Как выбрать сварочный инвертор полезные советы: Как выбрать сварочный инвертор: полезные советы новичкам
Содержание
Как выбрать сварочный инвертор: полезные советы новичкам
Для новичков в этом деле вопрос самый актуальный. Одного убеждения, что это лучшее сварочное оборудование, здесь явно недостаточно. Да и по стоимости они намного дороже, чем, к примеру, трансформаторы, потому необходимо найти качественный аппарат, чтобы покупка не принесла разочарование.
Как же разобраться в широком ассортименте? Прежде всего, нужно сначала детально изучить всю доступную информацию, поговорить со знающими оборудование людьми, определиться, на каких работах будет использоваться инвертор и как часто. То есть, по возможности, искать аппарат под конкретный вид деятельности.
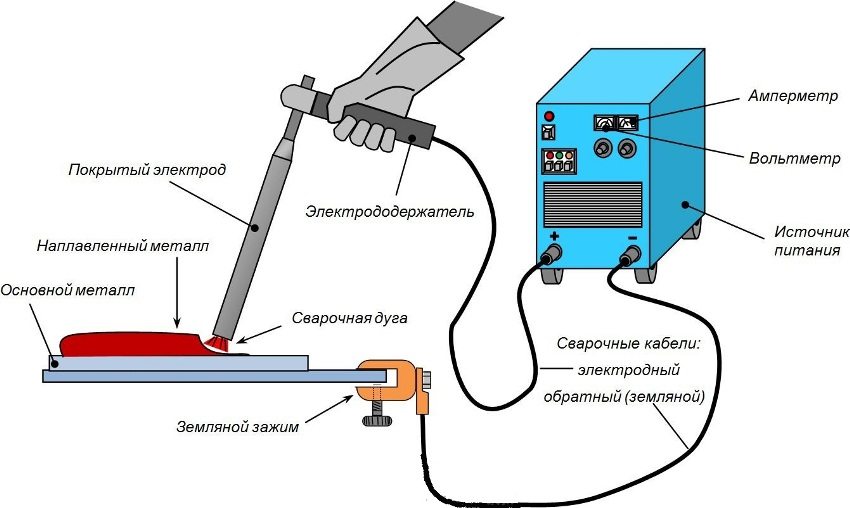
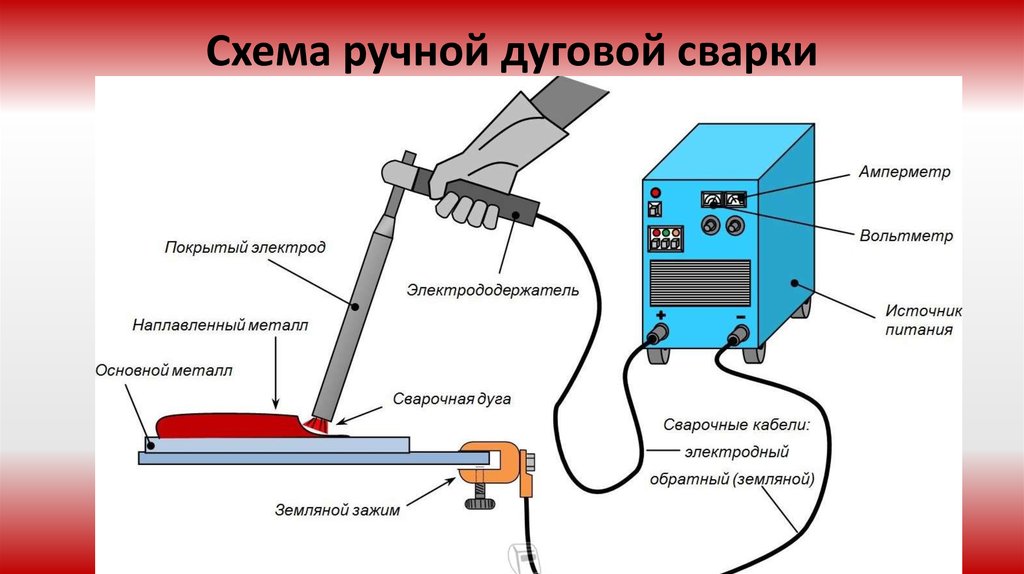
Если стоит задача выбора оборудования для бытового пользования, то альтернативы аппаратам с маркировкой ММА нет. Оборудование ручной дуговой сварки с помощью штучных электродов самое рациональное решение для мелких работ, которые проводятся периодически.
Компактность, малый вес, но вместе с тем хорошие технические возможности позволяют с его помощью выполнять любые задачи по дому или гаражу.
Оборудование с другой маркировкой рассчитано для решения более серьёзных работ в промышленности и на производстве. Аббревиатурой MIG или MAG обозначаются инверторы-полуавтоматы.
Для них вместо штучных электродов используют проволоку и бытовым потребителям они не совсем подходят. Потому что технология полуавтоматической сварки предполагает использование активного или пассивного газа, а значит, и наличие газового баллона. То есть в целом оборудование получается не очень мобильным.
Правда, есть модели, которые могут работать и в режиме без защитного газа – используются специальные порошковые электроды.
Инверторы с маркировкой TIG станут отличным приобретением для предприятий, производящих сложные металлические изделия. Сварка в защитной среде аргона неплавящимся электродом на основе вольфрама позволит выполнять эту задачу с лучшими качественными показателями.
Знакомство с новым аппаратом нужно начинать с основных характеристик, которые отражаются параметрами. На что следует обратить внимание? Конечно же, на:
На что следует обратить внимание? Конечно же, на:
- рабочее напряжение – для бытовых аппаратов подходят устройства с напряжением 220В, производственным – 380В.
- сила тока, которой определяется мощность аппарата, а точнее – сварочной дуги. На современных аппаратах сила тока составляет 5-500 ампер. Для оборудования бытового назначения довольно 160А;
- защита от перепадов напряжения. Хорошие аппараты снабжены подобной защитой, от её уровня зависит стоимость всего агрегата;
- вентиляционная система. Главный враг — пыль, которая во время работы поглощается вентилятором охлаждения. Лучшей защитой признана туннельная вентиляционная система, так называется радиатор, расположенный вдоль корпуса аппарата;
- диаметр электродов. При частном использовании для решения бытовых задач достаточно использование 3-миллиметрового электрода. Если брать в расчёт максимальную силу тока бытового оборудования, которая равна 200А, то они рассчитаны на толщину электродов до 5 мм;
- число функций.
