Какие бывают станки токарные: устройство, назначение и характеристики моделей станков токарной группы
Содержание
Какие бывают виды токарных станков
Пятница, 29 Апрель, 2016
Широкий спектр работ, выполняемых при токарной обработке тел вращения, привел к разделению токарных станков на несколько групп, имеющих разное предназначение и конструктивное исполнение.
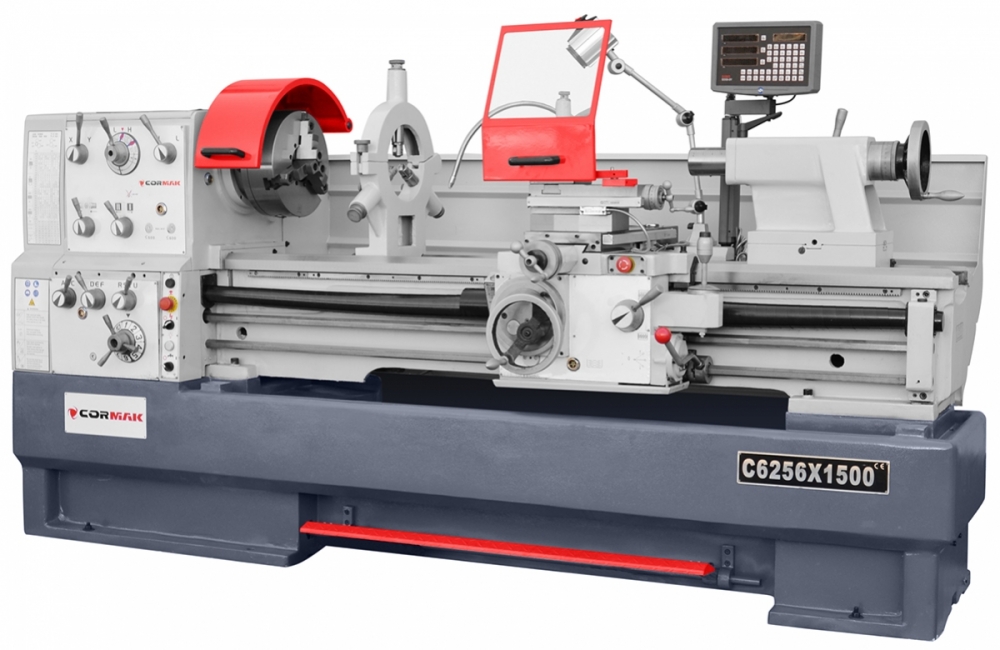
Наиболее универсальными являются токарно-винторезные станки, так как они позволяют выполнять весь спектр токарных работ. Основным их отличием, отраженным в названии, является наличие ходового винта — устройства, позволяющего синхронизировать продольное движение суппорта с вращением шпинделя, что необходимо для нарезания резцом наружной и внутренней резьбы за несколько заходов.
Благодаря наличию подвижной задней бабки, зачастую имеющей возможность сцепления с суппортом, токарно-винторезные станки могут использоваться для обработки деталей с большим удлинением, требующих подпора центром, а также сверления, зенкерования и разворачивания глубоких отверстий.
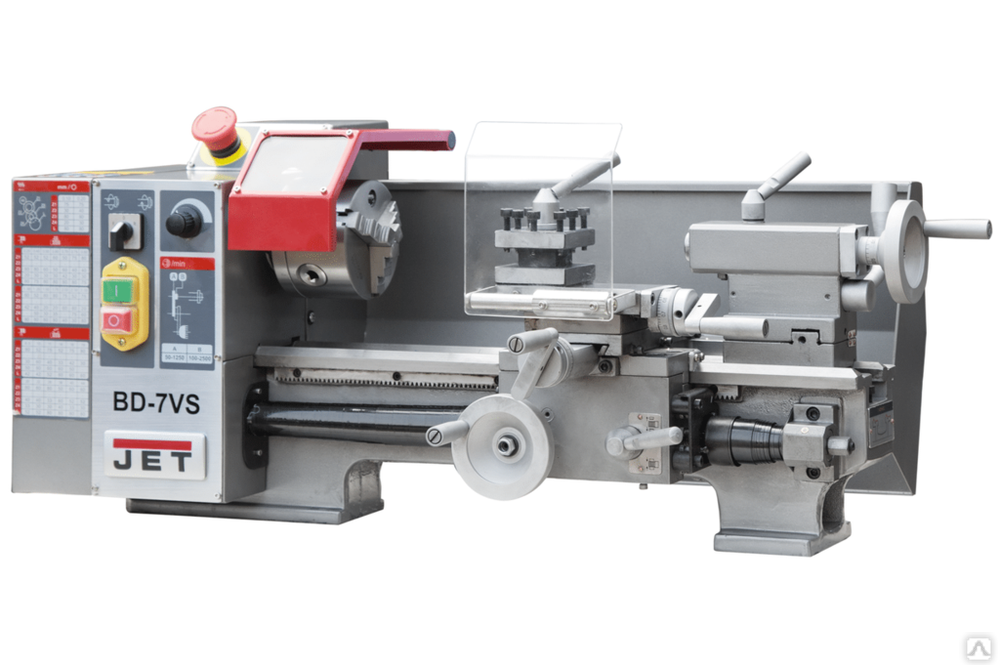
Гибкость и многофункциональность в работе делает токарно-винторезные станки наиболее распространенными как на серийном, так и особенно на мелкосерийном и штучном производстве. Они выпускаются множества размеров — от настольных мини-станков до многотонных агрегатов, которые можно увидеть на судостроительных заводах.
