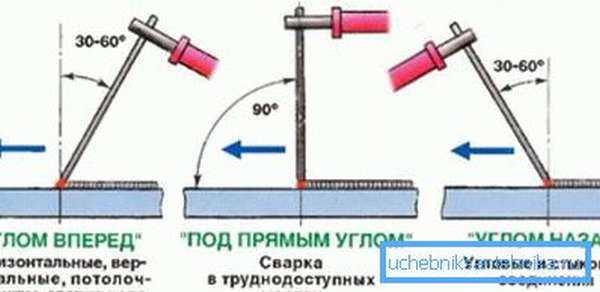
Какие электроды выбрать для сварки инвертором: Электроды для инверторной сварки:
Содержание
Электроды для инверторной сварки
Статьи
Категории
Андрей Демидов
13 Июля 2020, Пн
Оглавление
- Выбор электродов в зависимости от свариваемого металла
- Какие электроды выбрать для сварки инвертором новичку для хорошего результата в работе
Электроды – расходный материал, применяемый при работе со сварочным оборудованием. Какие электроды лучше использовать для инверторной сварки и какие из них лучше не приобретать начинающему сварщику? При выборе сварочного электрода, для последующей работы с инвертором, нужно учитывать, что материал из которого они изготовлены (покрытие прутков) также влияет на качество работ с агрегатом, прочность и надежность швов сварки.
Приобрести необходимые расходные материалы, а также бытовые или профессиональные инверторы на сайте «СварМакс» можно по выгодным ценам и с высокой гарантией качества.
При сварке различных материалов, применяют плавящиеся электроды с самым разным покрытием:
- изделия из стали с низким содержанием углерода и с небольшими примесями, сваривают с помощью углеродных электродов;
- конструкции из легированной стали сваривают прутками — УОНИ 13/45, ОЗС-4, АНО-21, МР-3;
- изделия из стали другого типа или для наплавки сваривают прутками ЦЛ-11;
- детали из чугуна варят электродами ОЗЧ-2.
Специалисты создали свой рейтинг сварочных прутков, которые используют для работы с современными инверторами:
- электроды марки АНО, с хорошим воспламенением, не нуждающиеся в прокаливании, подходят как для профессионалов, так и новичков;
- универсальные прутки – это МР-3;
- МР-3С нужны для сварки с высокими требованиями к работе и качеству швов сварки;
- модели для сварки особо ответственных конструкций – это УОНИ-13/55.
Как первая, так и вторая классификация позволяет сделать выбор электродов более простым, не переживая о качестве сварочных работ. Опытные сварщики чаще всего выбирают для сварки УОНИ 13/55. Универсальные и часто используемые – МР-3, МР-3С. Для стали берут – АНО-4, АНО-6, ЦЛ-11, АНО-21, ОЗС-4, УОНИ-12/45, чугуна – ОЗЧ-2.
Опытные сварщики чаще всего выбирают для сварки УОНИ 13/55. Универсальные и часто используемые – МР-3, МР-3С. Для стали берут – АНО-4, АНО-6, ЦЛ-11, АНО-21, ОЗС-4, УОНИ-12/45, чугуна – ОЗЧ-2.
Если вы только собираетесь освоить работу с инвертором, следует особенно внимательно подходить к выбору расходного материала – прутков для сварки. Какими электродами лучше варить инвертором новичку, а какие не стоит брать?
Лучшими электродами для новичков считаются модели с рутиловым покрытием – АНО-21, МР-3, АНО-36, ОКА 46. Они легко поджигаются, хорошо горят, с отрывом (можно точками варить). Повторный поджиг отличный, можно варить тонкий металл. Минус только один – шлак. Для начинающих это лучший выбор. Нельзя выбирать электроды с основным покрытием. Для новичка они не нужны. К примеру, УОНИ. К них есть один плюс — нет шлака. Минусы – тяжело зажечь. Если оторвался, еще тяжелей зажечь. Тонкий металл с ними не варят.