 Чем их больше, тем легче будет работать, но и оборудование дороже. В частности, обязательны для новичков такие функции, как «горячий старт» и «антиприлипание»;
Чем их больше, тем легче будет работать, но и оборудование дороже. В частности, обязательны для новичков такие функции, как «горячий старт» и «антиприлипание»; - габариты и вес. Этот аппарат интересен тем, что при одинаковых производственных характеристиках и размерах, две марки могут иметь разный вес. Однако нужно понимать, что маленький агрегат не может иметь хороший трансформатор, потому у него сила тока будет слабее.
Сегодня рынок предлагает три типа оборудования, которые выделены по целевому назначению. Знание условий предстоящей эксплуатации намного облегчает потребителю процедуру выбора:
- бытовые – работают от однофазной сети переменного тока 220В. Работать с ними на максимальной мощности можно только непродолжительный промежуток времени – 20-30 минут. Затем необходимо делать длительный перерыв;
- полупрофессиональные – такие модели уже можно использовать в рабочем режиме пять-восемь часов. А времени для перерыва им требуется значительно меньше;
- профессиональные – главное отличие в тонком регулировании силы тока.
 Она у них может быть доведена до 500 ампер. Профессиональными агрегатами можно делать высококачественные и практически не видимые швы.
Она у них может быть доведена до 500 ампер. Профессиональными агрегатами можно делать высококачественные и практически не видимые швы.
Чтобы понять, какой инвертор выбрать, следует оценить приблизительно, что придётся им варить. Когда это одноразовые и редкие работы по ремонту, и основное время аппарат будет простаивать без использования, то следует ограничиться приобретением маломощного прибора китайских производителей. Смысла тратить деньги на покупку более дорогого оборудования нет.
Такой вариант имеет свои преимущества. К примеру, благодаря небольшому размеру его удобно транспортировать – спокойно перенести на плечах, а если надо куда-то ехать, легко поместить в любой автобагажник. Он является незаменимым средством «быстрого реагирования» при поломках.
Бытовым устройством можно работать с металлическими деталями не толще трёх миллиметров и использовать электроды-тройки. Его мощности и возможностей вполне достаточно для работ в доме или даче, и даже на небольшой частной мастерской.
Если предстоит строительная и ремонтная работа или сборка конструкций из металла в больших объёмах, то необходимо выбрать аппарат с рабочим диапазоном 160-200 ампер. Такое оборудование выдержит продолжительные рабочие нагрузки и «справится» даже с толстым металлом.
Выбирая модель средней мощности, следует учитывать требуемые режимы и остановиться на подходящей модели. Однако некоторые потребители смотрят вперёд и покупают технику с параметрами, которые возможно пригодятся если не сегодня, то в будущем.
Варианты среднего класса популярны как среди производственников, так и у домашних мастеров. Они обеспечены множеством дополнительных функций и весьма упростили работу сварщика. При этом отлично подходят даже для новичков. Они питаются в основном от стандартной сети в 220 вольт. Но некоторые модели требуют 380-вольтового напряжения.
Профессиональные инверторы востребованы в строительстве и массовом производстве. Кто-то может приобрести такую мощь и для домашней мастерской, но в полном объёме все его преимущества и возможности раскрываются только в промышленных масштабах. Эти аппараты имеют дополнительные функции, которые повышают качество сварки и защиту оборудования от вредных факторов.
Эти аппараты имеют дополнительные функции, которые повышают качество сварки и защиту оборудования от вредных факторов.
Широко используется данное оборудование в точной механике и при высококачественном соединении деталей. При объёмной работе, требующей высокого качества, он незаменим. Конечно, и на аппарате средней мощности можно получить высокий результат. Но только если работал опытный высококвалифицированный сварщик.
Как выбрать сварочный инвертор начинающему сварщику
Содержание статьи:
Как выбрать сварочный инвертор начинающему сварщику
Выбрать сварочный инвертор только на первый взгляд просто. На самом же деле, чтобы аппарат стал надежным помощником важно учитывать различные нюансы, о которых начинающий сварщик даже не слышал.
Конечно же, можно купить первый, попавшийся на глаза инвертор. Возможно, выбор будет оправдан тем, что варить для себя и в гараже таким аппаратом будет достаточно. Но что делать, если однажды придётся взять инвертор на стройку, а его ПВ окажется настолько плохим, что аппарат будет уходить в защиту от перегрева каждую минуту?
Именно по этой причине необходимо более осмотрительно подходить к выбору сварочного инвертора. Но самое главное — это понимать, для каких по сложности работ приобретается устройство.
Но самое главное — это понимать, для каких по сложности работ приобретается устройство.
Как выбрать сварочный инвертор начинающему сварщику
Сварочные инверторы хороши тем, что они имеют небольшие габариты и лёгкий вес. Поскольку инверторы работают на постоянном токе, то варить проще по причине того, что дуга горит стабильно, и нет разбрызгивания металла.
Немаловажным преимуществом является и то, что инвертором можно варить даже при наличии нестабильного напряжения в электросети. Данное оборудование не так сильно нагружает сеть, поскольку имеет плавную регулировку тока.
Поэтому в первую очередь нужно определиться с тем, от какой именно сети будет работать сварочный инвертор. Бытовые модели инверторов рассчитаны для работы от сети 220 Вольт, профессиональные работают преимущественно от сети 380 Вольт.
Выбор инвертора по силе тока
Немаловажной характеристикой любого сварочного инвертора является сила тока. Чем выше она будет, тем большей толщины металл можно сваривать. Также от силы тока зависит и возможность использования больших по диаметру электродов.
Также от силы тока зависит и возможность использования больших по диаметру электродов.
Выбирать инвертор по данной характеристике следует исходя от работ по сварке, которые будут выполняться. Для гаража и бытовых нужд вполне достаточно приобрести инвертор с максимальной силой тока от 160 до 200 Ампер.
