Как выбрать электроды для сварки инвертором: Как выбрать электрод для сварки. Инструкция для чайников — интернет-магазин Евротек
Содержание
Как выбрать электроды для сварки инвертором
Разнообразие довольно большое, поэтому для того, чтобы выбор был правильным, важно разобраться, в чем состоят различия расходников между собой, и их назначение.
Преимущества инверторной сварки
Опытный сварщик подтвердит, что подбор правильного элетктрода существенно облегчает рабочий процесс и повышает качество сварного шва. Также немаловажную роль играет подготовка к привариванию. Электросварка инвертором, с соблюдением требований, обладает рядом преимуществ:
- Позволяет прочно приварить части.
- Отлично зарекомендовала себя при внутренних, и при наружных монтажах.
- Инверторная сварка пригодна для выполнения как вогнутых, так и выпуклых швов.
- Работа с аппаратом несложна и даже отсутствие опыта не помешает выполнить стойкий шов.
- Шлак довольно просто отделяется. Благодаря этому работник моментально видит надежность приваривания.
Инверторный аппарат позволяет соединять между собой области, поврежденные ржавчиной. Поврежденные детали редко сваривают между собой, при этом, если такая необходимость все же возникла, электросварка подходит отлично.
Поврежденные детали редко сваривают между собой, при этом, если такая необходимость все же возникла, электросварка подходит отлично.
Классификация
На рынке предоставлено огромное количество электродов. Все они различаются между собой, для того, чтобы было легко подобрать требуемый. Подразделяются на сваривание деталей из:
- высоколегированных сталей;
- алюминия;
- меди и ее сплавов;
- высокопрочных сталей;
- низколегированных и углеродистых сталей;
- чугуна;
- сталей, приваривание которых затруднительно;
- а также для ремонта и наплавки.
Еще одна разница — покрытие. Они могут быть с основным и с покрытием рутилового типа. Первые расходные материалы хороши при сооружении металлоконструкций, которые подвергаются сильным нагрузкам. Стержни второго типа идеальны для того, чтобы приваривание конструкций из низкоуглеродистой стали было прочным, к тому же это делает возможным скрепление мест, поврежденных ржавчиной.
Различие по диаметру
Следующая особенность — это диаметр. На прилавках предоставлен многообразный ассортимент стержней разной крупности. Делают покупку, отталкиваясь от производимых манипуляций и толщины соединяемых элементов. Выбирают больший диаметр, если элементы массивны. И наоборот, чем металл тоньше, чем меньшую площадь сечения подбирают. Тонкие имеют свойство быстро сгорать, поэтому для начинающих могут быть сложны в использовании. Небольшой размер идеален, когда требуется наварить некоторое количество прихваток.
Назначение свариваемой металлоконструкции также немаловажно при определении наименования расходника. При трассовом монтаже сварщики берут большие, а электроды диаметром до 2 мм часто используются при варке секционных ворот, при варке ограждений. Самый популярный размер — 3 мм, он используется любителями и профессионалами чаще всех остальных.
На что еще обратить внимание
Инверторные устройства подключаются прямой или обратной полярностью, в зависимости от необходимости. Прямая полярность отличается высокой температурой в момент приваривания. Это влияет на улучшение качество, но при скреплении областей, состав которых не переносит излишний нагрев, может повлиять на нежелательное появление пор. При обратной полярности нагрев не такой сильный, поэтому такое подключение идеально при сваривании тонких мест, чтобы избежать прожога. Это подключение хорошо зарекомендовало себя при манипуляции с металлами, которые не переносят, без потери своих свойств, температуру. Подключение прямой полярностью обычно нужно при скреплении крупных элементов.
Прямая полярность отличается высокой температурой в момент приваривания. Это влияет на улучшение качество, но при скреплении областей, состав которых не переносит излишний нагрев, может повлиять на нежелательное появление пор. При обратной полярности нагрев не такой сильный, поэтому такое подключение идеально при сваривании тонких мест, чтобы избежать прожога. Это подключение хорошо зарекомендовало себя при манипуляции с металлами, которые не переносят, без потери своих свойств, температуру. Подключение прямой полярностью обычно нужно при скреплении крупных элементов.
