Какие лучше электроды для инвертора: Страница не найдена
Содержание
Выбираем электроды, какие для инвертора лучше?
Сварочный инвертор прост в эксплуатации, имеет доступную стоимость. Освоить принцип его работы, не имея высокой квалификации, сможет и домашний мастер.
Инвертор превосходит по многим параметрам трансформаторные крупногабаритные стандартные агрегаты, сваривает любые виды металлических деталей и конструкций. Сложность осуществляемых работ, продолжительность срока службы инвертора, надежность и качество сварочных швов зависят от используемых электродов.
Выбор электродов осложняется широким ассортиментом. Существует свыше двухсот различных марок, отличных по диаметру, типу, материалу покрытия. Определить лучшие электроды для выполнения сварочных работ инвертором позволяет четкое представление о принципах работа агрегата (инвертора).
Сварка инверторным аппаратом
Характерной особенностью любого типа инвертора являются неизменные рабочие показатели и стабильность сварочного тока, гарантирующие качество получаемого шва, формирование переменного напряжения, образующего сварочную дугу. Соединение свариваемых поверхностей осуществляется методом плавления.
Соединение свариваемых поверхностей осуществляется методом плавления.
Качественные показатели надежности агрегата обусловлены его конструктивной особенностью. Каждый аппарат, независимо от типа, состоит из следующих элементов:
- преобразователя частот;
- системы (центра) управления;
- трансформатора;
- силового выпрямителя;
- сетевого фильтра.
Все они формируют общую схему инвертора, а главным инструментом для осуществления сварки служит электрод.
Электроды для инвертора
Представляют собой электропроводящие металлические стержни (сердечники) со специальным защитным покрытием — обмазкой. Температура дуги при осуществлении сварки приводит к плавлению сердечника. Этот процесс сопровождает горение и плавление обмазки. Сгораемая обмазка переходит в газовое облако, перекрывающее доступ кислорода. Плавящаяся часть покрытия становится жидкой, покрывает тонким слоем расплавленный металл, предохраняет его от взаимодействия с кислородом.
Наличие сколов на защитном покрытии недопустимо. Нарушение обмазки не позволяет добиться однородного прогрева и качественного выполнения шва. Чтобы дуга находилась по центру, выбирать нужно электроды, на кончиках которых толщина обмазки равномерна со всех сторон. Покрытие должно быть сухим. Электроды с влажной обмазкой плохо зажигаются. Высушить их можно, но эксплуатационные характеристики это снизит.
Защитное покрытие
Электроды различаются по типу используемой обмазки. Существует четыре разновидности покрытий:
- основное или УОНИ;
- целлюлозное;
- рутиловое;
- кислое.
Стержни с целлюлозной и основной обмазкой создают эластичные, надежные, ударопрочные швы при проведении сварочных работ с постоянным током. Рутиловая с кислой обмазкой универсальны. Покрытия применяют для выполнения сварки как с постоянным, так с и переменным током.
Покрытые кислой обмазкой электроды токсичны. Работы с ними проводят в закрытых пространствах только тогда, когда помещения оборудованы хорошей принудительной вытяжкой. Стержни с рутиловым покрытием, имеющим синеватый или зеленоватый оттенок, отличает легкость розжига. Этот параметр неизменен и при работе с инвертором на низком напряжении холостого хода.
Стержни с рутиловым покрытием, имеющим синеватый или зеленоватый оттенок, отличает легкость розжига. Этот параметр неизменен и при работе с инвертором на низком напряжении холостого хода.
Сердечник
Плавящегося типа металлические стержни, применяемые при работе с инвертором, подбирают в соответствии с типом металла свариваемых деталей и конструкций. Сварочная проволока, из которой выполнен сердечник электрода, должна соответствовать государственным стандартам.
Различают три типа электродов для инверторных аппаратов: легированные, высоколегированные и углеродистые. Каждый из них производят из соответствующего вида сварочной проволоки. При работе с высоколегированной и нержавеющей сталью специалисты рекомендуют использовать стержни ЦЛ-11, углеродистой сталью —АНО-21, УОНИ-13/45, МР-3С, чугуном — ОЗЧ-2, малоуглеродистой сталью — АНО-4 и АНО-6.
Какими бывают электроды?
Условно стержни для работы со сварочным аппаратом инверторного типа делятся на две категории. Первые предназначены для сложных и ответственных работ, а вторые могут быть использованы при проведении сварки на менее требовательных и простых участках. Первую группу составляют электроды плавильного типа УОНИ, а вторую — АНО, MP-3.
Первые предназначены для сложных и ответственных работ, а вторые могут быть использованы при проведении сварки на менее требовательных и простых участках. Первую группу составляют электроды плавильного типа УОНИ, а вторую — АНО, MP-3.
Электроды марки АНО выбирают для выполнения несложной сварки в бытовых нуждах. Они подходят для работы практически со всеми видами инверторных сварочных аппаратов. Получили наибольшее распространение среди домашних и начинающих мастеров. Неприхотливыми и универсальными считаются электроды марки МР-3. Ими можно сваривать влажные, ржавые, плохо очищенные от загрязнений металлические поверхности.
Марка УОНИ более «капризна», требует определенных навыков, но позволяет сваривать между собой поверхности любых сложностей, получать максимально плотные швы. Электроды этой категории чаще выбирают профессионалы. Начинающему сварщику, не имеющему фактического опыта, работать с ними будет затруднительно.
Какие электроды считаются лучшими?
Специалисты выделяют следующие марки предназначенных для сварки инверторными аппаратами электродов:
- 1.
 УОНИ-13/55
УОНИ-13/55
Обеспечивают неизменно высокое качество шва с оптимальным показателем плотности. Они могут эксплуатироваться в условиях и высоких, и низких температур. На результате работы это не отражается.
- 2. АНО (в частности АНО-21)
Не требуют предварительной прокалки, усилий для розжига, показывают стабильно высокий результат сварки, выполняемых как мастером с опытом, так и человеком, впервые пользующимся сварочным аппаратом.
- 3. МР-3
Универсальные стержни плавильного типа для работы с металлическими конструкциями практически в любом состоянии: влажном, покрытом ржавчиной и загрязнениями.
- 4. МР-3С
Применяют для сварки ответственных участков, где требования к швам самые высокие. Соединение конструкций и деталей с этим видом электродов осуществляется и на постоянном, и на переменном токе.
- 5. ОК 63.34
Предназначены для сварки нержавейки и конструкционной стали. Образуют швы с мелкой волной и плавным переходом к основной поверхности соединяемых конструкций, элементов и деталей.
Образуют швы с мелкой волной и плавным переходом к основной поверхности соединяемых конструкций, элементов и деталей.
Характеристики и применение
УОНИ-13/55
Стержни с основным покрытием рекомендованы при работе с низколегированной и углеродистой сталью, предназначены для сварочных аппаратов постоянного тока и инверторов. Преимущества электродов этой марки заключается в получении пластичных швов, которые с легкостью переносят ударные нагрузки и низкие температуры.
Есть у этих электродов и недостатки. Необходимое минимальное напряжение для разжигания стержня на холостом ходу должно составлять 65-70 В. Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
АНО-21
Покрытые рутиловой обмазкой электроды применяют для сваривания углеродистой стали небольшой толщины. Легко разжигаются и при первом, и при повторном использовании. Образуют мелкочешуйчатый шов из небольших волн. Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
МР-3
Разжигаются при работе даже с аппаратами, имеющими не очень высокую ВАХ (вольт-амперную характеристику). Обеспечивают хорошую защиту и позволяют контролировать положение сварной ванны. Могут возникать некоторые трудности с разжиганием. Если это происходит, электрод прокаливают при температуре в 150-180 градусов в течение 40 минут. Применяются для любых типов швов, за исключением вертикальных сверху-вниз.
Быстро и легко разжигаются. За это качество их еще называют «бенгальскими огнями». Профессиональные сварщики не используют их в тех случаях, когда необходимы мелкие движения для хорошего прогрева. Мягкая сварка и полное отсутствие необходимости зачищать соединяемые поверхности сделало их идеальным выбором для новичков, осваивающих азы сварки.
ОК 63.34
Применяют при сварке вертикальных швов, осуществления нахлестных и стыковых соединений, многопроходной сварке. Минимальный показатель напряжения холостого хода для работы со стержнями этой марки должен равняться 60 В. Образование шлака при сварке минимально и легко отбивается.
Требования к электродам для инверторной сварки
Лучшими для работы с инверторными сварочными аппаратами являются металлические стержни плавильного типа, которые обладают следующими характеристиками:
- 1. Обеспечивают легкость проводимых сварочных работ
Если электрод подобран неправильно, то есть не соответствует составу металла, процесс сварки значительно затрудняется.
- 2. Показывают качественный результат шва
Важный фактор при выполнении герметичных и наружных работ. Качественные электроды должны позволять получать как вогнутые, так и плоские швы.
- 3. Образуют отделяемый шлак
Качество применяемого электрода легко проверить по шлаку. Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
- 4. Отвечают санитарным нормам
Используемые электроды должны быть выполнены в полном соответствии с существующими государственными нормами и стандартами.
- 5. Позволяют проводить сварку по коррозийным металлам
Допустимость проведения подобных работ является исключением, а не повсеместной практикой. Если такая необходимость возникает, марки УОНИ, АНО и МР-3 обеспечат качество работы и в этом случае.
Диаметр электрода
С увеличением толщины стенок металлической поверхности возрастает требуемое время осуществляемых сварочных работ. Чем толще поверхность, тем большего диаметра используют электроды. Стержни с тонким диаметром сгорают очень быстро и применяются чаще всего на прихватках. Работа с ними требует наличия определенного навыка в сварочном деле.
