Какие электроды нужны для сварки нержавейки: Какими электродами варить нержавейку? | Статьи о сварке от МЭЗ
Содержание
Какими электродами варить нержавейку? | Статьи о сварке от МЭЗ
21.04
2020
Нержавеющая сталь – сплавы особого рода. Они содержат повышенное количество легирующих элементов (хрома, молибдена, никеля и других – в зависимости от марки), что придает материалу специальные свойства. Первое и общее – высокая стойкость к коррозии. Второе – жаростойкость, антикоррозийная устойчивость в условиях высоких температур и агрессивных сред. Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Особенности нержавеющих сталей
Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
- Низкая (в сравнении с углеродистыми сталями меньше в 2 раза) теплопроводность. Из-за этого проплавление металла происходит гораздо быстрее, поэтому силу тока следует уменьшать на 15–20%.
- Коэффициент расширения выше, чем у других сталей. В процессе сварки происходит растягивание металла, при остывании – стягивание. Если свариваются разнородные стали, второй металл с меньшим аналогичным коэффициентом оставляет микротрещины в зоне соединения.
- Появление межкристаллитной коррозии – в случае, если нержавейка нагревается до температуры 500°С и выше. Это резко снижает антикоррозионные качества металла.
Все перечисленные факторы обуславливают то, что ММА сварка по нержавейке выполняется только специальными электродами с обмазкой основного типа при точно подобранном сварочном режиме. Обычные стержни с обмазкой используются только в крайних случаях и исключительно в быту – для изделий, рассчитанных на минимальные нагрузки.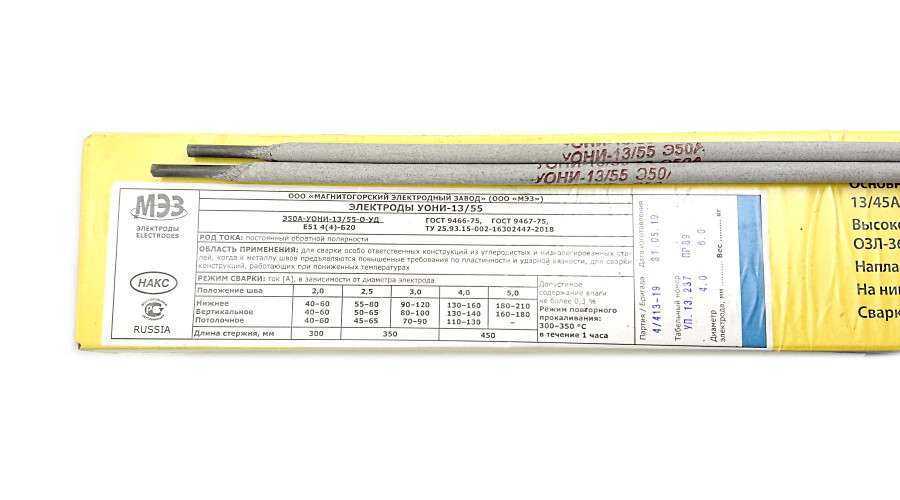
Каким током варить при ММА?
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
- На постоянном токе. Оптимальный вариант, поскольку инвертор позволяет в точности подобрать все параметры для качественной сварки. Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
- На переменном токе. Преимущество – гораздо меньшая цена сварочной техники. Опытный сварщик получает не менее качественный шов. Однако объем разбрызгиваемого металла, как правило, больше. Несколько выше и расход используемых электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Какими электродами варить нержавейку инвертором?
Сварка изделий выполняется постоянным током обратной полярности. Наиболее часто используемые электропроводники:
Наиболее часто используемые электропроводники:
- МЭЗЦЛ-11 – универсальная, повсеместно используемая марка. Хорошо подходит для сталей 12Х18Н9Т, 08Х18Н12Т, 12Х18Н10Т, 08Х18Н12Б и других. Позволяет получить очень стойкий к межкристаллитной коррозии шов.
- НЖ-13 – хорошо варит по сталям с высоким содержанием не только хрома или никеля, но и молибдена. Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.
