Как заточить резец на токарный станок отрезной: Как заточить резец — РИНКОМ
Содержание
Интересные материалы
Форма рабочей части и геометрия отрезных напайных резцов
Рабочая часть всех отрезных резцов представляет собой тонкую стальную пластину, на которую напаяна режущая пластина (рис. 33, а). В зависимости от конструкции резца стальная пластина может быть выполнена как одно целое с корпусом резца или отдельно.В последнем случае пластина крепится к корпусу механическим путем.
Главные углы, передний у и задний а, могут изменяться в широких пределах, не оказывая существенного влняния на` прочность и жесткость рабочей части. Выбор же вспомогательных углов ф1 и а1: ограничен малыми значениями, так как они утоняют рабочую часть в горизонтальном и вертикальном сечении, тем самым. значительно снижая ее жесткость Так, например, если принять ф1=а1=1°, Н=25мм; l=35 мм; а=4 мм, то после заточки толщина рабочей части в наиболее удаленном от режущей кромки сечении будет иметь следующие значения: сверху а1=3,15 мм, снизу а2=2 мм. Это значит, что жесткость в данном сечении будет примерно в 4 раза уменьшена по сравнению с жесткостью в том же сечении до заточки углов.
Это значит, что жесткость в данном сечении будет примерно в 4 раза уменьшена по сравнению с жесткостью в том же сечении до заточки углов.
Утонение рабочей части можно уменьшить, если заточку вспомогательных задних углов производить периферией шлифовального круга, как показано на рис.33,6. При этом задний угол а1 может быть увеличен до 4—6°, т. е. до оптимальных значений для отрезных резцов. Таких же значений задних вспомогательных углов можно достичь, если толщину стального тела заготовки принять меньше на 1 мм, чем толщина напаиваемой пластины. Особенно благоприятно использование для этого пластин, опорная поверхность которых выполнена угловой (с углом 90°). Такие пластины хорошо центрируются при пайке в призматической канавке резца, и, кроме того изготовлены со вспомогательным углом в плане ф1=2° и а1=3° (тип 13, ГОСТ 17163—82). Заточку и переточку задних вспомогательных резцов с такими пластинами следует производить только по твердосплавной пластине алмазным кругом, стараясь снизить минимальный слой, сохраняя тем самым надолго разницу в ширине режущей кромки а и толщине стального корпуса.
Форму режущей кромки передней поверхности и значение главных переднего и заднего углов необходимо выбирать в зависимостиот от условий обработки (обрабатываемого материала, диаметра отрезаемой головки и жесткости станка).
Геометрические параметры отрезных резцов, показанные на рис. 33,6, рекомендуются для отрезки заготовок из конструкционной углеродистой и легированной стали при высокой жесткости СПИД. Для отрезки заготовок из нержавеющих и жаропрочных сталей и сплавов применяют резцы с лункой на передней поверхности (рис. 33,2), а из титановых сплавов —резцы с изломанной режущей кромкой под углом 120° (рис. 33,0), обеспечивающие раздвоение образующейся стружки и лучшее ее удаление из зоны резания.Таким же эффектом обладают резцыс заточкой показаннойна рис. 33, е.
Отрицательные фаски на передней поверхности,увеличивающиеся по направлению к торцам режущей части, упрочняют, кроме того, режущую часть на уголках. Рекомендуются следующие значения геометрических параметров заточки: f=(1—2) S; f1=0-0,2 мм; r=0,2—0,8 мм; Yf=2—10°. Применение отрезных резцов c данной геометрией особенно эффективно на станках повышенной жесткости.
Применение отрезных резцов c данной геометрией особенно эффективно на станках повышенной жесткости.
Источник: Режущий инструмент для долодых рабочих А.П. Драгун
0 комментариев
0 комментариев
Приспособление для проточки вращающихся центров
Проточка или шлифовка вращающихся центров, как известно, чаще всего производится при полнои их разборке, на что уходит много времени. Предложенный рационализатором А. А. Терешонком новый метод проточки позволяет значительно сократить вспомогательное время и протачивать центр в собственных подшипниках на токарном станке. Центр устанавливается конусом в пиноли задней бабки, после чего она смещается в сторону от центра, как показано на рис. 73. Заготовка небольшого диаметра крепится в патроне токарного станка и служит приводом центра при вращении шпинделя станка. Вращаясь, заготовка и приводит в движение центр.
Вращаясь, заготовка и приводит в движение центр.
Самоточку устанавливают под углом 30°, и проточка резцом осуществляется в своих собственных подшипниках. Данный метод позволяет проточить центр с большой точностью.
Источник: Новое в механической обработке металлов (Г.Н. Грушевский)
0 комментариев
0 комментариев
Спиральный расточный резец
Резец, предложенный токарем-новатором В.Я. Ивановым (рис. 2), предназначен для расточки отверстий небольшого диаметра. Он изготавливается из быстрорежущей стали марки Р9 или Р18.