«Тройка» (стержни с диаметром в 3 мм) подходит для сварки конструкций и элементов, имеющих толщину 3-4 мм, «четверка» — для элементов толщиной от 4 до 9 мм, «пятерка» — для элементов толщиной 9-10 мм.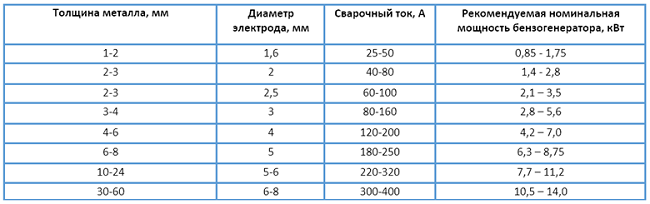 Для участков, где капитальная герметизация не требуется, могут применяться стержни с диаметром 0,5-2 мм. Профильные конструкции для поддержания и сборки допустимо сваривать с использованием электродов до 2 мм.
Для участков, где капитальная герметизация не требуется, могут применяться стержни с диаметром 0,5-2 мм. Профильные конструкции для поддержания и сборки допустимо сваривать с использованием электродов до 2 мм.
Общие рекомендации по выбору электродов
Приобретать стержни нужно только в специализированных магазинах, гарантирующих качество предлагаемой продукции. Это обусловлено не только характеристиками предлагаемых электродов, но и соблюдением правил их транспортировки и хранения, наличием всех необходимых документов и сертификатов. Отсыревшие элементы можно высушить, поврежденные использовать нельзя.
Вся необходимая информация об электродах указана на упаковке. Выбирать рекомендуется сварочные стержни с наименьшим показателем ошлакования. Не меньшее значение имеет расход электрода. Показатель параметра тоже прописывается в маркировке. Следует учитывать, что значение может изменяться в большую сторону. Это зависит от назначения и качества свариваемых поверхностей.
Сварочные стержни приобретают согласно их назначению. Если применяемые электроды предназначены для другого типа сварки, результат проделанной работы будет некачественным, а его показатели безопасности резко снизятся. Учитывать необходимо и область применения сварочного аппарата.
Если инвертором пользуются в бытовых нуждах, электроды к ним подбирают диаметром от 2 до 4 мм. Чтобы «прихватить» металлические конструкции, подойдут электроды марок МР и АНО. Качество не будет вызывать никаких нареканий. Для сварки коммунальных развилок, к примеру, труб водоснабжения или отопления, необходимо использовать обеспечивающие надежность получаемого шва стержни УОНИ.
7 лучших сварочных электродов
Электроды для ручной сварки углеродистой и нержавеющей стали
Категории:
Лучшие электроды с рутиловым покрытием
Лучшие электроды с основным покрытием
Автор:
Дмитрий Вишнёв
Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен при использовании публикаций журналов «Сварка и диагностика», «Металлургический бюллетень» и других специализированных источников. В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.

Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе – рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным – можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах.
 При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Рейтинг лучших электродов для сварки
| Категория | Место | Наименование | Рейтинг |
|---|---|---|---|
| Лучшие электроды с рутиловым покрытием | 1 | ESAB-SVEL ОК 46. 00 00 | 9.6 / 10 |
| 2 | Lincoln Electric Omnia 46 | 9.5 / 10 | |
| 3 | ОЗС-12 (СпецЭлектрод, Москва) | 9.0 / 10 | |
| 4 | Ресанта МР-3 | 8. 7 / 10 7 / 10 | |
| Лучшие электроды с основным покрытием | 1 | Kobelco LB-52U | 9.5 / 10 |
| 2 | ОЗЛ-8 (ЛЭЗ) | 9.1 / 10 | |
| 3 | УОНИ 13/55 | 8. 9 / 10 9 / 10 |
Лучшие электроды с рутиловым покрытием
ESAB-SVEL ОК 46.00 | 9.6 Рейтинг Отзывы Пожалуй, это лучшие из доступных электродов такого типа. Особо радует, что они производятся у нас в стране – по сравнению с поделками СЭЗ или ЛЭЗ разница огромная. |
 Благодаря этому использование OK 46.00 при сварке тонкостенных деталей значительно упрощает работу даже профессиональному сварщику, не говоря уже о начинающих.
Благодаря этому использование OK 46.00 при сварке тонкостенных деталей значительно упрощает работу даже профессиональному сварщику, не говоря уже о начинающих.
Lincoln Electric Omnia 46 | 9.5 Рейтинг Отзывы Купив «для пробы», был сильно удивлен качеством недорогих, в общем-то, электродов: зажигаются как бенгальский огонь, горят ровно, не забивая шов шлаком. |

ОЗС-12 (СпецЭлектрод, Москва) | 9.0 Рейтинг Отзывы Лучше всего покупать их в маленьких пачках – так они меньше успевают отсыреть при хранении. Сухими дают приличный шов даже в руках «гаражных Кулибиных». |
 Шов при использовании этих электродов легко и ровно ведется, после остывания покрываясь легко отделяющейся корочкой шлака. Его прочность при этом не хуже, чем при использовании большинства типов распространенных рутиловых электродов, отсутствует склонность к растрескиванию или образованию крупных включений шлаков.
Шов при использовании этих электродов легко и ровно ведется, после остывания покрываясь легко отделяющейся корочкой шлака. Его прочность при этом не хуже, чем при использовании большинства типов распространенных рутиловых электродов, отсутствует склонность к растрескиванию или образованию крупных включений шлаков. Ресанта МР-3 | 8.7 Рейтинг Отзывы По-прежнему не могу назвать МР-3 лучшими из электродов для кого-то, кроме новичков, но в числе прочих «Ресанте» удалось выделиться и приятно удивить качеством. |
Лучшие электроды с основным покрытием
Kobelco LB-52U | 9.5 Рейтинг Отзывы Одни из лучших электродов для использования на стационарном посту, но при работе на выезде они не так удобны, особенно при ремонте трубопроводов – слишком быстро набирают влагу. |
 Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов. Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2.
Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов. Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2.
ОЗЛ-8 (ЛЭЗ) | 9.1 Рейтинг Отзывы Хотя это и не самые дорогие электроды по нержавейке, но работать ими вполне можно – шов ровный и прочный, не покрывающийся коррозией. |
 Допускается использование только на постоянном токе обратной полярности, короткой дугой.
Допускается использование только на постоянном токе обратной полярности, короткой дугой.
УОНИ 13/55 | 8.9 Рейтинг Отзывы Это не электроды для любителя, а инструмент для профессионала, способного управиться с «характером» УОНИ. Но они того стоят. |
 Их отличает не только высокая прочность шва, но и его стойкость к знакопеременным нагрузкам – постоянное циклическое воздействие сжатия и растяжения не приводит к быстрому образованию усталостных трещин. Основная заслуга в этом – материала обмазки: его напоминающий смолу расплав эффективно выводит из зоны сварки все шлаки, исключая появление в остывшем шве шлаковых язв – основных концентраторов напряжения. После остывания шлак приобретает характерный вид застывшего стекла, легко скалывается со шва.
Их отличает не только высокая прочность шва, но и его стойкость к знакопеременным нагрузкам – постоянное циклическое воздействие сжатия и растяжения не приводит к быстрому образованию усталостных трещин. Основная заслуга в этом – материала обмазки: его напоминающий смолу расплав эффективно выводит из зоны сварки все шлаки, исключая появление в остывшем шве шлаковых язв – основных концентраторов напряжения. После остывания шлак приобретает характерный вид застывшего стекла, легко скалывается со шва.
Правильный выбор электрода требует учитывать многие факторы. К примеру, при необходимости сварить сталь с высоким содержанием углерода многие сварщики посоветуют Вам электроды УОНИ – но не факт, что в неопытных руках из получится что-то хорошее. Вместе с тем более удобные в работе электроды наподобие ОЗС-12 позволят получить более качественный результат – но только до того момента, когда Вы не освоите сварку более сложными в работе типами электродов.
К примеру, при необходимости сварить сталь с высоким содержанием углерода многие сварщики посоветуют Вам электроды УОНИ – но не факт, что в неопытных руках из получится что-то хорошее. Вместе с тем более удобные в работе электроды наподобие ОЗС-12 позволят получить более качественный результат – но только до того момента, когда Вы не освоите сварку более сложными в работе типами электродов.
Нужно учитывать и условия хранения: держать в гараже большинство типов электродов с основным покрытием значит обречь себя на постоянный и длительный прожиг обмазки перед сваркой, которая сама может занимать буквально несколько минут, и рутиловые электроды в таком случае будут более предпочтительными, особенно типы с самой низкой температурой прокалки (ESAB OK 46.00, Omnia 46).
Оцените статью
4.3 / 5
Всего голосов — 77, рейтинг — 4. 3
3
Обновлено 29.01.2020
* обратите внимание, что достоверность сведений и результатов составления рейтингов
носит субъективный характер и не является рекламой
Комментарии
Сварочные электроды: какие лучше для инвертора?
Многие начинающие сварщики задаются вопросом о том, какие электроды для инвертора лучше выбрать. Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Такое оборудование обычно используется при дуговой сварке методом плавления. Инверторы отличаются неизменной стабильностью и показателями сварочного тока, что обеспечивает сверхпрочное соединение за счёт высокого качества шва. В роли одного из главных составляющих описываемой сварки выступает электрод. Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Какие электроды выбрать
Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
- Св-08Х3Г2СМ.
- Св-08ХН2ГМТА.
- СВ-08ХГСМФА.
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться суглеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО. Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной. Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.
