Как варить плазменной сваркой: принцип работы, можно ли варить плазморезом
Содержание
Плазменный резак как способ сварки металлов
Плазменный резак может использоваться не только для резки, но и для сварки нержавеющих, цветных металлов и специальных сплавов. Новый метод соединения таких материалов оказался намного эффективней всех существующих.
Технология сварки
Для проведения сварки по данной технологии требуется плазмообразующий газ. В его качестве допускается использовать азот, кислород, смесь водорода с аргоном или сжатый воздух. При промышленном использовании плазменных резаков, называемых также плазмотронами, применяется защитный газ – аргон, гелий или их смесь.
В охлаждаемом плазмотроне воздух или другой газ в результате сжатия нагревается до температуры 5000-30000 °С. Итогом такого воздействия является переход газа в состояние плазмы: она представляет собой смесь нейтральных атомов, ионов и свободных электронов. Воздух приобретает способность проводить электрический ток. За счет теплового расширения его объем увеличивается в 50-100 раз и он с огромной скоростью вытекает из плазмотрона. Под воздействием плазмы начинает плавиться любой металл. Шов образуется за счет расплавления кромок свариваемых элементов. Иногда дополнительно используется присадочный металл.
Под воздействием плазмы начинает плавиться любой металл. Шов образуется за счет расплавления кромок свариваемых элементов. Иногда дополнительно используется присадочный металл.
При использовании данного вида сварки между электродом и соплом резака поддерживается постоянная дежурная дуга. Для этого применяются источники питания постоянного тока. Основная дуга зажигается при поднесении резака к свариваемому элементу. Он может включаться или исключаться из электрической цепи. В зависимости от этого различают аппараты прямого или косвенного действия. В первом случае дуга образуется между катодом плазмотрона и свариваемым элементом. Во втором – внутри резака. Этот способ обработки удобен для неметаллических изделий.
Отличное качество швов после плазменной сварки
Виды сварки
Различают несколько видов плазменной сварки:
- микроплазменная считается самой распространенной. При ее проведении используются вольфрамовые электроды ø1-2 мм.
 Для зажигания дуги вполне достаточно величины тока всего 0,1 А. Микроплазменная сварка применяется для работы с изделиями, имеющими толщину до 1,5 мм. Диаметр дуги при этом составляет около 2 мм. Такая величина этого параметра позволяет нагревать изделие на небольшом участке и избегать прожогов. В качестве плазмообразующего газа применяется аргон. Такой метод сварки используется для изготовления тонкостенных емкостей, ювелирных изделий или соединения фольги;
Для зажигания дуги вполне достаточно величины тока всего 0,1 А. Микроплазменная сварка применяется для работы с изделиями, имеющими толщину до 1,5 мм. Диаметр дуги при этом составляет около 2 мм. Такая величина этого параметра позволяет нагревать изделие на небольшом участке и избегать прожогов. В качестве плазмообразующего газа применяется аргон. Такой метод сварки используется для изготовления тонкостенных емкостей, ювелирных изделий или соединения фольги;
Способ соединения металлов с помощью микроплазменной сварки был разработан в Швейцарии в 1965 году. Первооткрывателями считаются одновременно две компании: «Мессер-Грисхайм» и «Сешерон». С помощью этого вида сварки можно соединять элементы из золота толщиной всего 0,03 мм.
- процесс на токах 50-150 А носит название сварки на средних токах. Он похож на аргонодуговую сварку, но у него большая мощность дуги и меньшая площадь нагрева. Этот вид плазменной сварки обеспечивает меньшую ширину швов и большую глубину проплавления по сравнению с классической дугой;
- сварка на большом токе ведется при значениях более 150 А.
 В этом случае происходит абсолютное проплавление металла. Процесс сварки представляет собой разрезание объекта с образованием сквозного отверстия и последующую заварку. Этот метод используется для работы с титаном, медью, алюминиевыми сплавами, низкоуглеродистыми и легированными сталями. Он позволяет избежать операций разделки кромок и повышает качество швов.
В этом случае происходит абсолютное проплавление металла. Процесс сварки представляет собой разрезание объекта с образованием сквозного отверстия и последующую заварку. Этот метод используется для работы с титаном, медью, алюминиевыми сплавами, низкоуглеродистыми и легированными сталями. Он позволяет избежать операций разделки кромок и повышает качество швов.