Рис. 2
Преимущество резца заключается в том, что по мере износа его можно затачивать вкруговую по спирали до самого основания. Это значительно повышает срок службы инструмента. Второе преимущество в том, что стружка попадает в промежуточные канавки, способствует хорошему выходу из отверстия, особенно в тех случаях, когда он будет применяться на координатно-расточном станке, где он крепится в вертиикальном положении. Резец виброустойчив. Это достигается за счет спиральных ребер, которые имеются на державке резца. Резец затачивают по передней грани, сохраняя все задние углы. Он надежен в работе и долговечен.
Второе преимущество в том, что стружка попадает в промежуточные канавки, способствует хорошему выходу из отверстия, особенно в тех случаях, когда он будет применяться на координатно-расточном станке, где он крепится в вертиикальном положении. Резец виброустойчив. Это достигается за счет спиральных ребер, которые имеются на державке резца. Резец затачивают по передней грани, сохраняя все задние углы. Он надежен в работе и долговечен.
Источник: Новое в механической обработке металлов (Г.Н. Грушевский)
0 комментариев
Спиральный расточный резец,
токарный резец,
расточной резец,
токарное дело,
расточка отверстий,
расточной резец из сверла
0 комментариев
токарное дело,
расточной резец из сверла,
токарный резец,
отрезные резцы,
расточка отверстий,
Спиральный расточный резец,
вращающийся центр,
заточка отрезного резца,
Проточка вращающегося центра,
расточной резец,
Форма рабочей части и геометрия отрезных напайных резцов
Заточка токарных резцов, приспособления для заточки
Чтобы предупредить появление на точеных деталях задиров и сколов, избежать досадных срывов инструмента и прочих неприятностей в токарной работе, важно использовать правильно заточенные токарные резцы. Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям. Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.
Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям. Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.
Прежде всего, хорошо изучите приспособление
Весь комплект Wolverine Grinding Jig состоит из двух фиксаторов-оснований, выдвижного подручника с V-образным упором, регулируемого подручника с площадкой и двух дополнений: насадки-держателя для заточки косых резцов и универсального держателя.
Выдвижной подручник с V-образным упором можно использовать отдельно для заточки отрезных и обдирочных резцов или в паре с универсальным держателем (для ногтевидной заточки полукруглых резцов). Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом без множества мелких граней, типичных при ручной заточке.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом
Что нужно знать про точила и абразивные диски
Большинство моделей электроточил поставляются с дисками из серого электрокорунда, вращающимися с частотой около 3000 об/мин. Такая комбинация высокой окружной скорости и твердого абразива часто вызывает перегрев режущей кромки, приводящий к ее быстрому затуплению. Наши эксперты рекомендуют обзавестись более медленным электроточилом с частотой вращения 1725-2000 об/мин и белыми абразивными дисками диаметром 200 мм из окиси алюминия. Поверхность таких «мягких» дисков при заточке быстро изнашивается, обнажая новые острые частицы абразива. Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Для регулярной правки диска (очистки его от металлических частиц и выравнивания поверхности) потребуется сравнительно недорогой алмазный карандаш или специальное зубчатое приспособление — шарошка. Для получения лучшего результата заточку следует вести, слегка прижимая инструмент к вращающемуся диску и постоянно перемещая его из стороны в сторону, чтобы на диске не образовывались канавки. При использовании выдвижного подручника с V-образным упором в целях собственной безопасности следите, чтобы точка контакта инструмента с диском находилась значительно выше оси вращения диска. Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Обдирочный резец-рейер
Установите в V-образный упор подручника конец ручки рейера и прижмите его фаску к абразивному диску. Настройте подручник на заточку фаски под углом 45° (рис. 3). Коснитесь фаской резца вращающегося диска, начав заточку с одной стороны желобка. Плавно поворачивайте резец, слегка прижимая его к диску, чтобы за один прием получить равномерную фаску до другого уголка (фото С). Старайтесь выдержать угол 90°, показанный на рисунке.