Статьи
Оцените статью:
( 1 ) ( 5. 0 ) 5
0 ) 5
100% гарантия качества
14 дней на возврат товара
Быстрая доставка по Украине
Оплата при получении
Какие электроды выбрать для сварки инвертором: самые подходящие
Содержание
- Назначения и типы
- Характеристика сварочного оборудования
- Распространенные марки
- Какие электроды выбрать для сварки инвертором: моменты, на которые следует обратить внимание
- В качестве заключения
Назначения и типы
Стержень, который подводит ток к сварному соединению, называется электродом. Вот краткое определение назначения этого важного элемента в процессе сварки. Чтобы быть эффективным, он должен отвечать ряду требований, например: стержень и его покрытие должны плавиться равномерно, сохранять свои технические и физико-химические свойства при хранении и обладать низкой токсичностью при сварке. Если описывать сам процесс с использованием этих расходных материалов, то для получения качественного сварного шва требуется непрерывно горящая дуга, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от сварного шва.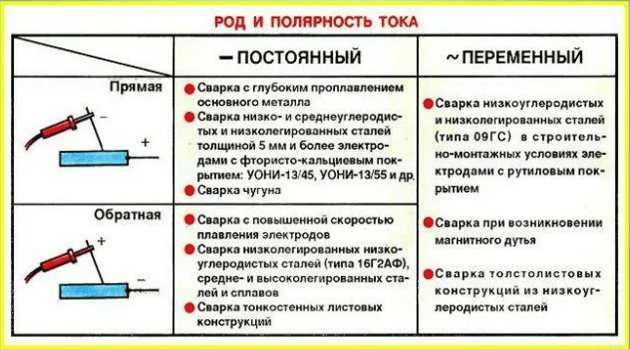 Продолжая краткое описание электродов, в том числе инверторных, поговорим об их классификации по конструкции и о том какие электроды выбрать для сварки инвертором.
Продолжая краткое описание электродов, в том числе инверторных, поговорим об их классификации по конструкции и о том какие электроды выбрать для сварки инвертором.
- Неплавящиеся представляют собой прутки – вольфрамовые или углеродистые. Эти стержни подают только ток, а присадка подается отдельно.
- Расходные материалы для плавки представляют собой металлические стержни с покрытием. Они плавятся в процессе сварки и приводят непосредственно к образованию сварного шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, защищают сварной шов от воздействия окружающей среды.
Характеристика сварочного оборудования
Чтобы понять, какие электроды выбрать для сварки инвертором постоянного тока, необходимо знать характеристики и технические подробности этого оборудования. Он состоит из нескольких ключевых элементов: центрального блока управления, трансформатора, высокочастотного преобразователя, сетевого фильтра и силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Он отличается от других машин тем, что имеет электронное устройство, способное преобразовывать входное напряжение в его рабочие характеристики, другими словами, он способен генерировать стабильный постоянный ток.
Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Он отличается от других машин тем, что имеет электронное устройство, способное преобразовывать входное напряжение в его рабочие характеристики, другими словами, он способен генерировать стабильный постоянный ток.
Он широко используется, поскольку устойчив к скачкам напряжения, способен регулировать ток в более широком диапазоне, чем обычное оборудование, и способен создавать устойчивую дугу, в результате чего получается почти идеальный сварной шов. Качество электродов нельзя недооценивать в работе. Их состав и диаметр определяют качество процесса и, в конечном итоге, срок службы сварочного аппарата. Время работы инверторного сварочного аппарата неограниченно, и это необходимо учитывать при выборе расходных материалов. Этот тип оборудования можно использовать даже для сварки необработанных металлов, например, на водопроводных или тепловых сетях в случае аварийной ситуации. Для этой работы необходимы плавящиеся электроды для инверторной сварки, диаметр и состав которых зависит от свариваемого материала.
Распространенные марки
Для каждого типа стали требуется определенная марка электрода. Это особенно актуально для материалов с различными покрытиями и примесями. При использовании инверторного сварочного аппарата расходные материалы могут вести себя по-другому — эти характеристики стоит учитывать. Примеры расходных материалов и некоторые их характеристики приведены в таблице ниже.
