к применению азотной кислоты, но после обработки промойте поверхность горячей водой.
- Сварка латуни зачастую сопровождается необычным треском. Именно так испаряется цинк. Вы заметите, что металл окрашивается в процессе сварки, это тоже заслуга испаряющегося цинка.
- Сплошная сварка недопустима, чтобы не было прожига поверхностей. Нужно постепенно заполнять щель присадкой.
- В процессе заполнения шва присадкой нужно постепенно увеличивать длину дуги и уменьшать напряжение. Чтобы закончить шов, достаточно отвести электрод.
В заключение
Внимание! Пары цинка крайне опасны для здоровья человека, поэтому проводить сварку латуни аргоном в домашних условиях не рекомендуется. Лучше перенести работу в место, где есть хорошая приточно-вытяжная вентиляция. Наилучший вариант – на открытом воздухе без доступа посторонних. В каждом случае, когда вы будете варить латунь, наденьте респиратор. Он поможет избежать интоксикации и обращения к больницу.
Наилучший вариант – на открытом воздухе без доступа посторонних. В каждом случае, когда вы будете варить латунь, наденьте респиратор. Он поможет избежать интоксикации и обращения к больницу.
Заказать услуги сварщика
+7 (961) 67-00-152
Оцените статью:
Загрузка…
Сварка латуни аргоном. Особенности и практические советы
Сварка латуни аргоном. Особенности и практические советы
Если в сплаве сочетается медь и цинк, то он называется латунью. Бывают отдельные случаи, в которых появляется необходимость получения металла, имеющего специальные характеристики. Тогда допустимо добавление в состав и других химических элементов, например, олова, никеля, свинца.
Если латунь обладает достаточно большим, как для этого типа сплава, содержанием цинка, то во время сильного нагрева отчетливо наблюдается его испарение, вследствие чего появляется пористость во время сварного соединения. Помимо этого, когда образовывается реакция под воздействием кислорода, который содержится в окружающей воздушной среде, происходит преобразование паров содержащихся в цинке, в оксид латуни, что приводит к формированию белого налета на поверхностях деталей подлежащих соединению.
Благодаря своей тугоплавкости, выполнение сварки металлоизделий из латуни значительно затрудняется, а этот белый налет, что образовывается в процессе окисления, на самом деле является невероятно опасным как для здоровья так и для жизни человека в целом, поскольку невероятно канцерогенный и ядовитый. При учете всех нюансов, которые были перечислены выше, специалистами были разработаны некоторые технологии, которые позволят выполнять латунную сварку с максимально допустимой эффективностью. К таким технологиям можно отнести:
- Газовую и электродуговую сварку;
- Процесс сварки латунных элементов при воздействии флюсового слоя;
- Сварку, выполняемую в газовом защитном окружении. Защитное газовое окружение предпочтительно достигается при помощи аргона;
Самой большой популярностью и востребованием среди всех перечисленных способов сварки латунных металлоизделий, пользуется именно способ с применением аргона. Это обусловлено тем, что он обладает самой большой эффективностью и возможностью получения качественных сварочных швов, независимо от условий выполнения.
Особенности сварки латунных изделий в среде аргона
Если латунное металлоизделие имеет толщину стенок свыше пяти миллиметров, то целесообразным будет применение метода выполнения сварки в среде инертного газа, который называется аргоном. В данном способе выполнения сварочных работ в качестве источника тепла используют электрическую дугу, которая образуется при взаимодействии электрода и поверхности той детали, с которой выполняется соединение. Фиксирование электрода происходит в месте токопроводящего зажима горелки, а благодаря ее соплу происходит попадание защитного газа в ту зону, где предположительно будет происходить процесс сварки. Непосредственное формирование сварочного шва происходит посредством применения материала присадки, который по своему составу имеет максимальное соответствие с составом того изделия, с которым совершается процесс сваривания.
Присадочный материал, который подается в область совершения сварочного процесса ручным способом, плавится под воздействием электрической дуги, что горит между свариваемой деталью и электродом который непосредственно выполняет процесс.
Перед началом выполнения сварочного процесса латунной детали в обязательном порядке требуется тщательная очистка той поверхности, где будет происходить сам процесс, от загрязнения различного вида, а также удалить оксидную пленку, в целях безопасности для человека, проведения сварочных работ. Показатель качественности проведенных очистительных действий представляет собой блеск металлической поверхности, что появляется на латунном изделие, прошедшем процесс очистки. Для того чтоб удалить оксидную пленку с латунного изделия не потребуется много усилий, достаточно просто воспользоваться азотной кислотой. По окончанию такого вида обработки следует совершать промывку обработанной поверхности при помощи горячей воды.
Когда выполняется непосредственный сварочный процесс латунного изделия появляется нестандартный звук который напоминает потрескивание, это обуславливается тем что во время сварки активно выделяются цинковые пары. Примечательно то, что данные испарения могут окрашивать дугу сварки нетипичным светом, невооруженным глазом заметить его достаточно сложно, а вот если сварочные процесс снимается на видео, то во время просмотра этого видео можно отчетливо увидеть нестандартный окрас.