Они выпускаются множества размеров — от настольных мини-станков до многотонных агрегатов, которые можно увидеть на судостроительных заводах.
Крупным недостатком классической компоновки токарно-винторезного станка является неудобство при обработке деталей малой длины, но большого диаметра, так как это вынуждает поднимать ось вращения шпинделя высоко над станиной. В результате станок получается слишком высоким и неудобным в эксплуатации. Для обработки заготовок подобного типа были изобретены более узкоспециализированные лобовые и карусельные станки.
Лобовой станок — это, по сути, тот же токарно-винторезный станок, но его станина не связана с основанием передней бабки, что позволяет устанавливать патроны и планшайбы с радиусом больше, чем высота линии центров над станиной. Специфика обрабатываемых деталей (диаметр значительно больше длины) делает ненужной для их поддержки заднюю бабку, поэтому она не устанавливается на лобовых станках. При необходимости сверления отверстий на них используются крепящиеся в резцедержателе кассеты.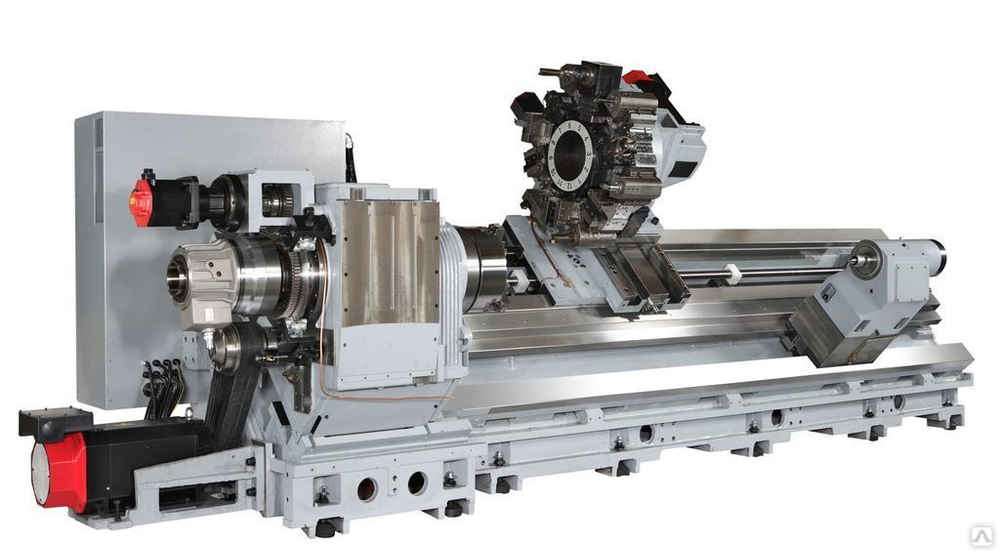 Крупногабаритные лобовые станки могут иметь раздельную компоновку, то есть их передняя бабка физически никак не связана со станиной и при установке они выставляются и крепятся к полу цеха раздельно.
Крупногабаритные лобовые станки могут иметь раздельную компоновку, то есть их передняя бабка физически никак не связана со станиной и при установке они выставляются и крепятся к полу цеха раздельно.
Карусельный станок имеет горизонтальную планшайбу, над которой располагается суппорт, способный перемещаться в вертикальной плоскости. Такая компоновка делает карусельные станки более удобными и безопасными при установке заготовок и деталей большого диаметра, чем лобовые — отсутствует вероятность падения заготовки при ее выставлении в патроне. Для увеличения скорости обработки карусельные станки могут иметь два горизонтальных суппорта, что особо актуально для обработки деталей, диаметр которых доходит до нескольких метров, так как обработка при этом ведется на крайне малых оборотах.