Также не стоит забывать, что чем больше мощность сварочного инвертора, тем тяжелее будет его вес, а стоимость дороже.
Полезные функции инверторов
Также не лишними окажутся в инверторе и такие полезные функции, как «Горячий старт», «Форсаж дуги» и «Антиприлипание» электродов. Что касается функции «Горячий старт», то она способствует быстрому розжигу сварочной дуги за счет того, что автоматически повышается ток сварки в момент прикасания электрода к свариваемому металлу.
Функция «Горячий старт» полезна тем, что позволяет нормально варить при нестабильном напряжении в сети, а также, если металл ржавый и плохо подготовлен.
Такая функция как «Форсаж дуги» не даст сварочной дуге погаснуть в тот момент, когда электрод по каким-то причинам прилипнет к поверхности металла. Ну а что касается функции «Антиприлипание» электрода, то именно она как раз и предназначена для того, чтобы электроды не прилипали к металлу.
Ну а что касается функции «Антиприлипание» электрода, то именно она как раз и предназначена для того, чтобы электроды не прилипали к металлу.
Итак, подведя итоги можно выделить основные характеристики, на которые следует смотреть при выборе инвертора. В первую очередь это сварочный ток, от 160 до 200 Ампер. Также важно наличие дополнительных функций и ПВ аппарата не менее 80%.
Поделиться в соцсетях
Правильный выбор сварочного аппарата
20 мая 2019 г. админ
Современная сварка по-прежнему требует значительных физических усилий. Испытанные процессы являются нормой, и большинство сварщиков (да и их работодателей) чувствуют себя комфортно. Однако, когда мы немного отстраняемся и анализируем, каким должен быть результат, иногда новые процессы и методы становятся более привлекательными, читайте дальше…
Поскольку апрель является Национальным месяцем сварки , мы как никогда благодарны клиентам, которых мы стремимся предоставить быстро, экономичная и качественная поддержка и продукты к ним. Наше видение заключается в том, чтобы дать сварщикам инструменты высочайшего калибра, чтобы мы могли помочь сохранить производительность и прибыль отрасли.
Наше видение заключается в том, чтобы дать сварщикам инструменты высочайшего калибра, чтобы мы могли помочь сохранить производительность и прибыль отрасли.
В PWP Industrial мы знаем, как важно выполнять задачи на самом высоком уровне, поэтому мы признаем, насколько важно выбрать правильный сварочный аппарат для выполнения вашей работы.
На что обратить внимание при выборе сварочного аппарата
При выборе правильной технологии сварки необходимо учитывать множество факторов. Прежде всего, важно знать требования работы, для которой вы будете использовать сварочный аппарат. Это может включать материалы, местоположение, пространственные воздействия и доступные навыки.
Сварочные аппараты и технологии значительно продвинулись за последние 20 лет. Это усложняет и упрощает процесс выбора. Профессиональный сварочный персонал проходит путь от высококвалифицированных мастеров до высококвалифицированных помощников, а также до повышенного технического статуса сварочных аппаратов текущего поколения.
Поскольку большинство сварочных аппаратов переходят с циферблата на цифровой, профессиональные сварщики должны рассматривать их возможность адаптации к новым простым в использовании интерфейсам как собственное преимущество.
Возможность доверять качеству сварочного оборудования обеспечивает безопасность и уверенность при выполнении работы. Машины, произведенные Fronius , обеспечивают адаптируемость, необходимую сварщикам в наше время для создания смелых и качественных проектов, превосходящих ожидания.
Типы сварочных процессов
Сварка — это навык. Не каждый может зайти на площадку и выполнить сварочные работы. Знание ограничений, преимуществ и недостатков, а также того, где купить высококачественные сварочные аппараты , всегда будет иметь решающее значение для успеха проекта.
Знание ограничений и усовершенствований вашего проекта позволит вам определить, что вам нужно от сварочного аппарата, будь то эффективность, пространство или мощность. Также необходимо знать толщину, а также компоненты материала, которые потребуются для работы, поскольку не все сварщики подходят для всех металлов.
Также необходимо знать толщину, а также компоненты материала, которые потребуются для работы, поскольку не все сварщики подходят для всех металлов.
Существует три основных процесса сварки (не только три), но для большинства проектов они являются наиболее адаптивными и эффективными:
- Сварка МИГ
- Сварка ВИГ
- Сварка ММА
Что такое сварка MIG?
Сварка MIG (также называемая дуговой сваркой металлическим электродом GMAW) на самом деле означает сварку металлическим инертным газом, и это само по себе вводит в заблуждение, поскольку большинство сварок MIG на самом деле является сваркой MAG (металл активным газом) и поэтому иногда называется сваркой MIG/MAG!! (следите за этим?? – дополнительная информация о различиях приведена ниже). В настоящее время это наиболее часто используемый процесс сварки, обеспечивающий высокоскоростную сварку хорошего качества.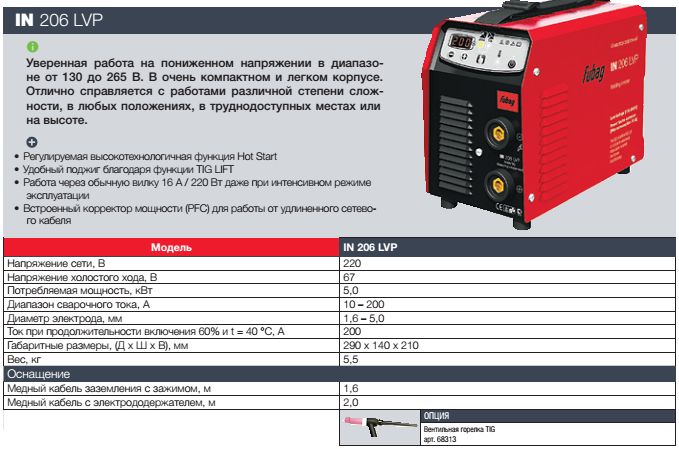 Процесс может быть использован как ручной, механизированный или роботизированный процесс.
Процесс может быть использован как ручной, механизированный или роботизированный процесс.