Перечень электродов по видам стали:
| Марка | Вид | Особенности некоторых расходных материалов |
| 1 группа: УОНИ 13/55, УОНИ 13/45 2 группа: МР-3, МР-3С 3 группа: | Углерод | 1 группа является одним из самых сложных электродов, используемых для создания высококачественных прочных швов в тяжелых конструкциях. Это требует квалификации сварщика и особого внимания к процессу.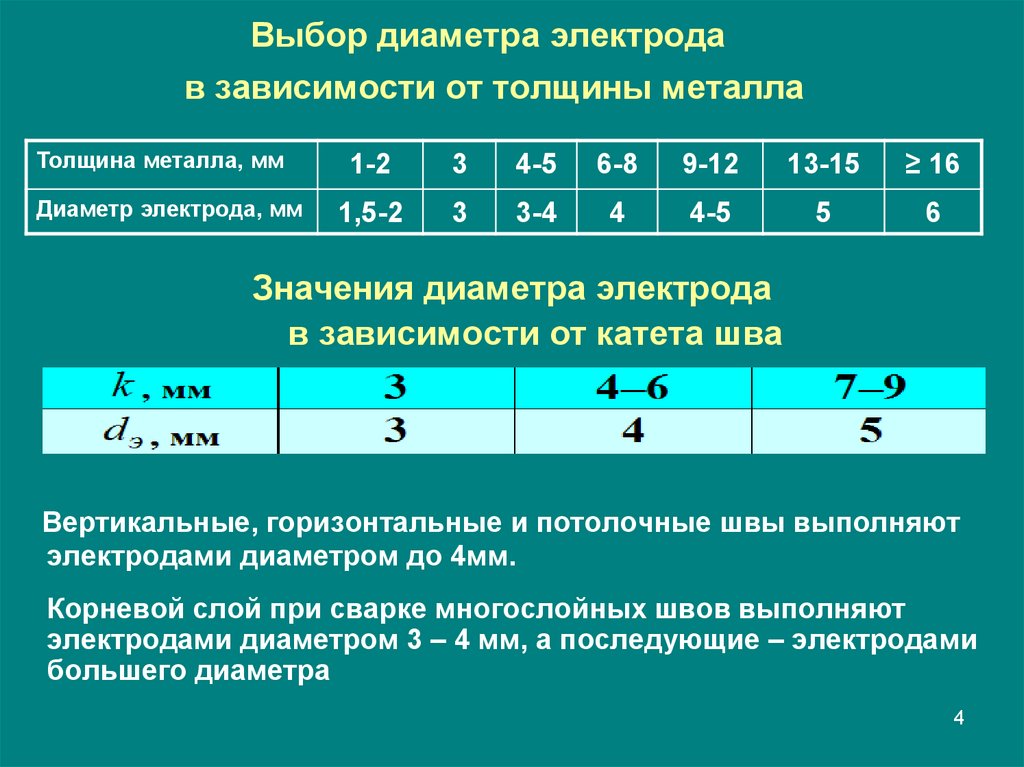 2 группа представляет собой электроды для многоцелевого использования и сварки неочищенных и ржавых материалов. Вторые можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материалов |
| АНО-4 АНО-6 | Легированная | Относятся к легковоспламеняющимся электродам. Обеспечивают стабильное дуговое горение, минимальное разбрызгивание металла, высокое качество швов, и легкое отделение шлака. Популярен среди начинающих сварщиков |
| ЦЛ-11 ОЗЛ-6 | Высоколегированная | Первый предназначены в основном для работы с нержавеющей сталью, второй – для термостойких и литейных деталей |
| ОЗЧ-2 | Чугун | Состав покрытия состоит из компонентов, которые предотвращают образование трещин из-за содержащегося в нем водорода |
| Т-520 | Чугун (наплавка) | Используется, например, для сварки деталей машин, которые работают в условиях быстрого износа |
Какие электроды выбрать для сварки инвертором: моменты, на которые следует обратить внимание
Выбор диаметра электрода определяется толщиной материала. Например, сварка широких стенок требует больше времени и большего количества расходуемого материала. Чем он толще, тем больше время непрерывной работы; в этом случае тонкие электроды будут очень быстро прогорать. Эксперты могут рассчитать время обработки и размер сварного шва. Сварка углов или профильных труб, например, не требует строгих требований к герметичности и поэтому может выполняться с помощью универсального электрода 0,5-2 мм для инверторных сварочных работ. Сложные работы по сварке трасс с более толстыми конструктивными элементами или профильными опорами требуют для сборки элементов большего диаметра.