Массивность соединяемых частей влияет на площади сечения. Чем крупнее они, тем больше размер. Особо мелкие части сваривают с помощью полуавтоматических устройств.
Силу тока подбирают исходя из состава элементов, ведь при излишнем нагреве возможно появление пор, а это повлияет на износостойкость и надежность соединения и сооружения в целом.
Ассортимент огромен, новичку сложно определить, что именно ему требуется. Можно надеяться, что продавец сориентирует и подскажет, какой расходник нужен для конкретных манипуляций, однако, будет практичнее прийти уже подготовленным, со всей полезной информацией. Зная все особенности, купить нужную вещь гораздо проще, чем не имея вообще никакой информации.
Можно надеяться, что продавец сориентирует и подскажет, какой расходник нужен для конкретных манипуляций, однако, будет практичнее прийти уже подготовленным, со всей полезной информацией. Зная все особенности, купить нужную вещь гораздо проще, чем не имея вообще никакой информации.
При определении наименования, узнают состав свариваемой металлоконструкции. Также значение имеет назначение свариваемого в будущем. При сооружении ответственной конструкции желательно выбрать стержни с основным покрытием известного производителя, имеющего хорошие отзывы. К примеру, проверенным производителем, является шведская компания ESAB.
Расходники для MMA сварки с покрытием рутилового типа используют, когда имеется коррозия на соединяемых областях. Также они отлично подходят для монтажа в сырых условиях.
После покупки, можно подобрать силу тока. Она зависит от металла, а также от массивности. Излишний нагрев приводит к появлению пор, это сделает соединение недолговечным. Так происходит потому, что влага и воздух попадают в плохо проваренные места и влияют на появление коррозии.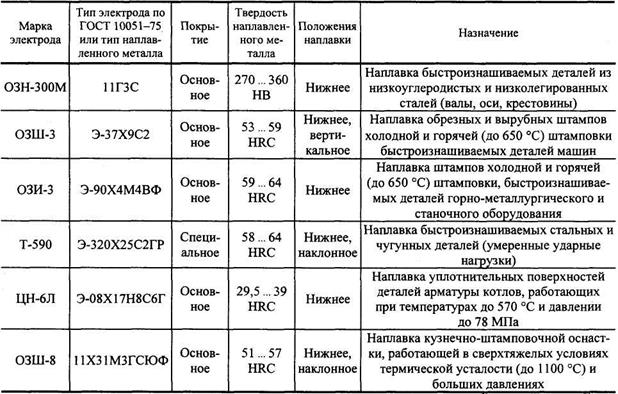
Качество получившегося сварного шва зависит не только от подбора электрода MMA и величины тока, но и от правильной подготовки к свариванию. Видеоуроки об этом есть в общем доступе в интернете. При соблюдении несложных правил, шов получится долговечным и прочным даже при отсутствии опыта.
как правильно подобрать электроды инвертора
Как сделать правильный выбор и не ошибиться
Ремонт
6 лет назад
— Анастасия
1 300 Просмотрено
[contents]
- 1 Особенности инверторной сварки
- 2 Виды и характеристика электродов
- 3 Диаметр электрода
- 4 Назначение по виду металла
- 5 Виды покрытия электродов
- 6 Проверенные и популярные марки электродов
- 7 Выбор электродов для сварки инвертором — видео
Особенности инверторной сварки
Инверторы – недорогие и простые в использовании аппараты. Они позволяют быстро получать швы, отвечающие самым строгим требованиям. Особенность механизма в возможности при включении формировать переменное напряжение тока. Его применяют при дуговом сварочном процессе методом плавления.
Они позволяют быстро получать швы, отвечающие самым строгим требованиям. Особенность механизма в возможности при включении формировать переменное напряжение тока. Его применяют при дуговом сварочном процессе методом плавления.
Во время плавления ток к месту шва подается через специальные металлические стержни, электроды. Их правильный выбор определяется техническими характеристиками и маркой, под которой изготавливается продукция.