Популярные виды электродов
Если вы не можете определиться с выбором, то следует обратить внимание на наиболее востребованные марки, они выглядят следующим образом:
- УОНИ–13/55.
- МР–3С; МР–3.
- АНО.
Первые популярны среди опытных мастеров. Эти стержни позволяют добиться качественного шва, что верно при низких температурах внешнего воздуха. При этом показатели плотности остаются оптимальными.
Решая вопрос о том, какие электроды лучше для инвертора, стоит обратить особое внимание на стержни МР–3С, которые применяются при необходимости выполнения шва с высокими требованиями по качеству. Эти электроды применяются для соединения элементов постоянным и переменным током обратной полярности.
Наиболее универсальной маркой является МР–3, с ее помощью можно соединить металлические заготовки с загрязнённой поверхностью, ржавые и влажные конструкции. Наиболее покупаемыми среди россиян являются АНО. Они не требуют предварительной прокалки, а зажечь их можно без особых усилий. В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
Выбор электродов для разных материалов
Перед тем как начинать работы, необходимо вспомнить о том, что изделия из разных материалов требуют определенных электродов. Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы всё ещё решаете вопрос о том, какие сварочные электроды лучше для инвертора выбрать, то следует обратить внимание на АНО–6. Они предназначены для изделий из малоуглеродистых сталей. В данном случае речь идет о стержнях с ильменитовым покрытием.
Малоуглеродистые стали свариваются ещё и АНО–4, которые имеют рутиловое покрытие. Разные марки чугуна можно соединить с помощью ОЗЧ–2. Приобретая электроды, вы должны поинтересоваться, имеют ли они эпидемиологические сертификаты, которые гарантируют качественную сварку. Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Для справки
Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Выбор электродов для аппарата «Ресанта»
Независимо от того, какая марка аппарата будет использоваться для сварки, электроды выбираются по вышеописанной схеме. Если перед вами встал вопрос о том, какие электроды лучше для инвертора «Ресанта 190» выбрать, то вы должны руководствоваться настройками силы тока и диаметром стержней. Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Какие электроды лучше для инвертора «Ресанта», интересует многих. Отвечая на этот вопрос, можно утверждать, что диаметр электрода подбирается, как было упомянуто выше, по толщине стали. Если она составляет 2 мм, то диаметр стержня может изменяться в пределах от 2 до 2,5 мм. При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
Дополнительные рекомендации
Выбирая самые лучшие электроды для сварки, вы можете столкнуться с необходимостью приобретения стержня для 13-миллиметровой заготовки. В данном случае диаметр электрода составит 5 мм. Именно такой параметр будет актуален и для заготовок более внушительной толщины. А вот что касается тока, то его выставляют в зависимости от диаметра электрода. Таким образом, из расчёта на 1 мм диаметра необходимо выставить 30 А. Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
В заключение
Если вы уже решили для себя, какие электроды лучше для инвертора «Ресанта 220ПН», учитывая вышеприведенные рекомендации, то должны помнить, что одинаковых и точных настроек на сегодняшний день не существует. Мастер методом ошибок и проб выставляет параметры тока самостоятельно. При больших токах вы должны быть готовы к тому, что сварочная ванна получается менее управляемой и более жидкой.
марки, выбор диаметра и силы тока
Процесс сварки довольно небезопасный, поэтому важно пользоваться качественным и проверенным оборудованием. Сварочный инвертор — современный и, возможно, один из лучших типов сварочных аппаратов. Простота работы с ними является одним из главных плюсов бытовых инверторов, получивших обоснованную и заслуженную любовь мастеров.
- Выбор сварочного аппарата
- Классификация электродов
- Известные марки
- Определение нужного диаметра
- Выбор необходимой силы тока
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.

- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока.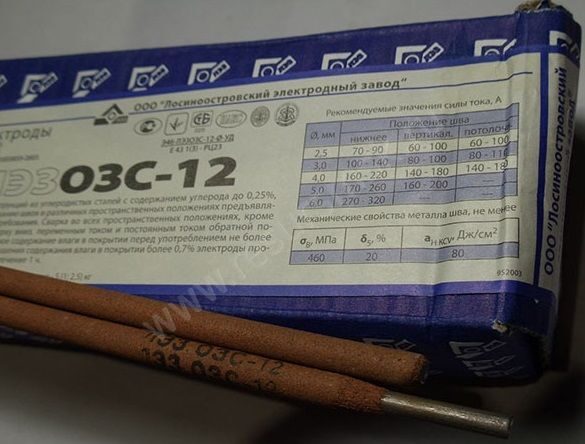 Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной.
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Известные марки
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
- МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
- ЦЛ-11 выбирают для сварки нержавейки и высоколегированной стали;
- ОЗАНА-1 — для соединения алюминиевых марок А0, А3; а ОЗАНА-2 — для сплавов АЛ4, АЛ9, АЛ11;
- Комсомолец-100 — для приварки меди и соединения меди и стали;
- ОЗЧ -2 применяют для сплавов чугуна.
Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная.
Возможны 2 варианта подключения полярности: прямая и обратная.
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе .
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Выбор необходимой силы тока
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом. Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
рейтинг лучших марок для нержавейки, алюминия и др.
В ходе выполнения ручной сварки с помощью инвертора используются специально изготовленные из металла или других материалов стержни, называемые сварочными электродами. По ним протекает постоянный или переменный ток, достаточный для доведения кромок свариваемых деталей до жидкого состояния. Они могут изготавливаться из тугоплавких материалов, вроде вольфрама, но абсолютное большинство рекомендуемых для инверторной сварки электродов имеют плавящийся сердечник. При необходимости их применяют для резки металла, но качество отверстий тогда остается невысоким.
Содержание
- 1 Классификация сварочных электродов плавящегося типа
- 2 Особенности изделий с различным покрытием
- 3 Выбор электрода по диаметру сердечника
- 4 Самые распространенные марки электродов и сфера их применения
- 4.1 МП-3
- 4.2 ОЗС-12
- 4.3 ОЗЧ-2
- 4.4 УОНИ 13/55
- 4.5 ОЗЛ-8
- 5 Заключение
Классификация сварочных электродов плавящегося типа
Перед началом работы электроды для сварки инвертором подбираются в соответствии с материалом свариваемых элементов. Поскольку металл, составляющий их основу, в процессе формирования шва заполняет пространство между деталями, для лучшего контакта с ними он должен иметь схожий компонентный состав и внутреннюю структуру. Поэтому существуют расходные материалы для сварки алюминия, меди, чугуна и прочих черных и цветных металлов.
Поскольку металл, составляющий их основу, в процессе формирования шва заполняет пространство между деталями, для лучшего контакта с ними он должен иметь схожий компонентный состав и внутреннюю структуру. Поэтому существуют расходные материалы для сварки алюминия, меди, чугуна и прочих черных и цветных металлов.
Самое большое распространение в строительстве и промышленном производстве получили стальные электроды, разделяемые ГОСТ на несколько групп:
- для углеродистых и низколегированных сталей;
- для легированных сплавов;
- для термостойких легированных сталей;
- для высоколегированных сплавов;
- для наплавления добавочных наружных слоев со специальными свойствами.
Каждое изделие имеет в своей основе длинный цилиндрический сердечник, окруженный с боков наружной обмазкой. Она нужна для защиты зоны сварки от вредного контакта с кислородом воздуха. По соотношению диаметров наружной оболочки и металлической сердцевины различают изделия с тонким, средним, толстым и особо толстым покрытием. Выделяют покрытия четырех главных типов:
Выделяют покрытия четырех главных типов:
- основное;
- целлюлозное;
- рутиловое;
- кислое.
Иногда применяются обмазки смешанного состава. Рассмотрим подробнее каждый тип.
Особенности изделий с различным покрытием
Электроды с кислой оболочкой АНО-2, СМ-5 технологичны, удобны в применении и подойдут даже для начинающих сварщиков.
Важно! Входящие в их состав окислы железа и марганца неблагоприятно сказываются на здоровье человека, поэтому применять их следует на открытых площадках или в условиях эффективной принудительной вентиляции.
Стержни с основной обмазкой УОНИ-13/45, ОЗС-2, ДСК-50 имеют в своем составе мелкую крошку натуральных пород: мрамора, кварцевого песка, плавикового шпата. Смесь закрепляется с помощью жидкого стекла, поэтому она не оказывает вредного воздействия на персонал. Шов, полученный с использованием таких расходных материалов, обладает высокой пластичностью. Они широко применяются при монтаже самых серьезных конструкций и прокладке трубопроводов, работающих под повышенным давлением.
Они широко применяются при монтаже самых серьезных конструкций и прокладке трубопроводов, работающих под повышенным давлением.
Рутиловые сварочные электроды для инвертора АНО-3, ОЗС-4, МР-4 в составе своей обмазки содержат безопасный рутил. Он дает небольшое количество шлака, который почти мгновенно застывает в виде тонкой пленки. Эти качества позволяют сваривать детали при любом положении стержня.
Изделия с целлюлозным покрытием ВСЦ-1, ОЗЦ-1 содержат органические соединения, ферросплавы и тальк. Они также дают качественный шов при самых разных направлениях сварки с любой стороны детали и дают хорошие результаты при соединении тонких листов. Единственный их недостаток – хрупкость шва.
Выбор электрода по диаметру сердечника
Важнейшей характеристикой электрода является диаметр — его следует подобрать в зависимости от толщины свариваемых листов. Он напрямую связан с требуемой величиной расходуемого инвертором тока. Чем толще глубина провара, тем более массивный нужен сердечник и выше устанавливается сила тока. В таблице ниже приведена взаимосвязь между диаметром электрода, толщиной металла и рекомендуемой силой тока для сваривания.