Так выглядит классическая дуговая сварка
А так – сварка металла с помощью плазменного резака
Преимущества плазменной сварки
Плазменная сварка имеет ряд преимуществ по сравнению с классическими методами соединения металлов:
- обеспечивается высокое качество и точность швов, отсутствует необходимость их механической обработки;
- возрастает скорость проведения сварочных работ до 50 м/ч;
- отсутствует коробление свариваемых изделий за счет концентрации тепла в минимальной зоне;
- исключается разбрызгивание металла;
- отсутствует необходимость разделки кромок за счет глубокого проплавления металла;
- повышается экономичность сварки за счет использования недорогих газов.

Плазменная сварка позволяет эффективно работать со следующими металлами:
- чугуном толщиной до 90 мм;
- легированной и углеродистой сталью толщиной до 50 мм;
- медью и ее сплавами толщиной до 80 мм;
- алюминием и его славами толщиной до 120 мм.
Плазменная сварка – единственный вид обработки настолько разнородного перечня металлов, позволяющий сочетать отличное качество работы с высокой производительностью.
Технология плазменной сварки
Что такое плазма? Это ионизированный газ (полностью или частично), в котором присутствуют как нейтральные атомы, так и заряженные электричеством. Если говорить именно о таком состоянии плазмы, то и электрическую сварочную дугу можно считать таковой. Но на практике дугу плазмой не называют, потому что ее температурный предел – это 5000-7000С, у плазмы для сварки металлов он доходит до 30000С. Поэтому плазменная резка – это высокая температура с большим запасом энергии.
Чтобы из обычной сварочной дуги сделать плазму, необходимо ее сжать и подавать на дугу газ, который под действием температуры и станет ионизироваться. Сжатие производится за счет того, что дугу загоняют в специальный прибор с узким проходом, стенки прибора при этом охлаждаются. Кстати, такой прибор называется плазмотроном. При сжатии дуги происходит ее сужение, за счет чего повышается плотность и мощность, то есть, увеличивается количество энергии на единицу свариваемой площади.
В процессе сжатия дуги в плазмотрон подается газ, из которого затем и образуется сама плазма. При нагреве газ увеличивается почти в 100 раз. Узкое сопло плазмотрона и большой объем газа создают условия, при которых ионизированный газ вылетает наружу с огромной скоростью. То есть, получается, что к тепловой энергии электрической дуги прибавляется и кинетическая энергия движущегося ионизированного газа. Отсюда и высокая мощность плазменной энергии.
Итак, сущность плазменной энергии теперь понятна. Она отличается от дуговой:
Она отличается от дуговой:
- значительной температурой;
- уменьшенным в несколько раз диаметром сварочной дуги;
- форма плазменной дуги цилиндрическая, у электрической дуги она коническая;
- давление при сварке на металл в 8-10 раз выше;
- при этом можно такую дугу поддерживать на не очень больших значениях тока – 0,2-30 ампер.
Учитывая это, можно сказать, что плазменная дуга более универсальное средство для нагрева металлических заготовок. С ее помощью производится более глубокий прогрев металла, но при этом область нагрева сильно уменьшается. Все дело в цилиндрической форме дуги, которая имеет одинаковые размеры и мощность на протяжении всей ее длины, что позволяет варить заготовки без учета длины самой дуги. А это очень важно, когда производится плазменная сварка в труднодоступных местах.
Технология плазменной сварки
Плазменную сварку металла можно проводить двумя технологическими схемами.
- Дуга располагается между заготовкой и неплавящимся электродом.

- Дуга находится внутри плазмотрона в сопле и выдувается оттуда струей плазмы.
Чаще всего для сварки металлов используется схема под номером один. Что касается газа, то обычно для этого используется аргон. В качестве электрода – стержень из вольфрама, реже меди.
Существует несколько параметров, которые делят плазменную сварку на группы. К примеру, по мощности.
- Низкая – 0,2-25 ампер.
- Средняя – 50-150 ампер.
- Высокая – больше 150 ампер.
Первая группа – самая распространенная. Это энергоемкая технология, в которой можно использовать электроды диаметром 1-2 мм. При этом сварочная дуга будет гореть даже при очень незначительных показателях силы тока – 0,2 ампера.
Как работает аппарат плазменной сварки при таких режимах?