Так как же работает сварка MIG? При сварке MIG присадочный металл или проволока зажигают сварочную дугу при контакте с заготовкой. Расходуемая проволока продвигается подающим механизмом и подается в сварочную ванну со скоростью расплавления. При правильной регулировке подача проволоки поддерживает стабильную длину дуги, т. е. постоянное расстояние сплошного конца проволоки от заготовки. Расплавленная сварочная ванна защищена от активного кислорода в воздухе с помощью «защитного газа», проходящего через сопло горелки над заготовкой. В результате кислород/воздух вытесняется этим защитным газом во время сварки и, таким образом, предотвращает окисление компонентов.
При сварке MIG или MAG используются три общие смеси защитных газов, и все они, как правило, основаны на инертном газе, аргоне.
- Чистый аргон (настоящая сварка MIG!) – в основном используется только при сварке MIG алюминия и его сплавов.
- Смеси аргона/Co2 – сварка стали, как правило, выполняется с использованием смеси аргона/Co2 в защитных газах, что делает фактический процесс сварки MAG (Metal Active Gas), поскольку содержание Co2 влияет на процесс сварки, уменьшая разбрызгивание и повышая стабильность дуги
- Смеси аргона/гелия – Добавление гелия обеспечивает широкий и глубокий профиль проникновения. Гелий хорошо работает с толстыми материалами и обычно используется в соотношении 25-75 % гелия к 75-25 % аргона. Регулировка этих соотношений изменит проникновение, профиль буртика и скорость перемещения. Гелий создает «более горячую» дугу, что позволяет увеличить скорость перемещения и повысить производительность. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
Преимущества сварки MIG:
- Легко научиться
- Высокая скорость сварки и наплавки
- Низкая стоимость и пригодность присадочного металла
Однако сварка MIG может быть проблематичной при наружных условиях, так как ветер может сдуть защитный газ, вызывая пористость сварного шва из-за воздействия кислорода воздуха.
PWP Industrial предлагает ряд комплектов высококачественных сварочных аппаратов MIG, которые обеспечивают решение многих сценариев сварки, встречающихся в производстве. С Варианты сенсорного экрана уже доступны для некоторых линеек, сварочные аппараты MIG, которые мы поставляем, находятся в авангарде сварочных технологий благодаря адаптированному удобству использования и простоте, гарантируя, что этот и без того быстрый метод будет работать еще быстрее с большей воспроизводимостью. Функции задания на машинах Fronius позволяют сохранять параметры после их установки в именованном формате для удобного поиска и повторного использования.
Что такое сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа – или Сварка ВИГ – процесс сварки в среде защитных газов. Это также один из процессов сварки плавлением, который можно использовать везде, где требуется оптимальное качество сварных швов без брызг.
Сварка ВИГ
подходит для сварки нержавеющей стали, алюминия (для сварки алюминия требуется дуга переменного тока), меди, титана, тантала, вольфрама и никеля вплоть до очень тонкого листового металла. Он наиболее широко используется в листовом металле, трубопроводах и замкнутых конструкциях, а также в аэрокосмических приложениях!
При сварке TIG ток исходит от вольфрамового электрода , удерживаемого в горелке. Электрод посылает дугу на заготовку, температура которой повышается, а окружающий материал разжижается (горелки для сварки ВИГ имеют сопло для направления защитного газа, который окружает электрод и течет по сварочной ванне). Важно обеспечить защиту вольфрамового электрода, потому что вольфрамовые «факелы» очень легко горят при этих температурах в присутствии кислорода.
Инертный защитный газ обеспечивает в первую очередь защиту детали от реакции с кислородом окружающего воздуха и позволяет выполнять сварные швы с высокой степенью целостности.
Вольфрамовый электрод , лежащий в основе сварки TIG, впечатляет. При температуре плавления 3380ºC вольфрам имеет самую высокую температуру плавления среди всех чистых металлов в периодической таблице. Это гарантирует, что электрод не расплавится, когда зажигается дуга для расплавления заготовок.
Сварочные аппараты Fronius TIG изготовлены в соответствии с высочайшим качеством, чтобы каждый раз обеспечивать фантастические и плавные результаты сварки. Благодаря разнообразию комплектаций выбор подходящего сварочного аппарата TIG зависит от ваших требований. Fronius MW230 MV package — это портативная машина переменного/постоянного тока, что делает ее прекрасным дополнением к постоянно развивающемуся объекту, поэтому ее можно перемещать в любое место, где это необходимо.
Наш комплект Fronius TT230i DC обеспечивает такую же портативность и оснащен таким же ярким ЖК-экраном для предоставления инструкций и настройки параметров, обеспечивая отличную связь между человеком и машиной.
Преимущества сварки TIG:
- Без сварочных брызг
- Высококачественный внешний вид сварных швов
- Его универсальность для позиций и общая выдающаяся отделка калибра
- Многие материалы можно сваривать без необходимости менять тип газа (аргон) и просто выбирая правильную присадочную проволоку.
Однако сварка TIG требует высокой квалификации и занимает больше времени по сравнению с ее аналогами. Он также не подходит для толстых заготовок и требует гладкой поверхности без ржавчины перед использованием. Тем не менее, при должном уровне навыков и мастерства сварка TIG дает выдающиеся результаты.
Что такое сварка ММА?
Сварка ММА , или сварка штучными электродами, традиционно была первым методом дуговой сварки, с которым знакомились рабочие. Это навык, который приходит с практикой, но он предлагает более глубокое понимание других процессов сварки, чтобы прогресс был плавным.