При серийном производстве универсальные токарно-винторезные станки часто вызывают значительные затраты времени на выполнение вспомогательных операций, связанных с заменой приспособлений и инструмента в задней бабке.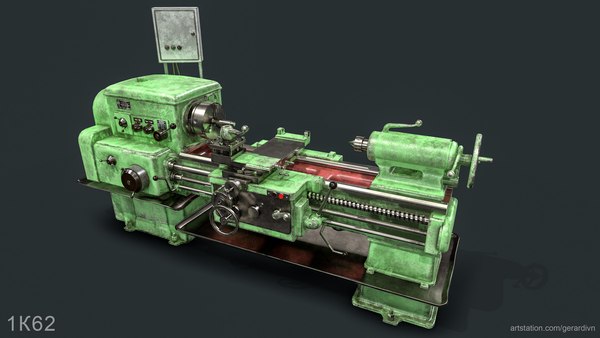 Для их сокращения созданы токарно-револьверные станки, задняя бабка которых выполнена в виде имеющего 4 и более гнезд барабана, способного поворачиваться вокруг горизонтальной или вертикальной оси. Гнезда заполняются инструментом сообразно требованиям технического процесса обработки конкретной детали, а сама смена инструмента производится поворотом барабана в нужное положение.
Для их сокращения созданы токарно-револьверные станки, задняя бабка которых выполнена в виде имеющего 4 и более гнезд барабана, способного поворачиваться вокруг горизонтальной или вертикальной оси. Гнезда заполняются инструментом сообразно требованиям технического процесса обработки конкретной детали, а сама смена инструмента производится поворотом барабана в нужное положение.
Еще больше увеличить производительность токарной обработки позволяют многорезцовые станки, имеющие два и более независимых суппорта, что позволяет производить несколько токарных операций одновременно. Однако, они более сложны в настройке и эксплуатации, а эффективность их использования напрямую связана с оптимизацией конструкции детали под многорезцовую обработку.
Для обработки заднего профиля зубьев червячных фрез и других подобных работ применяются токарно-затыловочные станки. Их главным отличием от токарно-винторезных является наличие автоматического затыловочного привода поперечного суппорта, обеспечивающего ему движение, синхронизированное с вращением заготовки.
классификация, для чего предназначены, типы
Современные технологии сделали так, что обрабатывать металлы легче при использовании токарных станков. Распространённая сфера применения: обработка поверхностей, имеющих различную форму, внутри и снаружи. Например, фасон или цилиндр, конус. И у каждого из видов токарных станков свои особенности.
Виды станков настолько разнообразны, что у каждого покупателя есть возможность выбрать вариант, отвечающий конкретным потребностям. Надо только заранее изучить особенности каждой из моделей.
Классификация токарного оборудования
Система классификации для данного вида оборудования создана ещё в СССР. Согласно этим правилам, станки – агрегаты, обрабатывающие заготовки из металла, представляющие первую категорию. Любое приспособление из данной группы способно представлять одну из следующих групп:
- Устройства со специальным назначением.

- Станки специального назначения, обычного и автоматического типа.
- Агрегаты для полировки, с резцами.
- Лобовые и винторезные типы оборудования.
- Модели «карусельной» системы.
- Станки, отрезающие материал.
- Разновидность под названием «револьвер».
- Установки с большим количеством шпинделей, автоматические полностью или наполовину.
- Агрегаты токарного типа, где шпиндель – один. Автоматические на половину, полностью.
Следующие разновидности выделяются в зависимости от точности обработки:
- П – повышенный уровень.
- А – высокий показатель точности.
- Н – нормальный показатель.
- В – точность высокого уровня.
- С – точность особой категории.
От той или иной категории зависят определённые технические характеристики. Кроме того, легче становится определить подходящую сферу применения. Маркировка приспособлений так же помогает узнать о том, какие параметры характерны для той или иной модели. Такие обозначения могут состоять из следующих компонентов:
Маркировка приспособлений так же помогает узнать о том, какие параметры характерны для той или иной модели. Такие обозначения могут состоять из следующих компонентов:
- При использовании единицы в качестве начальной формы. Она показывает, что покупатель имеет дело с токарным станком, а не каким-либо другим.
- Далее идёт число, обозначающее принадлежность к тому или иному типу моделей.
- Центры приспособления имеют разную высоту, обозначаемую третьими и четвёртыми цифрами.
Маркировка агрегатов может содержать и обозначения в виде букв. Они используются, чтобы сообщить о тех или иных конструктивных особенностях. Это касается следующих параметров:
- Оснащённость системой ЧПУ.
- Используемую модификацию.
- Верность выполнения операций.
- Насколько автоматизированы действия?