Виды и характеристика электродов
Металлические стержни делят на 2 большие группы:
- плавящиеся. Отличаются наружным покрытием, обеспечивающим стабильное горение сварочной дуги и отсутствием шлаков;
- неплавящиеся. Подходят для аргоновой сварки.
В целом сварочные электроды различают по:
- диаметру;
- назначению;
- виду обмазки;
- по стране-производителю и марке изделия.
По уровню работ изделия бывают:
- для обычной сварки;
- для сварки ответственных металлоконструкций.

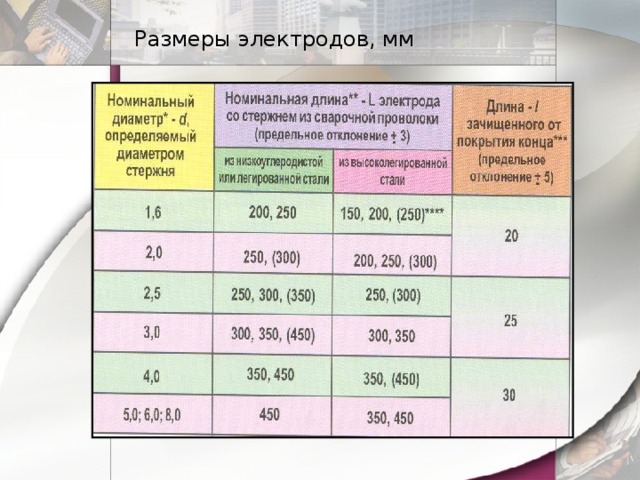
Диаметр электрода
Стержни бывают разной длины от 30 до 45 см. Основные показатели диаметра – 1,6; 2, 3, 3-4; 4; 4-5.
Внимание! Неопытным сварщикам лучше начинать практику с металла толщиной 3-4 см и сварочного электрода с диаметром 3 мм.
Выбор того или иного диаметра зависит от толщины металла. Например, для арматуры 4 мм подойдет стержень с аналогичным диаметром. Чем толще металл, тем больше показатель диаметра. Для каждого диаметра и марки – своя толщина обмазки.
Электроды для сварки инвертором
Назначение по виду металла
Электропроводящие стержни необходимо подбирать в зависимости от типа работы и применения того или иного металла:
- варка углеродистых и низколегированных сталей;
- варка высоколегированных сталей;
- крепление теплоустойчивых сталей, отличающихся высокой прочностью;
- крепление чугуна и сплавов на его основе;
- варка меди и ее сплавов;
- работа с алюминием и его сплавами;
- варка сталей неизвестного состава.
Кроме того отличают электроды, применяемые для наплавки и ремонта металлических изделий.
Виды покрытия электродов
От вида покрытия или обмазки зависит работа с постоянным или переменным током и особенности эксплуатации.
Совет. Для ответственной сварки, требующей максимально эффективного результата, следует подобрать электрод с основным покрытием.
Обмазка бывает:
- Основная. Благодаря сварке с использованием таких стержней получаются прочные швы с высоким показателем ударной вязкости. Швы не стареют и не покрываются микротрещинами, что позволяет использовать изделия в самых суровых условиях. С данными электродами работают только на постоянном токе.
- Рутиловая. Подходит для сварки изделий из малоуглеродистой стали переменным и постоянным током. Узнать изделие можно по синему или зеленому оттенку. Электроды легко разжигаются и отличаются минимальными брызгами при работе. Их можно использовать для скрепления ржавых элементов.
- Кислая.
 Используется для работы переменным и постоянным электрическим током. На выходе – отличные швы превосходного качества с легко удаляемым шлаком. Основным недостатком считаются токсичные выделения при эксплуатации. Работать электродами с кислым покрытием разрешается только в помещениях с наличием принудительной вентиляции.
Используется для работы переменным и постоянным электрическим током. На выходе – отличные швы превосходного качества с легко удаляемым шлаком. Основным недостатком считаются токсичные выделения при эксплуатации. Работать электродами с кислым покрытием разрешается только в помещениях с наличием принудительной вентиляции. - Целлюлозная. Единственная обмазка, позволяющая сваривать металл сверху вниз с помощью постоянного тока. Сварочный шов прочный, но не самый аккуратный. Отличается минимальным количеством шлака.