- С помощью источника питания (малоамперного) зажигается дежурная дуга, которая горит между неплавящимся электродом и соплом плазмотрона, сопло изготавливается из меди.
 При этом данная деталь охлаждается водой, чтобы не расплавиться.
При этом данная деталь охлаждается водой, чтобы не расплавиться. - Как только плазмотрон подносится к металлической заготовке, зажигается основная сварочная дуга.
- В сопло плазмотрона подается газ, из которого будет образована плазма.
- Внутри плазмотрона есть два сопла: медный – он же внутренний, керамический – он же внешний. Между ними есть пространство, по которому движется защитный газ. С его помощью закрывается зона сварки от негативного воздействия кислорода и влажности.
Необходимо отметить, что напрямую электрод от источника электрической энергии не зажигается. Между ними устанавливается специальный прибор, который называется осциллятором. Он стабилизирует сварочную дугу и при этом дает возможность зажечь ее без соприкосновения электрода с металлом.
Плазменная сварка металлических заготовок со средней величиной тока очень похожа на процесс соединения по технологии аргонодуговой. Но высокая мощность, плюс небольшая площадь нагрева делает ее более эффективной. Если говорить о том, в каком диапазоне находится этот вид плазменной сварки, то можно поставить ее между обычной электродуговой и лазерной.
Если говорить о том, в каком диапазоне находится этот вид плазменной сварки, то можно поставить ее между обычной электродуговой и лазерной.
Что касается эффективности, то необходимо отметить:
- глубокий провар при небольшой ширине сварочного шва;
- большое давление на сварочную ванну, что обеспечивает уменьшение слоя расплавленного металла под дугой, а это увеличивает теплоотдачу вглубь заготовки;
- процесс сваривания может проводиться без присадочной проволоки или с таковой.
Плазменная сварка при больших значениях тока – это огромное воздействие на сам металл. К примеру, данный режим сварки при плазме производится с использованием тока величиною 150 А, точно такие же показатели даст обычная электродуговая сварка при потреблении тока не меньше 300 А. При этом плазма насквозь прожигает соединяемые металлические заготовки, после чего производится проплавление и сваривание на всю глубину. То есть, сначала происходит разрезание, далее заварка.
При таком прожоге нижний слой металла не выпадает из шва. Он удерживается в зоне силами поверхностного натяжения. Вот почему очень важно правильно соблюдать режим сваривания. Потому что, увеличивая ток, можно прожечь заготовки, не удержав нижний расплавленный слой металла.
Он удерживается в зоне силами поверхностного натяжения. Вот почему очень важно правильно соблюдать режим сваривания. Потому что, увеличивая ток, можно прожечь заготовки, не удержав нижний расплавленный слой металла.
Обычно высокими токами варят низкоуглеродистые или легированные стальные сплавы, титан, алюминий и медь. Важно правильно выставить режим сварки, и, конечно, обеспечить режим охлаждения сопла. Небольшое нарушение может привести к значительному снижению качества конечного результата.
Особенности сварочных аппаратов
Плазменный сварочный аппарат, в независимости от его стоимости, будет работать долго и эффективно, если позаботиться об охлаждении сопла. Самыми распространенными сегодня являются аппараты, охлаждение в которых производится водой. Есть агрегаты и со спиртовым охлаждением.
Здесь необходимо правильно настроить подачу воды в сопло, потому что чрезмерное ее поступление создаст большое количество пара, а это причина увеличения разбрызгивания металла. Новичкам рекомендуется для этого выбирать сварочный аппарат, у которых отверстие сопла больше, чем обычно. Это снизит выделение пара, плюс увеличит захват плазменной дугой участков двух заготовок.
Новичкам рекомендуется для этого выбирать сварочный аппарат, у которых отверстие сопла больше, чем обычно. Это снизит выделение пара, плюс увеличит захват плазменной дугой участков двух заготовок.
Что касается используемых материалов в процессе плазменной сварки, то сегодня аргон часто заменяется техническими газами: водородом, кислородом, азотом и даже сжатым воздухом, что снижает финансовые затраты. Вместо вольфрама для электродов используют стержни из циркония или гафния, что позволяет сегодня вести сварку в окислительных средах.
https://www.youtube.com/watch?v=UH_T4975uFI
Чтобы обеспечить качество сварочного шва, необходимо сохранить мощность свариваемой дуги и уменьшить при этом ее давление на расплавленный металл, чтобы последний не выдувался из зоны сварки. Это напрямую влияет на формирование шва. Поэтому очень важно найти рациональное соотношение многих параметров сварочного режима: расход плазмы, силы тока, длина электрической дуги. К примеру, чтобы сварить две заготовки из алюминия или нержавейки толщиною 10 мм, необходимо увеличить диаметр канала, по которому движется плазма наружу, что приводит к снижению обжатия дуги.