Также для ручной дуговой сварки инвертором используются марки: ОЗЛ-17У (для сталей, рассчитанных на работу в условиях высокоагрессивных сред), НИИ-48Г, ЗИО-8 (для жаростойких сталей).
Сварка нержавейки переменным током
Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
- ОЗЛ-14;
- ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- ЛЭЗ-8;
- АНВ-36.
Среди зарубежных аналогов широко используется продукция ESAB, марки: ОК 61.
30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
Как приварить нержавейку к нержавейке электродом
Расскажем, как приварить нержавейку к металлу электродом на примере инверторной сварки. Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
- 1,5 мм – d 2 мм – 40–60 А;
- 3 мм – d 3 мм – 75–85 А;
- 4 мм – d 3 мм – 90–100 А;
- 6 мм – d 4 мм – 140–150 А.
Далее порядок действий таков:
- поверхность соединения на детали обязательно зачищается металлической щеткой;
- для лучшего проплавления (при толщине от 4 мм) напильником или болгаркой разделываются кромки;
- при соединении тонкостенных изделий (до 2 мм) предварительно выполняются прихватки;
- при большой (от 7 мм) толщине зона соединения предварительно прогревается до 150 ⁰C;
- путем легкого дотрагивания до металла активируется электрод и поджигается дуга;
- металл сваривается на короткой дуге;
- по завершении сварки делается «замок» во избежание появления свищей и трещин;
- изделие должно остыть (не менее 5 минут).

Затем молотком (путем легкого постукивания) удаляется оставшаяся шлаковая корка. Также возможна зачистка железной щеткой.
Какими электродами варить нержавейку с черным металлом
У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
Как правило, для сварки используются электроды из высоколегированных сталей:
- ОЗЛ-25Б – для соединения черных металлов и жаропрочных сталей;
- НИАТ-5 – для аустенитных сталей;
- ЦТ-28 – для соединения с черным металлом сталей с большой долей никеля.
В случае, если опознать химический состав не представляется возможным, могут быть использованы электроды ОЗЛ-312. В данном случае ММА – лишь один из способов соединения таких металлов. Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Электроды по нержавейке производства МЭЗ
Широкий ассортимент электродов по нержавейке выпускает наш Магнитогорский электродный завод. По доступным ценам вы можете купить на сайте материалы для ММА-сварки по нержавеющим сталям. Стоимость определяется маркой изделий и материалом покрытия. В ассортименте – сварочные материалы для коррозионностойких (в том числе жаропрочных и жаростойких) сталей и сплавов, высокое качество которых подтверждено сертификатами.
Возможно, вас заинтересует
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4. 5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ОЗЛ-8 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5. 5 кг)
5 кг)
МЭЗЦЛ-11 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5 кг)
ОЗЛ-36
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4. 5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(4.5 кг)
ЭА-400/10У (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(4.5 кг)
ЭА-400/10T (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(5 кг)
Ø
5
(5 кг)
Ø
5
(1 кг)
НИАТ-1
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/НЖ/12Х13
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4. 5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
МЭЗНЖ-13 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ОЗЛ-6 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ОЗЛ-8 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
МЭЗЦЛ-11 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(5 кг)
Ø
5
(1 кг)
Ø
5
(5 кг)
ЭА-395/9 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Показать еще
Электроды для сварки нержавейки маркировка
https://vtmstol.ru/blog/elektrodyi-dlya-svarki-nerzhavejki
26.11.2019
Сохранить статью:
Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
- Материал обладает меньшей теплопроводностью по сравнению с другими марками стали.
 По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока. - Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок. Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
- Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
СОДЕРЖАНИЕ
- Технология сварки нержавеющей стали
- Марки электродов по нержавейке
- Электроды ОЗЛ-6
- Электроды ЦЛ-11
- Электроды НЖ-13
- Другие популярные марки электродов для нержавеющей стали
- Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
- Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде.
 Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим. - Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
- Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
- высокая прочность сварочного шва;
- отличная ударная вязкость;
- пластичность соединения;
- внутри не происходят коррозийные процессы;
- нет брызг при сварке;
- ровный и аккуратный шов.
Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Читайте также: Сварочные электроды ЦЛ-11
Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Другие популярные марки электродов для нержавеющей стали
- ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
- ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
- НИИ-48Г.
 Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью; - ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
- ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
- ОК 61.30.
 Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз; - ОК 61.35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
- ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
- ОК 63.
 30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
Читайте также: Маркировка электродов для ручной дуговой сварки
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия.
 Материал становится более хрупким.
Материал становится более хрупким. - Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.
Электроды для сварки нержавейки
Оцените, пожалуйста, статью
12345
Всего оценок: 18, Средняя: 3
Может быть интересно
Все статьи
Сварка нержавеющая сталь правая
Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Нержавеющая сталь продолжает набирать популярность в обрабатывающей промышленности, в основном благодаря своей коррозионной стойкости, прочности и ударной вязкости. Однако по сравнению с мягкой сталью этот материал создает некоторые трудности при сварке, особенно для менее опытных сварщиков. Нержавеющая сталь может быть в три-пять раз дороже мягкой стали; любая ошибка при сварке может увеличить общие затраты на доработку.
Ключевым моментом является выбор правильного процесса сварки. У каждого варианта есть компромисс, и ни один процесс не дает идеального решения. Чтобы определить наилучший вариант, производители должны учитывать первоначальную стоимость и характеристики присадочного металла, требуемую производительность, сложность оборудования и набор навыков оператора.
Преимущества и проблемы
Нержавеющая сталь устойчива к коррозии и сохраняет прочность при экстремально высоких и низких рабочих температурах, что объясняет ее популярность в трубопроводной и нефтехимической промышленности.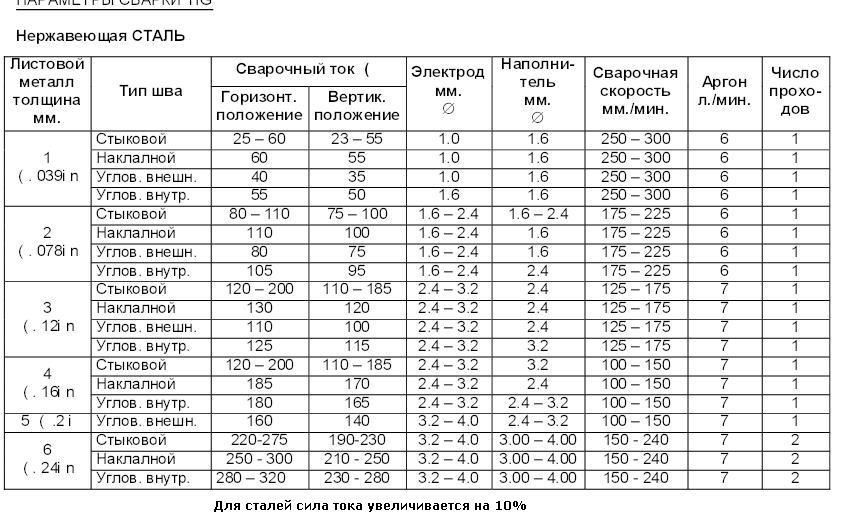 Нержавеющая сталь также имеет низкую восприимчивость к росту бактерий на своей поверхности, что делает ее хорошо подходящей для приготовления пищи и медицинского оборудования. Его многочисленные преимущества теперь используются волной крафтовых пивоварен, возникающих в США, и этот материал становится все более популярным в железнодорожной и автомобильной промышленности для танкеров, предназначенных для перевозки агрессивных химикатов.
Нержавеющая сталь также имеет низкую восприимчивость к росту бактерий на своей поверхности, что делает ее хорошо подходящей для приготовления пищи и медицинского оборудования. Его многочисленные преимущества теперь используются волной крафтовых пивоварен, возникающих в США, и этот материал становится все более популярным в железнодорожной и автомобильной промышленности для танкеров, предназначенных для перевозки агрессивных химикатов.
Обычные нержавеющие стали бывают хромоникелевыми (аустенитные, или серия 300) или хромированными (мартенситные и ферритные, или серии 400) сортами. По сравнению с хромоникелевой нержавеющей сталью, прямые сорта хромистой нержавеющей стали и углеродистая сталь имеют одинаково низкие коэффициенты линейного расширения, которые определяют, как материалы расширяются и сжимаются под воздействием температуры и давления. Чистые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки имеют высокое электрическое сопротивление и низкую теплопроводность.
Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки имеют высокое электрическое сопротивление и низкую теплопроводность.
Поскольку некоторые производители стремятся расширить свои возможности, участие в проектах по сварке нержавеющей стали может помочь повысить их конкурентоспособность. Учет двух ключевых факторов может помочь производителям достичь наилучших результатов.
Во-первых, содержание сплава в нержавеющей стали делает ее лучшим теплоизолятором, чем углеродистая сталь. Тепло от дуги не так легко распространяется по материалу и концентрируется в сварочной ванне. Это может привести к деформации, прогоранию и окислению. Выбор правильного процесса сварки и присадочного металла может помочь контролировать подводимое тепло.
Во-вторых, нержавеющая сталь склонна к обесцвечиванию. Такое обесцвечивание, известное как засахаривание, указывает на то, что часть хрома удалена из материала, что делает его более восприимчивым к коррозии. При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим или качественным причинам, и в любом случае это может привести к дорогостоящим доработкам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже, чем углеродистая сталь.
При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим или качественным причинам, и в любом случае это может привести к дорогостоящим доработкам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже, чем углеродистая сталь.
В дополнение к навыкам сварщика и доступности оборудования приоритеты применения — например, стоимость, производительность и внешний вид валика — влияют на то, какой процесс сварки нержавеющей стали в конечном итоге выбирают изготовители.
Дуговая сварка металлическим электродом в среде защитного газа
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) использует простое портативное оборудование, поэтому его часто выбирают для технического обслуживания и ремонта. Но SMAW, или сварка электродами, менее производительна, чем другие процессы, и может привести к образованию большого количества брызг, что увеличивает время и затраты на очистку.
Для производителей, которые раньше не сваривали нержавеющую сталь, SMAW является хорошей отправной точкой. Он не использует защитный газ, поэтому, чтобы начать сварку, сварщику нужен только источник питания с поддержкой SMAW и электрод SMAW из нержавеющей стали.
Он не использует защитный газ, поэтому, чтобы начать сварку, сварщику нужен только источник питания с поддержкой SMAW и электрод SMAW из нержавеющей стали.
По сравнению с углеродистой сталью нержавеющая сталь — как хромированная (мартенситная и ферритная), так и никель-хромовая (аустенитная) — имеет большее электрическое сопротивление и меньшую теплопроводность.
Стоимость за фунт этих электродов находится на среднем уровне — ниже, чем у порошковой или металлопорошковой проволоки для дуговой сварки, и немного выше, чем у сплошной проволоки. Производители могут приобретать электроды SMAW в небольших количествах, например, в упаковках по 6 или 8 фунтов, что полезно для небольших работ и может снизить затраты. Тем не менее, производителям необходимо учитывать потери в остатках SMAW и удаление шлака, чтобы определить, делают ли низкие затраты на электроды процесса экономически эффективным в целом.
Электрод 309 или 312 SMAW является хорошим выбором для электродуговой сварки нержавеющей стали, особенно при техническом обслуживании или ремонте. Он обладает высокой устойчивостью к растрескиванию и хорошей прочностью и, как правило, может соединять нержавеющую сталь, уже находящуюся в эксплуатации, даже если конкретная марка материала неизвестна.
Он обладает высокой устойчивостью к растрескиванию и хорошей прочностью и, как правило, может соединять нержавеющую сталь, уже находящуюся в эксплуатации, даже если конкретная марка материала неизвестна.
Дуговая сварка металлическим газом и дуговая сварка с флюсовой проволокой
Когда производительность является приоритетом для сварки нержавеющей стали, процессы подачи проволоки обеспечивают эффективность и хороший внешний вид валика. Достижения в области оборудования и присадочного металла упростили использование этих процессов даже для тех, кто плохо знаком со сваркой нержавеющей стали.
Многие производители выполняют дуговую сварку в среде защитного газа (GMAW) нержавеющей стали сплошной проволокой. GMAW имеет умеренную сложность оборудования и требования к навыкам оператора, а для сварки нержавеющей стали его можно использовать в импульсном режиме или в режиме струйного переноса.