Этот процесс стержневого электрода предлагает многочисленные преимущества по сравнению с ранее упомянутыми процессами.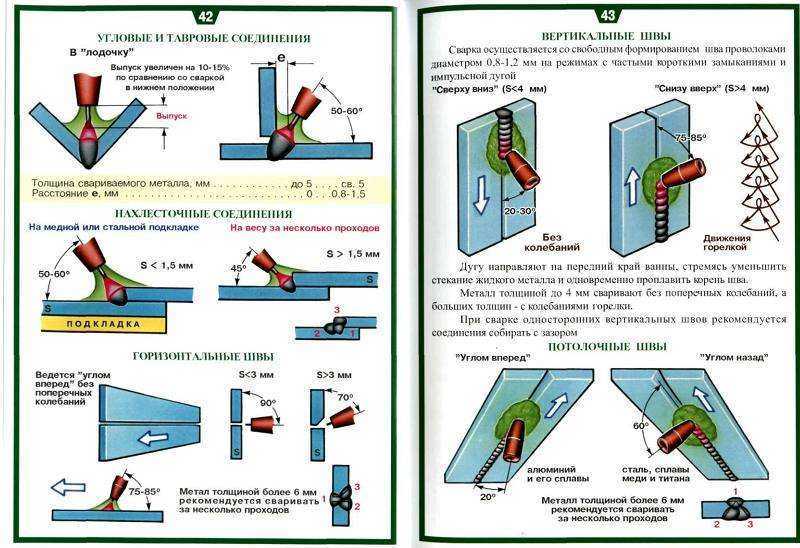 В принципе, электродной сваркой можно сваривать все материалы, за исключением некоторых.
В принципе, электродной сваркой можно сваривать все материалы, за исключением некоторых.
Этот процесс в основном используется для производства стали и трубопроводов, но также широко используется в торговле металлами и промышленности. ММА позволяет выполнять множество разнообразных сварных швов и положений, независимо от того, вертикальная это сварка или потолочная, с высокой целостностью готового шва.
Еще одним преимуществом является то, что сварка MMA не требует использования защитного газа, поэтому этот метод сварки можно использовать на открытом воздухе, даже в такую погоду, как ветер или дождь.
Для запуска этого процесса контакт между стержневым электродом и заготовкой вызывает зажигание дуги. Из-за этого на долю секунды между двумя полюсами создается короткое замыкание, которое поддерживает возможность протекания тока. Дуга горит между ними, что создает необходимое тепло плавления, металлическая сердцевина стержня вплавляется в сварной шов, а флюсовое покрытие плавится и плавает сверху, чтобы предотвратить контакт кислорода с расплавленным металлом.
Низкое напряжение и высокая сила тока, необходимые для сварки MMA, делают ее выгодной. Этот регулируемый и регулируемый источник питания позволяет легко контролировать факторы. Сила тока является наиболее важным параметром для качества сварки. Следовательно, она должна оставаться как можно более постоянной даже при изменении длины дуги.
Из-за универсальности этого сварочного процесса и качества сварки готового соединения неудивительно, что он так широко используется. Сварочные аппараты MMA , поставляемый PWP Industrial разработаны для обеспечения низкого уровня шума и максимально комфортной работы сварщика благодаря таким функциям, как горячий старт, при котором мощность кратковременно увеличивается, чтобы помочь начать процесс сварки.
Следует отметить, что сварочные аппараты MMA следует использовать в местах с хорошей вентиляцией или вытяжкой воздуха, так как может образовываться много дыма. Этот вариант сварки известен как более медленный из трех, но он особенно подходит для более толстых профилей. При предусмотрительности и планировании этот процесс не теряет своей практичности.
При предусмотрительности и планировании этот процесс не теряет своей практичности.
Fronius предлагает высококачественные решения для сварки, ассортимент и разнообразие которых позволяют удовлетворить спрос для различных проектов и требований. Поскольку каждый сварочный аппарат обладает уникальными качествами, важно провести тщательное исследование, чтобы убедиться, что вы выбрали машину, которая будет соответствовать ограничениям вашего проекта.
Компания Fronius считает себя первопроходцем в цифровую эпоху, поскольку является лидером в области технологий. Fronius находит, разрабатывает и внедряет инновационные методы контроля и управления энергией для сварочных технологий, фотогальваники и зарядки аккумуляторов. Они прокладывают новые пути, пробуют что-то сложное и добиваются успеха там, где другим не удалось достичь того, что казалось невозможным.
Это означает, что каждая технология разработана таким образом, чтобы на каждом этапе быть во главе правил и спецификаций, даже прокладывая себе путь в цифровой мир.
Имея все это в виду, вы можете задаться вопросом, стоят ли сварочные аппараты Fronius каждой копейки . Проще говоря, машины Fronius обладают полным набором дополнительных функций, а благодаря их прочной и долговечной конструкции и высоким характеристикам вы можете быть уверены, что они не сдадутся и готовы выполнить свою работу.
Где купить сварочные аппараты и сварочные материалы?
PWP всегда делает все возможное, чтобы «сделать что-то лучше». Вот почему у нас есть высококачественных продуктов , которым мы доверяем, чтобы выполнить вашу работу. Мы работаем в Соединенном Королевстве, используя специализированную курьерскую сеть, которая предоставляет беспрецедентную услугу по доставке сварочных материалов к вам, когда они вам нужны. Имея обширный складской ассортимент, который варьируется от сварочных горелок до расходных материалов для сварки , PWP предоставит вам оборудование без каких-либо проблем.
Не стесняйтесь проверить нашу линейку сварочных аппаратов сегодня. Если у вас есть дополнительные вопросы или запросы, свяжитесь с нами по телефону по телефону 01234 345111 или по электронной почте [email protected] , чтобы поговорить с нашей дружелюбной и знающей командой.
Биография автора:
Эта статья была написана Ричардом Фрайером, партнером PWP Industrial с 24-летним опытом работы.
Увлеченный поддержкой профессиональных сварщиков и подтвержденным опытом поставок продукции для сварочной и производственной промышленности, Ричард является бесценным активом PWP Industrial и вносит свой вклад в достижение конечной цели — предоставление инновационных решений. Свяжитесь с Ричардом на Linkedin.