Но самое большое достижение – это разработка микроплазменной сварки, которую впервые провели инженеры компании «Сешерон» из Швейцарии. Плазменная сварка этого типа дает возможность соединять между собой очень тонкие листы: 0,025-0,8 мм, изготовленные из различных металлов. Этот способ сваривания сегодня активно применяется в самолетостроении, электронной, медицинской, атомной и других областях промышленности.
Наверное, надо будет сказать, что процесс плазменной сварки (видео расположено ниже) в ближайшие несколько десятков лет будет активно применяться для соединения тонких металлических заготовок. А в некоторых случаях это будет единственный вариант. Так что есть смысл к нему присмотреться более внимательно.
Что такое плазменная сварка?
Плазменная сварка
используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о процессе и о том, чем он отличается от более традиционных, широко распространенных процессов сварки. Getty Images
Getty Images
Плазма — это горячий ионизированный газ, состоящий примерно из равного количества положительно заряженных ионов и отрицательно заряженных электронов. Характеристики плазмы значительно отличаются от характеристик обычных нейтральных газов, поэтому она считается отдельным четвертым состоянием вещества.
Проще говоря, плазма — это газ, перегретый до такой степени, что он становится высокопроводящим. В процессах сварки и резки это позволяет передавать электрический ток. Температура плазменной дуги может достигать 30 000 градусов по Фаренгейту.
Плазменная сварка, впервые представленная как процесс сварки в начале 1960-х годов, использовалась в специальных слаботочных приложениях (микроплазма) от 0,5 ампер или ниже, или до 500 приложения для тяжелой промышленности.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о плазменной сварке и о том, чем она отличается от более традиционных, общепринятых процессов.
Вот некоторые основные факты о плазменной сварке и о том, чем она отличается от более традиционных, общепринятых процессов.
Сфокусированная дуга
Одним из основных преимуществ процесса PAW является сфокусированная дуга, создаваемая через отверстие наконечника. Вы можете увеличить или уменьшить размер отверстия в соответствии с вашими требованиями к силе тока, а также в соответствии с конкретными приложениями. Преимущества сфокусированной дуги включают:
- Глубокое проникновение
- Уменьшение зоны термического влияния
- Высокая скорость перемещения
- Меньше дуги блуждающий
- Точность в автоматизированных/роботизированных приложениях
Эти черты пригодятся при производстве таких вещей, как сосуды под давлением, аэрокосмические компоненты, датчики расхода, сварные сильфоны, батареи и медицинские устройства.
Защищенный электрод
В отличие от сварки TIG, когда вольфрамовый электрод подвергается воздействию атмосферы после цикла сварки, в плазменном процессе электрод изолирован внутри камеры горелки и защищен газовым экраном. Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.
Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.
Передача дуги без высокой частоты
Чтобы предотвратить загрязнение во время процесса TIG, необходимо использовать высокую частоту для передачи дуги от электрода к заготовке. В некоторых случаях это создает проблемы во время автоматизированных приложений, когда высокая частота может создавать помехи и прерывать работу управляющего оборудования. Этот метод переноса также может привести к преждевременному износу электрода, особенно при сварке больших объемов и кратковременных сварных швов, что увеличивает потребность в остановке процесса для заточки вольфрамового электрода.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.
Плазменная сварка, с другой стороны, использует постоянную вспомогательную дугу, что позволяет передавать дугу без высокой частоты. Это устраняет помехи в системе управления и обеспечивает надежную и точную передачу для более длительных производственных циклов.
Arc Control
В дополнение к функциям, доступным на источнике питания для плазменной сварки, таким как управление током, цифровое управление подачей газа (которое поддерживает поток газа в заданных пределах с настройками силы тока) и синхронизация импульсов и точек, горелка для плазменной сварки может помочь вам точно настроить характеристики дуги. К ним относятся следующие:
- Размер отверстия наконечника
- Смещение электрода
- Скорость потока газа
- Возможность работы с несколькими газами
Это обеспечивает большую гибкость для дальнейшего усовершенствования процесса для многих приложений.