Стоимость за фунт сплошной проволоки меньше, чем у других вариантов, но защитный газ требует дополнительных расходов. Использование смеси защитного газа на основе аргона, такой как 98% аргона/2% CO2 или смесь аргона/гелия, помогает уменьшить разбрызгивание.
Использование смеси защитного газа на основе аргона, такой как 98% аргона/2% CO2 или смесь аргона/гелия, помогает уменьшить разбрызгивание.
Дуговая сварка с флюсовой проволокой (FCAW) может быть более производительной, чем GMAW, но при этом образуются шлак и брызги, что увеличивает время и затраты на очистку. FCAW также имеет самую высокую стоимость за фунт нержавеющих присадочных металлов, поскольку легирующие элементы флюса более дороги в производстве.
Однако многие проволоки FCAW работают на обычных смесях защитного газа, таких как аргон/CO2 или 100-процентный CO2. Изготовителю, плохо знакомому со сваркой нержавеющей стали, вероятно, не потребуется вкладывать средства в другой тип газа или систему подачи.
Дуговая сварка металлическим сердечником, как с импульсным, так и со стандартным распылением, обеспечивает высокую скорость перемещения, что приводит к меньшему выделению тепла в сварной шов. Это помогает предотвратить деформацию и деформацию при сварке нержавеющей стали.
Хотя при сварке металлическим сердечником образуется меньше брызг, чем при других формах сварки проволокой, цена за фунт присадочного металла из нержавеющей стали является самой высокой. Выбирая этот присадочный материал и процесс, производители должны взвесить первоначальные затраты с повышением производительности и потенциальным сокращением переделок и очистки.
Дуговая сварка под флюсом
Многие производители используют системы дуговой сварки под флюсом (SAW) для сварки углеродистой стали, но SAW также предлагает значительные преимущества для нержавеющей стали, включая более высокую производительность и чрезвычайно низкий уровень разбрызгивания, что помогает сэкономить время и деньги на уборка. SAW хорошо подходит для толстых материалов и больших объектов, таких как резервуары для хранения или сжиженного природного газа. Хотя он ограничен плоской сваркой, его могут выполнять менее квалифицированные операторы. При сварке нержавеющей стали под флюсом под флюсом производители используют нейтральный или нелегирующий флюс, в который не добавляются сплавы, способные изменить химический состав сварного шва.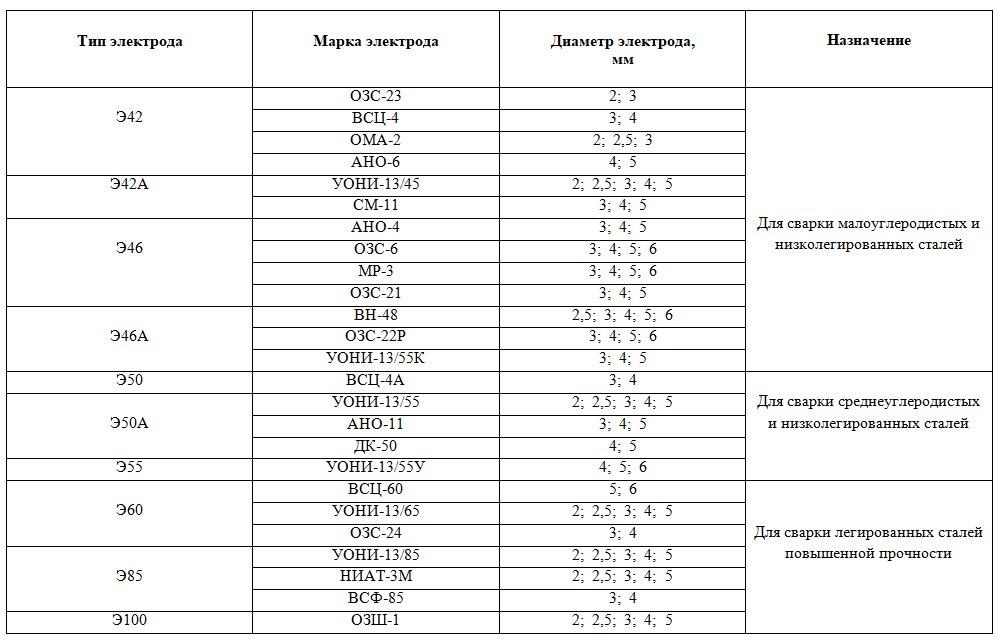
Нержавеющая сталь
продолжает набирать популярность в производственной отрасли, главным образом благодаря своей коррозионной стойкости, прочности и ударной вязкости.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуговая сварка (GTAW) дает очень мало брызг, даже по сравнению с SAW. Если сварщики используют присадочную проволоку или проволоку, GTAW имеет умеренную стоимость за фунт, но также требует высокого мастерства и, как правило, самого сложного оборудования. В то время как эстетика и внешний вид борта с GTAW очень высоки, производительность является самой низкой по сравнению с другими вариантами.