Отличие сварочной технологии для металлоизделий из латунного сплава заключается в выполнении соединительного процесса при помощи отдельных валиков, а не сплошного шва, при этом происходит аккуратное заполнение расправленного присадочного материала на зазоры что находятся между деталями по всей глубине этих зазоров. Соблюдение данных требований крайне важно, поскольку во время выполнения сплошных швов существует большая вероятность прожечь детали, которые соединяются друг с другом.
Также, существует еще одна рекомендация относительно выполнения сварки латунных металлоизделий, которую непременно стоит учитывать во время выполнения сварочных работ. В то время когда присадочный материал начинает заполнять шовный кратер, необходимо совершить постепенное уменьшение дугового напряжения и удлинение дуги, после чего необходимо совершить отвод электрода в бок.
Проведение сварки латунных металлоизделий в домашней бытовой среде крайне нежелательно, но возможно, и если все же она будет использоваться не стоит забывать в первую очередь о том, что цинковые испарения крайне опасные для здоровья и жизни человека, а потому необходимо максимально ответственно отнестись к безопасности и предотвращению попадания цинковых паров в организм. Если сварочная работа планируется проводиться в помещение, то оно обязательно должно быть оснащено мощной и рабочей вытяжкой, в случае если таковой не предусмотрено, целесообразным будет, выполнение сварочной работы на улице где происходит постоянная циркуляция свежего воздуха.
Если сварочная работа планируется проводиться в помещение, то оно обязательно должно быть оснащено мощной и рабочей вытяжкой, в случае если таковой не предусмотрено, целесообразным будет, выполнение сварочной работы на улице где происходит постоянная циркуляция свежего воздуха.
Как сваривать латунь методом TIG
Сварка латуни — распространенная задача сварки во многих областях, от создания декоративных украшений до создания прочных структурных элементов. Но что делает сварку латуни такой сложной?
Сочетание меди и цинка в латуни обеспечивает высокую теплопроводность и низкую температуру плавления.
Тем не менее, при правильной подготовке и правильной технике сварка латуни методом TIG может быть безопасным и эффективным способом соединения двух металлических частей.
В этой статье дается обзор того, что делает сварку латуни сложной задачей, объясняется, почему сварка ВИГ является лучшим выбором для латуни, и приводятся пошаговые инструкции по сварке латуни ВИГ. Имея необходимые знания и инструменты, вы сможете успешно выполнить любую работу, связанную со сваркой латуни.
Имея необходимые знания и инструменты, вы сможете успешно выполнить любую работу, связанную со сваркой латуни.
Как сваривать латунь методом TIG
Сварка TIG включает сочетание тепла электрической дуги с неплавящимся вольфрамовым электродом и присадочным стержнем для создания прочного сварного соединения. Сварка TIG — отличный выбор для работы с латунью, поскольку она обеспечивает высокую степень точности, аккуратности и контроля.
Важно иметь в виду, что металл сварного шва из латуни имеет низкую температуру плавления и склонен к окислению,
Поэтому важно использовать правильную предварительную термообработку при 572-662°F и послесварочный нагрев при 400- 500°F для тонких или приблизительно 1000°F для более толстых кусков.
Кроме того, использование правильного типа присадочного стержня, такого как медно-кремниевые сплавы, кремниевая бронза и алюминиевая бронза, может помочь уменьшить пористость и обеспечить прочный сварной шов. 2% торированный вольфрам обеспечивает стабильную дугу и хорошие общие результаты. Для большинства операций по сварке латуни требуется полярность DCEN, но вы также можете делать это с переменным током, но с несколько менее красивыми сварными швами.
Для большинства операций по сварке латуни требуется полярность DCEN, но вы также можете делать это с переменным током, но с несколько менее красивыми сварными швами.
Правильная сила тока будет зависеть от толщины латуни, но, как правило, используйте 70-100 ампер для более тонкой латуни и более высокие настройки тока (до 250 ампер) для более толстых деталей. Такие функции, как пульс, могут помочь получить наилучшие результаты. Аргон, как правило, является предпочтительным выбором для большинства применений при сварке латуни из-за его превосходной стабильности дуги; однако смеси аргона и гелия также можно использовать для более толстых латунных сплавов.
Поддержание длины дуги 1/4–3/8 дюйма и направление электрода под углом 5–15 градусов к заготовке помогут вам получить стабильные результаты. Следуя этим советам и методам, вы сможете уверенно сваривать латунь методом TIG. Но об этом мы поговорим подробно далее по тексту.
Что такое латунь и ее применение
Латунь представляет собой сплав меди и цинка и является одним из наиболее распространенных металлов, используемых во всем мире. Он прочен, пластичен, ковок и устойчив к коррозии — качества, которые делают его идеальным для широкого спектра применений, от машиностроения до производства.
Он прочен, пластичен, ковок и устойчив к коррозии — качества, которые делают его идеальным для широкого спектра применений, от машиностроения до производства.
Латуни с низким содержанием цинка имеют содержание Zn в диапазоне от 5 до 20%, в то время как латуни с высоким содержанием цинка имеют содержание Zn в диапазоне от 30% до 40%. Латунь 60-40 известна как металл Мунца.
