Как выбрать сварочный аппарат правильно: Как выбрать сварочный аппарат
Содержание
Как правильно выбрать сварочный аппарат
02.10.2017
Перед покупкой сварочного аппарата необходимо определить, как часто вы будете применять устройство и в каких целях. Обдумайте, с какими материалами придется работать чаще всего, и какова продолжительность сварки. Если в основном вы работаете с толстым материалом, то выходной ток должен быть высоким, так же как и напряжение.
Процент времени работы сварочного аппарата (ПВР) рассчитывается по-разному для отечественных и иностранных устройств. Процентная доля для иностранных аппаратов, которая указывается в документации, обычно исчисляется от 10 минут. Если ПВР равна 40%, то это обозначает, что через каждые 4 минуты интенсивной работы необходимо устроить 6-минутный отдых для устройства. Цикл исчисления для сварочных аппаратов отечественных производителей составляет 5 минут. Для профессионального оборудования оптимальное значение ПВР – 60%, а для любительского уровня – до20%.
Для того чтобы сварочный аппарат не работал на пределе мощности, выбирайте оборудование с запасом мощности в 30%. Иначе аппарат будет нагреваться, что ускорит его выход из строя. Если в сварочном аппарате имеется устройство поджига дуги, то такой аппарат более удобен в работе. Дуга легче зажигается в том случае, если напряжение холостого хода достаточно велико. Обычно это значение составляет от 35 до 80 В.
Иначе аппарат будет нагреваться, что ускорит его выход из строя. Если в сварочном аппарате имеется устройство поджига дуги, то такой аппарат более удобен в работе. Дуга легче зажигается в том случае, если напряжение холостого хода достаточно велико. Обычно это значение составляет от 35 до 80 В.
Продумайте, где чаще всего будут проводиться сварочные работы. Возможно, вам придется работать в закрытом помещении или на улице, а может быть сварка необходима на участке без доступа к источнику энергии. При использовании аппарата в гараже или в доме, квартире, уточните, какова максимальная нагрузка, выдерживаемая электропроводкой и автоматами.
Сварочный аппарат: основные типы устройств
Выделяют несколько основных типов сварочных аппаратов.
1. Трансформатор. Считается, что сварочные аппараты являются самыми простыми в эксплуатации и самыми недорогими устройствами. Обычно они применяются для проведения сварочных работ с помощью плавящихся электродов с низколегированной сталью.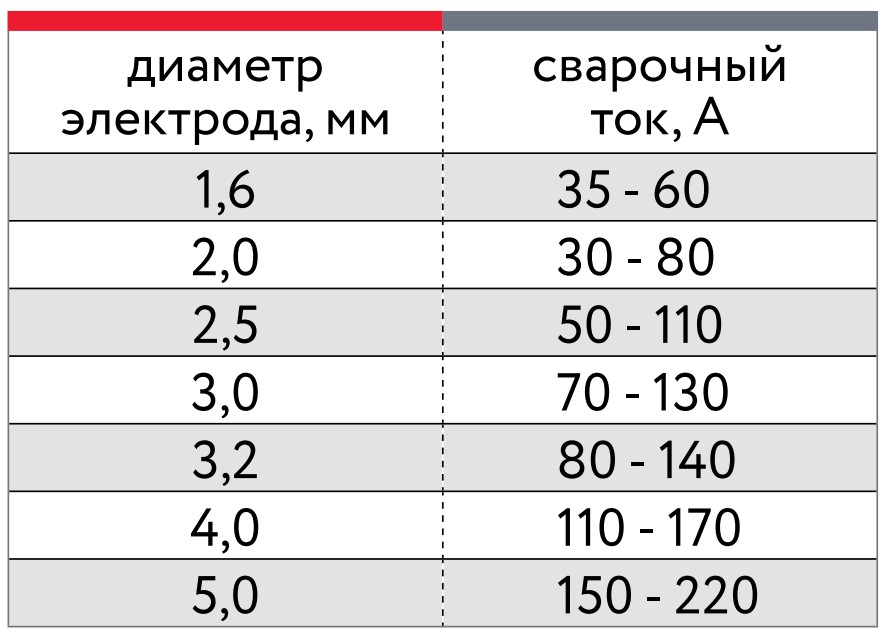 Функционирование аппарата-трансформатора основывается на преобразовании тока внешней цепи до конкретных значений, устройство исполняет роль регулятора.
Функционирование аппарата-трансформатора основывается на преобразовании тока внешней цепи до конкретных значений, устройство исполняет роль регулятора.