Проверенные и популярные марки электродов
Инвертор – неприхотливое устройство, и способен работать с сотней видов расходников.
Виды электродов и норма расхода на 1 кг металла
Совет. В производстве сварочных стержней часто встречаются подделки и изделия ненадлежащего качества. Практики рекомендуют остановить выбор на проверенных вариантах.
Популярные марки сварочных электродов:
- УОНИ–13/55. Продукция для профессионалов, благодаря которой шов ровный и прочный;
- МР–3С.
 Подходит для скрепления элементов при ответственной сварке с высокими требованиями ко шву;
Подходит для скрепления элементов при ответственной сварке с высокими требованиями ко шву; - МР–3. Универсальный вариант для работы с ржавыми и грязными поверхностями;
- АНО. Идеально подходит для новичков, легко зажигается, и гарантируют хороший результат.
Руководствуясь приведенной информацией, легко выбрать подходящий вид сварочных стержней. Для начала – определиться с выбором металла, его толщиной. Затем подобрать электрод известной марки, нужного вида, диаметра и покрытия. Рациональный подбор обеспечит желаемый итог сварки.
Выбор электродов для сварки инвертором — видео
инвертор сварка
Похожие публикации
[adsp-pro-3]
STICK Основы сварки | Долговечность
Переключить навигацию
Поиск
Сварка STICK, также известная как дуговая сварка в среде защитного металла (SMAW), выполняется двумя руками, как и TIG. При сварке STICK используется металлический присадочный стержень или стержень, покрытый флюсом. По мере того как материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя газ и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае FCAW, защитный газ не нужно подавать в процессе сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.
При сварке STICK используется металлический присадочный стержень или стержень, покрытый флюсом. По мере того как материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя газ и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае FCAW, защитный газ не нужно подавать в процессе сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.
ВВЕДЕНИЕ В СВАРОЧНУЮ СВАРКУ
История сварки стержнями восходит к 1800-м годам. В 1800 году британский химик и изобретатель сэр Хамфри Дэви разработал дугу между двумя угольными электродами с помощью батареи.
Газовая сварка и резка были введены в середине 1800-х годов. В 1880-х годах была разработана дуговая сварка угольной дугой и металлической дугой.
В 1881 году французский инженер-электрик Огюст Де Меритенс использовал тепло дуги для соединения свинцовых пластин аккумуляторных батарей. Его ученик Николай Н. Бенардос получил патент на сварку. В 1890, кл. Компания Coffin of Detroit получила первый патент США на процесс дуговой сварки с использованием металлического электрода.
Его ученик Николай Н. Бенардос получил патент на сварку. В 1890, кл. Компания Coffin of Detroit получила первый патент США на процесс дуговой сварки с использованием металлического электрода.
Примерно в 1900 году британский изобретатель Строменгер представил металлический электрод с покрытием. Он использовал тонкое покрытие из глины или извести и заметил, что это обеспечивает более стабильную дугу.
В период с 1907 по 1914 год Оскар Кьельберг из Швеции изобрел электрод с покрытием, который выглядел как палочка.
Позже куски железной проволоки, смоченные в густых смесях карбонатов и силикатов, использовались для изготовления стержневых электродов.