Чем толще глубина провара, тем более массивный нужен сердечник и выше устанавливается сила тока. В таблице ниже приведена взаимосвязь между диаметром электрода, толщиной металла и рекомендуемой силой тока для сваривания.
Самые ходовые размеры – это 3 и 4 мм. При прокладке толстостенных трубопроводов и монтаже крупных металлических сооружений применяют расходный материал 5 и более миллиметров. Для сварки тонкого металла лучше выбрать миниатюрную проволоку.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения. При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы. Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.

ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.

ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- возможность сварки чугуна – одного из самых капризных в обработке материалов.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Они высоко ценятся профессионалами за отличное качество шва, но требуют определенного времени на привыкание к работе ими.
Провар ведут постоянным током обратной полярности почти во всех положениях. Исключением является лишь вертикальный шов в направлении сверху вниз.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Заключение
Собираясь купить электроды для выполнения определенного вида работ, желательно внимательно ознакомиться с их техническими характеристиками и областью применения. Опытные сварщики стараются использовать минимальный набор марок, отдавая предпочтение тем или иным производителям, что снижает риск приобретения бракованной партии.
Опытные сварщики стараются использовать минимальный набор марок, отдавая предпочтение тем или иным производителям, что снижает риск приобретения бракованной партии.
Какие электроды лучше выбрать для сварки инвертором
Инверторы для сварки за последнее время стали более популярными, чем стандартные трансформаторы. Это связано с тем, что их стоимость является относительно низкой, а эксплуатация достаточно проста и не затратна. С их помощью можно достаточно быстро сварить требуемую конструкцию, без длительных этапов подготовки. Сварка алюминия инвертором, а также прочих металлов обладает достаточно высоким качеством исполнения. Соединение деталей осуществляется при помощи плавления. Многие не знают, как подобрать электроды для сварки инвертором, хотя этот процесс не так и сложен, но выбор имеет достаточно большую ответственность. Одной из характеристик инвертора является стабильность показаний параметров сварочного тока, так что на шов не воздействуют практически ни какие негативные факторы.
Электроды для инверторной сварки
В состав инвертора входит система управления, преобразователь частоты, выпрямитель, трансформатор высоких частот, фильтр и другие дополнительные вещи, которые повышают качество и удобство проведения сварки. Таким образом, лучшие электроды для инверторной сварки дадут отличный результат соединения. Сварочные электроды должны быть не только высокого качества изготовления, но и отлично подходить к тому металлу, для сваривания которого он были выбраны.
Критерии, по которым необходимо подбирать электроды для инвертора
Каждый специалист знает, что единственного варианта, которых подходит для всех случаев, не существует, поэтому, чтобы осуществить выбор электродов для сварки инвертором требуется опираться на некоторые основные характеристики. Одной из них является материал изготовления. Созданный шов в любом случае будет самым слабым местом на сваренном изделии. Чем больше металл наплавочного электрода будет отличаться от основного, тем меньше будет крепость соединения. Таким образом, следует смотреть, чтобы состав расходных материалов совпадал с основным металлом. В особенности это касается соединения цветных металлов, так как они очень сложны в сваривании и для них требуются не только особые режимы, но и дополнительные приспособления.
Таким образом, следует смотреть, чтобы состав расходных материалов совпадал с основным металлом. В особенности это касается соединения цветных металлов, так как они очень сложны в сваривании и для них требуются не только особые режимы, но и дополнительные приспособления.
Следующим критерием при выборе, какими электродами лучше варить инвертором, является диаметр стержня. Большая толщина позволяет проваривать металл на большую глубину, если мощность аппарата позволяет. Если вам требуется подобрать материалы для домашнего инвертора, то редко какая модель поддерживает более 3 мм электродов, так что выбор следует делать именно в этом диапазоне. В профессиональной промышленной технике таких ограничений нет, поэтому, можно останавливаться на любой удобной толщине, которая подходит для размера заготовки. Для вертикальных и потолочных положений сварки особо толстые изделия также не подходят, так как в режимах часто встречаются ограничения на модели в 5 и 6 мм, поэтому, здесь подойдут максимум 4 мм электроды. При нижнем положении толщина стержня не должна превышать толщину свариваемого изделия более чем на 1 мм.
При нижнем положении толщина стержня не должна превышать толщину свариваемого изделия более чем на 1 мм.
Следующим критерием, как выбрать электроды для инвертора, является род тока, для которого они предназначены. Современные модели аппаратов зачастую имеют все необходимые дополнительные вещи, чтобы подстроиться под любой режим подачи электричества, будь то переменный или постоянный ток заданной полярности. Но электроды заданы только для определенного диапазона работы, поэтому, их следует выбирать под свой аппарат, чтобы они смогли наилучшим образом проявить свои качества. Многие из них служат как для постоянного, так и для переменного тока, но разница состоит в холостом ходу инвертора, под который рассчитана та или иная марка.
Покрытие электродов для сварки также является немаловажным критерием. Есть несколько основных разновидностей, которые помогают преодолеть негативное влияние ржавчины на поверхности, или придают шву дополнительную защиту от водорода, так что его потом не требуется прогревать. Также материалы в обмазке могут придать соединению большую пластичность, поэтому, при ответственной сварке это выступит весомым фактором.
Также материалы в обмазке могут придать соединению большую пластичность, поэтому, при ответственной сварке это выступит весомым фактором.
Подходящие марки
Решая вопрос, какие электроды выбрать для сварки инвертором, можно глянуть на статистику, которая покажет самые популярные варианты. Среди них имеются:
- УОНИ-13 55 – они больше подходят для сварщиков с опытом. Они служат для создания плотного шва, который обладает высокой прочностью. Они могут использоваться даже при низких температурах.
Электроды для сварки инвертором марки УОНИ-13 55
- МР-3С – могут стать незаменимым решением в тех случаях, когда к шву выдвигаются высокие требования по качеству. Они подходят для работы постоянным током на обратной полярности и для переменного тока.
Электроды для сварки инвертором марки МР-3С
МР-3 – является универсальной маркой, так как стержень подходит для большинства требуемых операций. Их можно применять в любых условиях, даже если поверхность металла чем-то загрязнена, в том числе и имеет ржавчину.
 Они хорошо противодействуют влаге и защищают шов от попадания водорода.
Они хорошо противодействуют влаге и защищают шов от попадания водорода.
Электроды для сварки инвертором марки МР-3
- АНО – серия состоит из нескольких марок, но в целом является самой популярной в использовании. Их преимущество состоит в том, что электроды не нужно предварительно прокалывать. Дуга хорошо зажигается как в первый, так и в последующие разы. Качество шва получается достаточно высоким. Подходит для работы новичкам.
Электроды для сварки инвертором марки АНО
Особенности выбора электрода для инвертора в зависимости от режимов свариваемого металла
Задаваясь вопросом, как выбрать электроды для инверторной сварки, следует в первую очередь узнать, что именно придется сваривать. При подборе расходного материала для сталей, следует узнать их состав. Здесь очень важным моментом является уровень их легирования, какие дополнительные элементы входят туда и в каких количествах. Дело в том, что если происходит сварка нержавейки, то после самого процесса, когда сделан неправильный выбор, то сама нержавеющая сталь утрачивает свои антикоррозионные свойства и на месте шва со временем может появляться ржавчина. Чтобы этого не происходило, требуется выбирать электроды, которые будут компенсировать температурные утраты.
Чтобы этого не происходило, требуется выбирать электроды, которые будут компенсировать температурные утраты.
Электроды для сварки нержавейки инвертором
Подобные схемы действуют и со сталями с высоким содержанием углерода. Если же в металле наоборот, низкий уровень углерода, то требуется обеспечить дополнительную защиту, чтобы в шов не попал данный элемент, иначе все соединение станет достаточно хрупким. Для работы с чугуном следует использовать специальные расходные материалы, которые направлены именно на этот металл, иначе есть большой риск образования брака.
Каждый из металлов имеет свои особенности в режиме сваривания, из-за разницы в температуре плавления и свойств текучести. Если электроды подбираются из того же состава, то больших проблем с применением не должно быть, так как достаточно лишь выставить указанные параметры, которые подходят для нужного положения и начинать работу. Таким образом, рассматривая какие электроды лучше для инвертора, следует учитывать вышеперечисленные факторы
Таким образом, рассматривая какие электроды лучше для инвертора, следует учитывать вышеперечисленные факторы
Основные режимы и нюансы применения
Выбрав, какие электроды лучше для инверторного сварочного аппарата, следует ознакомиться с режимами их применения. Здесь приведены параметр тока для всех положений у самых распространенных моделей:
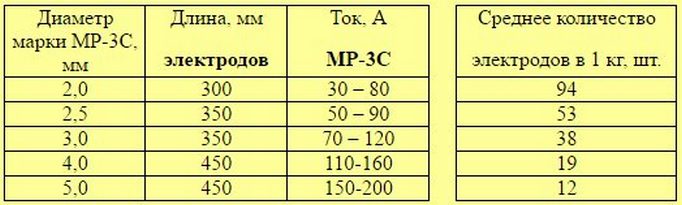
- МР-3С
| Величина диаметра, мм | Сила тока, А | Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
- АНО-21
| Величина диаметра, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 2 | 50…90 | 50…70 | 70…90 |
| 2,5 | 60…110 | 60…90 | 80…100 |
| 3 | 90…140 | 80…100 | 100…130 |
- МР-3
| Диаметр электрода, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 3 | 100…140 | 80…100 | 80…110 |
| 4 | 160…220 | 140…180 | 140…180 |
| 5 | 180…260 | 160…200 | – |
- УОНИ-13 55
| Величина диаметра, мм | Положение | ||
| Нижний шов | Вертикальный шов | Потолочный шов | |
| 2 | 40…60 | 40…65 | 40…70 |
2. 5 5 | 70…85 | 60…75 | 60…80 |
| 3 | 80…95 | 70…90 | 70…90 |
| 4 | 130…150 | 130…140 | 130…140 |
| 5 | 180…210 | 160…180 | |
| 6 | 210…290 | ||
Правильный выбор вольфрама
Но это уже не так, поскольку сварочная промышленность перешла на использование инверторных машин переменного тока GTAW, которые включают технологию прямоугольной волны.