2. Инвертор. Устройство аналогично вышеназванным трансформаторам. Но вес инвекторов в 5-10 раз меньше, чем у трансформаторов. Если сварочные трансформаторы выпускаются весом около 15-30 кг, то, благодаря транзисторам и тиристорам, инвекторы весят меньше. Но качество работ при этом остается на высоком уровне. Это свойство устройств позволяет проводить работы в труднодоступных местах, сварочные инвекторы легко транспортируются. На результат работы влияет плавная регулировка тока в широком диапазоне.
3. Выпрямитель. Это устройство можно отнести к типу трансформаторов, но оно имеет существенное отличие. В процессе работы переменный ток преобразуется устройством в постоянный. Горение сварочной дуги в сварочных выпрямителях более стабильное, чем у трансформаторов. С помощью выпрямителей можно сваривать нержавеющую сталь, цветные металлы, исключение составляет алюминий. Сварщик с небольшим опытом работы может проводить сварку с высоким качеством швов.
Сварщик с небольшим опытом работы может проводить сварку с высоким качеством швов.
4. Полуавтомат. Это устройство подойдет в том случае, если необходимо провести сложные сварочные работы. Вы можете работать с листовым железом, нержавеющей сталью, цветными металлами. В основном сварочные полуавтоматы применяются специалистами автомастерских, так как им часто приходится работать с тонколистовым материалом. Он может использоваться без подключения и с подключением газовых баллонов.
5. Комбинированные сварочные аппараты. Они совмещают в себе полуавтоматические устройства и генераторы. Чаще всего такое оборудование выпускается с микропроцессорным управлением и устройствами для проведения замера главных параметров.
Комбинированные аппараты могут совмещать функции трансформатора или выпрямителя с дизельным генератором. Это дает возможность провести сварочные работы там, где нет источника энергии. Ведь они способны генерировать электрический ток, постоянный или высокочастотный, который пригоден для проведения сварочных работ.
Сварочный аппарат Awelco: итальянское качество
На протяжении 25 лет итальянская компания Awelco занимается выпуском сварочного оборудования. Благодаря тому, что процесс производства происходит в Италии, качество строго контролируется на каждом этапе изготовления сварочных устройств. Продукция компании Awelco представлена широким ассортиментом сварочного оборудования, которое подходит для частного использования и для проведения работ профессионалами.
Специалисты компании предлагают созданную систему изоляции трансформаторов, что повышает сопротивляемость перегреву устройства. Инверторы Awelco могут оценить профессионалы, они доступны и обычным пользователям. Все оборудование компании рассчитано на российскую сеть. Оно прошло соответствующую сертификацию, имеет гарантийный срок обслуживания.
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.

- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742.
 D051)
D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
Краткое руководство по выбору подходящего сварочного аппарата
Сварка – это процесс, при котором два куска металла соединяются без швов. Сварка происходит, когда к металлическим деталям прикладывается повышенная температура, а при охлаждении создается давление. В некоторых условиях могут быть добавлены другие металлы и/или газы, что приводит к тому, что металлические структуры двух частей объединяются вместе и становятся единым свойством.
Сварка происходит, когда к металлическим деталям прикладывается повышенная температура, а при охлаждении создается давление. В некоторых условиях могут быть добавлены другие металлы и/или газы, что приводит к тому, что металлические структуры двух частей объединяются вместе и становятся единым свойством.
Почему важна сварка?
Сварка является важным аспектом и востребованной профессией во многих отраслях, таких как строительство, сельское хозяйство, автомобилестроение и аэрокосмическая промышленность, и это лишь некоторые из них. Хотя это считается заниженным навыком, без этой процедуры обработки металла было бы невозможно существование некоторых обычных вещей. Большинство бытовых, кухонных и технологических приборов, среди прочего оборудования, используемого в повседневной жизни, изготовлены из металлической стали, которая была сварена вместе. Сварные соединения специально созданы для того, чтобы выдерживать тяжелые материалы и скручивающие нагрузки.
На сегодняшний день специалистам по сварке известно большое количество различных методов и процессов сварки высокого класса. От точечной сварки, лазерной сварки, сварки в среде инертного газа (MIG), которая представляет собой тип дуговой сварки, в которой используется непрерывная проволока, называемая электродом, и вольфрамовой сварки в среде защитного газа (TIG), которые используются при дуговой сварке металлом. Кроме того, поскольку работа связана с легковоспламеняющимся оборудованием, ожидается, что техники-сварщики всегда будут носить защитные и защитные средства.
От точечной сварки, лазерной сварки, сварки в среде инертного газа (MIG), которая представляет собой тип дуговой сварки, в которой используется непрерывная проволока, называемая электродом, и вольфрамовой сварки в среде защитного газа (TIG), которые используются при дуговой сварке металлом. Кроме того, поскольку работа связана с легковоспламеняющимся оборудованием, ожидается, что техники-сварщики всегда будут носить защитные и защитные средства.