ПРОЦЕСС СВАРКИ ЗАЖИМОМ
Сварка электродом – это процесс, при котором для формирования сварного шва используется электрод с флюсовым покрытием. Электрический ток проходит через электрод с покрытием или сварочный стержень и образует дугу в точке контакта с основным металлом.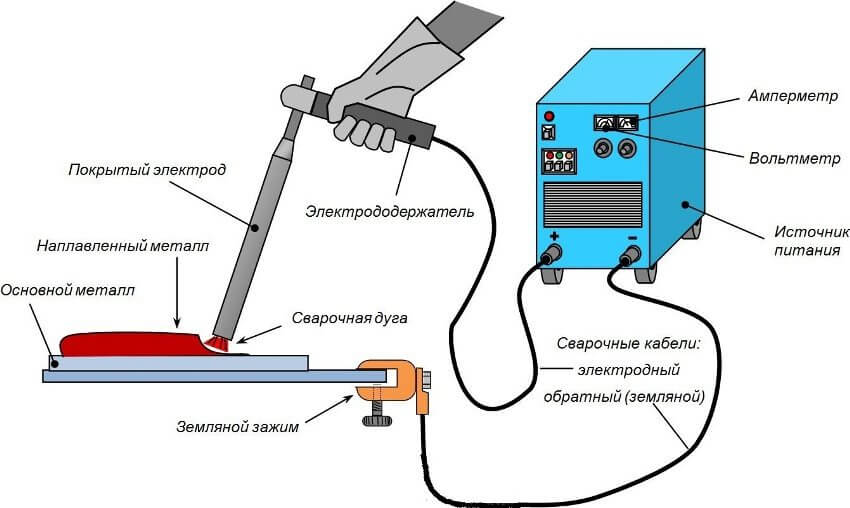 Когда электрод начинает плавиться, флюсовое покрытие вокруг него создает облако газов, которое защищает расплавленный металл и предотвращает его окисление. Вот почему ее также называют дуговой сваркой в защитном металле. Облако газа оседает на ванну расплавленного металла по мере его остывания и превращается в шлак, который необходимо откалывать после завершения сварки.
Когда электрод начинает плавиться, флюсовое покрытие вокруг него создает облако газов, которое защищает расплавленный металл и предотвращает его окисление. Вот почему ее также называют дуговой сваркой в защитном металле. Облако газа оседает на ванну расплавленного металла по мере его остывания и превращается в шлак, который необходимо откалывать после завершения сварки.
STICK Процесс сварки довольно прост и не требует большого количества специального оборудования.
СОВЕТЫ ДЛЯ НАЧИНАЮЩИХ
Хотя дуговая сварка является одним из наиболее распространенных видов дуговой сварки, научиться этому процессу сложно. Чтобы быть эффективным сварщиком STICK, требуется более высокий уровень квалификации и владение определенными приемами. Вот три важные вещи, на которых должен сосредоточиться новичок.
Текущие настройки
Электрод, который вы выбираете, определяет, требуется ли для вашей машины постоянный постоянный ток, отрицательный постоянный ток или переменный ток.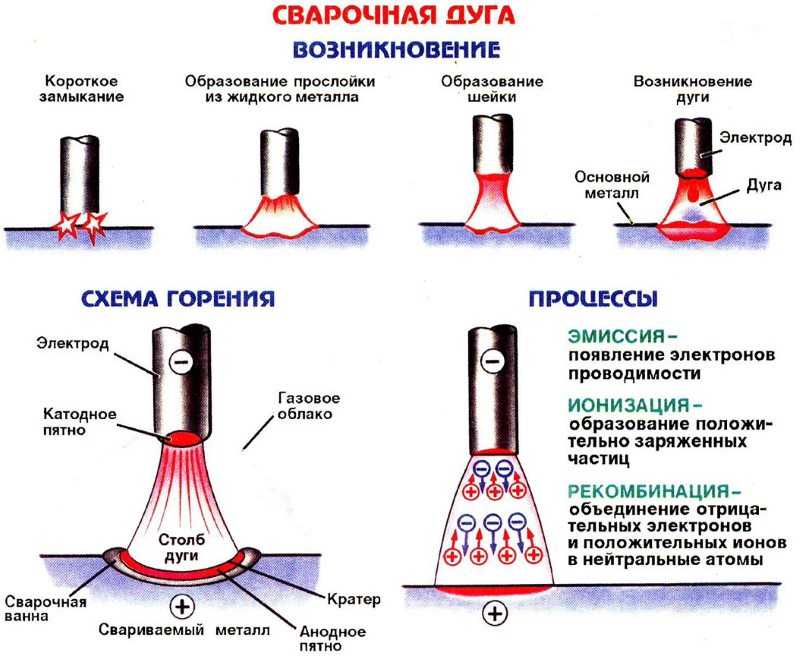 Используйте правильную настройку для вашей конкретной задачи. Положительный электрод обеспечивает большее проникновение, в то время как отрицательный электрод дает лучшие результаты для более тонких металлов. Выберите силу тока в зависимости от электрода, положения сварки и визуального осмотра готового сварного шва. Следуйте рекомендациям производителя для идеальной настройки силы тока.