Выбор газа
Для улучшения процесса сварки можно использовать различные газы. Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.
Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.
Плазменный газ аргон в сочетании с защитным газом аргоном/водородом . Повышенное тепловложение от защитного газа снижает поверхностное натяжение материала и позволяет увеличить скорость перемещения.
Плазменный газ аргон/водород в сочетании с защитным газом из чистого аргона. Концентрирует тепло в потоке плазмы для увеличения проникновения (режим замочной скважины).
Скорость перемещения
Сфокусированная дуга и высокая концентрация тепла позволяют достигать более высоких скоростей перемещения в некоторых случаях.
Это можно рассматривать как немедленное преимущество в повторяющихся приложениях, где требуется крупносерийное производство.
Несколько режимов работы
Два режима работы плазменной сварки обычно называются мягкой плазмой и режимом замочная скважина .
Разница между режимом замочной скважины и режимом мягкой плазмы (не замочной скважины) в основном заключается в настройке расходных материалов и параметров резака. В режиме замочной скважины электрод отодвигается от отверстия наконечника, что позволяет концентрировать тепло от плазменной дуги на меньшей площади. В этом режиме можно настроить параметры и конфигурацию горелки, чтобы позволить потоку плазмы пробивать материалы толщиной до 0,39 дюйма, обеспечивая полное проплавление без необходимости подготовки шва.
В режиме без замочной скважины (мягкая плазма) электрод устанавливается ближе к отверстию наконечника. Это уменьшает фокус дуги, а в сочетании с выбранной силой тока, плазменным газом и скоростью потока вы можете получить все преимущества плазменного процесса без необходимости сварки с полным проплавлением.
Установка для плазменной сварки похожа на обычную сварку TIG, за исключением раздельных плазмы и защитного газа, а также способа передачи тока для включения дуги. График представляет собой визуальное изображение процесса плазменной сварки через саму горелку.
График представляет собой визуальное изображение процесса плазменной сварки через саму горелку.
Плазменная дуговая сварка (PAW) Объяснение
Плазменная сварка — это процесс дуговой сварки, в котором для соединения металлов используется плазменная горелка. Принцип этого метода заимствован из GTAW, также известной как сварка TIG, при которой электрическая дуга зажигается между электродом и заготовкой.
Давайте копнем глубже и узнаем, что такое плазменная сварка.
Что такое плазменная сварка?
Плазменно-дуговая сварка (PAW) — это процесс сварки плавлением, в котором для сварки металлов используется неплавящийся электрод и электрическая плазменная дуга. Подобно TIG, электрод обычно изготавливается из торированного вольфрама. Его уникальная конструкция горелки дает более сфокусированный луч, чем сварка TIG , что делает его отличным выбором для сварки как тонких металлов, так и для создания глубоких узких сварных швов.
Плазменная сварка часто используется для сварки нержавеющей стали, алюминия и других сложных металлов по сравнению с традиционными методами. Подобно кислородно-топливной сварке, этот процесс также может резать металл (плазменная резка), что делает его универсальным инструментом для производителей и производителей.