Буква «И» – для обозначения приборов с винторезами. «П» – для точности высокого уровня. Такие модели снабжены центрами на высоте до значения примерно в 110 миллиметров. Фото изделий так же помогает понять, что именно перед нами находится.
Фото изделий так же помогает понять, что именно перед нами находится.
Особенности конструкции и назначения станков
Следующие основные компоненты присутствуют у изделий любой группы:
- Электрическая часть.
Состоит из электрического двигателя с приводом. Его мощность бывает разной, определяется индивидуально для каждой модели. Снабжается дополнительными деталями, обеспечивающими управление характеристиками. Выполнение требований по безопасности обязательно для данной части оборудования.
- Коробка передач.
Способствует передаче движущей силы от валика или ходового винта на суппорт.
- Суппорт.
Закрепляет элемент, осуществляющий разрезание. Суппорт ещё необходим, чтобы осуществлялась подача инструмента поперёк, либо вдоль. И чтобы эта процедура совершалась с соблюдением определённых параметров. У суппорта есть каретки, расположенные внизу. Она одна, но некоторые модели снабжаются несколькими. Каретка вверху – место крепления держателя токарных инструментов.
У суппорта есть каретки, расположенные внизу. Она одна, но некоторые модели снабжаются несколькими. Каретка вверху – место крепления держателя токарных инструментов.
- Шпиндельная бабка.
Здесь располагается шпиндель. Коробка скоростей находится во внутренней части устройства.
- Фартук.
Преобразует движение, источником которого выступает валик, либо ходовой винт.
- Станина.
Элемент с несущей функцией у токарных станков. Остальные детали крепятся сюда.
Детали, входящие в комплект, опираются на две тумбы. Несущим элементом и становятся эти тумбы. Благодаря этому оператор может задавать положение конструкции, которое будет наиболее удобным. Тумбы отличаются массивной конструкцией. Отдельный вопрос – для чего предназначены изделия.
Главное назначение оборудования такого типа – обработка деталей из металла различных характеристик, форм.
Типы токарного оборудования
Отличия моделей в конструкциях – основа классификации.
Токарно-винторезные станки
Оборудование такой разновидности легко справляется со следующими функциями:
- Изменение параметров у металлов цветной, чёрной группы.
- Разработка модульной, метрической резьбы.
Модели универсального типа, которые применяются как в промышленности, так и при создании единичных изделий. Производство предполагает однотипную компоновку для всех частей. Состав конструкции включает детали, описанные ранее.
Токарно-револьверные станки
Главное назначение – обработка изделий из прутка, прошедшего калибровку. Оборудование выполняет широкий спектр всевозможных операций:
- Развёртывание.
- При формировании резьбы.
- Фасонное точение.
- Сверление.
- Зенкерование.
- Точение, расточка со стандартными показателями.

Название станка происходит от способа крепления, применяемого для инструментов. Их монтируют при помощи специального держателя, который может быть приводным, либо статичным. Приводной вариант даёт владельцам больше всего возможностей. Именно он позволяет создавать резьбу с различными параметрами, проводить фрезеровку и сверление.
Токарные станки с ЧПУ
Современные станки часто предполагают применение подобного оборудования. Лёгкость эксплуатации и точность, высокая продуктивность относятся к главным преимуществам.
Внедрение систем ЧПУ сопровождается использованием следующих систем:
- Самонастраивающиеся. Позволяют корректировать все сведения на основе показателей, появившихся, когда обрабатывались прежние детали.
- Замкнутого типа. С двумя информационными потоками, приходящими с механизма считывания, измерения.
- Разомкнутые. Используется только один информационный поток. Сначала идёт расшифровка данных, потом команды передаются остальным механизмам.

Кроме того, станки делятся на несколько разновидностей на основе способа управления производственным процессом:
- Контурные. Агрегат работает без перерыва. Пользователь только один раз задаёт определённые параметры.
- Прямоугольные. Применяются при заготовках в форме ступени. С автоматическим переключением между передачами вдоль, поперёк.
- Позиционные. С закреплением деталей в конкретных положениях. На следующем этапе переходят к основным рабочим процессам.
Токарно-карусельные станки
Отличное решение, если требуется обработать крупные изделия. Из присутствующих функциональных особенностей описать стоит следующие:
- Возможность осуществить резьбу.
- Шлифовальные операции, фрезеровка, подрезка.
- Разработка пазов с приданием определённых конфигураций.
- Оборудование позволит заточить поверхности в виде конусов, цилиндров.

В комплектах со станками продаются специальные разновидности столов, планшайбы располагаются на их поверхности. Траверса перемещаются по стойкам, с дополнительными суппортами в конструкции.