GTAW для нержавеющей стали обычно использует 100-процентный защитный газ аргон, часто с дополнительным резервуаром аргона под рукой для обратной продувки между проходами.
Большинство операций, в которых используется GTAW для нержавеющей стали, делают это из эстетических соображений просто потому, что в процессе получается такой чистый и точный сварной шов.
Выбор правильного процесса
Поскольку использование нержавеющей стали продолжает расти, все больше компаний должны будут ознакомиться со сваркой этого материала. Стоимость может быть ключевым фактором для некоторых операций, в то время как сокращение времени простоя и повышение производительности могут быть ключевыми факторами для других.
При выборе любого процесса и присадочного металла приходится идти на компромиссы. Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Какой электрод для сварки нержавеющей стали?
Чаще всего для сварки нержавеющей стали рекомендуется использовать электрод AWS E308L или E316L. Эти стержни изготовлены из того же сплава, что и основной свариваемый металл, и предназначены для получения прочного, долговечного сварного шва с хорошей коррозионной стойкостью. Другие варианты включают E309Прутки L и E310, которые также обычно используются для сварки нержавеющей стали.
Для достижения наилучших результатов важно, чтобы стержень соответствовал типу и марке свариваемой нержавеющей стали.
Нажмите на изображение ниже, чтобы найти самый дешевый и лучший вариант:
Одна из самых больших проблем, с которой приходится сталкиваться большинству новичков, заключается в том, что они не знают, для чего используются сварочные прутки, кроме защитного снаряжения, такого как лучший сварочный шлем. Элементы, перечисленные в этой статье, как правило, являются наиболее распространенными, хотя они не единственные сварочные прутки, которые можно использовать с чугуном.
Эта специальная серия сварочных прутков предназначена для обработки материалов из нержавеющей стали, таких как 301, 302, 304 и 305. Эти марки свариваются для сварки и используются в различных пищевых и промышленных целях.
309L-16 идеально подходит для сварки отливок CH-20 HH, для сварки нержавеющей стали с боковой и плакированной сталью, для наложения оболочки из нержавеющей стали на оболочку из углеродистой стали или для сварки отливки CH 20 HH. Эту же конфигурацию можно преобразовать в аппарат для сварки TIG, который может сваривать сталь или нержавеющую сталь, добавив горелки TIG, баллоны и защитный газ. Это хороший выбор для проектов, требующих контролируемого металла, такого как сталь, алюминий, медь и другие металлы. Благодаря превосходному контролю искажения можно уменьшить, и в умелых руках вы получите красивые сварные швы. Это медленный процесс сварки нержавеющей стали, но он намного эффективнее других методов сварки.
Эту же конфигурацию можно преобразовать в аппарат для сварки TIG, который может сваривать сталь или нержавеющую сталь, добавив горелки TIG, баллоны и защитный газ. Это хороший выбор для проектов, требующих контролируемого металла, такого как сталь, алюминий, медь и другие металлы. Благодаря превосходному контролю искажения можно уменьшить, и в умелых руках вы получите красивые сварные швы. Это медленный процесс сварки нержавеющей стали, но он намного эффективнее других методов сварки.