Обычно используемые изделия из латуни включают крепежные детали, замки, дверные ручки, сантехнику, музыкальные инструменты, электрические компоненты и украшения. В дополнение к этому повседневному использованию латунь часто используется в более специализированных приложениях, таких как морское оборудование и компоненты для нефтяной промышленности, из-за ее превосходной устойчивости к коррозии в соленой воде. Латунь также часто используется для сварки, потому что ее можно легко соединить с другими металлами, включая сталь и алюминий.
Что делает сварку латуни сложной задачей?
Сварка латуни — сложный процесс из-за природы материала.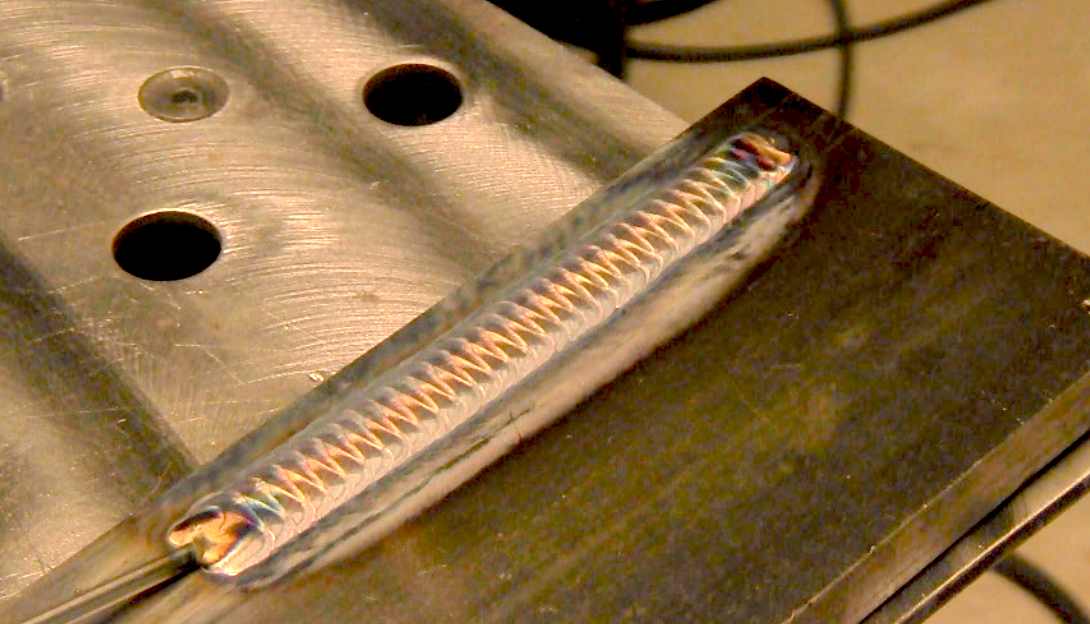 Сочетание меди и цинка в латуни обеспечивает высокую теплопроводность и низкую температуру плавления. Температура плавления латуни составляет около 900°C (1652°F). Теплопроводность латуни варьируется в зависимости от состава сплава, но обычно составляет примерно 50-78 Вт/мК.
Сочетание меди и цинка в латуни обеспечивает высокую теплопроводность и низкую температуру плавления. Температура плавления латуни составляет около 900°C (1652°F). Теплопроводность латуни варьируется в зависимости от состава сплава, но обычно составляет примерно 50-78 Вт/мК.
Высокая теплопроводность и низкая температура плавления латуни затрудняют поддержание равномерного тепловложения во время сварки. Это может привести к нестабильному качеству сварки, деформации или растрескиванию материала. Кроме того, латунь склонна к окислению, что может вызвать пористость и другие дефекты сварки. Окисление также приводит к снижению прочности сварного шва, что может снизить структурную целостность готового изделия.
Проблемы со здоровьем при сварке латуни
Еще одной проблемой при сварке латуни является образование оксида цинка, который при плавлении может представлять опасность для здоровья. Расплавленный цинк агрессивно взаимодействует с загрязнителями окружающей среды и образует высокотоксичные пары и брызги вокруг зоны сварки. Токсичные пары и горячий металл могут привести к серьезным повреждениям, поэтому будьте особенно внимательны.
Токсичные пары и горячий металл могут привести к серьезным повреждениям, поэтому будьте особенно внимательны.
Поэтому рекомендуется носить защитное снаряжение, в том числе перчатки для сварки TIG, ботинки или куртку. Кроме того, чтобы справиться с токсичными парами, наденьте подходящий вытяжной шкаф, используйте местную вытяжную систему или работайте в хорошо проветриваемом помещении.
Почему стоит выбрать сварку TIG латуни?
Сварка ВИГ является предпочтительным методом сварки латуни из-за его многочисленных преимуществ. Он производит прочные, высококачественные сварные швы с минимальным искажением и обеспечивает превосходный контроль над сварным швом и присадочным металлом. Его низкое тепловложение также снижает риск деформации или растрескивания заготовки.
По сравнению с другими методами сварки, такими как сварка MIG или дуговая сварка, сварка TIG позволяет получать более чистые сварные швы с меньшим разбрызгиванием и более качественной поверхностью, что делает ее идеальной для применений, требующих визуального контроля.