Лоботокарные станки
Обрабатывают детали с формами конусов и цилиндров, лобового типа. Предполагают горизонтальное размещение оси, на которой заготовка вращается.
Токарно-затыловочные станки
Затылованием называют специальный метод, используемый при заточках. Это особенно актуально для задних поверхностей у различных инструментов. Операция нужна, чтобы даже при длительной эксплуатации сохранялись первоначальные формы.
Уровни автоматизации
Обработка на современных приспособлениях осуществляется в полуавтоматическом, либо автоматическом режимах. Станки-полуавтоматы позволяют использовать ручной труд для загрузки заготовок, снятия готовых изделий. В автоматических вариантах вся процедура осуществляется на специальном оборудовании.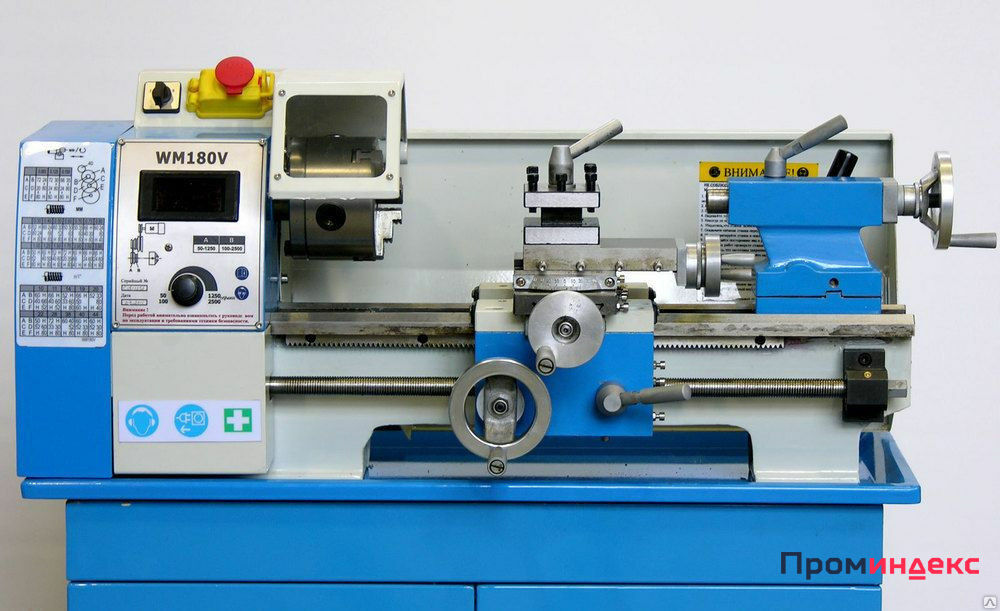
Маркировка станков
Для станков характерно применение цифр и букв в равной степени. Первая цифра – для обозначения группы станков. Третья и четвёртая – для обозначения одной из важных характеристик. Например, высота центров над станиной, либо диаметры. Если после первой цифры идёт буква – значит, модель усовершенствована по сравнению с предыдущей версией. В некоторых случаях применяются заводские номера.
Техника безопасности
Специалист должен соблюдать некоторые правила. Вот лишь некоторые, действующие перед началом работы:
- Проверка положения пуговиц у специализированной одежды.
- Отдельно проводится осмотр станка по состоянию технического плана. Услуги техников и наладчиков актуальны, если требуется дополнительное обслуживание из-за неисправностей и деталей, вышедших из строя. Но операции несложные доступны для самостоятельного выполнения владельцем.
- Последний этап – выдача техзадания. Его нужно изучить внимательно.
К работе нельзя приступать при появлении механизмов вращения и ограждений различных узлов с неисправностями.
Кроме того, существуют и другие запреты на:
- То, чтобы другие лица проводили работу. И оставление включенной техники без присмотра.
- Проведение полного самостоятельного ремонта техники.
- Использование зажимов и приспособлений в неисправном состоянии.
- Эксплуатационные действия для оборудования с явными признаками неисправности.
- Выполнение работ в тот же день, когда проводят обслуживание станков, их наладку, проверку.
У каждого станка своя масса. Это касается даже миниатюрных разновидностей станков, которые приобретаются для использования в домашних условиях. Подобные агрегаты могут весить минимум 13,5 килограмм, а максимум – 400. Чем больше масса – тем больше будут и остальные габариты.
Для домашних мастерских подходят станки, весящие не более 50 килограмм. Это компактные и универсальные модели, которые не доставляют хлопот во время монтажа. Месторасположение легко изменить, если возникает необходимость.
Мощность – ещё один параметр, который требует учёта при выборе. 2,25 кВт – стандартный показатель для небольших агрегатов. Есть и другие разновидности устройств, которые называются маломощными. У них привод имеет показатель в 0,15 кВт.