Вернуться к статьям
Советы, приемы и быстрые способы сварки
Арсенал сварочного оружия, которое можно использовать в битвах при выполнении работ по ремонту металла, с годами вырос в геометрической прогрессии и теперь включает в себя алфавитный список сварщиков.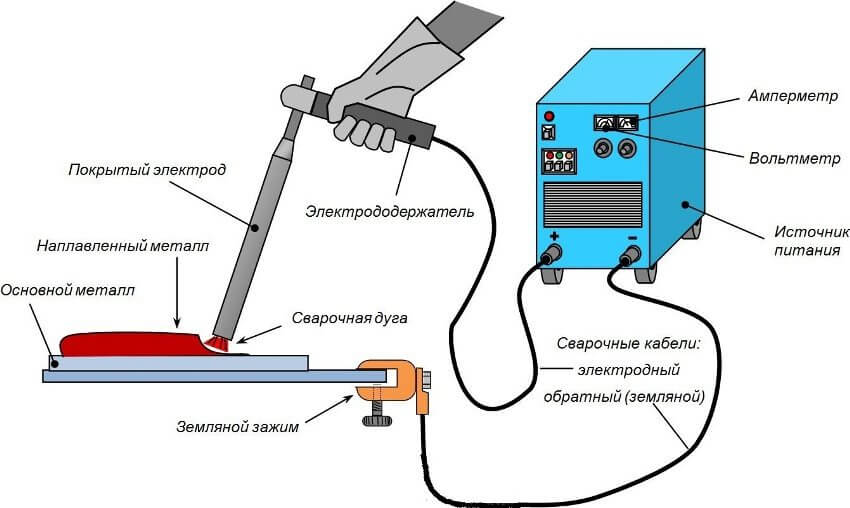
Если вам больше 50 лет, вы, вероятно, научились сваривать с помощью аппарата SMAW (электродуговая сварка в защитном металле или электродуговая сварка).
1990-е годы принесли нам простоту сварки проволокой MIG (металл в инертном газе) или FCAW (дуговая сварка с флюсовой проволокой), которая упразднила очень много коробок для жужжания. Совсем недавно технология TIG (вольфрамовый инертный газ) нашла свое применение в фермерских магазинах как идеальный способ сварки листового металла, алюминия и нержавеющей стали.
В настоящее время все более широкое внедрение многоцелевых сварочных аппаратов означает, что все четыре процесса можно использовать в одном пакете.
Ниже приводится краткий курс по сварке, который оттачивает ваши навыки для достижения надежных результатов независимо от используемого сварочного процесса.
- ПОДРОБНЕЕ: Сварочная тележка для бездорожья
Здравые советы по сварке проволокой
Джоди Коллиер сделала карьеру в области сварки и обучения сварщиков. Его веб-сайты Weldingtipsandtricks.com и Welding-TV.com полны практических советов и приемов, касающихся всех видов сварки.
Его веб-сайты Weldingtipsandtricks.com и Welding-TV.com полны практических советов и приемов, касающихся всех видов сварки.
Вот 10 советов от Collier, которые помогут улучшить ваши навыки сварки MIG и сварки с флюсовой проволокой.
- Получите лучший зажим заземления. Это, наверное, один из самых важных советов MIG! Вы когда-нибудь слышали, как кто-то стреляет из МИГа, и это звучит как стрельба из проезжающего мимо автомобиля? Вы знаете, что не так? Плохая земля! Ни для кого не секрет, что медь является лучшим проводником. Вот почему медные заземляющие зажимы лучше, особенно с сильной пружиной. Чтобы получить хорошее заземление, приобретите хороший зажим.
- Следите за своим выступом. Вылет провода неправильно понят. Это относится к расстоянию от сварочного наконечника (также называемого контактным наконечником) до дуги, а не к расстоянию от сопла до дуги. Слишком длинный вылет смягчает дугу, что приводит к нагромождению сварного шва.
 Более длинный вылет работает нормально и может быть полезен на очень тонком листовом металле. Для переноса струи с высокой силой тока предпочтительнее более длинный вылет, но если вы хотите получить хорошую четкую дугу с помощью MIG с коротким замыканием на более толстом металле, оставьте вылет менее 1/2 дюйма.
Более длинный вылет работает нормально и может быть полезен на очень тонком листовом металле. Для переноса струи с высокой силой тока предпочтительнее более длинный вылет, но если вы хотите получить хорошую четкую дугу с помощью MIG с коротким замыканием на более толстом металле, оставьте вылет менее 1/2 дюйма. - Научитесь сваривать в гору. Еще один из многих важных советов по сварке MIG — сварка в гору на всем, что толще ¼ дюйма. Продавливая сварной шов, вы можете добиться лучшего провара.
- Убедитесь, что контактная трубка, направляющая пистолета и приводные ролики соответствуют размеру проволоки. Использование приводных роликов .030 с сердечником из флюса .035 может вызвать у вас желание отказаться от сварки.
- Время от времени очищайте направляющую пистолета и приводные ролики и не допускайте попадания брызг на сопло пистолета. Замените контактный наконечник, если он заблокирован или плохо подается.
 Если вы хотите, чтобы ваши наконечники служили немного дольше, купите средство для чистки наконечников резаков и время от времени рассверливайте их. Держите в своем наборе инструментов набор новых контактных советов.
Если вы хотите, чтобы ваши наконечники служили немного дольше, купите средство для чистки наконечников резаков и время от времени рассверливайте их. Держите в своем наборе инструментов набор новых контактных советов. - Замените гильзу пистолета, когда это необходимо. Со временем вкладыши забиваются пылью и медью от провода. Если вы хотите проверить лайнер на наличие проблем с подачей, выключите машину, ослабьте пружинные зажимы натяжителя на роликах, положите провод пистолета на пол со снятым с пистолета контактным наконечником и протолкните проволоку пальцами. Кормить надо без принуждения. Если нет, замените его. Новый стоит около 20 долларов и будет иметь большое значение.
- Всегда сваривайте обеими руками. Удерживайте изгиб шейки пистолета в одной руке и держите часть со спусковым крючком в другой. Стабильность при нажатии на спусковой крючок очень важна для хорошего старта. Когда пистолет отталкивается, когда вы нажимаете на спусковой крючок, это только приводит к большему, чем необходимо, прихваточному шву и некрасивому валику.

- Сохраняйте натяжение втулки механизма подачи проволоки и давление приводного ролика достаточно тугими для подачи проволоки плюс немного больше, но не перетягивайте.
- Используйте большой откидной (удлинительный) шнур. Если вам необходимо использовать удлинитель, используйте большой толстый и как можно более короткий шнур.