Выбор правильного вольфрама становится все более важным вопросом с инверторной технологией, чтобы максимизировать ее преимущества. В прошлом чистый вольфрам был лучшим выбором для GTAW переменного тока, но сегодня отраслевые эксперты рекомендуют редкоземельные вольфрамы вместо чистого вольфрама при использовании источника питания инверторного типа.
Технология прямоугольной волны: основы
Технология прямоугольной волны обеспечивает улучшенный запуск дуги, более стабильную дугу и контроль баланса. С контролем баланса оператор может изменять продолжительность полупериода переменного тока, регулируя отрицательный электрод (EN) от 45 до 68 процентов. На ранних сварочных аппаратах частота была зафиксирована на уровне 60 герц, как и основная мощность.
С контролем баланса оператор может изменять продолжительность полупериода переменного тока, регулируя отрицательный электрод (EN) от 45 до 68 процентов. На ранних сварочных аппаратах частота была зафиксирована на уровне 60 герц, как и основная мощность.
Сегодняшние инверторные машины переменного тока GTAW увеличили свою скорость, расширив контроль баланса переменного тока с 30 до 99 процентов EN, а также их возможность регулировать выходную частоту сварки переменным током в диапазоне от 20 до 250 Гц.
Инверторный сварочный аппарат AC GTAW подходит для сварки алюминия, поскольку он позволяет точно настроить профиль сварного шва, контролируя форму конуса дуги и силу дуги за счет улучшенного баланса и контроля частоты, обеспечивая улучшенное управление направлением.
Регулятор частоты переменного тока можно представить как регулируемое сопло на пожарном шланге: оно изменяет форму и силу потока воды — или, в данном случае, сварочного тока — от широкого веера к более сфокусированному потоку. Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом.
Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом.
До тех пор, пока не была разработана передовая технология прямоугольной волны, сварщики использовали чистый вольфрам для применений переменного тока, потому что он образовывал гладкий шар. Редкоземельные вольфрамовые электроды, хотя и подходят для отрицательных электродов постоянного тока (DCEN), имеют тенденцию образовывать небольшие конкреции, а не гладкие шарики при использовании в обычных приложениях.
Сварка переменным током отличается от сварки постоянным током (см. Рисунок 1 ). При сварке переменным током, поскольку ток чередуется между рабочим и вольфрамовым электродом, больше тепла направляется на электрод, чем при DCEN. Это проблема, потому что редкоземельные вольфрамовые электроды начинают трескаться и раскалываться под воздействием тепла обычной сварки переменным током, а электричество или дуга излучаются под разными углами. Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
Несмотря на то, что чистый вольфрам обладает необходимыми свойствами скатывания для обычного GTAW на переменном токе, он плохо выдерживает нагрев. Редкоземельные элементы — торий, церий и лантан — добавляются к вольфраму для увеличения его пропускной способности по току, что позволяет ему выдерживать большее количество тепла и сохранять точку.
| Рисунок 2 Обратите внимание на различия между этими вольфрамовыми наконечниками (слева направо): заостренные, усеченные и скругленные. Усеченная точка предпочтительнее, потому что она обеспечивает узкую сфокусированную дугу. |
Использование редкоземельного вольфрама имеет смысл с инверторной технологией, поскольку инверторы отводят больше тепла от вольфрама. Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.
Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.
Для сварки переменным током с инвертором GTAW вольфрам должен быть подготовлен так же, как и для сварки DCEN. Как только дуга установится, форма электрода будет определяться балансом переменного тока и частотой переменного тока. Чем выше процент и частота EN, тем острее останется точка. Тем не менее, кончик электрода может слегка скругляться, сохраняя при этом большую часть конусности (см. Рисунок 2 ).
Конечно, если в вашей процедуре сварки используется чистый вольфрам, инверторы с расширенным контролем баланса и регулировкой частоты переменного тока могут концентрировать тепло на сварном шве, а не на электроде. Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию.
Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию.
| Рис 3 Большинство экспертов рекомендуют электроды с церием и лантана для сварки как на переменном, так и на постоянном токе из-за их производительности и отсутствия радиации. Испытания показали, что цериевые и лантансодержащие электроды по своим сварочным свойствам не уступают торированным электродам и могут применяться практически для любых сварочных работ. Следует помнить, что не все марки электродов созданы одинаково. Качественный электрод имеет равномерное распределение оксида в вольфрамовой матрице. Мелко и равномерно распределенные оксиды положительно влияют на такие сварочные свойства, как стабильность дуги, характер воспламенения, расход и срок службы. Рисунок 4 |
Различия существуют даже среди редкоземельных вольфрамов (см.0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
Если для металла, который вы свариваете, требуется инвертор, один вольфрамовый электрод может работать почти во всех случаях. Если вы свариваете алюминий или магний инвертором переменного тока и используете неподходящий вольфрам, вы не получите максимальных преимуществ от передовой технологии прямоугольной волны. Использование подходящего вольфрамового электрода — это первый шаг к получению всех преимуществ инверторной технологии.
Брент Уильямс — менеджер по продукции TIG Solutions в Miller Electric Mfg. Co., 1635 W. Spencer St., P.O. Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com.
Как выбрать лучший вольфрам для сварки TIG на переменном токе. Производительность Racing Industry
Максимальное использование преимуществ инверторной технологии при сварке TIG на переменном токе зависит от многих факторов. Особенно важным является выбор правильного вольфрама для оборудования и области применения.
Особенно важным является выбор правильного вольфрама для оборудования и области применения.
В прошлом чистый вольфрам считался единственным выбором для сварки ВИГ таких материалов, как алюминий, магний или другие сплавы, для которых требуется дуга переменного тока.
Но инверторная технология в современных аппаратах для сварки TIG на переменном токе предоставила больше возможностей. Чистый вольфрам больше не рекомендуется. Современные легированные вольфрамовые электроды, часто называемые редкоземельными вольфрамами, содержат такие элементы, как церий или лантан, и превосходят традиционный чистый вольфрам, помогая оптимизировать качество и производительность.
ПРЕИМУЩЕСТВА TIG-ИНВЕРТОРОВ
Промышленность перешла на инверторные аппараты для сварки TIG на переменном токе, в которых используется передовая технология прямоугольных импульсов для улучшения качества сварки, увеличения скорости перемещения и снижения эксплуатационных расходов.
Компания Miller Electric Mfg. LLC запатентовала выход переменного тока прямоугольной формы и регулируемую функцию контроля баланса в 1970-х годах. Эта технология позволила перейти через диапазон нулевой силы тока быстрее, чем обычная синусоидальная волна, улучшив запуск дуги и создав более стабильную дугу.
Сегодня технология инвертора переменного тока TIG следующего поколения обеспечивает больше преимуществ в дополнение к синусоидальной форме волны.
ТРИ (3) РАСШИРЕННЫЕ ВОЗМОЖНОСТИ ДЛЯ ПРЯМОУГОЛЬНЫХ СИГНАЛОВ:
1. Инвертор TIG переменного тока в сварочном аппарате Miller® Dynasty® создает ровную и стабильную дугу, поскольку прямоугольный импульс проходит через нулевую точку в тысячи раз быстрее, чем на основе выпрямителя. сварщик. Эти сварочные аппараты имеют настолько быстрые инверторы, что встроенные высокочастотные возможности используются только для зажигания дуги — больше не требуется непрерывная работа при сварке алюминия. Эти инверторные машины также предлагают пусковые функции Lift-Arc™, исключающие использование высокой частоты как на постоянном, так и на переменном токе.
2. Сварочные аппараты с инвертором расширяют контроль отрицательного баланса электродов (EN). Сварочные аппараты Dynasty позволяют операторам точно настраивать время продолжительности от 50 до 99 процентов. Увеличение продолжительности EN-части цикла может помочь добиться большего проникновения. Это также способствует более узкому сварному шву и увеличению скорости перемещения до 20 процентов. Кроме того, он снижает нагрев вольфрама, что позволяет использовать вольфрам меньшего диаметра для сварки меньших или более тонких деталей.
3. Сварочные аппараты с инвертором позволяют операторам регулировать выходную частоту сварки (не путать с высокой частотой для зажигания дуги) от 20 до 400 Гц в случае усовершенствованных моделей Dynasty. Выходная частота обычных сварочных аппаратов зафиксирована на уровне 60 герц. Нижний частотный диапазон создает более широкий конус дуги, расширяя профиль валика, что отлично подходит для наплавки. Увеличение частоты, особенно выше 100 Гц, приводит к более узкому и сфокусированному конусу дуги. Этот точечный контроль направляет больше тепла в сварной шов для лучшего провара и более узкого валика, что помогает при сварке в углах, корневых и угловых швах или везде, где требуется точная сварка.
Этот точечный контроль направляет больше тепла в сварной шов для лучшего провара и более узкого валика, что помогает при сварке в углах, корневых и угловых швах или везде, где требуется точная сварка.