Чтобы сделать правильный выбор, покупатель должен принять решение по поводу назначения. Чем меньше и тоньше заготовки – тем менее мощные агрегаты требуются для их обработки. Правило действует и в обратную сторону.
С технической точки зрения сложными считаются даже настольные установки для бытового применения. Потому рекомендуется обратить внимание и на общее качество составляющих.
Заключение
Сегодня токарные станки приятно удивляют покупателей широким модельным рядом. При этом принципы работы остаются общими, хотя конструктивно присутствуют и некоторые отличия. Как профессиональные, так и бытовые модели выполняют большое количество задач. Достаточно заранее изучить некоторые нюансы и информацию по техническим характеристикам. Тогда будет проще определиться с тем, какая модель требуется в том или ином случае. Приобретаются модели в специализированных магазинах, с обычными офисами, либо на интернет-страницах.
Тогда будет проще определиться с тем, какая модель требуется в том или ином случае. Приобретаются модели в специализированных магазинах, с обычными офисами, либо на интернет-страницах.
Руководство по технике безопасности для токарных станков по металлу
Руководство по технике безопасности для токарных станков по металлу
Минимум необходимых СИЗ
- Защитные очки
- Туфли с закрытым носком
Опасности и средства контроля
Токарные станки содержат несколько быстровращающихся деталей, которые могут привести к опасности контакта и запутывания. Держите все части тела подальше от вращающихся частей. Никогда не носите свободную одежду или украшения во время работы на токарном станке. Свяжите назад и уберите все длинные волосы. Используйте ограждения для защиты от случайного контакта с вращающимися частями.

Если шпиндель токарного станка настроен на слишком высокую скорость вращения, шпинделю потребуется больше времени, чтобы остановить вращение в аварийной ситуации. Ограничьте скорость вращения шпинделя до 1000 об/мин и используйте самую низкую скорость вращения, применимую к задаче.
Вращающиеся и другие движущиеся части могут создавать точки защемления. Точки защемления могут раздавить, ушибить, разорвать или ампутировать части тела. Используйте охранников и избегайте контакта с этими точками.
Режущие инструменты, сверла, обработанные кромки, стружка и обрезки представляют собой потенциальную опасность порезов и разрывов. Аккуратно обращайтесь со всеми острыми частями и инструментами. Не счищайте стружку голыми руками. Используйте щетку или сжатый воздух (< 30 psi).
Существует несколько опасностей, связанных с летающими предметами, которые потенциально могут исходить от токарного станка. Обязательно закрепите заготовку и режущий инструмент.
 Обязательно извлеките ключ из патрона. Следите за тем, чтобы рабочая зона была чистой от мусора, стружки и инструментов.
Обязательно извлеките ключ из патрона. Следите за тем, чтобы рабочая зона была чистой от мусора, стружки и инструментов.Высокоскоростная металлообработка может создавать опасность ожогов из-за большого трения. Стружка, заготовки и обрезки могут быть горячими на ощупь во время и сразу после рабочего процесса. Дайте достаточно времени, чтобы все предметы остыли, прежде чем обращаться с ними.
Ограничения
- Обработка необычных или экзотических материалов может создавать новые опасности в зависимости от состава материала. Обрабатывайте эти материалы только под наблюдением квалифицированного специалиста. Проконсультируйтесь с соответствующими паспортами безопасности, чтобы узнать больше о конкретных опасностях материала.