Используйте правильную настройку для вашей конкретной задачи. Положительный электрод обеспечивает большее проникновение, в то время как отрицательный электрод дает лучшие результаты для более тонких металлов. Выберите силу тока в зависимости от электрода, положения сварки и визуального осмотра готового сварного шва. Следуйте рекомендациям производителя для идеальной настройки силы тока.
Длина дуги
Правильная длина дуги имеет решающее значение для электродуговой сварки. Для каждого электрода и приложения требуется различная длина дуги, не превышающая диаметр электрода. Например, 0,125-дюймовый электрод 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
Угол перемещения
Для сварки в плоском, горизонтальном и потолочном положениях используйте метод «перетаскивания» или «наотмашь». Электрод должен располагаться перпендикулярно сварному шву. Наклоните кончик электрода на 5-15 градусов в направлении его перемещения. Для вертикальной сварки, которая движется вверх, используйте технику «толкания» или «вперед». Наклоните электрод в сторону от направления движения на 15 градусов.
Наклоните электрод в сторону от направления движения на 15 градусов.
ЗАЩИТЫ И ПРОТИВ СВАРКИ ЗАЖИМОМ
Как и любой сварочный процесс, сварка STICK имеет свои плюсы и минусы. Вот некоторые из наиболее важных:
Плюсы:
• Оборудование, используемое для сварки STICK, простое в использовании и недорогое
• Не требует внешнего защитного газа, что экономит деньги
• Может выполняться даже во время дождя или ветра
• Легко заменить электроды для различных металлов
• Можно легко сваривать широкий спектр металлов и сплавов
• Хорошо работает на окрашенных или ржавых поверхностях
Минусы:
• Операторы должны иметь высокий уровень квалификации и опыта
• Может быть сложно работать с некоторыми тонкими металлами
• Остается шлак, который необходимо удалить после сварки
• Сварка УДАРОМ медленная по сравнению с другими типами сварки сварка
• Электроды необходимо заменять чаще, чем при других видах сварки
• Позволяет выполнять только короткие сварные швы до того, как потребуется вставить новый электрод
• Не подходит для химически активных металлов, таких как титан, цирконий, тантал и ниобий
БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО!
Безопасность всегда является наивысшим приоритетом на сварочной площадке. Рабочий всегда может отремонтировать часть оборудования или зашлифовать плохой сварной шов и заново сварить стык. Однако травма может быть необратимой. Опасности при сварке могут включать ожоги горячим металлом, ожоги дугой, потерю слуха, расчленение и потерю зрения.
Ко всем этим потенциальным опасностям следует относиться очень серьезно. Вот почему в категории личной безопасности есть из чего выбрать. Перед началом любых сварочных работ необходимо приобрести или взять напрокат защитное оборудование, а затем использовать его.
СОПУТСТВУЮЩИЕ ПРОДУКТЫ
Посмотреть как
Сетка
Список
4 позиции
Показать
12
16
32
на страницу
Сортировать по
Должность
наименование товара
Цена
Установить нисходящее направление
Посмотреть как
Сетка
Список
4 позиции
Показать
12
16
32
на страницу
Сортировать по
Должность
наименование товара
Цена
Установить нисходящее направление
Факторы для выбора правильного стержневого электрода | Производство и металлообработка
Перейти к содержимому
Несмотря на то, что многие компании обратились к процессам сварки проволокой, чтобы ускорить производство и упростить обучение, электродуговая сварка по-прежнему занимает видное место в промышленных приложениях — монтаже металлоконструкций, строительстве трубопроводов, небольших производственных работах и операциях по техническому обслуживанию/ремонту, и это лишь некоторые из них.