Кроме того, сварка TIG латуни не требует дополнительного флюса или защитного газа, что делает ее более экономичной и удобной, чем другие методы.
Вы также можете сваривать латунь MIG или использовать газ ацетилен, но TIG обеспечивает несколько лучший контроль нагрева. Кислородно-ацетиленовая сварка также является популярным выбором из-за более низкой цены и требований к квалификации.
Подготовка под сварку и сварка ВИГ латуни
Перед сваркой латуни ВИГ необходимо тщательно очистить поверхности латуни. Любые загрязняющие вещества, такие как масло, грязь и жир, могут вызвать непровар и пористость, с которыми не справится даже защитный газ. Также важно удалить любой оксидный слой, который может присутствовать на поверхности. Очистить поверхность можно проволочной щеткой или шлифовальной машиной.
Кроме того, предварительный нагрев деталей примерно до 100-350°C (572-662°F) помогает уменьшить напряжение во время сварки, а также предотвращает растрескивание. Важно следить за тем, чтобы температура предварительного нагрева не превышала 450°C (842°F), так как высокие температуры могут привести к охрупчиванию материала. Предварительный нагрев также помогает уменьшить деформацию и усадку во время сварки.
Важно следить за тем, чтобы температура предварительного нагрева не превышала 450°C (842°F), так как высокие температуры могут привести к охрупчиванию материала. Предварительный нагрев также помогает уменьшить деформацию и усадку во время сварки.
Выбор присадочной проволоки
При сварке латуни методом TIG очень важно выбрать правильную присадочную проволоку. Наиболее распространенными типами стержней TIG, используемых для сварки латуни, являются медно-кремниевые сплавы, кремниевая бронза и алюминиевая бронза. Медно-кремниевый сварочный пруток является популярным выбором для сварки латуни, поскольку он обладает хорошей коррозионной стойкостью и отличной свариваемостью.
Сварочный пруток из кремниевой бронзы обладает отличной коррозионной стойкостью и часто используется в тех случаях, когда требуется высокая прочность и пластичность. Алюминиевая бронза представляет собой прочный сплав, устойчивый к коррозии и эрозии, но его трудно сваривать из-за высокой температуры плавления.
Тип вольфрама, используемого для сварки латуни, зависит от свариваемого сплава. Чистый вольфрам или сплав, такой как торированный вольфрам, следует использовать при сварке сплавов на основе меди, таких как латунь. Торированный вольфрам обеспечивает лучшую стабильность дуги и меньшую эрозию электрода, чем чистый вольфрам, что делает его идеальным выбором для сварки латуни.
Важно помнить, что стержень сварочного наконечника для аргонодуговой сварки латуни должен быть немного больше толщины свариваемой детали. Это поможет обеспечить оптимальное проникновение и предотвратить любые потенциальные проблемы с пористостью. Кроме того, выбор присадочного стержня, содержащего раскислители, может помочь уменьшить окисление поверхности и предотвратить обесцвечивание готового сварного шва. Неподходящий присадочный металл может привести к потере свойств или обесцвечиванию сварного шва на поверхности латуни.
Параметры сварки при сварке ВИГ латуни
При сварке латуни методом TIG необходимо соблюдать некоторые меры предосторожности и техники, чтобы обеспечить качественный сварной шов. Во-первых, важно выбрать правильный защитный газ для применения. Чистый аргон, как правило, является предпочтительным выбором для большинства операций сварки латуни из-за его превосходной стабильности дуги; однако смеси аргона и гелия также можно использовать для более толстых латунных сплавов.
Во-первых, важно выбрать правильный защитный газ для применения. Чистый аргон, как правило, является предпочтительным выбором для большинства операций сварки латуни из-за его превосходной стабильности дуги; однако смеси аргона и гелия также можно использовать для более толстых латунных сплавов.
Важно правильно выбрать силу тока, ток, напряжение, тепловложение, скорость перемещения и длину дуги в зависимости от толщины свариваемого материала. Слишком низкая сила тока может привести к неполному проплавлению или некачественному сварному шву, а слишком большая сила тока может привести к чрезмерному подводу тепла, что может привести к короблению или растрескиванию материала. Опытные сварщики рекомендуют регулярно пульсировать силой тока во время сварки TIG. Пульсирование со скоростью 30 импульсов в секунду может дать отличные результаты.
В зависимости от марки латуни вы можете использовать как AC, так и DCEN. Обычно DCEN используется для более толстых деталей с наполнителем из кремниевой бронзы. AC даст вам более чистую лужу с меньшим выделением газа, но он зарезервирован для более тонкой латуни и дает менее красивые сварные швы, которые требуют механической обработки в конце.
AC даст вам более чистую лужу с меньшим выделением газа, но он зарезервирован для более тонкой латуни и дает менее красивые сварные швы, которые требуют механической обработки в конце.
Техника сварки латуни TIG
Для обеспечения качественного сварного шва необходимо использовать соответствующую технику. Это включает в себя поддержание постоянной длины дуги и частое добавление присадочных стержней. Кроме того, при сварке тонких материалов следует использовать легкие вращательные движения, чтобы предотвратить прожигание материала.