Инвертор переменного тока TIG идеально подходит для сварки алюминия, поскольку он позволяет сварщикам точно настраивать профиль сварочного валика, контролируя форму конуса дуги и усилие дуги за счет улучшенного баланса и контроля частоты. Это позволяет операторам изменять форму и силу сварочного тока с широкого веера на более сфокусированный поток. Чтобы получить более мягкую и широкую дугу, сварщики могут снизить частоту переменного тока. Для более мощной дуги сварщики могут увеличить частоту. Чистый эффект заключается в том, что усовершенствованная технология прямоугольных импульсов обеспечивает лучший контроль профиля борта. Обратите внимание, что частота переменного тока в основном влияет на ширину дуги и проплавление, в то время как контроль баланса влияет на очищающее действие и срок службы/геометрию вольфрама.
В то время как чистый вольфрам традиционно лучше выдерживает нагрев, поскольку он скругляется, а не образует небольшие узелки, он больше не является идеальным решением для сварки TIG на переменном токе. Характеристики чистого вольфрама в сочетании со сваркой на переменном токе приводят к тому, что вольфрам сжимается, образуя более широкий конус дуги и возможное блуждание дуги. Когда шарик из чистого вольфрама становится больше, чем внешний диаметр вольфрама, он может нагреться настолько, что вольфрам расколется или выпадет и загрязнит сварочную ванну.
Редкоземельный вольфрам сохраняет остроту и не слипается, как чистый вольфрам. Кроме того, такие технологии, как улучшенный контроль баланса и выходная частота, отводят больше тепла от вольфрама, чтобы свести к минимуму образование конкреций, что делает редкоземельный вольфрам лучшим вариантом для сварки TIG на переменном токе.
ВЫБОР РЕДКОЗЕМЕЛЬНОГО ВОЛЬФРАМА
При выборе редкоземельного вольфрама для сварки TIG рекомендуемые варианты: 2% церия, 2% лантана или 1,5% лантана. Вольфрам, содержащий церий и лантан, лучше выдерживает сварку TIG на переменном токе, чем вольфрам с 2%-ным содержанием тория.
Вольфрам, содержащий церий и лантан, лучше выдерживает сварку TIG на переменном токе, чем вольфрам с 2%-ным содержанием тория.
В то время как торированный вольфрам остается наиболее распространенным в сварке TIG на постоянном токе, из-за опасений по поводу излучения большинство экспертов настоятельно рекомендуют электроды с церием или лантана для сварки TIG на переменном и постоянном токе. Испытания показали, что цериевые и лантансодержащие электроды не уступают торированным электродам или даже превосходят их по сварочным свойствам.
Еще одним преимуществом выбора вольфрама из редкоземельных элементов в сочетании с передовой технологией прямоугольной формы является возможность использования вольфрама меньшего размера, что обеспечивает больший контроль и более сфокусированную дугу.
Не все электроды одинаковы. Обязательно выбирайте качественный электрод с равномерным распределением оксида в вольфрамовой матрице. Это улучшает сварочные свойства, такие как стабильность дуги, поведение при воспламенении, расход и срок службы.
ОБЩИЕ ВОПРОСЫ ПРИ ВЫБОРЕ ВОЛЬФРАМА
- Какой металл сваривается?
- Требуется ли мощность для сварки на переменном или постоянном токе?
- Является ли источник сварочного тока традиционным или основанным на инверторе с расширенным контролем баланса и регулируемой выходной частотой?
- Какой диапазон силы тока необходим?
- Электрод какого диаметра нужен и как его затачивать?
Также рекомендуется свериться с таблицей выбора вольфрама.
МАКСИМАЛЬНО ПОЛУЧИТЕ ПРЕИМУЩЕСТВА ИНВЕРТОРНОЙ ТЕХНОЛОГИИ
При сварке алюминия или магния инверторным сварочным аппаратом TIG на переменном токе неподходящий вольфрам может свести на нет преимущества передовой технологии прямоугольной волны. Правильный выбор вольфрама для сварочного аппарата TIG на базе инвертора может значительно повысить производительность и, в конечном счете, итоговую прибыль благодаря увеличению скорости перемещения, уменьшению расхода газа и вольфрама, более быстрому запуску сварочной ванны, сокращению времени отделки после сварки и устранению блуждания дуги.
Лучший стержень для инвертора?
29.08.2015
#1
Лучшая штанга для инвертора?
Общий вопрос…
У меня есть сварочный аппарат Everlast Powerarc 140 и много лома 3/16-дюймового уголка, с которым можно поиграться. Итак, мой вопрос к форуму: какой электрод лучше всего использовать для сварки инвертором Сварщик постоянного тока? Я довольно прилично работаю с флюсовым сердечником, поэтому я знаю основы подготовки металла, такие как шлифование ржавчины и снятие фаски с краев при соединении любых двух деталей, а также уверен, что я хорошо отношусь к своей работе. это сказало
это сказало1. С каким шрифтом новичку легче всего учиться? (6010, 6011, 6013, 7014 и т. д.) Под самым простым я подразумеваю зажигание дуги и поддержание ее горения, не привязываясь к своей работе.
2. Какой тип стержня на самом деле обеспечивает лучшее проплавление, даже если не так просто зажечь и сохранить дугу?
3. Я использую 110 В (220 В недоступно), поэтому машина имеет рабочий цикл 35% при 100 ампер. Понадобится ли мне это так сильно для уголка 3/16?
4. Вероятно, я использую электроды 3/32 дюйма. Я дешев, поэтому я полагаю, что могу получить больше стержней на фунт с 3/32 против 1/8. Кроме того, я не знаю, сможет ли эта маленькая машина протолкнуть 1/8″ стержень очень хорошо.
5. Самое главное, Я НЕ СТРОИТ НИЧЕГО СТРУКТУРНОГО. Я буду просто складывать бусины друг на друга, а затем, в конце концов, сваривать кусочки вместе, если смогу научиться сварке палочкой.
Я знаю, что вопросов много, но я просто пытаюсь подготовиться заранее.
Обучение сварке по одной дуге за раз.

Ответить с цитатой
08-29-2015
#2
Re: Лучшая штанга для инвертора?
7014 — это самое простое удилище, которое вы найдете для запуска. 6010 и 6011 дадут вам наибольшее проникновение.
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
29.
 08.2015
08.2015#3
Re: Лучшая штанга для инвертора?
Первоначально отправлено CEP
7014 — это самое простое удилище, которое вы найдете для запуска. 6010 и 6011 дадут вам наибольшее проникновение.
Будут ли стержни 7014 поглощать много влаги? В Хьюстоне всегда жарко и влажно. Я вижу, что профессионалы хранят сварочные прутки в печах, потребуется ли это для 7014?
Как насчет 6013, я читал, что некоторые школы сварщиков начинают учить их из-за простоты сварки и легкости удаления шлака. Просто спрашиваю, потому что я абсолютно НИЧЕГО не знаю, когда дело доходит до выбора подходящего сварочного электрода.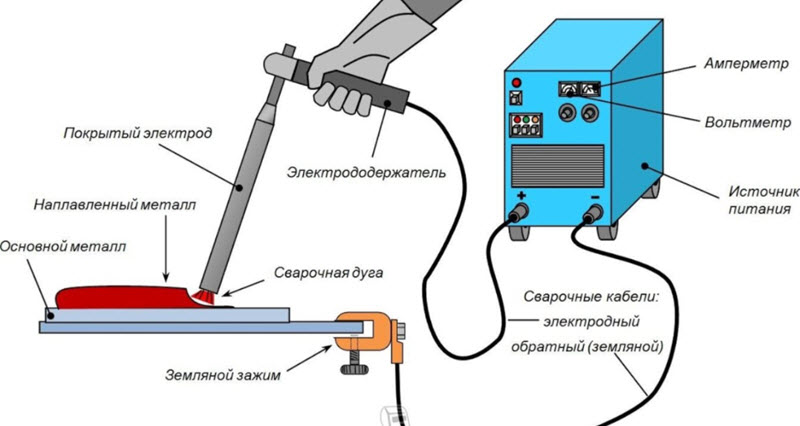
Обучение сварке по одной дуге за раз.
Ответить с цитатой
29.08.2015
#4
Re: Лучшая штанга для инвертора?
7014 не требуется хранить в духовке. Если вы работаете над кодом с 7018, он должен быть в духовке. 7014 так же легко запускать, как и 6013.
Вот сварной шов 7014, который я сделал.Прикрепленные изображения
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Шпульный пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
29.
 08.2015
08.2015#5
Re: Лучшая штанга для инвертора?
6010 может плохо работать на этой машине, особенно в режиме хлыста и паузы. Небольшие инверторы обычно не будут хорошо работать с 6010, даже если это стержень с номиналом постоянного тока. То, как настраивается напряжение на небольших инверторах, просто не предназначено для работы с 6010. Обычно это один из компромиссов, на который они идут, чтобы сэкономить деньги.
100 ампер примерно в среднем диапазоне для большинства стержней 3/2 дюйма. Однако многие небольшие машины с питанием 110 В не будут давать максимальную выходную мощность, если у вас нет схемы больше 20 ампер.
 Как правило, чтобы максимизировать эти машины, мелкий шрифт говорит вам 30 ампер мощности 110 В, что не то, что вы обычно получаете в большинстве домов.Они также хотят выделенную цепь на 20 А. Большинство бытовых цепей имеют более одной розетки на них, а в старых домах цепи могут быть только на 15 ампер, а не на 20 , даже для розеток. Все это снижает выходную мощность, которую выдает ваша машина. Упадите ниже 80 ампер на выходе, и вы можете даже не получить 3/32-дюймовые стержни, чтобы хорошо работать, кроме 6011, которые обычно работают при более низких амперах. Добавьте удлинитель, особенно длинного, и мощность, доступная для машины, упадет еще больше.