Охрана машин
| Защита патрона | Защита заготовки |
|---|---|
|
Изображение 1 — Защита патрона: защищает пользователя от случайного контакта с вращающимся патроном, помогая устранить такие опасности, как защемление, раздавливание и запутывание.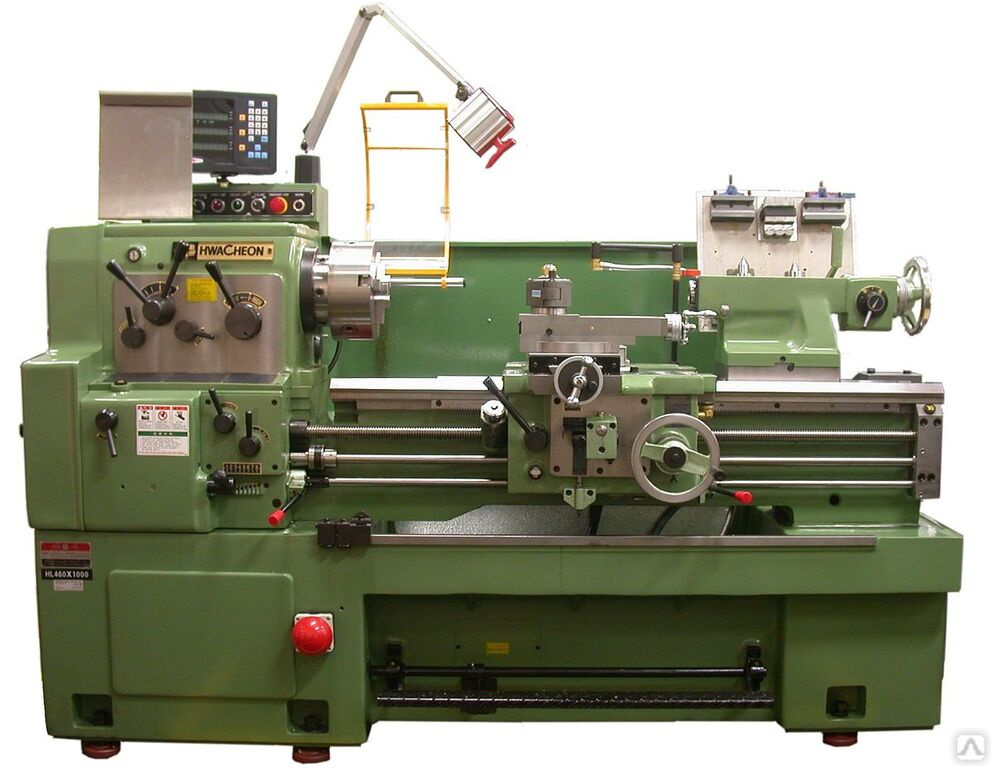
Изображение 2 — Защита обрабатываемой детали: защищает пользователя от вращающейся обрабатываемой детали, помогая устранить такие опасности, как раздавливание, защемление, ожог и запутывание. Эта защита также защищает пользователей от летящих снарядов и осколков.
Другие меры предосторожности
Кнопки аварийного останова
должны располагаться в легкодоступных местах машины. Эти кнопки предназначены для того, чтобы оператор мог быстро остановить машину в случае отказа или в аварийной ситуации, например, если он запутался в машине. Эти кнопки обычно расположены рядом с органами управления.
- Никогда не приближайтесь к вращающейся детали, например, для очистки стружки или измерения детали. Если вам нужно измерить или очистить заготовку, остановите станок и дождитесь его полной остановки.
- При работе с тяжелой или неудобной заготовкой используйте другого человека или другое подъемное устройство, чтобы поднять и закрепить заготовку.
Внутреннее устройство токарных станков | Металлический пресс
Публикация:
Инжиниринг режущего инструмента
Токарный станок — самый старый и самый простой станок. Египтяне использовали примитивные токарные станки по крайней мере 3000 лет назад. Токарные станки работают, удерживая и вращая заготовку, в то время как инструмент, положение которого контролируется токарным станком, прижимается к заготовке. Токарные станки могут резать сплошные и полые цилиндры и конусы. Металлообрабатывающие станки могут изготавливать круглые детали с жесткими допусками, что позволяет производить согласованные компоненты, такие как оси и подшипники, а также стволы и снаряды. Токарные станки также могут нарезать резьбу на валах, гайках и болтах. Кроме того, токарный станок может превратить стальную поковку или цилиндр в цельный коленчатый вал. Здесь представлены основные компоненты токарного станка.
Египтяне использовали примитивные токарные станки по крайней мере 3000 лет назад. Токарные станки работают, удерживая и вращая заготовку, в то время как инструмент, положение которого контролируется токарным станком, прижимается к заготовке. Токарные станки могут резать сплошные и полые цилиндры и конусы. Металлообрабатывающие станки могут изготавливать круглые детали с жесткими допусками, что позволяет производить согласованные компоненты, такие как оси и подшипники, а также стволы и снаряды. Токарные станки также могут нарезать резьбу на валах, гайках и болтах. Кроме того, токарный станок может превратить стальную поковку или цилиндр в цельный коленчатый вал. Здесь представлены основные компоненты токарного станка.
Станина токарного станка обеспечивает жесткое основание для всего станка и удерживает переднюю, заднюю бабку и каретку на одной линии. Станины токарных станков обычно изготавливают из мелкозернистого чугуна. Обработанные и отшлифованные поверхности станины на салазках каретки и задней бабки называются направляющими. Высококачественные токарные станки часто имеют способы индукционной или огневой закалки для минимизации износа. В станины влиты усиливающие ребра для увеличения жесткости против сил резания. Эти силы имеют тенденцию смещать переднюю бабку, каретку и заднюю бабку. Чтобы обеспечить лучшее выравнивание каретки и задней бабки, одна или несколько перевернутых букв V обычно являются частью конструкции направляющих.