Узкий рейер и резец для точения чаш
Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной.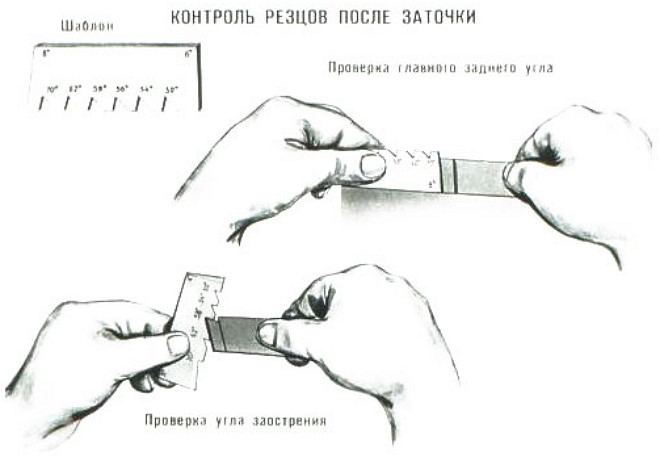 (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
(При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
Для заточки узкого рейера или резца для точения чаш зажмите инструмент в универсальном держателе так, чтобы его кончик выступал на 45 мм. Вставьте ножку держателя в вырез выдвижного подручника и коснитесь кончиком резца абразивного диска. Измените положение подручника и угол ножки держателя для заточки фасок (рис. 4 и 5). Не включая точила, коснитесь диска фаской резца и попрактикуйтесь в перемещении инструмента из стороны в сторону, стараясь добиться плавности и непрерывности, что поможет получить качественный результат. Затем включите станок и, слегка касаясь вращающегося диска фаской резца, покачивайте инструмент.
Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Косой резец-мейсель
Режущая кромка мейселя, обычно скошенная под углом 70°, образована двумя фасками под углом 20° (рис. 7). Если угол резца требует корректировки, установите площадку регулируемого подручника так, чтобы кончик резца был направлен точно к центру абразивного диска, и сточите скос под углом 70°. Сформировав скос, закрепите на выдвижном подручнике насадку-упор для заточки косых резцов. Поставьте мейсель в один из V-образных вырезов упора, направив скос в сторону диска. Приложив к диску фаску резца, настройте подручник для заточки фасок под углом 20°. Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.
Приложив к диску фаску резца, настройте подручник для заточки фасок под углом 20°. Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.
Полукруглый скребок
Фаски скребков обычно затачиваются под углом 75° (рис. 8), поэтому нужно установить площадку регулируемого подручника в соответствии с этим углом. Затачивая полукруглый скребок, начните работу у одного края и сточите фаску по всей ее длине одним непрерывным движением. Сделайте, если требуется, несколько проходов для получения плавной дуги. Избегайте кратковременных касаний резцом вращающегося диска.
Ромбический отрезной резец
Чаще всего отрезной резец заострен под углом 60° (рис. 9), хотя встречаются и другие варианты. Для заточки вставьте ручку инструмента в V-образный вырез выдвижного подручника и прижмите один из скосов к диску.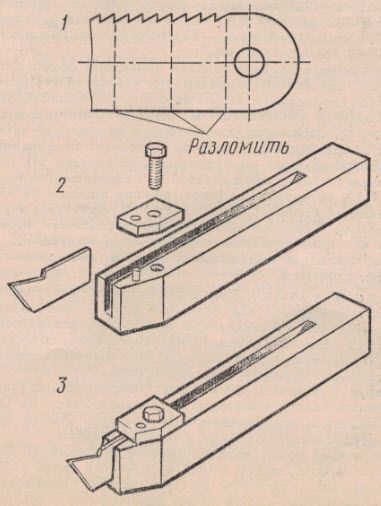 Настройте подручник для заточки скоса под углом 30°. Теперь, слегка прижимая резец к диску, перемещайте его из стороны в сторону по всей ширине диска. Чаще переворачивайте инструмент, стачивая металл попеременно с обоих скосов, чтобы режущая кромка образовалась точно посередине ширины клинка. При заточке на круглых дисках скосы будут слегка вогнутыми, как показано на рисунке.
Настройте подручник для заточки скоса под углом 30°. Теперь, слегка прижимая резец к диску, перемещайте его из стороны в сторону по всей ширине диска. Чаще переворачивайте инструмент, стачивая металл попеременно с обоих скосов, чтобы режущая кромка образовалась точно посередине ширины клинка. При заточке на круглых дисках скосы будут слегка вогнутыми, как показано на рисунке.
Очень недорогой способ заточки напаянных твердосплавных токарных резцов
Напаянных твердосплавных токарных резцов
Хотя твердосплавные фрезы полезны благодаря нескольким преимуществам в производительности, напаянные твердосплавные токарные инструменты часто используются любителями, поскольку они легко доступны и недороги . Некоторые новички в этом ремесле также могут выбрать их, потому что считают, что правильная геометрия резки уже существует «из коробки».
Качество может быть не оптимальным, но вы получаете то, за что платите, верно? Некоторые из них могут на самом деле иметь приемлемую геометрию режущей кромки с завода, но большинство из них являются своего рода тупыми инструментами:
Эти инструменты обычно имеют нейтральную переднюю поверхность, и это нормально для большинства целей, хотя и не оптимально для небольших токарных станков. Часто передний или боковой зазор небольшой или отсутствует, и хвостовик инструмента, к которому припаяна твердосплавная фреза, также может нуждаться в некоторой разгрузке.