Как правило, чтобы максимизировать эти машины, мелкий шрифт говорит вам 30 ампер мощности 110 В, что не то, что вы обычно получаете в большинстве домов.Они также хотят выделенную цепь на 20 А. Большинство бытовых цепей имеют более одной розетки на них, а в старых домах цепи могут быть только на 15 ампер, а не на 20 , даже для розеток. Все это снижает выходную мощность, которую выдает ваша машина. Упадите ниже 80 ампер на выходе, и вы можете даже не получить 3/32-дюймовые стержни, чтобы хорошо работать, кроме 6011, которые обычно работают при более низких амперах. Добавьте удлинитель, особенно длинного, и мощность, доступная для машины, упадет еще больше..
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
08-29-2015
#6
Re: Лучшая штанга для инвертора?
Я бы посоветовал попробовать понемногу из каждого, 6013 и 7014.
 Думаю, плавность 7014 вам понравится больше.
Думаю, плавность 7014 вам понравится больше.Как заявляет DSW, питание представляет собой определенную 30-амперную выделенную цепь и не требует удлинителя для оптимальной выходной мощности. Это будет работать, но на меньшем количестве, однако я уверен, что вы будете сбрасывать выключатели.
Ответить с цитатой
08-29-2015
#7
Re: Лучшая штанга для инвертора?
Избегайте 6010, используйте 6011.
 В основном те же характеристики езды.
В основном те же характеристики езды.Продажа Tiger: Дистрибьютор AHP r www.tigersalesco.com
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250Ответить с цитатой
29.08.2015
#8
Re: Лучшая штанга для инвертора?
Первоначально Послано CEP
7014 не требуется хранить в духовке.
 Если вы работаете над кодом с 7018, он должен быть в духовке. 7014 ни в чем не уступает 6013.
Если вы работаете над кодом с 7018, он должен быть в духовке. 7014 ни в чем не уступает 6013.
Вот сварной шов 7014, который я сделал.Я думаю, что некоторые из ваших прошлых цитат о 7014 были «кто это сделал, это до дури просто» «детская забава бежать»
Я склонен согласиться — мне это нравится и на AC
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
08-29-2015
#9
Re: Лучшая штанга для инвертора?
Спасибо, парни.
 Цените совет. Думаю, я пойду в Tractor Supply и куплю несколько разных типов удилищ. У них также есть несколько электродов диаметром 1/16 дюйма, но они кажутся такими маленькими!
Цените совет. Думаю, я пойду в Tractor Supply и куплю несколько разных типов удилищ. У них также есть несколько электродов диаметром 1/16 дюйма, но они кажутся такими маленькими!
Между прочим, мой удлинитель, который я использую для своего хэндлера Хобарта, я сделал сам. Я купил 15 футов провода 10 калибра и сделал свой собственный. Удлинитель Мне не нужно много, достаточно, чтобы отойти от стены достаточно, чтобы было немного места для работы.Обучение сварке по одной дуге за раз.
Ответить с цитатой
30.08.2015
#10
Re: Лучшая штанга для инвертора?
Я тоже советую 7014, хотя немного 6011 для сварки действительно неприятных вещей не помешает.
 Избегайте поставки трактора и обратитесь к местному дистрибьютору сварочных материалов. Там, где вы живете, у них должно быть много дистрибьюторов. У них будут более свежие удилища и, вероятно, лучший выбор. Блин, мой даже время от времени дает мне бесплатные образцы. Если вы не можете туда добраться, то Hobart в TSC подойдет, но вы можете переплачивать или не получать самые свежие сварочные электроды. 3/32″ будет работать на этом устройстве. И мы улучшили его, чтобы вы могли заставить 3/32 работать на 120В.
Избегайте поставки трактора и обратитесь к местному дистрибьютору сварочных материалов. Там, где вы живете, у них должно быть много дистрибьюторов. У них будут более свежие удилища и, вероятно, лучший выбор. Блин, мой даже время от времени дает мне бесплатные образцы. Если вы не можете туда добраться, то Hobart в TSC подойдет, но вы можете переплачивать или не получать самые свежие сварочные электроды. 3/32″ будет работать на этом устройстве. И мы улучшили его, чтобы вы могли заставить 3/32 работать на 120В.Эсаб Мигмастер 250
Линкольн СА 200
Линкольн Рейнджер 8
Установка Smith Oxy Fuel
Everlast PowerPlasma 80
Everlast Power iMIG 160
Everlast Power iMIG 205
Everlast Power iMIG 140E
Эверласт PowerARC 300
Everlast PowerARC 140ST
Everlast PowerTIG 255EXTОтветить с цитатой
30.
 08.2015
08.2015#11
Re: Лучшая штанга для инвертора?
@Lugweld
Я сказал «Поставка тракторов» только потому, что это примерно в миле от моего дома. Местные сварочные мастерские, о которых я знаю, находятся достаточно далеко, и мне пришлось бы бороться с пробками, чтобы добраться туда. Поверьте мне, когда я говорю, что здесь, в Хьюстоне, люди планируют весь свой день, избегая пробок, ЭТО УЖАСНО. Кажется, что все 2 миллиона человек хотят выехать на дорогу одновременно, и все, что для этого нужно, — это один идиот-водитель, создавший аварию, чтобы перекрыть проезжую часть. 15-минутная поездка может превратиться в 1-1,5-часовой кошмар.
Я поищу в гугле тот, который ближе.
Спасибо за совет.Обучение сварке по одной дуге за раз.
Ответить с цитатой
30.08.2015
#12
Re: Лучшая штанга для инвертора?
6011 был бы лучшим для новичка, чтобы сначала изучить с /
Ответить с цитатой
30.
 08.2015
08.2015№13
Re: Лучшая штанга для инвертора?
Первоначально Послано 123weld
6011 был бы лучшим для новичка, чтобы сначала изучить с
Да, получить 6011C с белым покрытием. Он работает лучше всего из-за дополнительных стабилизаторов дуги, которые они добавляют для жужжащих коробок с низким OCV. Действительно гладко на постоянном токе. Я использую немало средств для ремонта ржавого оцинкованного ирригационного оборудования.
Последний раз редактировалось 12V71; 30.08.2015 в 14:20.
Причина: сп
Ответить с цитатой
30.08.2015
№14
Re: Лучшая штанга для инвертора?
Мы тут как в лесу. Нигде в местных магазинах не продается 7014. Я много работал с 6013. В местном масштабе чаще использовал 1109. Он хорошо работал с большим количеством брызг и немного большей текстурой в валике сварного шва. Позже я узнал, что они работали с объемными томами 6011, читая с флешки вверх ногами.
 Очень тонкий материал, который я бы сейчас использовал 6013. Он преднамеренно избегает глубокого проникновения.
Очень тонкий материал, который я бы сейчас использовал 6013. Он преднамеренно избегает глубокого проникновения.Оптимист обычно ошибается, а когда случается непредвиденное, оказывается неподготовленным. Пессимист обычно прав, когда ошибается, в восторге и хорошо подготовлен.
Ответить с цитатой
30.08.2015
№15
Re: Лучшая штанга для инвертора?
Ответ всех остальных также был правильным, потому что он спрашивал, что проще всего, что лучше для машины, что изучать? , естественно несколько ответов
Ответить с цитатой
30.
 08.2015
08.2015№16
Re: Лучшая штанга для инвертора?
Вот что я нашел:
Tractor Supply имеет довольно хорошие цены. Hobart 6013 и 7014 29,99 за 10 фунтов. Северный имеет их по 24,99 за 10 фунтов. НО я обязательно посещу свой местный магазин. Я верю в то, что эти ребята должны оставаться в деле, чтобы они могли помочь вам с любыми проблемами или вопросами. Я делаю то же самое для своих местных оружейных магазинов, а не для Бада.
На веб-сайте Hobart http://www.hobartbrothers.com/produc…lectrodes.html указан диапазон для 3/32″ 6013 при 40–80 ампер, где 70 — оптимальное значение, и 3/32″ 7014 при 70 ампер.
 -90 ампер с 80-м оптимальным значением. Таким образом, Powerarc 140 должен работать от 110 В (надеюсь).
-90 ампер с 80-м оптимальным значением. Таким образом, Powerarc 140 должен работать от 110 В (надеюсь).Форумы по сварке мало чем отличаются от форумов по оружию. Здесь есть очень знающие люди, которые не против поделиться, и у каждого есть любимый. (Я сам глок)
Я ценю всю помощь и предложения. Я думаю, пришло время «какануть или слезть с горшка», пойти и купить удилища и начать делать искры!
Спасибо, ребята!
Учимся сваривать по одной дуге за раз.
Ответить с цитатой
30.08.2015
# 17
Re: Лучшая штанга для инвертора?
Первоначально Послано 12V71
Да, получите 6011C с белым покрытием.
 Он работает лучше всего из-за дополнительных стабилизаторов дуги, которые они добавляют для жужжащих коробок с низким OCV. …
Он работает лучше всего из-за дополнительных стабилизаторов дуги, которые они добавляют для жужжащих коробок с низким OCV. …Это старая Airco Easyarc, которая теперь называется Lincoln Electric/Murex? Слышал, что это хорошо.
«USMCPOP» Первенец: KIA Ирак 26.01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Firepower TIG 160S (отдал TA 161 STL сыну)
Lincwelder AC180C (1952)
Фонарики Victor & Smith O/A
Аппарат точечной сварки MillerОтветить с цитатой
30.08.2015
# 18
Re: Лучшая штанга для инвертора?
Первоначально Послано 12V71
Да, получите 6011C с белым покрытием.