При сварке латуни с помощью горелки TIG важно убедиться, что вольфрамовый электрод правильно заточен и не содержит каких-либо загрязнений.
Чистый и острый электрод поможет обеспечить стабильность дуги и правильное формирование сварочной ванны. Это также помогает поддерживать хорошую видимость дуги во время сварки.
Кроме того, вы должны поддерживать длину дуги 1/4–3/8 дюйма и держать электрод под углом 5–15 градусов к заготовке. Эти методы помогут получить прочные, долговечные сварные швы с превосходными результатами.
Эти методы помогут получить прочные, долговечные сварные швы с превосходными результатами.
Посттермическая обработка
Посттермическая обработка используется для снижения сварочных напряжений, улучшения механических свойств сварного соединения и обеспечения прочного и долговечного сварного шва. Для тонколистового металла рекомендуется температура в диапазоне 400-500°F (204-260°C). Между тем, более толстые детали или латунные сплавы с более низкой температурой плавления потребуют температуры от 1000 до 1200°F.
Температура и продолжительность посттермической обработки зависят от типа свариваемой латуни и толщины материала, но она может снизить риск растрескивания или деформации из-за неравномерного охлаждения после сварки.
Советы по успешной сварке латуни методом TIG
- Для достижения наилучших результатов используйте присадочную проволоку с таким же составом, что и основной металл.
- Используйте настройку низкого тока (от 70 до 100 ампер) для более тонкой латуни и настройки более высокого тока (до 250 ампер) для более толстых деталей.

- Предусмотрите предварительный нагрев детали перед сваркой и последующий нагрев, чтобы снизить риск растрескивания.
- Используйте смесь аргона и гелия в качестве защитного газа для большинства применений, так как она обеспечивает более прочные сварные швы и позволяет избежать пористости сварных швов.
- При сварке более толстых деталей используйте импульсный метод TIG для обеспечения хорошего провара и снижения риска коробления или деформации. Используйте технику стежковой сварки на листовом металле, чтобы избежать дефектов.
- Чтобы предотвратить пористость, держите вольфрам близко к заготовке и медленно перемещайте его с постоянной скоростью.
- Перед сваркой обязательно очистите латунные поверхности от масла, грязи и мусора.
- Носите защитное снаряжение, в том числе перчатки, респиратор, лицевой щиток и огнестойкую одежду, поскольку содержание цинка может вызвать множество проблем со здоровьем.
- Используйте методы сварки пламенем, включая кислородно-ацетиленовый газ, если вы не можете получить наилучший результат с другими способами сварки.

Альтернативы сварке ВИГ Латунь
Сварка ВИГ — не единственный метод соединения меди и медных сплавов, таких как латунь. Существуют альтернативы, такие как сварка MIG, пайка, пайка твердым припоем и механическое соединение. Сварка MIG является хорошим выбором для толстых профилей из латуни и бронзы, так как в результате получаются прочные сварные швы с хорошим проплавлением.
Пайка — отличный выбор при низких температурах для тонких срезов, когда основной металл не нужно расплавлять, как при сварке. Пайка также является вариантом для больших соединений, где для соединения двух кусков латунного основного металла используются высокотемпературные присадочные металлы и сварочный флюс.
Сварка латуни с другими металлами
Сварка латуни со сталью возможна, но многие опытные сварщики этого не рекомендуют. Популярными методами соединения латуни со сталью являются пайка и пайка. При соединении латунных компонентов с черными металлами, такими как сталь или нержавеющая сталь, важно использовать присадочный стержень с более высокой температурой плавления, чем у основного металла.
Латунный материал обычно имеет более низкую температуру плавления, чем сталь или нержавеющая сталь, поэтому следует соблюдать осторожность. Вот почему подходящим присадочным материалом для этого применения является сплав меди и никеля, такой как никель-медь (NiCu) или медь-никель-кремний (CNSi).
TIG можно использовать для соединения латуни с алюминием, но для этого потребуется специальный присадочный стержень из алюминиевого сплава, состав которого аналогичен основному металлу. Также важно соответствующим образом отрегулировать параметры сварки при соединении алюминиевых сплавов. Однако из-за характера основного металла сварщики более успешно используют другие методы, такие как пайка твердым припоем, пайка или эпоксидные смолы.
Заключение
Несмотря на то, что существуют альтернативы сварке латуни методом ВИГ, такие как сварка МИГ или пайка твердым припоем, сварка ВИГ обеспечивает высочайшее качество сварных швов, которые создаются с точным контролем подвода тепла и сварочных ванн. Для достижения наилучших результатов требуется много навыков и знаний. Вы можете найти больше информации о методах сварки TIG и способах сварки TIG
Для достижения наилучших результатов требуется много навыков и знаний. Вы можете найти больше информации о методах сварки TIG и способах сварки TIG
Понимая свойства латуни и связанные с ней уникальные проблемы, используя правильный присадочный стержень и параметры сварки, практикуя правильную технику и последующую термообработку, сварка TIG латунь — достижимая задача.