Процесс плазменной дуговой сварки
Плазменная дуговая сварка
Процесс плазменной дуговой сварки основан на принципе зажигания дуги между неплавящимся вольфрамовым электродом и заготовкой.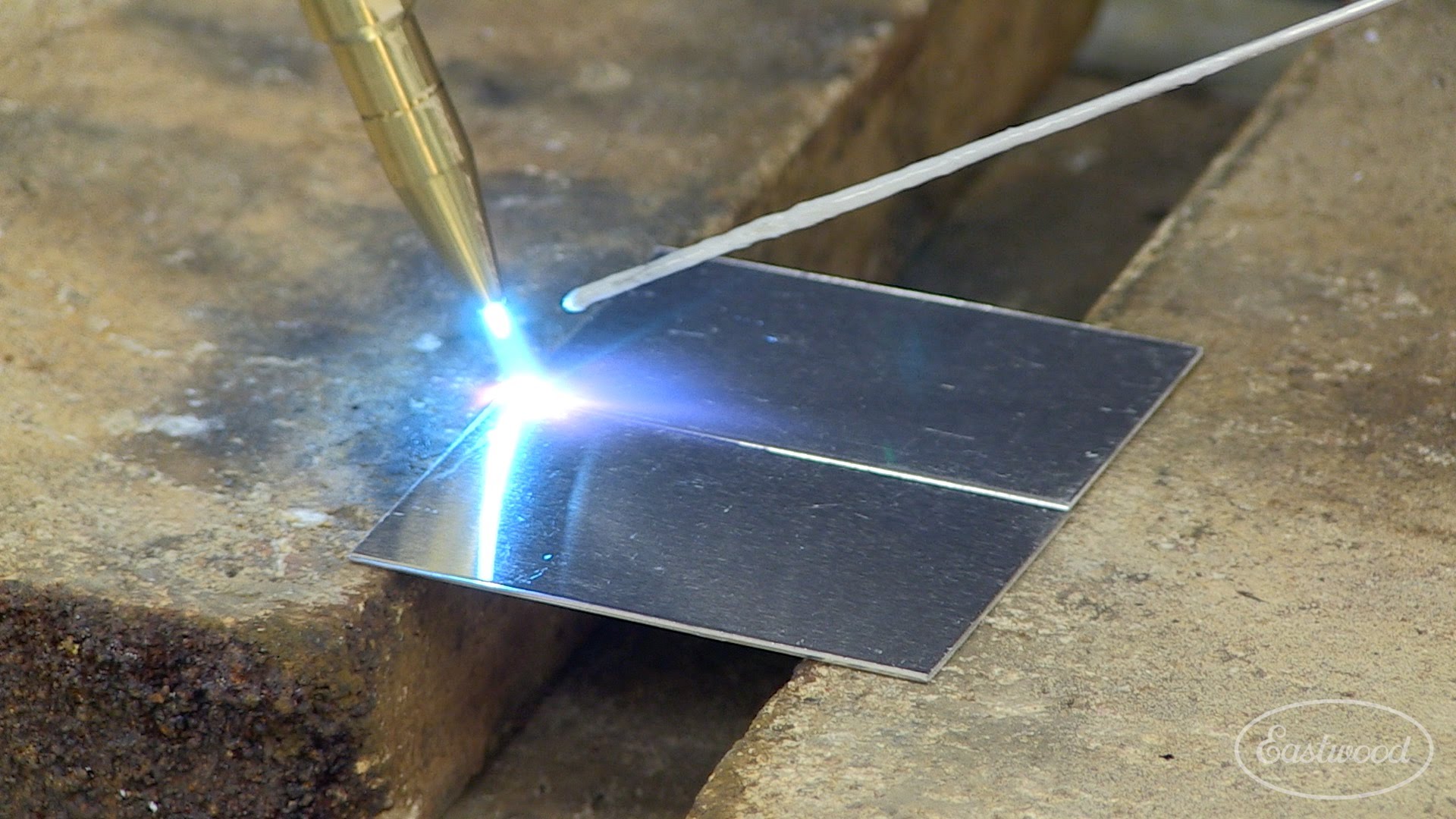 Плазменное сопло имеет уникальную конструктивную особенность, в которой электрод расположен внутри корпуса горелки. Это позволяет плазме дуги выходить из горелки отдельно от оболочки защитного газа.
Плазменное сопло имеет уникальную конструктивную особенность, в которой электрод расположен внутри корпуса горелки. Это позволяет плазме дуги выходить из горелки отдельно от оболочки защитного газа.
Кроме того, узкое отверстие сопла увеличивает скорость потока плазмообразующего газа, обеспечивая более глубокое проникновение. Хотя присадочный металл обычно подается на переднюю кромку сварочной ванны, это не относится к созданию корневых швов.
Сложность плазменной сварочной горелки отличает ее от газовой вольфрамовой дуговой сварки. Горелки для плазменной сварки работают при очень высоких температурах , что может привести к расплавлению их сопла, что требует постоянного водяного охлаждения. Хотя этими горелками можно управлять вручную, в настоящее время большинство современных плазменных сварочных горелок предназначены для автоматической сварки .
Наиболее распространенными дефектами, связанными с плазменной сваркой, являются вольфрамовые включения и подрезы. Включения вольфрама возникают, когда сварочный ток превышает возможности вольфрамового электрода и мелкие капли вольфрама захватываются металлом шва. Подрезы обычно связаны со сваркой PAW в режиме замочной скважины, и их можно избежать, используя активированные флюсы.