Например, сварка широких стенок требует больше времени и большего количества расходуемого материала. Чем он толще, тем больше время непрерывной работы; в этом случае тонкие электроды будут очень быстро прогорать. Эксперты могут рассчитать время обработки и размер сварного шва. Сварка углов или профильных труб, например, не требует строгих требований к герметичности и поэтому может выполняться с помощью универсального электрода 0,5-2 мм для инверторных сварочных работ. Сложные работы по сварке трасс с более толстыми конструктивными элементами или профильными опорами требуют для сборки элементов большего диаметра.
Выбор по внешнему виду не менее важен, чем надпись на упаковке. Сухая поверхность элемента, которая должна быть плотной. Исключаются всевозможные бугорки, припухлости и поры. В отдельных случаях допускаются продольные трещины, неровности и заусенцы определенного размера — эти значения следует проверить по ГОСТу.
Они должны быть упакованы в картонные коробки, обмотанные водонепроницаемой бумагой или полиэтиленовой пленкой. На коробке указывается свариваемый материал, значение тока и специальные условия сварки. Электроды должны быть маркированы в соответствии с признанной маркировкой. Потребление также написано. На практике этот параметр весьма условен: для разных материалов и конструкций расход одного и того же расходного материала может быть разным.
На коробке указывается свариваемый материал, значение тока и специальные условия сварки. Электроды должны быть маркированы в соответствии с признанной маркировкой. Потребление также написано. На практике этот параметр весьма условен: для разных материалов и конструкций расход одного и того же расходного материала может быть разным.
В качестве заключения
Соотношение полезного металла и шлака в процессе сварки описывается коэффициентом наплавки, который также зависит от условий хранения электрода. Пропитанные влагой детали можно высушить, но коэффициент наплавки будет значительно ниже. Поэтому важно внимательно проверять упаковку при покупке и хранить расходные материалы в соответствии с правилами. Качество сварного шва должно быть идеальным, особенно когда речь идет о герметизации и внешних соединениях. Правильно подобранный электрод позволяет создать прямой шов с требуемой выпуклостью или вогнутостью. Также важно понимать какие электроды выбрать для сварки инвертором, чтобы гарантировать эффективную сварку в коррозионных металлах.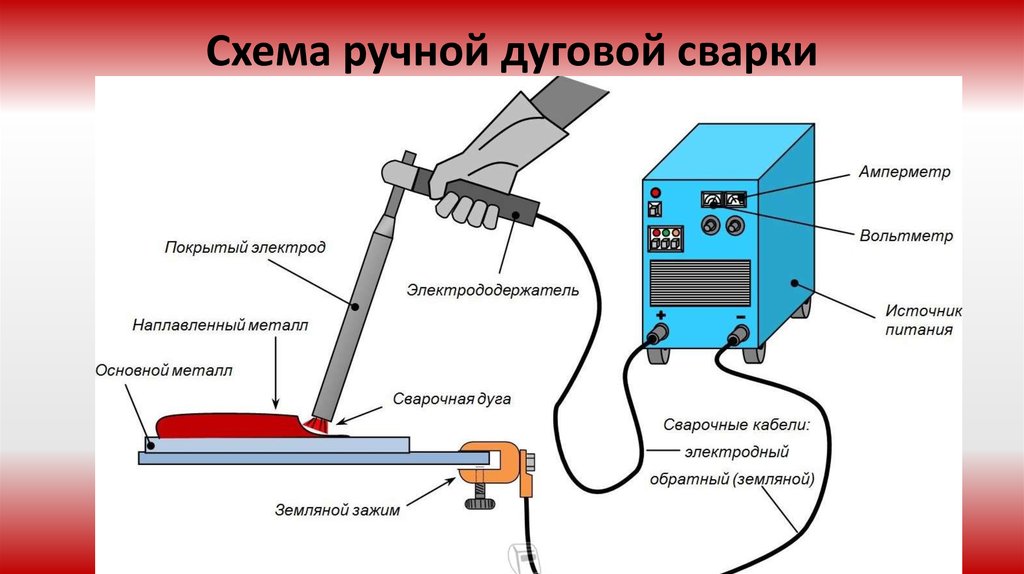 Качество сварного шва также в значительной степени определяется тем, как сходит сварочный шлак. Если электрод инвертора подобран неправильно, шлак будет отлетать вместе со сварным швом, даже если он сварен правильно.