Ресурсы:
- https://www.weldingtipsandtricks.com/tig-weld-brass.html
- https://www.millerwelds.com/resources/article-library/tig-brazing-with-silicon-bronze
- https://app.aws.org/forum/topic_show.pl?tid=12524
- https://bakersgas.com/blogs/weld-my-world/welding-repairs-tig-welding-brass
- https://www.polytechforum.com/welding/tig-welding-brass-35096-.htm
- https://www.twi-global.com/technical-knowledge/faqs/faq-how-can-i-weld-naval-brass
Вот что вам нужно — сварка зубчатых колес
Научиться сваривать латунь полезно для всех видов работ с низким коэффициентом трения.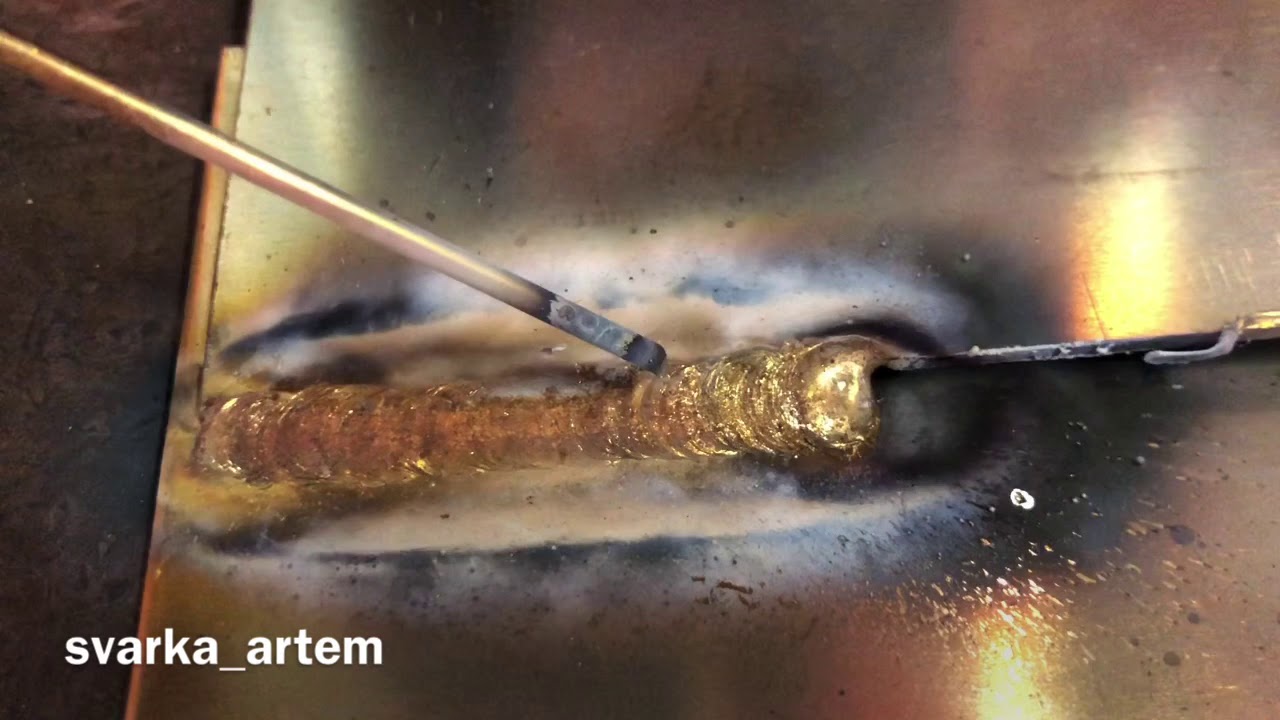
Подробная информация о сварке латуни
Слово «латунь» на самом деле является термином, используемым для описания сплавов цинка и меди. Это может быть немного сложно, потому что количество цинка значительно повлияет на температуру плавления вашей латуни.
Этот привлекательный металл используется для музыкальных инструментов и еще чаще для украшений, которые относятся к категории «с низким коэффициентом трения».
Обычно температура плавления латуни находится между 900° и 940° по Фаренгейту, что означает, что ее можно успешно отливать различными способами.
Для сварки латуни доступны следующие варианты: пайка TIG, MIG и пайка серебром. Однако тщательно выбирайте защитный газ. Этот материал может стать пористым, и когда сплавы разделятся, он в конечном итоге треснет.
Латунь обладает различными свойствами, которые делают ее привлекательным металлом:
- коррозионная стойкость
- электропроводность
- твердость
- обрабатываемость 9009 8
Благодаря низкому трению латунь регулярно используются в инструментах и приспособлениях, которые могут подвергаться воздействию взрывчатых веществ или легковоспламеняющихся материалов, и даже в гильзах боеприпасов. Другие виды использования включают клапаны, сантехнику и электроснабжение.
Другие виды использования включают клапаны, сантехнику и электроснабжение.
Высоко ценится в декоративных целях благодаря своему привлекательному золотистому оттенку. Его использование во многих музыкальных инструментах связано с его долговечностью и простотой работы.
Как бы то ни было, латунь — не самый легкий металл для сварки.
Меры предосторожности при сварке латуни
Цинк может разбрызгиваться, поэтому для защиты от ожогов настоятельно рекомендуется использовать защитные перчатки и сапоги. Другим риском при сварке латуни является образование токсичных паров. Если у вас есть вытяжка дыма, ее следует использовать для защиты от токсичных газов, образующихся во время сварки.