Включения вольфрама возникают, когда сварочный ток превышает возможности вольфрамового электрода и мелкие капли вольфрама захватываются металлом шва. Подрезы обычно связаны со сваркой PAW в режиме замочной скважины, и их можно избежать, используя активированные флюсы.
Режимы работы плазменно-дуговой сварки
При плазменной сварке используются три режима работы, при которых она может работать при различных токах:
Микроплазма (0,1–15 А)
В этом режиме работы дуга может работать при малых токах и оставаться стабильной. до 20 мм длины дуги.
Микроплазменная сварка применяется для соединения тонких листов толщиной до 0,1 мм, что оптимально для создания проволочных сеток с минимальными деформациями.
Средний ток (15–200 А)
Характеристики плазменной дуги очень похожи на сварку TIG, но дуга более жесткая, так как узкое отверстие горелки ограничивает плазму. Мы можем увеличить проплавление сварочной ванны, увеличив скорость потока плазмы, но это увеличивает риск загрязнения защитным газом.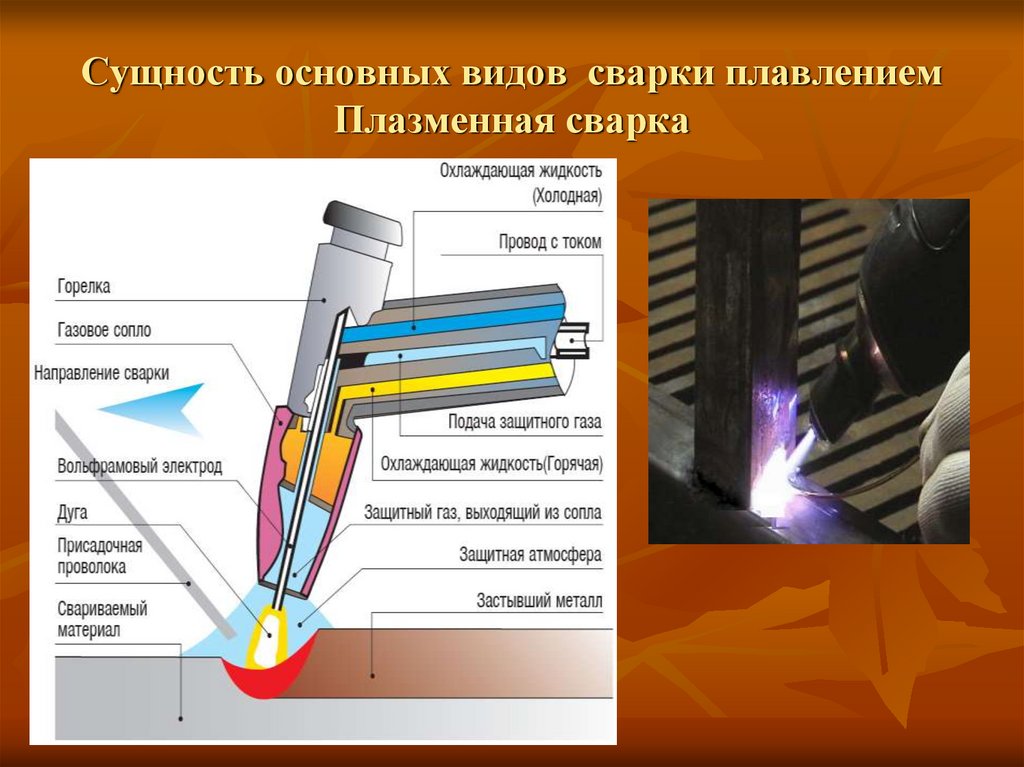
Среднеточный режим или режим плавления обеспечивают лучшее проникновение, чем TIG, и улучшенную защиту. Единственным недостатком является то, что горелка требует обслуживания и более громоздка по сравнению с горелкой TIG.
Режим замочной скважины (свыше 100 А)
Мощный плазменный пучок используется для включения сильноточного режима, также известного как режим замочной скважины, за счет увеличения расхода газа и сварочного тока. Этот режим обеспечивает глубокое проплавление за один проход (толщиной до 10 мм для некоторых материалов) для создания однородной сварочной ванны из расплавленного металла.