Часто передний или боковой зазор небольшой или отсутствует, и хвостовик инструмента, к которому припаяна твердосплавная фреза, также может нуждаться в некоторой разгрузке.
Скорость резания
Старые станки имеют довольно низкую скорость вращения шпинделя (как и более крупные станки, даже недавнего производства). Твердосплавные фрезы лучше всего работают на высоких скоростях, низкие обороты предполагают, что твердосплавные инструменты не могут использоваться с максимальной эффективностью.
Я сторонник токарных резцов из быстрорежущей стали (и, конечно же, учусь правильно их затачивать). Мои маленькие токарные станки ограничены скоростью вращения шпинделя 1600 и 2100 об/мин, что соответствует инструментам из быстрорежущей стали, но, как и большинство из нас, я нахожу применение твердосплавным фрезам.
Применение HSM для твердосплавных фрез
Наиболее очевидным применением является резка твердых материалов, которые быстро изнашиваются из быстрорежущей стали. На фотографии показан закаленный центр задней бабки с шейкой, обработанный напаянным твердосплавным инструментом AR.
На фотографии показан закаленный центр задней бабки с шейкой, обработанный напаянным твердосплавным инструментом AR.
На этой фотографии режущие поверхности протяжки в правом верхнем углу после закалки обработаны твердосплавной концевой фрезой. При резке закаленного материала О-1 проблем не возникло.
Существуют и другие области применения, и потребность в твердосплавных режущих инструментах, вероятно, станет очевидной в то время. Но основная польза твердосплавных инструментов заключается в том, что они могут быстро удалять материал, оставляя хорошее покрытие. Это, конечно, предполагает, что скорость шпинделя токарного станка достаточно высока, чтобы быть эффективной. Как правило, для стали это будет около 300–500 SFM и примерно в два раза больше, чем для большинства цветных металлов.
Типовой метод заточки твердосплавных фрез
Возможно, кому-то повезет, и вы купите напайный твердосплавный инструмент, который будет острым и имеет разумную режущую геометрию. Но это не всегда так, и инструмент необходимо заточить до правильной геометрии и остроты. Геометрия не входит в рамки этой темы, но вы можете найти некоторые идеи в следующем:
Но это не всегда так, и инструмент необходимо заточить до правильной геометрии и остроты. Геометрия не входит в рамки этой темы, но вы можете найти некоторые идеи в следующем:
http://www.hobby-machinist.com/threads/sharpening-cutting-tools.32987/
Обычная процедура шлифования припаянный твердосплавный инструмент должен сначала немного обточить стальной хвостовик под передней частью и под режущей кромкой. Причина этого в том, чтобы лучше обнажить фактические режущие кромки напаянного карбида для заточки.
После шлифовки хвостовика, как показано выше, «зеленый круг» используется для правки твердосплавного режущего инструмента, за которым часто следует несколько ударов алмазным кругом для чистовой обработки. Фреза AL на втором фото была обработана алмазным притиром на режущей кромке.
Мелкозернистый алмазный шлифовальный круг, вероятно, является лучшим инструментом для правки твердосплавных фрез, но это редкость в сообществе HSM.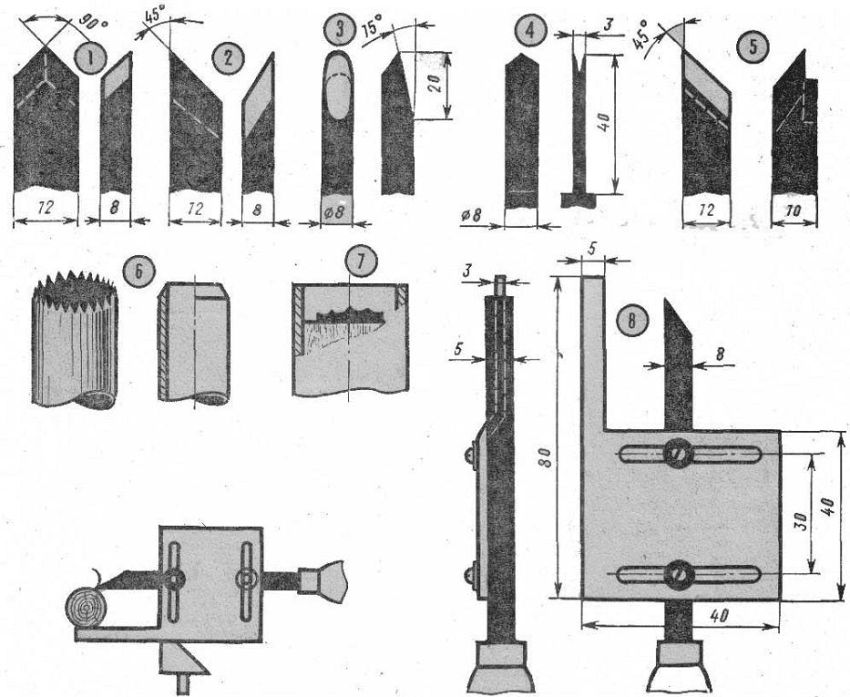 На самом деле у меня есть алмазный круг, и я собираюсь соединить его с мотором, но мотивация для этого ускользает от меня…
На самом деле у меня есть алмазный круг, и я собираюсь соединить его с мотором, но мотивация для этого ускользает от меня…
Несколько соображений практичности и стоимости
Хорошо, давайте двигаться дальше, сразу возникают два вопроса:
Действительно ли необходимо затачивать эти дешевые твердосплавные фрезы?