В идеале вам понадобится сварочная маска с функцией автоматического затемнения и хорошей вентиляцией, если вы решите использовать методы сварки TIG или MIG. В этих процедурах используется очень яркая дуга, которая может необратимо повредить зрение.
Можно ли приваривать латунь к латуни?
Да , но для создания качественного сварного шва важно знать, какой процент цинка содержится в вашей латуни. Цинк имеет более низкую температуру плавления, чем медь, поэтому крайне важно, чтобы вы знали, прежде чем начать, иначе вы можете получить пористый сварной шов, который треснет, оставив вас вообще без сварного шва.
Цинк имеет более низкую температуру плавления, чем медь, поэтому крайне важно, чтобы вы знали, прежде чем начать, иначе вы можете получить пористый сварной шов, который треснет, оставив вас вообще без сварного шва.
Вам также понадобится подходящий защитный газ. Цинк будет агрессивно взаимодействовать с загрязнителями окружающей среды. Он также будет производить высокотоксичные пары. Газ оксиацетилен является эффективной защитой при сварке латуни . Альтернативой снова будет пористый сварной шов, который не пройдет.
Рекомендуется использовать флюс для облегчения плавления металлов. Это особое химическое соединение защитит поверхность металла от воздуха, чтобы предотвратить окисление. Он будет поглощать оксиды, образующиеся при нагреве, а также оксиды, не полностью удаленные при очистке перед сваркой.
Смешайте немного флюса с водой, чтобы получилась паста, и используйте эту пасту для покрытия поверхностей латуни, которые вы собираетесь сваривать. Вы также должны использовать флюс для пайки, который подходит для работы с оксиацетиленовым газом, например, белый флюс.
Вы также должны использовать флюс для пайки, который подходит для работы с оксиацетиленовым газом, например, белый флюс.
Когда будете готовы начать, уменьшите подачу ацетилена и увеличьте подачу кислорода. Это обеспечит кислородное покрытие латуни и предотвратит утечку токсичных паров во время сварки.
Если вы решили сваривать латунь с латунью, используйте сварочный наконечник большего размера, поскольку для этого процесса вам потребуется большая теплопроводность.
См. также: Какое пламя использовать для сварки латуни и бронзы
Сварка латуни методом TIG
Хотя латунь как материал обладает высокой теплопроводностью, ее цинковый компонент имеет очень низкую температуру плавления. Один из рисков при сварке TIG заключается в том, что цинк закипает до такой степени, что он фиксируется на электроде и прерывает сварку.
Если вы хотите сваривать латунь с помощью приложения TIG, наша команда профессионалов указала на использование сети переменного тока 9Инвертор 0168 с тридцатисекундными импульсами позволит сваривать латунь. Они также предложили использовать абсолютный минимум тепла для запуска сварочной ванны. Вы должны отключать тепло каждые пару секунд, чтобы следить за своим бассейном. Это поможет вам избежать перегрева бас-металла.
Они также предложили использовать абсолютный минимум тепла для запуска сварочной ванны. Вы должны отключать тепло каждые пару секунд, чтобы следить за своим бассейном. Это поможет вам избежать перегрева бас-металла.
По окончании сварки поддерживайте аргон на нагретом участке для его защиты. Металл должен полностью остыть. Воздействие нагретого металла на атмосферу приведет к тому, что он станет пористым и разрушит ваш сустав. После того, как вы создали соединение, вам нужно будет отшлифовать его, чтобы улучшить эстетическую привлекательность. Сварные швы латуни TIG, как правило, выглядят не очень красиво.
Для сварки TIG цинковых и медных сплавов используйте сварочные прутки CuSn6 для улучшения цвета сварного шва. Хотя это и не точное совпадение, оно будет относительно близким. Одна из проблем сварки TIG латуни заключается в том, что нет точного совпадения цветов. Это относится и к сварке MIG.
Сварка латуни в среде MIG
Если вы выбрали сварку в среде инертного газа (MIG), правильно выберите присадочную проволоку. Если присадочная проволока не того типа, это может привести к обесцвечиванию сварного шва и потенциальному разрушению всего проекта.
Если присадочная проволока не того типа, это может привести к обесцвечиванию сварного шва и потенциальному разрушению всего проекта.
Поскольку цинк и медь являются двумя основными компонентами всех видов латуни, лучшей присадочной проволокой для сохранения желаемого цвета сварного шва будет CuAl8. Эта присадочная проволока изготовлена из меди и 8% алюминия. Хотя цвет не будет идентичен латуни, он будет приемлемым.
Найти идеально подходящую присадочную проволоку для сварки MIG латуни практически невозможно. Присадочная проволока должна была бы содержать заметное количество цинка, но цинк выгорает при высоких температурах, поэтому идея просто неосуществима.
При сварке латуни MIG вам понадобится защитный газ, который представляет собой либо чистый аргон, либо аргон и CO2. Смесь аргона и CO2 должна состоять из 75% аргона и 25% углекислого газа для получения хороших результатов.