Высококачественные токарные станки часто имеют способы индукционной или огневой закалки для минимизации износа. В станины влиты усиливающие ребра для увеличения жесткости против сил резания. Эти силы имеют тенденцию смещать переднюю бабку, каретку и заднюю бабку. Чтобы обеспечить лучшее выравнивание каретки и задней бабки, одна или несколько перевернутых букв V обычно являются частью конструкции направляющих.
Передняя бабка выполняет несколько функций. Он поддерживает и выравнивает шпиндель и его подшипники, так что ось передней бабки остается соосной с задней бабкой и параллельной направляющим. Как и станина, конструкция передней бабки сопротивляется силам резания, которые вынуждают ее смещаться. В большинстве конструкций токарных станков он постоянно и жестко соединен со станиной станка или частью той же отливки. Передняя бабка также содержит и поддерживает ремни, шкивы и зубчатые передачи, которые соединяют двигатель токарного станка со шпинделем и обеспечивают диапазон скоростей вращения шпинделя. Иногда передняя бабка также служит опорой для двигателя токарного станка.
Иногда передняя бабка также служит опорой для двигателя токарного станка.
Задняя бабка обычно представляет собой отливку, которая скользит по направляющим. Стопорный механизм, называемый зажимным болтом или рычагом крепления, фиксирует его на направляющих и предотвращает его перемещение. Задняя бабка удерживает центр токарного станка в своем поршне для токарной обработки или торцовки. Ползунок, который также называют шпинделем задней бабки, приводится в движение и выходит из отливки задней бабки с помощью винтовой резьбы и маховика и фиксируется в нужном положении. Кроме того, хвостовик удерживает инструмент в патроне или непосредственно во внутреннем конусе Морзе. Винтовой механизм поршня заставляет инструмент вращаться. Головной убор выполняет несколько функций. Он поддерживает и выравнивает шпиндель и его подшипники, так что ось передней бабки остается соосной с задней бабкой и параллельной направляющим. Как и станина, конструкция передней бабки сопротивляется силам резания, которые вынуждают ее смещаться. В большинстве конструкций токарных станков он постоянно и жестко соединен со станиной станка или частью той же отливки. Передняя бабка также содержит и поддерживает ремни, шкивы и зубчатые передачи, которые соединяют двигатель токарного станка со шпинделем и обеспечивают диапазон скоростей вращения шпинделя. Иногда передняя бабка также служит опорой для двигателя токарного станка.
В большинстве конструкций токарных станков он постоянно и жестко соединен со станиной станка или частью той же отливки. Передняя бабка также содержит и поддерживает ремни, шкивы и зубчатые передачи, которые соединяют двигатель токарного станка со шпинделем и обеспечивают диапазон скоростей вращения шпинделя. Иногда передняя бабка также служит опорой для двигателя токарного станка.
Задняя бабка обычно представляет собой отливку, которая скользит по направляющим. Стопорный механизм, называемый зажимным болтом или запорным рычагом, фиксирует его на направляющих и предотвращает его перемещение. Задняя бабка удерживает центр токарного станка в своем поршне для токарной обработки или торцовки. Ползунок, который также называют шпинделем задней бабки, приводится в движение и выходит из отливки задней бабки с помощью винтовой резьбы и маховика и фиксируется в нужном положении. Кроме того, задняя бабка удерживает инструмент в патроне или непосредственно во внутреннем конусе Морзе. Винтовой механизм поршня заставляет инструмент вращаться. Хотя ствол задней бабки обычно концентричен с передней бабкой, большинство задних бабок можно выдвинуть за пределы этого 9 положения.0061 выравнивание для резки конусов.
Хотя ствол задней бабки обычно концентричен с передней бабкой, большинство задних бабок можно выдвинуть за пределы этого 9 положения.0061 выравнивание для резки конусов.
Каретка состоит из четырех компонентов: седло, фартук, составная направляющая и крестовина, или наконечник, направляющая. Седло представляет собой Н-образную отливку, которая опирается на направляющие. Он образует основу каретки и поддерживает как поперечные салазки, так и фартук. Нижняя сторона седла скользит по направляющим. Фартук представляет собой плоскую вертикальную прямоугольную пластину на седле со стороны оператора. Внутри расположены приводные механизмы для перемещения каретки по направляющим с помощью ручной или механической подачи. На токарных станках с поперечной подачей — возможностью приводить в движение поперечные салазки под прямым углом к направляющим — дополнительный механизм внутри фартука использует ходовой винт для привода поперечных салазок. Механизм полугайки внутри фартука фиксирует каретку на ходовом винте для нарезания резьбы.