Подобно электронно-лучевой сварке, режим замочной скважины отлично подходит для сварки более толстых материалов на высоких скоростях сварки. Чтобы гарантировать удовлетворительные сварные швы, обычно добавляют присадочный материал. Его сварочные применения включают механизированную сварку, позиционную сварку и сварку труб.
Сравнение плазменной сварки и сварки ВИГ
Обычно вольфрамовый электрод используется при сварке ВИГ для зажигания дуги между горелкой и заготовкой. Плазменный процесс работает аналогично, но использует другую настройку сварочной горелки. Узкая конструкция сопла позволяет электронам двигаться с большими скоростями. Это ионизирует газ, создавая струю плазмы с высокой концентрацией тепла, обеспечивая более глубокое проникновение.
Плазменный процесс работает аналогично, но использует другую настройку сварочной горелки. Узкая конструкция сопла позволяет электронам двигаться с большими скоростями. Это ионизирует газ, создавая струю плазмы с высокой концентрацией тепла, обеспечивая более глубокое проникновение.
Поскольку плазменная сварка обеспечивает большую точность, чем сварка TIG, она имеет меньшую зону термического влияния, что идеально подходит для создания более узких сварных швов. В идеале плазменная сварка является лучшим выбором, чем сварка TIG, поскольку она является развитием последней. Технология, лежащая в основе этого оборудования, позволяет ему работать с более низким потреблением тока, лучшей стабильностью дуги, что приводит к лучшему зазору и лучшим допускам при изменении длины дуги.
Сварка ВИГ, однако, является более простым методом из-за сложных параметров, доступных для плазменно-газовой сварки. Оператору потребуется дополнительное обучение, чтобы перейти от уже продвинутой сварки TIG к PAW. И наконец, оборудование для сварки TIG дешевле и требует меньше обслуживания, чем чувствительная и сложная горелка для плазменной дуговой сварки.
И наконец, оборудование для сварки TIG дешевле и требует меньше обслуживания, чем чувствительная и сложная горелка для плазменной дуговой сварки.
Материалы
Подобно сварке TIG, плазменная сварка подходит для большинства известных металлов, хотя для некоторых из них это может быть не самым экономичным решением:
Легированная сталь
Алюминий
Бронза
Углеродистая сталь
Медь
Железо
Инконель
Свинец
Магний
Монель
Никель
Нержавеющая сталь
Титан
Инструментальная сталь
Вольфрам
Оборудование
Основными компонентами оборудования для плазменной сварки являются:
Плазменная горелка
Плазменная горелка – плазменный газ отделяется от оболочки защитного газа.
Уникальная конструкция плазменной горелки с водяным охлаждением является главным отличием от других сварочных процессов. Принципы его работы уже объяснялись в предыдущих разделах.
В зависимости от материала сварного шва и желаемых характеристик сварки можно выбрать различные типы наконечников сопла.
Пульт управления
В то время как в традиционных методах сварки горелка напрямую подключается к источнику питания, в плазменно-дуговой сварке между ними используется пульт управления.
Некоторые функции пульта включают в себя схему защиты горелки, блок высокочастотного зажигания дуги, источник питания для вспомогательной дуги, водяной и газовый клапаны, индивидуальные расходомеры для плазмы и расхода защитного газа.
Источник питания
При плазменной дуговой сварке используется источник постоянного тока (выпрямители или генераторы) напряжением не менее 70 В для напряжения холостого хода со падающими характеристиками, что позволяет лучше контролировать образование сварных швов.
Используемые газы
Плазменный газ – выходит из сужающего сопла отдельно от оболочки защитного газа и становится ионизированным
Защитные газы (аргон, гелий, водород) – инертный газ защищает сварной шов от атмосферы
Обратная продувка и остаточный газ – для некоторых материалов требуются особые условия
Механизм подачи проволоки
При плазменной сварке могут использоваться механизмы подачи проволоки с постоянной скоростью, которую можно изменять в диапазоне от 254 мм в минуту до 3180 мм в минуту.
Области применения
Стальные трубы
PAW — отличный метод сварки при производстве стальных труб, поскольку он может выполняться при высокоскоростной сварке с большим проникновением металла. Некоторые отрасли промышленности предпочитают процесс плазменной сварки обычному TIG, поскольку его система быстрее и использует меньше присадочного материала.
Электроника
Одним из параметров процесса плазменной сварки является возможность работы в режимах слабого тока.