Заточка режущей кромки (левая сторона инструмента AR для токарной обработки) безусловно снижает требования к мощности двигателя и жесткости станка (и может улучшить чистоту поверхности), но режущая кромка может стать хрупкой и сломаться при прерывистом резании или при столкновении с плечом.
Неужели нужно ставить еще одну болгарку с зеленым кругом (недешевым) для карбида?
Это зависит. Если есть место, средства и мотивация, то желательна отдельная шлифовальная машина для карбида – зеленый круг и/или алмазный круг с вакуумным выхлопом. Место может быть ограничением для многих из нас, поэтому теперь мы подошли к делу и благодарим вас за терпение.
Эти штуки примерно 0,75 дюйма в диаметре и доступны в HF примерно за 1 доллар США, насколько я помню. Я купил несколько из них около десяти лет назад, и цена, возможно, выросла за это время. Маленькие колеса имеют алмазный песок, встроенный в обод и на лицевую сторону, и особенно удобны для резки.
Мне пришло в голову, что маленький алмазный круг также может быть полезен для правки твердосплавного режущего инструмента, поэтому я решил попробовать. В моем первом испытании колесо просто использовалось по назначению: в инструменте Dremel. Я зажал твердосплавную фрезу в тисках и отшлифовал режущую кромку вручную лицевой стороной круга.
Эй, это сработало довольно хорошо, алмазный круг легко разрезал карбид. Но, думая, что у многих людей может не быть инструмента Dremel, мне пришла в голову идея поместить колесо в сверлильный станок.
Опять же, он работал хорошо, несмотря на гораздо более низкую скорость по сравнению с Dremel. Следует проявлять некоторую осторожность, так как более низкая скорость приводит к тому, что колесо «захватывает» инструмент.
Следует проявлять некоторую осторожность, так как более низкая скорость приводит к тому, что колесо «захватывает» инструмент.
И это снова заставило меня задуматься. Я поместил инструмент в небольшие тиски для сверлильного станка под правильным углом, расположил его под кругом и осторожно вставил круг в фрезу, используя обычную рукоятку сверлильного станка. Я думаю, что было бы еще лучше, если бы тиски были прикреплены к столу сверлильного станка.
Прошу прощения за плохое качество фото — надо внимательно смотреть, чтобы различить маленькое колесо и конец режущего инструмента.
Это сработало лучше всего из трех испытаний, и потребовалось всего несколько минут, чтобы заточить обе режущие кромки твердосплавного инструмента. И если требуется сложный угол, что было бы обычным делом, было бы практично приклеить кусок лома под одну сторону тисков, чтобы угол был практичным.
В заключение, я думаю, что это вполне жизнеспособный способ заточки твердосплавных фрез с минимальными затратами на инструменты.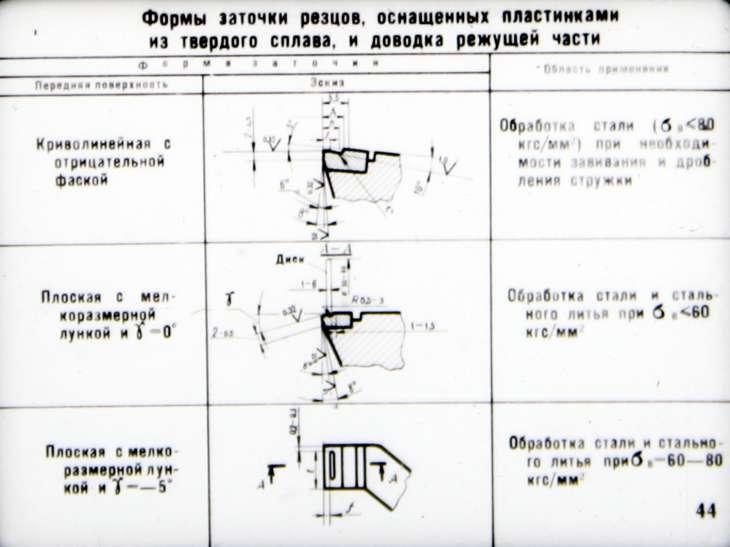
3 способа заточки Наконечник режущего инструмента OneWay Easy-Core Core
Наконечник режущего инструмента OneWay Easy-Core System представляет собой мощную режущую динамо-машину, которую необходимо часто затачивать.