Качество сварного шва также в значительной степени определяется тем, как сходит сварочный шлак. Если электрод инвертора подобран неправильно, шлак будет отлетать вместе со сварным швом, даже если он сварен правильно.
Вообще говоря, современные инверторные сварочные аппараты предлагают возможность использования целого ряда электродов. Качественные сварные швы легче получить, если знать какие электроды выбрать для сварки инвертором.
Плюсы и минусы AC/DC Welding
Упомяните AC/DC большинству людей, и они сразу же подумают о популярной австралийской хард-рок-группе. С другой стороны, профессионалы в области сварки признают это полярностью, имея в виду отрицательный и положительный полюса, образующиеся в электрической цепи, как только вы включаете сварочный аппарат.
Что делает полярность столь важной при сварке? Выбор правильной полярности может обеспечить прочность и качество сварного шва, в то время как неправильная полярность может привести к плохому проплавлению, чрезмерному разбрызгиванию и снижению контроля сварочной дуги.
Специалисты по сварке часто говорят о плюсах и минусах сварки на переменном и постоянном токе. Основное различие заключается в полярности: при сварке переменным током быстро чередуется отрицательный и положительный постоянный постоянный ток, в то время как при сварке постоянным током для подачи электричества на электрод используется ток прямой полярности. Какой из них вы выберете, зависит от конкретных факторов, поэтому вот что вам следует знать:
Определение сварки переменным током
Сварка переменным током означает, что вы используете переменный ток в процессе сварки. Переменный ток меняет свое направление много раз в секунду. Например, ток частотой 60 герц будет менять свою полярность 120 раз в секунду. Поскольку направление магнитного поля и тока меняется на противоположное, это обеспечивает более устойчивую дугу на магнитных деталях.
Определение сварки постоянным током
При сварке постоянным током используется постоянный ток с постоянной полярностью в одном направлении. Ток может быть положительным или отрицательным, с положительной полярностью, протекающей от сварочного аппарата к заготовке, к электроду и обратно к сварочному аппарату. Ток течет от сварочного аппарата к электроду к заготовке, а затем обратно к сварочному аппарату с отрицательной полярностью. Сварка электродом с положительным электродом обеспечивает более глубокое проплавление, а сварка с отрицательным электродом обеспечивает более высокую скорость наплавки.
Ток может быть положительным или отрицательным, с положительной полярностью, протекающей от сварочного аппарата к заготовке, к электроду и обратно к сварочному аппарату. Ток течет от сварочного аппарата к электроду к заготовке, а затем обратно к сварочному аппарату с отрицательной полярностью. Сварка электродом с положительным электродом обеспечивает более глубокое проплавление, а сварка с отрицательным электродом обеспечивает более высокую скорость наплавки.
Сварка переменным током по сравнению со сваркой постоянным током
Несмотря на то, что сварка постоянным током предпочтительнее для большинства видов сварки, сварка переменным током хорошо работает в некоторых конкретных случаях. TIG-сварка алюминия, сварка намагниченных металлов, ручная сварка толстых листов электродами с быстрой заправкой и сварка, где единственные электрические розетки имеют напряжение 110 вольт, — все это подходит для сварки переменным током. В отличие от сварки постоянным током, дуновение дуги гораздо менее заметно при сварке переменным током.
С другой стороны, постоянный ток поддерживает постоянную и стабильную дугу и более надежен, чем переменный ток. Как правило, он обеспечивает более гладкий шов с меньшим разбрызгиванием из-за постоянного направления тока. Постоянный ток также лучше сваривает более тонкие материалы, чем переменный ток, лучше всего подходит для сварки электродом, сварки TIG из нержавеющей стали, а также вертикальной или потолочной сварки.
Отрицательный электрод против положительного электрода
Как упоминалось ранее, постоянный ток может быть положительным или отрицательным. Но как это влияет на процесс сварки?
Иногда называемая прямой полярностью, отрицательная полярность электрода предпочтительна для большинства сварочных работ. Он обеспечивает более горячую дугу и более быстрое плавление электрода, что позволяет операторам работать более продуктивно и быстрее накладывать валик. Прямая полярность постоянного тока почти всегда будет первым выбором сварщика, если только не возникнет особая потребность в чем-то другом.