В некоторых случаях стержневые электроды, используемые в процессе, лучше соответствуют механическим и химическим свойствам материалов, используемых в данном приложении. В других ситуациях это вопрос спецификаций процедуры сварки или набора навыков доступной рабочей силы. Кроме того, поскольку процесс дуговой сварки отличается высокой портативностью (не требует внешнего защитного газа), это хороший выбор, когда важным фактором является мобильность.
В основе дуговой сварки, как и любого другого процесса сварки, лежит присадочный металл. Стержневые электроды доступны в различных сплавах, водородных обозначениях и диаметрах. Знание надлежащего продукта для применения является ключом к получению стабильного качества сварки и предотвращению простоев для доработки.
ОЦЕНКА ОСНОВНОГО МАТЕРИАЛА
Целью выбора стержневого электрода является определение того, какой из них обеспечивает наилучшие свойства для данного применения. Наплавленный металл шва должен максимально соответствовать свойствам основного материала и иметь примерно такой же состав и физические свойства. С этой целью очень важно определить прочностные свойства и химический состав основного материала, прежде чем делать выбор.
Брюс Морретт обсуждает присадочные металлы, включая трубчатую проволоку, сплошную проволоку и стержневые электроды, представленные на выставке FABTECH 2011 в Чикаго. Он также делится новостями об алюминиевых проводах MAXAL.
В некоторых случаях, особенно при техническом обслуживании/ремонте, основной материал может быть неизвестен. Примите во внимание следующие факторы, которые помогут в идентификации. Во-первых, определите, является ли основной материал магнитным, что указывает на то, что это углеродистая или легированная сталь. Если основной металл не является магнитным, то материалом, скорее всего, является марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Далее, если основной материал неизвестен, может быть полезно использовать «тест касания» шлифовального станка, чтобы идентифицировать его. Большее количество искр в искрах, когда шлифовальный станок касается материала, указывает на более высокое содержание углерода, например, связанное со сталью марки A36.
Наконец, определите, «вгрызается» ли долото в основной металл или отскакивает от него. Долото вгрызается в более мягкий металл, такой как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хром-молибден или чугун. В совокупности эти тесты могут дать хорошее представление о имеющемся основном материале и помочь упростить выбор стержневых электродов.
СООТВЕТСТВИЕ ПРОЧНОСТИ НА РАСТЯЖЕНИЕ
Предотвращение растрескивания или других неоднородностей сварного шва имеет решающее значение в любом сварочном процессе и может быть достигнуто за счет надлежащего подбора прочности на растяжение основного материала и присадочного металла. Прочность стержневого электрода на растяжение можно определить по первым двум цифрам классификации Американского общества сварщиков (AWS), напечатанной сбоку.
Например, число «60» на электроде AWS E6011 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как следствие, будет хорошо работать со сталью с аналогичной прочностью на растяжение.
СВАРОЧНЫЙ ТОК
Некоторые стержневые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Важно, чтобы стержневой электрод соответствовал доступному источнику питания, чтобы получить наилучшие результаты.
Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия, совместимый с данным сварочным током.
Например, стержневой электрод, оканчивающийся на «0», имеет натриево-целлюлозное покрытие с высоким содержанием целлюлозы, что делает его пригодным для сварки DCEP (электрод с положительным электродом), тогда как электрод, оканчивающийся на «8», имеет порошковое покрытие с низким содержанием водорода, калия и железа и может использоваться для DCEP, DCEN (отрицательный электрод) и сварки переменным током. См. рис. 1 в качестве дополнительной справки по покрытиям штучных электродов и сварочным токам.
Тип тока также влияет на профиль проплавления сварного шва. Например, изделие, совместимое с DCEP, такое как штучный электрод AWS E6010, обеспечивает глубокое проплавление и очень тугую дугу. Он также обладает способностью «продираться» через ржавчину, масло, краску и грязь.
И наоборот, продукт, совместимый с DCEN, например штучный электрод AW E6012, обеспечивает мягкое проплавление и хорошо работает при соединении двух соединений или при сварке на более высоких скоростях. Это также хороший выбор для сильноточных угловых сварных швов, выполняемых в горизонтальном положении. Стержневой электрод, совместимый с переменным током, такой как AWS E6013, создает мягкую дугу со средним проплавлением и может использоваться для сварки чистого нового листового металла.