Как затачивать наконечник OneWay Easy-Core Cutter?
Существует несколько способов заточки фрезы OneWay Easy-Core. Вы можете заточить вручную с помощью алмазного точила, или есть несколько способов заточки Easy-Core Cutter на вашей станции заточки.
Как не затачивать односторонний резак
Возможно, вы смотрели на резак, прикрепленный к плечу ножа системы Oneway Coring System, и думали: «Я могу просто оставить резак в ноже и перенести всю рукоятку ножа на точилку. ”
Это не сработает, кроме того, вам нужно будет заточить установочный винт, чтобы заточить верхнюю поверхность резака.
Но не волнуйтесь, вы не одиноки, я тоже думал об этом. Есть лучшие способы заточить кончик резака, продолжайте читать.
В этой статье я расскажу вам о трех различных способах заточки наконечника фрезы OneWay Easy-Core.
Частота заточки режущей кромки
Если режущая кромка затупилась, для вырезания сердцевины потребуется большее усилие на режущем ноже. Дополнительное давление может привести к тому, что траектория ножа отклонится и изменится, а траектория резания станет шире, чем необходимо.
Наконечник керноприемника Easy-Core — это рабочая лошадка всей керноприемника, и он должен оставаться острым.
Каждая древесина отличается друг от друга и затупляет кончик резака с разной скоростью.
Я обнаружил, что сухая твердая древесина может быть жесткой для наконечника кернореза. Иногда наконечник фрезы может потребоваться несколько раз заточить только для одного разреза агломерационной чаши.
С другой стороны, зеленая влажная древесина может стать мечтой для извлечения сердцевины. Я вырезал сердцевину из нескольких заготовок чаши из зеленой вишни, и мне нужно было только один раз заточить наконечник OneWay Cutter.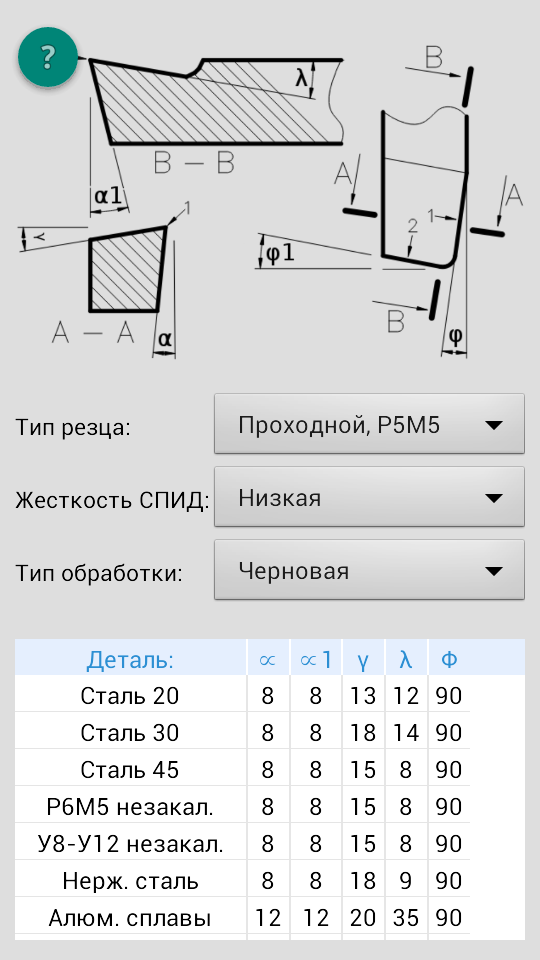
Когда затачивать
Если вы заметили, что нож OneWay Coring не так быстро продвигается к режущему проходу, возможно, пришло время заточить кончик ножа.
Другим признаком того, что режущий наконечник необходимо заточить, является размер пыли и стружки.
Разрез, сделанный OneWay Easy-Core Cutter, представляет собой гибрид соскабливания и разреза. Острым лезвием ножа вы, вероятно, увидите пыль на торцевых участках и некоторую волнистую стружку на боковых срезах, в зависимости от древесины.
Когда лезвие резака затупилось, при срезе образуется более мелкая пыль, а боковые срезы волокон также могут превратиться из стружки в пыль.
Если вы видите дым, исходящий из кернового реза, скорее всего, кончик резака необходимо немедленно заточить, а усилие, используемое для выполнения реза, скорость токарного станка или давление на рукоятку, или и то, и другое, необходимо уменьшить.