Однако ни один сварочный процесс не может применяться для всех потребностей или ситуаций. Поэтому, чтобы лучше понять процесс, в этом руководстве по покупке сварочного аппарата мы расскажем, как выбрать наиболее подходящий сварочный аппарат в зависимости от того, какую технику сварки вы хотите использовать или изучить.
Сварка обычно включает металл из углеродистой стали. Сварка углеродистой стали не требует сложных методов и зачастую с ней очень легко работать. Он плавится в качественную сварочную заготовку с точностью, если все сделано правильно.
1. Определение требуемого качества сварного шва
Перед началом работы необходимо определить конкретную толщину металла, который вы хотите сварить. Это может помочь вам выбрать наиболее подходящего сварочного аппарата. Если вам нужен высококачественный сварной шов, который в конечном итоге может иметь хорошую форму, вы можете выбрать сварочный аппарат TIG. Если вам нужно создать прочную сварку между ржавыми или покрытыми грязью металлами, вы можете рассмотреть сварочный аппарат с флюсовой проволокой. Кроме того, 9Сварочные аппараты TIG 0043 лучше работают со всеми металлами или сплавами, кроме чугуна. Сварка MIG наиболее подходит для стали, нержавеющей стали и алюминиевых сплавов.
2. Определите положение сварки
Например, если источник питания необходимо несколько раз перемещать во время выполнения задачи, вы можете выбрать мобильный сварочный аппарат, который можно адаптировать к потребностям вашего проекта. Вы можете использовать как инвертор, так и привод от двигателя. Большинство мобильных сварочных аппаратов энергоэффективны при улучшении качества сварного шва.
Большинство мобильных сварочных аппаратов энергоэффективны при улучшении качества сварного шва.
3. Текущее использование и источник питания
e
Рабочий цикл сварного шва сильно зависит от его текущего использования. Металлы с более толстой структурой, чем другие металлические основы, обычно требуют большего источника питания или тока. Для этого рекомендуется использовать чувствительные металлы, которые будут работать более эффективно при отслеживании нужного количества тепла. Он также включает в себя участок, на котором вы будете выполнять сварку. Источник питания 115 вольт требует около 140 ампер для стабильной сварки стали толщиной в четверть дюйма. Это считается наиболее общей входной мощностью в соответствии с отраслевыми нормами.
Купить сейчас
Один из ведущих поставщиков сварочного оборудования в Сингапуре, Hup Hong Machinery предлагает самое инновационное высокопроизводительное сварочное оборудование для всех отраслей промышленности. Ознакомьтесь с нашей коллекцией сварочных аппаратов на нашем веб-сайте, которые соответствуют строгим стандартам качества.
Ознакомьтесь с нашей коллекцией сварочных аппаратов на нашем веб-сайте, которые соответствуют строгим стандартам качества.
ВЕРНУТЬСЯ К СПИСКУ БЛОГА
Как правильно выбрать сварочный аппарат
Когда дело доходит до сварки, выбор правильного аппарата для работы так же важен, как и техника. Тип сварочного аппарата, который вы покупаете, должен соответствовать конкретным функциям, для которых он вам нужен, потому что не существует такой вещи, как сварочный аппарат «один размер подходит всем».
Взвешивание плюсов и минусов различных сварочных процессов и проектов, для которых вы, скорее всего, собираетесь использовать свой сварочный аппарат, имеет важное значение при выборе.
Как говорит инженер-разработчик оборудования сварочной промышленности Австралии (WIA) Виллем Корбетт, «не существует единого сварочного процесса, подходящего для всех сварочных ситуаций. Важно понять, какой процесс лучше всего подходит для вашего приложения».
К наиболее распространенным процессам сварки относятся:
- Газовая дуговая сварка металлическим электродом (GMAW), часто называемая металлическим инертным газом (MIG),
- Газовая вольфрамовая дуговая сварка (GTAW), часто называемая вольфрамовым инертным газом (TIG),
- Дуговая сварка порошковой проволокой ((FCAW),
- Ручная дуговая сварка металлическим электродом (MMAW), которую часто называют сваркой электродом;
Каждый из которых имеет свой набор преимуществ и ограничений. По словам Виллема, существует ряд факторов, которые необходимо учитывать, чтобы определить, какой сварочный аппарат будет наиболее подходящим для ваших нужд. К ним относятся:
- Тип свариваемого материала
- Толщина материала
- Требуется металлургия сварного шва
- Положение сварки
- Доступный источник питания, например, однофазный или трехфазный
- Сумма доступного тока
- Требования к времени
В таблице ниже представлено сравнение различных процессов сварки и металлов, с которыми они могут работать:
Виллем из WIA говорит, что помимо типа процесса и металлов, которые вы собираетесь сваривать, важно также учитывать требуемый сварочный ток и время сварки.