- Получите хороший автозатемняющийся шлем. Смещение даже на ¼ дюйма от сварочной дорожки, когда вы киваете шлемом вниз, может все испортить. В качественном шлеме с автоматическим затемнением вы можете увидеть, куда направлен провод, еще до того, как вы нажмете на курок.
Смена газов MIG
Основным газом для сварки MIG является углекислый газ (CO2). В то время как CO2 экономичен и отлично подходит для создания глубоко проникающих сварных швов в толстой стали, этот защитный газ может быть слишком горячим при сварке тонкого металла. Вот почему Джоди Коллиер предлагает перейти на смесь 75% аргона и 25% СО2.
«О, вы можете использовать чистый аргон при сварке алюминия или для сварки MIG стали, но только для очень тонких материалов», — говорит он. «Все остальное сваривается ужасно чистым аргоном».
Кольер отмечает, что на рынке есть много газовых смесей, таких как гелий-аргон-CO2, но иногда их трудно найти и они дороги.
Для нужд большинства фермерских хозяйств запасы газа под рукой должны включать CO2 и смесь аргона и CO2.
Вам нужно будет добавить две газовые смеси 100% аргона или смесь аргона и гелия для сварки алюминия и смесь 90% аргона, 7,5% гелия и 2,5% CO2, если вы ремонтируете нержавеющую сталь на ферме.
Глубина проникновения при сварке MIG зависит от защитного газа. Углекислый газ (показан справа вверху) обеспечивает более глубокий провар по сравнению со смесью аргон-CO2 (слева вверху).
- ПОДРОБНЕЕ: Инструменты года 2021: Металлообработка и сварка
Чистка алюминия обязательна
Прежде чем зажечь дугу при ремонте алюминия, обязательно тщательно очистите место сварки, чтобы избежать некачественных сварных швов.
Очистка места сварки имеет решающее значение, потому что оксиды алюминия плавятся при 3700°F, а основной металл плавится при 1200°F. Таким образом, любые оксиды (окисленная или белая коррозия) или масла на ремонтируемой поверхности будут препятствовать проникновению присадочного металла.
Очистка требует двух операций: удаления всего масла и жира, а затем удаления любых оксидов алюминия.
Устранение масла и смазки стоит на первом месте. Тогда — и только тогда — следует удалить окислившееся загрязнение. Не изменяйте этот порядок, предупреждает Джоэл Орт из Miller Electric.
Вот дополнительные указания по очистке алюминия.
- Удалите масло, жир и водяной пар с помощью органического растворителя, такого как ацетон, не хлорированный очиститель тормозов или слабощелочной раствор, такой как сильное мыло. Вы также можете использовать обезжириватели на основе цитрусовых, но обязательно промойте и высушите место сварки перед сваркой.
- Удалите оксиды с поверхности проволочной щеткой из нержавеющей стали в сочетании с сильным щелочным или кислотным очистителем.
 Убедитесь, что щетка используется только для очистки алюминия. Многие поставщики сварочных материалов продают растворы для удаления оксидов в аэрозольных баллончиках или пластиковых бутылках.
Убедитесь, что щетка используется только для очистки алюминия. Многие поставщики сварочных материалов продают растворы для удаления оксидов в аэрозольных баллончиках или пластиковых бутылках. - Удалите всю краску.
- Если вы не собираетесь сразу заваривать место ремонта, накройте сварной шов коричневой крафт-бумагой, чтобы грязь и песок из воздуха не оседали в зоне сварки.
- Держите место сварки алюминия сухим и поддерживайте комнатную температуру для успешной сварки.
Это не сварочный аппарат твоего папы
Дайте палочной сварке еще один шанс.
Сварщики с проволочной проволокой в 19-м веке стали собирать пыль на углах магазинов, чтобы собирать пыль.90-е.
Но современному сварочному аппарату есть место на ферме и особенно в поле.
В отличие от тех старых жужжащих коробок, которые работали только на переменном токе (AC), современный сварочный аппарат работает как на переменном, так и на постоянном токе (DC), меняя полярность сварки 120 раз в секунду.
Такая быстрая смена полярности дает огромные преимущества, включая более легкий запуск, меньшее прилипание, меньшее разбрызгивание, более привлекательные сварные швы, а также более легкую вертикальную и потолочную сварку.
Прибавьте к этому тот факт, что электродуговая сварка обеспечивает более глубокие сварные швы, превосходно работает на открытом воздухе (где ветер сдувает защитный газ MIG), эффективно работает на толстых материалах и прожигает ржавчину, грязь и краску. Сварочные аппараты также портативны и просты в эксплуатации, так что вы можете понять, почему новый сварочный аппарат с ручным управлением или многопроцессорный сварочный аппарат стоит вложений.
Советы по стикам
Джоэл Орт из Miller Electric предлагает следующие указатели для стержневой сварки. Подробную информацию можно найти по адресу: millerwelds.com/resources/welding-guides/stick-welding-guide/stick-welding-tips.
- Универсальным электродом является электрод A6011, который обеспечивает глубокий провар даже в грязных, ржавых или окрашенных материалах. Но держите при себе немного E7018, так как этот электрод с низким содержанием водорода идеально подходит для сварки в нерабочем положении и при сварке высокопрочной стали. При сварке нержавеющей стали выбирайте электрод из нержавеющей стали 312 Plus.
- Чтобы установить силу тока, сначала определите рекомендуемый диапазон силы тока для вашего типа и диаметра электрода. Затем выберите силу тока в пределах диапазона, основанного на толщине вашего металла (чем тоньше металл, тем меньше ампер).
- Начните с нуля и постукивайте по практике. Попробуйте любой метод запуска, чтобы узнать, что работает для вас. При начале с нуля вы проводите электродом по заготовке, как чиркая спичкой, слегка приподнимая электрод после прикосновения к заготовке. Если дуга гаснет, значит, электрод был поднят слишком высоко. Если электрод прилипает к заготовке, быстро поверните его, чтобы освободить. При постукивании опустите электрод прямо на заготовку, а затем слегка приподнимите, чтобы зажечь дугу. Если дуга гаснет, электрод был поднят слишком высоко. Снова поверните, чтобы освободить электрод, если он прилипает.