Прежде чем затачивать насадку резака
Насадку OneWay Easy-Core необходимо снять с режущего ножа, прежде чем ее можно будет заточить.
Верхняя поверхность фрезы должна быть гладкой, а выступающий шестигранный винт будет мешать процессу заточки.
Осторожно выкрутите шестигранный винт из режущей головки с помощью шестигранного ключа и поместите его на магнит или магнитный лоток. Этот маленький винт довольно маленький, и если его уронить на пол, покрытый стружкой, его можно легко потерять.
Также рекомендуется очистить от пыли лезвие ножа OneWay Coring System и само отверстие для винта. Это обеспечит правильную посадку режущего наконечника при его возврате.
Также держите под рукой емкость с водой для охлаждения фрезы, так как в процессе заточки она может нагреваться.
Заточка ножа OneWay вручную
Самый быстрый и простой способ заточки наконечника ножа OneWay Easy-Core — вручную с помощью простой алмазной заточки.
Возникла проблема с заточкой или хонингованием вручную, и это точность. Сохранение заводских углов и кромок на кончике фрезы может оказаться сложной задачей при ручном хонинговании.
Чтобы устранить слишком много различных направлений движения, положите алмазный точильный станок на плоскую поверхность. Плоская поверхность сохраняет стабильность одной части уравнения.
Вы не хотите держать заточку в одной руке, а режущий наконечник в другой. Это создаст множественные движения органической жидкости, и результатом будут изогнутые поверхности вместо острых, четких скосов резака.
Что требует заточки
Есть только три поверхности, требующие внимания: плоская верхняя поверхность и две скошенные кромки режущего острия.
Нет необходимости затачивать какие-либо другие области наконечника резака OneWay, потому что единственные поверхности, на которых делаются разрезы, — это вершина и заостренный кончик.
Я упомяну об этом, потому что это есть в инструкции, но это кажется довольно очевидным. Канавки в нижней части фрезы НЕ затачиваются. Они должны оставаться такими, какие они есть, потому что они захватывают и сцепляются с поверхностью режущего ножа.
Заточка вручную
С алмазным хонингованием на плоской поверхности начните с хонингования плоской верхней поверхности режущей головки. Плавными, плавными движениями проведите фрезой вверх дном по алмазному заточку.
После того, как вся верхняя поверхность резака OneWay станет чистой и гладкой, можно переходить к кончику, указанному стрелкой.
Заостренный наконечник — самая сложная часть процесса заточки. Не торопитесь и расположите руку так, чтобы каждый острый угол был на одном уровне с поверхностью алмазного шлифования.
Отрегулируйте свое положение, пока скошенная поверхность режущей кромки не станет плоской на хонинговальном станке. Просто совместите существующие углы на кончике фрезы.
Рекомендуется положить запястье на плоскую поверхность, чтобы стабилизировать движения вперед и назад.
Двигайте режущую головку вперед и назад, пока каждый скошенный край снова не станет чистым и четким.
Хотя этот метод ручной заточки работает, поддерживать постоянство непросто. Когда я это сделал, со временем углы лезвий фрезы немного сместились, а плоские режущие поверхности стали скорее округлыми, чем плоскими.
Когда я это сделал, со временем углы лезвий фрезы немного сместились, а плоские режущие поверхности стали скорее округлыми, чем плоскими.
Потеря углов режущей кромки
Со временем углы режущей кромки могут немного сместиться и измениться, а то и хуже.
Углы скоса наконечника должны составлять 45° сверху вниз, а острие стрелки состоит из двух углов по 20°, которые встречаются посередине.
Конечно, как и в случае с многочисленными возможными углами выемки чаши, они не обязательно должны быть точными, но, вероятно, и не должны отклоняться слишком сильно.
Можно ли затачивать фрезы OneWay Easy-Core на эльборовом круге?
Да, фрезу можно затачивать на эльборовом круге вручную или с помощью приспособления для заточки фрез OneWay Easy-Core.
Нож для заточки на ручном колесе
Второй способ заточки ножа для керновой системы Easy-Core заключается в использовании точильного круга на станции заточки и удерживании кончика ножа рукой.
Из-за небольшого размера режущей кромки контакт с точильным кругом немного раздражает. Если эта идея не для вас, перейдите к следующему способу заточки резака или попробуйте зажать кончик резака плоскогубцами.
Заточка на круге вручную требует установки площадки для заточки под углом, наилучшим образом совпадающим с угловыми скосами на кончике фрезы. Отрегулируйте платформу для заточки перед включением шлифовального станка.
Используйте самый лучший точильный круг, который у вас есть. Я использую круг из CBN с зернистостью 180 для заточки наконечников фрез OneWay Easy-Core.