ТОЛЩИНА И СОСТОЯНИЕ ОСНОВНОГО МЕТАЛЛА
Толщина или толщина основного материала также будет учитываться при выборе стержневого электрода. Стержневой электрод с максимальной пластичностью и низким содержанием водорода является особенно хорошим выбором для предотвращения растрескивания на более толстых основных материалах.
Например, стержневые электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обладают превосходными свойствами, способными выдерживать остаточное напряжение, которое может накапливаться в сварных швах толстых профилей.
Для тонких материалов важно выбрать стержневой электрод, обеспечивающий мягкую дугу. AWS E6013 — хороший выбор для предотвращения прогорания или искажения. Стержневые электроды меньшего диаметра также являются хорошим вариантом для сварки более тонких материалов, поскольку они обеспечивают неглубокое проплавление, помогая предотвратить аналогичные проблемы.
Помимо выбора стержневого электрода на основе толщины или тонкости материала, важно оценить конструкцию и посадку соединения. Например, при работе с соединением с плотной посадкой или соединением без фаски лучшим выбором для обеспечения полного сплавления являются стержневые электроды, обеспечивающие хорошее проплавление — продукт AWS E6010 или E6011.
И хотя всегда рекомендуется удалять прокатную окалину, ржавчину, влагу, краску и жир с основного материала перед сваркой — чистые основные материалы помогают предотвратить пористость и увеличить скорость перемещения — если это невозможно, дуги, создаваемые AWS E6010 или E6011 стержневые электроды также способны прорезать такие загрязнения.
Стержневой электрод, такой как AWS E6012, подходит для сварки материалов с широким корневым отверстием, так как этот продукт создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
ПОЛОЖЕНИЕ СВАРКИ
В идеале все сварные швы можно было бы выполнять в плоском положении сварки; это самый простой способ получить контроль над сварочной ванной и добиться наилучшего качества сварки. Однако, поскольку это не так, очень важно выбрать стержневой электрод, который может приспосабливаться к положению сварного шва.
Чтобы определить, для какой позиции (позиций) подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Эти стержневые электроды с цифрой «1» можно использовать для сварки в плоском, горизонтальном, вертикальном и потолочном положениях. Те, у которых есть «2», могут использоваться только для плоской и горизонтальной сварки.
ЗНАТЬ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И УСЛОВИЯ ЭКСПЛУАТАЦИИ
Перед тем, как сделать выбор электрода, обязательно оцените условия, с которыми свариваемая деталь будет сталкиваться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур или подвергаться повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью может помочь снизить вероятность растрескивания сварного шва. Кроме того, обязательно проверяйте технические характеристики сварки при работе на критически важных объектах, таких как изготовление сосудов высокого давления или котлов.
В большинстве случаев эти сварочные спецификации требуют использования определенных типов электродов, которые могут выдерживать повышенные температуры в течение более длительного периода времени и/или предотвращать коррозионную стойкость.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ О СТУПЕНЧАТЫХ ЭЛЕКТРОДАХ
Стержневые электроды, используемые в приложении, могут оказать существенное влияние на качество конечного сварного шва. Вышеуказанные факторы являются хорошим началом для преодоления проблем выбора правильного электрода для конкретного применения.
Однако, учитывая широкий спектр доступных стержневых электродов, для одного применения может существовать несколько решений. Для получения дополнительной помощи в процессе выбора стержневого электрода обратитесь к надежному дистрибьютору сварочных материалов или производителю присадочного металла.
Брюс Морретт
Брюс Морретт — менеджер по поддержке распространения в компании Hobart Brothers, 101 Trade Square East, Troy, OH 45373, 937-332-4000, факс: 937-332-5209, [email protected], www.hobartbrothers.com.
Calendar & Events
CMT of Canada
30 сентября — 3 октября 2013 г.
Mississauga, Canada
Westec 2013
.