Однако никогда не думайте, что вы имеете дело с обычной старой сталью и что ваш сварочный пруток может быть только обычным. ATWF может выбрать и внедрить лучшие методы сварки нержавеющей стали. Это довольно просто, если вы используете подходящие сварочные стержни и проволоку для того типа нержавеющей стали, которую вы хотите сварить.
Существует несколько типов методов, но я перечислил некоторые из наиболее распространенных, и каждый процесс дает несколько разные результаты. Существует множество различных методов газовой и вольфрамовой сварки, которые можно использовать с медью, и я перечислил некоторые из них. Если вы свариваете никель, вы можете использовать дуговую сварку для его защиты и электродную сварку для сварки нержавеющей стали. Оба метода используются одинаково, то есть электроды SMAW и Stick являются расходными материалами, в то время как электроды TIG становятся частью вашего сварного шва, хотя они не являются расходными материалами, так как они не плавятся и становятся частью сварного шва, когда вам нужно использовать сварочный пруток.
Если вы свариваете никель, вы можете использовать дуговую сварку для его защиты и электродную сварку для сварки нержавеющей стали. Оба метода используются одинаково, то есть электроды SMAW и Stick являются расходными материалами, в то время как электроды TIG становятся частью вашего сварного шва, хотя они не являются расходными материалами, так как они не плавятся и становятся частью сварного шва, когда вам нужно использовать сварочный пруток.
Обычно используется для сердцевины сварочного стержня из нержавеющей стали, но также может использоваться с другими металлами, такими как алюминий, медь или даже алюминиевые сплавы.
Представьте, как завидуют ваши друзья, когда вы говорите им, что получили сварочный электрод из нержавеющей стали с AliExpress. Если вы все еще находитесь на рынке сварочной проволоки из нержавеющей стали для нержавеющей стали и все еще думаете о выборе аналогичного продукта, Али Экспресс — хорошее место для сравнения цен продавцов. Поскольку большинство продавцов предлагают бесплатную доставку, я думаю, вы согласитесь приобрести сварочный пруток из нержавеющей стали по одной из лучших цен в Интернете. Никаких модификаций машины не требуется, и ваш друг так же доволен качеством своей продукции, как и вы.
Никаких модификаций машины не требуется, и ваш друг так же доволен качеством своей продукции, как и вы.
Мы прекрасно понимаем, что этот первоклассный сварочный пруток из нержавеющей стали, вероятно, в кратчайшие сроки станет одним из самых востребованных – после бестселлеров.
Чем больше тепла вы подаете при сварке TIG нержавеющей стали, тем хуже выглядят ваши сварные швы и тем больше деформируется ваш проект. Нержавеющая сталь долго сохраняет тепло после сварки, иначе металл не сварится и этот сварочный пруток закончится. Сварному шву всегда нужно тепло, но тепло от нержавеющей стали нужно нагревать больше, чем нужно. Одна из самых больших проблем со сварочными стержнями из нержавеющей стали заключается в том, что вам нужно очень много стержней для сварки.
Нержавеющая сталь естественным образом сужается и расширяется из-за высокой температуры, наблюдаемой во время сварки. Кроме того, нержавеющая сталь имеет естественно инертный сварочный валик, что делает ее интересным металлом для работы.
При сварке нержавеющей стали с углеродистой сталью важно обращать внимание на химический состав, механические свойства и коррозионную стойкость, чтобы избежать потенциальных проблем. Крайне важно, чтобы вы обсудили мир сварки нержавеющей стали, прежде чем принять решение о проекте с ним.
Если вы хотите сваривать металл, вы хотите, чтобы сердцевина металла и сварочный стержень были как можно ближе к свариваемому источнику питания. Сначала необходимо подключить держатель сварочной проволоки к источнику сварочного тока. Наконец, поместите сварочный стержень в держатель электрода и ударьте спичкой по месту, где вы хотели начать сварку.
При соединении нержавеющей стали 304L и низкоуглеродистой стали, наиболее часто рекомендуется аустенитный металл 309L. Если термообработанная сварка невозможна, можно использовать вспомогательные металлы из аустенитной нержавеющей стали. При сварке нержавеющей стали или низкоуглеродистой стали важно поддерживать хороший баланс между толщиной свариваемого металла и поверхностью сварочного стержня.