Убедитесь, что платформа находится как можно ближе к точильному кругу. Любой зазор может позволить резаку зацепиться и уйти вниз.
Будьте в безопасности у точильного круга
Разумеется, наденьте все защитное снаряжение (защитные очки, перчатки, защитная маска также не помешает), на всякий случай.
Кроме того, наденьте пылезащитный чехол с пылевыми фильтрами 3M 2097, потому что металлическая стружка из системы заточки намного вреднее, чем вы можете себе представить.
Не торопитесь и аккуратно подвиньте режущие поверхности одну за другой в положение, при котором они соприкасаются с поверхностью точильного круга. Делайте только кратковременный легкий контакт и часто проверяйте поверхность.
Для восстановления кромки на фасках фрезы достаточно пары легких касаний к колесу. Будьте осторожны, чтобы не резать слишком долго или со слишком большим давлением, потому что вы можете быстро изменить форму всего лезвия, затачивая слишком долго.
Приспособление для заточки фрез Easy-Core
Третий и текущий способ заточки фрезы OneWay — это приспособление для заточки фрез Easy-Core.
Когда я сказал, что помогу вам узнать все, что я знаю о точении деревянных чаш, я имел в виду именно это. Видите ли, теперь вы знаете два способа, которые работают без необходимости выполнять все эти шаги, если вы этого не хотите. Ха!
Безусловно, самый простой способ заточить эту маленькую режущую головку OneWay — использовать приспособление для заточки ножей Easy-Core. Приспособление действует как держатель и направляющая для удержания режущей головки, когда вы приводите ее в контакт с точильным кругом.
Приспособление действует как держатель и направляющая для удержания режущей головки, когда вы приводите ее в контакт с точильным кругом.
Использование приспособления для заточки фрез Easy-Core
Еще одной важной причиной для использования этого приспособления является то, что оно поставляется с шаблоном угловой платформы. При выключенном шлифовальном станке расположите платформу с помощью прилагаемого углового шаблона, и платформа будет установлена. Не нужно гадать или суетиться.
Заточное приспособление поставляется с дополнительным винтом, который короче и вставляется в наконечник резака, не мешая. Таким образом, верхняя поверхность фрезы четко видна и готова к гладкой заточке.
Первый проход для заточки
Используйте шаблон платформы с меньшим углом, который составляет 90°, чтобы настроить платформу для заточки на 90°. Это будет угол, необходимый для заточки верхней поверхности фрезы.
Прикрепив режущую головку к приспособлению, положите приспособление на бок на платформу и слегка прикоснитесь к вращающемуся заточному кругу, чтобы сгладить верхнюю поверхность.
Вторые проходы для заточки
Затем используйте шаблон 45° или больше, чтобы настроить платформу на 45°. Опять же, с приспособлением, лежащим на боку на платформе, поднесите заостренный конец фрезы к точильному кругу.
Угол платформы учитывает скос поднутрения под углом 45°, но вам нужно будет аппроксимировать два угла по 20°, образующих острие.
Аккуратно коснитесь круга, пока одна сторона не станет 20°, и заточите поверхность гладкой и чистой. Затем поверните приспособление в сторону на противоположный угол и повторите угол 20° с другой стороны.
Заточка завершена
После того, как резак OneWay станет чистым, блестящим и гладким, осторожно верните его в канавки на режущем ноже.
Закрепите резак с помощью шестигранного винта и затяните винт шестигранным ключом.
Вы должны заметить более естественный и гладкий срез после того, как острую режущую головку вернули на нож OneWay Coring Cutting Knife.
По своему опыту могу заверить вас, что частая заточка ножа OneWay необходима в процессе обработки заготовок аэраторов с помощью системы OneWay Easy-Core.
На самом деле, как часть моей подготовки перед вырезанием сердечника из деревянных чаш с помощью системы Oneway Coring System, я заранее затачиваю все режущие кромки, чтобы они были загрунтованы и готовы к резке на сто процентов.
Заточку можно выполнить вручную с помощью простого алмазного точила или, что более точно, с помощью специального приспособления для заточки. В любом случае, держите резак острым, и процесс удаления керна будет проходить гладко.
Полный список всех продуктов системы Oneway Easy-Core для отбора проб см. в «Рекомендованном руководстве по отбору проб».
Чтобы понять, как определить размеры и приобрести подходящие детали системы Oneway Easy-Core Core для вашего токарного станка, обязательно прочитайте эту статью.
Для получения подробной информации о заготовках аэрационных чаш с помощью этой системы прочитайте полностью иллюстрированную статью «Как использовать систему Oneway Easy-Core».
БОНУС: Чтобы получить дополнительную информацию о том, как заточить наконечник одностороннего сверлильного станка, ознакомьтесь с тем, что я узнал от Гленна Лукаса в этой статье.