Положительная полярность электрода, также называемая обратной полярностью, обеспечивает более глубокое проникновение. Несмотря на то, что это медленнее, чем прямая полярность, обычно это выбор для сварки толстых материалов. Преимущество обратной полярности становится очевидным при работе с металлом толщиной более полудюйма.
Сварка переменным током и сварка постоянным током: подведение итогов
| Сварка переменным током | Сварка постоянным током |
Полярность | Переменная полярность | Одна полярность, которая может быть положительной или отрицательной |
Приложения | Намагниченные металлы, алюминий, тяжелые листы | Нержавеющая сталь, потолочная, вертикальная сварка и сварка тонких листов (большинство применений) |
Сварной шов Прочность | Слабее, больше брызг | Прочнее и мягче |
Дуга удар | Устраняет проблемы с дуговым разрядом | Может вызвать дуговой разряд |
Стабильность дуги | Arc может быть сложно работать с | Стабильная дуга |
Сварочные аппараты | Дешевле, портативный | Дороже и тяжелее |
Ответ: это зависит от вашей ситуации. Хотя сварка постоянным током, вероятно, будет вашим первым выбором, каждый тип сварки имеет определенные преимущества в определенных обстоятельствах. Если вы только начинаете свою карьеру сварщика, сварка постоянным током будет проще в работе и позволит получить более чистые сварные швы. Однако сварочные аппараты постоянного тока, как правило, дороже, чем аппараты переменного тока, что побуждает новичков склоняться к более доступным сварочным аппаратам.
Хотя сварка постоянным током, вероятно, будет вашим первым выбором, каждый тип сварки имеет определенные преимущества в определенных обстоятельствах. Если вы только начинаете свою карьеру сварщика, сварка постоянным током будет проще в работе и позволит получить более чистые сварные швы. Однако сварочные аппараты постоянного тока, как правило, дороже, чем аппараты переменного тока, что побуждает новичков склоняться к более доступным сварочным аппаратам.
Поскольку каждый из них имеет свои сильные и слабые стороны, возможно, вам лучше подойдет сварочный аппарат, который может выполнять и то, и другое!
Источники питания для дуговой сварки защищенным металлом (палки)
Toggle Nav
Поиск
Первая часть успешной сварки электродом или электродуговой сваркой в среде защитного газа заключается в том, чтобы убедиться, что у нас есть источник питания, способный выполнять эту работу. Для выполнения дуговой сварки защищенным металлом нам необходим источник постоянного тока.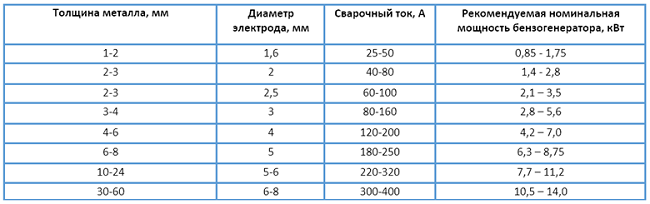 Это тип сварочного аппарата, мощность которого снижается по мере увеличения силы тока. некоторые люди называют это машиной с падающим наклоном, имея в виду кривую вольт-ампер, полученную путем нанесения выходной мощности машины на график.
Это тип сварочного аппарата, мощность которого снижается по мере увеличения силы тока. некоторые люди называют это машиной с падающим наклоном, имея в виду кривую вольт-ампер, полученную путем нанесения выходной мощности машины на график.
Один из способов определить источник питания постоянного тока — это когда главная ручка на лицевой стороне машины регулирует силу тока. Если вы не видите на машине ручки для регулировки силы тока, но можете найти ручку, которая регулирует напряжение, вы получили источник постоянного напряжения. Источник питания постоянного напряжения обычно используется для процессов подачи проволоки, таких как MIG и дуговая сварка с флюсом, и мы поговорим о них в другой статье. Мы можем выполнять сварку MIG с источником питания постоянного тока, если у нас есть надлежащий механизм подачи проволоки с датчиком напряжения, такой как LN-25 от Lincoln Electric.