Если защитного газа недостаточно, ваш цинк испарится. Пары будут состоять из оксида цинка, который очень токсичен для любого сварщика или человека, находящегося поблизости.
Наши профессиональные сварщики отметили, что рекомендуется иметь короткую зону сварки, чтобы снизить риск образования паров оксида цинка. В этом вам поможет сварка стежком, а не непрерывная сварка. Расплавленный шов будет иметь больше времени для охлаждения, потому что он не будет подвергаться воздействию высокой температуры в течение длительного периода времени.
См. также: Можете ли вы сваривать MIG без газа
Сварка латуни пламенной сваркой
Если соответствие цвета очень важно для вашего проекта сварки латуни, то лучшая процедура для попытки согласования цвета – это сварка пламенем .
Если вы выберете сварку пламенем, присадочная проволока CuZn89Sn обеспечит вам довольно хорошие результаты с точки зрения цвета. При выборе сварки пламенем можно использовать три типа основного пламени:
- Нейтральный. Пламя этого типа не оказывает химического воздействия на обрабатываемую деталь.

- Науглероживание. Этот тип пламени не подходит, если металлы поглощают углерод, поскольку при этом образуется карбид железа. Например, этот тип пламени вызывает повреждение как железа, так и стали.
- Окислитель. Окислительное пламя дает больше тепла, чем нейтральное или карбонизирующее пламя. Это идеальный выбор при работе с цинком и медью, а значит, он также идеально подходит для сварки латуни.
- Нейтральный. Пламя этого типа не оказывает химического воздействия на обрабатываемую деталь.
Если вы выбрали сварку пламенем, вам придется постоянно контролировать воздействие пламени на латунь, чтобы определить, сколько кислорода вам потребуется при сварке.
Часто задаваемые вопросы
Легко ли сваривать латунь?
Не совсем так! К сожалению, цинк и медь являются двумя основными компонентами латуни. Цинк плавится намного быстрее, чем медь и любые другие соединения, содержащиеся в латуни, что усложняет задачу. Кроме того, цинк будет реагировать с атмосферными газами с образованием оксида цинка.
Этот газ исключительно токсичен и опасен при вдыхании. Подвод тепла может разрушить основной металл, если он слишком высок, и вызвать разделение сплавов, поэтому при сварке латуни необходим постоянный контроль тепла.
Важен ли защитный газ при сварке латуни?
Очень. Вам необходимо выбрать защитный газ, который обеспечит достаточное покрытие и, таким образом, полностью защитит металл. Никогда не отключайте подачу газа, пока сварной шов полностью не остынет. в противном случае вы рискуете испортить готовый шов атмосферными загрязнениями, что приведет к пористому шву, который растрескается.
Можно ли сваривать латунь MIG?
Да. Вы должны использовать смесь аргона и углекислого газа в качестве защитного газа, но это вполне возможно. Вы также должны выбрать правильную присадочную проволоку, хотя идеальное совпадение цветов невозможно.
При выборе сварки MIG для латуни процедура сварки стежком является идеальной, поскольку она позволяет контролировать тепловложение и лучше его регулировать.
Можно ли сваривать латунь со сталью?
Нет, потому что их точки сварки очень далеко. Пайка позволит вам соединить два материала вместе. Метод пайки позволяет соединять различные металлы с помощью присадочного металла. В случае соединения латуни и стали для эффективного соединения двух металлов можно использовать присадочный стержень из кремнистой бронзы.
Можно ли сваривать латунь с алюминием?
Нет. Вам нужна латунь к латуни.
Можно ли паять латунь без флюса?
Да, так как большинство припоев имеют канифольную сердцевину, которая действует так же, как флюс, разрушая присутствующие оксиды.
В чем разница между сваркой и пайкой?
Хотя эти два термина взаимозаменяемы, между ними есть разница. При пайке основные металлы не требуют плавления. При сварке основные металлы расплавляются, образуя соединение. Для сварки может потребоваться 6500°F, тогда как пайка может выполняться при 840°F.
В чем разница между пайкой серебром и пайкой?
Обе процедуры соединяют металлы с помощью наполнителя, заполняющего шов. Этот присадочный материал будет иметь более низкую температуру плавления, чем соединяемые основные металлы. Заполняемое пространство обычно находится в диапазоне от 0,002 до 0,005 дюйма.
Этот присадочный материал будет иметь более низкую температуру плавления, чем соединяемые основные металлы. Заполняемое пространство обычно находится в диапазоне от 0,002 до 0,005 дюйма.
AWS или Американское общество сварщиков определяет разницу между двумя методами, поскольку при пайке используется присадочный материал с температурой плавления выше 840°F, а при пайке используется присадочный материал с температурой плавления ниже 840°F.
Какой тип шлема следует надевать при сварке латуни?
Маска с автоматическим затемнением является предпочтительным выбором из соображений безопасности, особенно при сварке MIG или TIG.
Заключение
Сварка латуни сложна для любого сварщика с любым уровнем квалификации просто потому, что цинк и медь имеют очень разные температуры плавления.
Если вы знаете процентное содержание цинка в латунном компаунде до начала сварки и применяете кислородно-ацетиленовую процедуру, вы сможете успешно сваривать латунь.