- При сварке углового шва катет шва должен быть равен толщине свариваемых деталей.
Водород убивает сварные швы
Водород представляет собой ведущую угрозу при сварке, способствуя задержке сварки, растрескиванию зоны термического влияния, которое происходит через несколько часов или дней после завершения сварки, или тому и другому вместе.
Тем не менее, водородную угрозу обычно легко устранить путем тщательной очистки металла. Удалите все масло, ржавчину, краску и любую влагу, поскольку они являются источниками водорода.
Тем не менее, водород остается угрозой при сварке высокопрочных сталей (все чаще используемых в современной почвообрабатывающей технике), толстых профилей металла и сильно защемленных участков сварки. При исправлении этих материалов обязательно используйте электрод с низким содержанием водорода и предварительно нагревайте область сварки.
Пористость: основная причина непрочных сварных швов
Губчатые отверстия или крошечные пузырьки, появляющиеся на поверхности сварного шва, являются верным признаком того, что ваш сварной шов имеет пористость, отмечает Джоди Коллиер, который считает это состояние проблемой №1 при сварке.
Пористость сварного шва может принимать различные формы, включая поверхностные поры, червоточины, кратеры и полости, которые видны (на поверхности) и невидимы (в глубине сварного шва).
Помимо уродливого внешнего вида, пористость предсказывает плохой, слабый сварной шов.
К возможным причинам пористости относятся:
- Недостаточное покрытие защитным газом (из-за неправильного расхода или сквозняка, сдувающего газ). Типичный расход газа должен составлять от 30 до 40 кубических футов в час. «Некоторые операторы ошибочно полагают, что регулятор давления — это все, что необходимо для обеспечения надлежащего расхода газа и давления, — говорит Коллиер.
 «Но манометр не задаст расход. Вместо этого инвестируйте в расходомер».
«Но манометр не задаст расход. Вместо этого инвестируйте в расходомер». - Смазочные материалы, влага, ржавчина, краска, прокатная окалина и другие загрязнения на основном материале.
- Чрезмерный вылет провода, препятствующий надлежащему покрытию защитным газом.
- Несоблюдение рекомендованного производителем провода вылета провода.
Кольер также советует: «Держите ванну расплавленной в течение более длительного времени, чтобы позволить газам выкипеть из сварного шва, прежде чем он замерзнет».
Попробуйте тонкую проволоку для хорошего сварного шва
Хотя наиболее распространенные диаметры сварочной проволоки составляют 0,035 и 0,045 дюйма, проволока меньшего диаметра может облегчить создание хорошего сварного шва. Попробуйте использовать проволоку диаметром 0,025 дюйма, особенно при сварке тонкого материала толщиной 1⁄8 дюйма или меньше, — предлагает Карл Хус из Lincoln Electric.
Причина?
Он объясняет, что большинство сварщиков, как правило, делают сварной шов слишком большого размера, что может привести к проблемам с прожогом. Проволока меньшего диаметра обеспечивает более стабильные сварные швы при более низком токе, который имеет меньшую склонность к прожогу.
Проволока меньшего диаметра обеспечивает более стабильные сварные швы при более низком токе, который имеет меньшую склонность к прожогу.
Если вы уменьшите сварочный ток, у вас будет больше шансов на успех при сварке более тонких материалов.
Будьте осторожны, используя этот подход на более толстых материалах (3/16 дюйма и толще), потому что проволока диаметром 0,025 дюйма может привести к непровару.
Лучшие практики TIG
Когда-то фермеры, ищущие лучший способ сварки тонкого металла, алюминия и нержавеющей стали, могли только мечтать о них, сварочные аппараты TIG становятся все более распространенными в фермерских магазинах из-за растущей популярности многопроцессорных сварочных аппаратов.
Однако, исходя из личного опыта, научиться сварке TIG будет не так просто, как сварке MIG.
TIG требует трехсторонней координации с использованием обеих рук (одна держит источник тепла в раскаленном как солнце вольфрамовом электроде, а другая рука подает заполняющий стержень в дугу) и ноги (управление педалью или регулятором силы тока, установленным на горелке). для запуска, регулировки и прекращения подачи тока).
для запуска, регулировки и прекращения подачи тока).
Мои первые попытки сварки TIG напоминали птичий помет на стали.
Чтобы избежать результатов, подобных моим, новички и те, кто хочет отточить свои навыки, могут воспользоваться этими советами по сварке TIG. Слова Рона Ковелла, консультанта Miller Electric, из его «Советов по сварке: секрет успеха при сварке TIG».
Полную версию можно найти на сайте millerwelds.com.
- Убедитесь, что все чисто до скрипа. Сварка TIG не терпит никаких загрязнений. Обязательно очистите основной металл хорошим обезжиривающим средством, прежде чем чистить его специальной проволочной щеткой. (Не используйте одну и ту же щетку для разных видов металла.) Также протрите наполнительный стержень обезжиривателем.
- Усаживайтесь поудобнее. Когда это возможно, я предпочитаю сидеть во время сварки. Даже в ситуациях, когда невозможно сидеть, любые небольшие изменения моей позы или положения тела, которые делают меня более удобным, окажут заметное влияние на сварной шов.

- Ищите способы поддержать свои руки. Наличие надежной опоры для кистей или предплечий имеет решающее значение для точного перемещения резака. Я делаю сварку лучше всего, когда основание моих рук или запястья каким-то образом поддерживаются. Часто вы можете положить запястья на свариваемую деталь. Рядом со сварочным столом я держу различные деревянные и металлические блоки, и часто я могу получить лучшую поддержку, поставив блок, чтобы положить на него руку с горелкой.
- Выполните тренировочный заезд (без электричества). Многие профессиональные сварщики делают это перед каждым проходом. Займите максимально удобное положение, установите опорные блоки, если это поможет, и проведите руками по пути, по которому они будут проходить во время сварки. Вы часто обнаружите, что небольшая корректировка вашего положения позволит вам сделать более длинный пас или двигать руками с меньшим напряжением.
- Немедленно очистите загрязненный электрод! Каждый сварщик в какой-то момент загрязняет электрод, но очень важно немедленно заменить загрязненный электрод.