Понимая, что нам нужен источник постоянного тока для электродуговой сварки, теперь мы можем рассмотреть, какие варианты доступны для источника постоянного тока.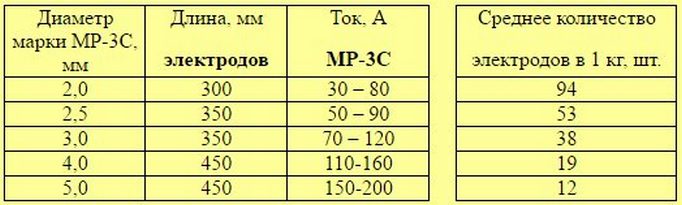
Машина с приводом от двигателя – это машина, которая приводится в действие бензиновым или дизельным двигателем внутреннего сгорания. Генератор, вращаемый двигателем, производит сварочную мощность. Эти типы машин хороши, когда у нас нет местного питания от нашей коммунальной службы. Это тип машины, который нам нужен, если мы собираемся выполнять электродуговую сварку или дуговую сварку защищенным металлом в удаленном месте, возможно, вдали от мастерской. Двигатель обычно работает в режиме холостого хода, а затем разгоняется и увеличивает обороты, когда мы зажигаем дугу и начинаем сварку.
В отличие от других сварочных аппаратов, которые подключаются к стене, этот тип аппарата требует дополнительного обслуживания для ухода за двигателем, который является сердцем источника питания. Кроме того, это не тот тип машины, который мы хотим использовать, если нам нужно сваривать, а источник питания должен быть расположен в помещении. Выхлопы двигателя быстро портят дыхание и местную атмосферу.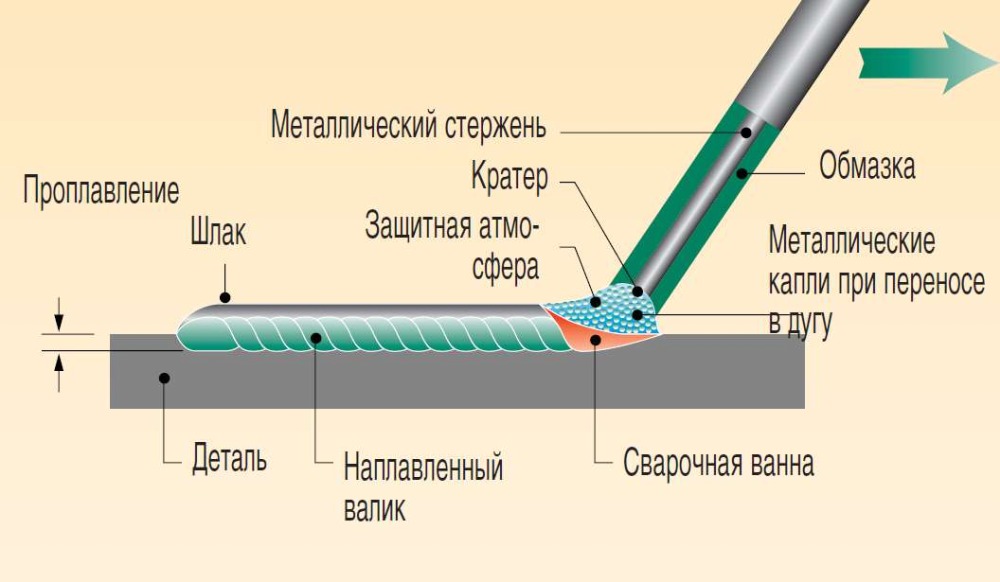
Если у нас есть возможность подключиться к розетке и получить питание от местной коммунальной сети, наши варианты немного разнообразнее.
Самый простой тип сварочного аппарата, работающего от электричества, называется трансформатором. Трансформаторная машина берет низковольтную мощность высокого напряжения от сети и преобразует ее в низковольтную энергию высокого напряжения, которую мы используем для сварки. Эта машина, как правило, имеет большой трансформатор внутри, а также больше и тяжелее, чем сопоставимая инверторная машина. Эти типы машин обычно производят только энергию переменного тока.
Существует еще один тип машин, которые очень тесно связаны с трансформатором, это трансформаторно-выпрямительные машины. Трансформаторно-выпрямительная машина представляет собой трансформаторную машину, в которой установлена схема выпрямителя, позволяющая машине производить мощность постоянного тока из переменного тока, поступающего от коммунального предприятия. В зависимости от того, как кабели подключены к выходным наконечникам на передней части аппарата, мы можем производить сварочную мощность в режиме постоянного тока либо с положительным, либо с отрицательным электродом.