 Он работает лучше всего из-за дополнительных стабилизаторов дуги, которые они добавляют для жужжащих коробок с низким OCV. Действительно гладко на постоянном токе. Я использую немало средств для ремонта ржавого оцинкованного ирригационного оборудования.
Он работает лучше всего из-за дополнительных стабилизаторов дуги, которые они добавляют для жужжащих коробок с низким OCV. Действительно гладко на постоянном токе. Я использую немало средств для ремонта ржавого оцинкованного ирригационного оборудования.10/четыре на белом флюсованном 6011. Сейчас прожигаю старый открытый ящик. используя реверс постоянного тока на моей квадратной волне Линкольна. этим стержням должно быть больше десяти лет, и они все еще хорошо горят.
и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
31.08.2015
# 19
Re: Лучшая штанга для инвертора?
Я пробовал удилища 6013 и 7014, и они мне понравились.
 Конечно, это был только один день игры, но мне нравится Powerarc. Я одолжил его у коллеги, чтобы посмотреть, нравится ли мне сварка стержнем или нет, и знаете что, мне это нравится!
Конечно, это был только один день игры, но мне нравится Powerarc. Я одолжил его у коллеги, чтобы посмотреть, нравится ли мне сварка стержнем или нет, и знаете что, мне это нравится!Я думаю о том, чтобы заказать себе такой же, чтобы поэкспериментировать со сваркой электродом. У меня такой вопрос (и я знаю, что его задавали уже тысячу раз). Сколько у вас было проблем с Everlast Powerarc 140? Я понимаю, что у всех машин есть проблемы, но Everlast больше подвержен проблемам, чем другие?
Я не могу позволить себе Miller, а ребята из craigslist здесь, в Хьюстоне, просят за свои машины больше, чем стоимость новых машин. Куча жадных рыданий.
Я определенно хочу инвертор постоянного тока. Почему? Мне нравится их размер и портативность. Не буду строить трейлер с ним. Я вырос в фермерском сообществе, и если я действительно не буду строить что-то большое, как только научусь сваривать электроды, почти у всех соседей моего отца есть эти большие машины с приводом от двигателя Lincoln или 220/440, которые стоят в их сараях для работы.
 на своих тракторах, комбайнах, комбайнах и т. д. И преимущество того, что ты вырос в маленьком городке, заключается в том, что люди по-прежнему дружелюбны и не возражают против того, чтобы ты использовал их вещи, пока ты о них заботишься.
на своих тракторах, комбайнах, комбайнах и т. д. И преимущество того, что ты вырос в маленьком городке, заключается в том, что люди по-прежнему дружелюбны и не возражают против того, чтобы ты использовал их вещи, пока ты о них заботишься.Это будет Everlast, или я могу купить Century Inverter Arc 120. Мне не особенно нравятся короткие шнуры на Everlast. Я думаю, что Century почти в два раза длиннее.
Есть ли что-то, чего мне следует опасаться перед покупкой Everlast или Century?
Обучение сварке по одной дуге за раз.
Ответить с цитатой
31.08.2015
#20
Re: Лучшая штанга для инвертора?
У меня Everlast PowerArc 200 уже более 6 лет.
 Ни одной проблемы с этим. UPS изо всех сил старалась убить его, прежде чем я его получил. Все пластиковые ножки были раздавлены!
Ни одной проблемы с этим. UPS изо всех сил старалась убить его, прежде чем я его получил. Все пластиковые ножки были раздавлены!
Мой PowerArc 300 у меня уже почти год, проблем с ним тоже не было.Хочешь, под короткими шнурами на Эверласте ты имеешь в виду?
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
31.08.2015
# 21
Re: Лучшая штанга для инвертора?
Мой Powerarc 140 был куплен в начале этого года.
 Я всегда играю с этой штукой на 220В. Ничего негативного пока не сообщается. Собираюсь попробовать Тиг на нем … возможно, даже сегодня вечером. Для меня это действительно Miller Maxstar 150 с покраской. В местном ломбарде есть Maxstar 150, который выглядит так, будто его избила банда. Я смотрел на него и был поражен, насколько похожим был Powerarc 140 за 265 долларов, поставляемый с поставкой, и Miller за 1000 долларов.
Я всегда играю с этой штукой на 220В. Ничего негативного пока не сообщается. Собираюсь попробовать Тиг на нем … возможно, даже сегодня вечером. Для меня это действительно Miller Maxstar 150 с покраской. В местном ломбарде есть Maxstar 150, который выглядит так, будто его избила банда. Я смотрел на него и был поражен, насколько похожим был Powerarc 140 за 265 долларов, поставляемый с поставкой, и Miller за 1000 долларов.Ответить с цитатой
31.08.2015
# 22
Re: Лучшая штанга для инвертора?
Спасибо, парни.
 Думаю, на этой неделе закажу на их сайте.
Думаю, на этой неделе закажу на их сайте.Обучение сварке по одной дуге за раз.
Ответить с цитатой
31.08.2015
# 23
Re: Лучшая штанга для инвертора?
Я знаю, что ваш вопрос был о сварочном аппарате Everlast, но если вам нужен очень хороший инвертор, попробуйте также ESAB MiniArc 161 LTS. Качественная машина, двойное напряжение 110/220, максимальная выходная мощность постоянного тока с 220 В переменного тока составляет 160 ампер.
 Он будет работать на 6010, если вы когда-нибудь захотите их использовать.
Он будет работать на 6010, если вы когда-нибудь захотите их использовать.Ответить с цитатой
31.08.2015
# 24
Re: Лучшая штанга для инвертора?
Первоначально Послано Oldendum
Это старый Airco Easyarc, который теперь называется Lincoln Electric/Murex? Слышал, что это хорошо.
Вот это штука.
Ответить с цитатой
Советы по выбору вольфрамовых электродов
Один из вопросов, который задают многие клиенты в наши дни, звучит так: «Какой вольфрамовый электрод подходит для моего приложения?»
Выбор правильного вольфрама имеет решающее значение для успешной сварки TIG. Вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, материала для сварки и толщины материала. Имея так много различных типов вольфрамовых электродов, изучение того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки, а также сэкономить время и деньги.
Ниже приведены некоторые из наиболее часто производимых вольфрамовых сварочных электродов для сварки TIG DC, TIG-AC и плазменной сварки:
2% ТОРИРОВАННЫЙ (КРАСНЫЙ) EWTh-2/WT20
Основной оксид: 1,7–2,2% оксид тория
Радиоактивный. Лучше всего подходит для использования в приложениях постоянного тока (d/c) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, титановых сплавах, никелевых сплавах, медных сплавах. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
Лучше всего подходит для использования в приложениях постоянного тока (d/c) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, титановых сплавах, никелевых сплавах, медных сплавах. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
0,8% ЦИРКОНИРОВАННЫЙ (БЕЛЫЙ) EWZr-8/WZ8
Основной оксид: 0,7–0,9 % оксид циркония
Нерадиоактивный . Лучше всего подходит для использования с переменным током (a/c) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает большую силу тока, чем чистый вольфрам, с меньшим разбрызгиванием, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
1,5% ЛАНТАНАТ (ЗОЛОТО) EWLa-1.5/WL15
Основной оксид: 1,3 –1,7 % Оксид лантана
Нерадиоактивный. Лучше всего подходит для использования в сетях постоянного тока (d/c) в качестве альтернативы 2%-ному торию с использованием инверторных или трансформаторных источников питания постоянного тока. Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Лучший запуск и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
Лучше всего подходит для использования в сетях постоянного тока (d/c) в качестве альтернативы 2%-ному торию с использованием инверторных или трансформаторных источников питания постоянного тока. Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Лучший запуск и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
2% CERIATED (СЕРЫЙ) (ранее оранжевый) EWCe-2/WC20
Основной оксид: 1,8–2,2% оксид церия
Нерадиоактивный. Лучше всего подходит для использования в приложениях переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
ЧИСТЫЙ (ЗЕЛЕНЫЙ) EWP/WP
Основной оксид: Нет
Нерадиоактивный. Содержит 99,50% вольфрама. Хорошо подходит для использования с переменным током (a/c) для алюминиевых сплавов и магниевых сплавов в приложениях с низкой и средней силой тока, используя только трансформаторные источники питания постоянного тока. Шары легкие, имеет тенденцию плеваться при более высоких токах. Используется только для некритических сварных швов.
2% LANTHANTED (СИНИЙ) EWLa-2/WL20
Основной оксид: 1,8–2,2 % оксид лантана
Нерадиоактивный. Лучший электрод общего назначения для переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
LayZr™ (ШАРТРЕЗ) EWG
Основные оксиды: 1,5 % лантана, 0,08 % циркония, 0,08 % оксидов иттрия
Нерадиоактивный. Лучше всего подходит для автоматизированных или роботизированных приложений с переменным током (a/c) или постоянным током (d/c) из-за допуска низкого напряжения (изменения расстояния между наконечником и заготовкой) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
самые лучшие старты с низкой силой тока
Подготовка вольфрама
В зависимости от типа вольфрамового электрода вольфрамовая заготовка состоит из шаровидной, заостренной или усеченной формы. Скругленный наконечник чаще всего используется с электродом из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, подайте переменный ток, рекомендованный для диаметра электрода, и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера. электрод может снизить стабильность дуги и/или упасть и загрязнить сварной шов.
В любом случае тип и форма вольфрама, который вы используете, помогают определить качество дуги и характеристики сварки, которых вы достигнете. Каждый из вышеперечисленных типов вольфрама имеет определенные преимущества и недостатки. Вот почему, независимо от типа материала или процесса, который вы используете для сварки TIG, всегда важно быть мудрым при выборе вольфрама для вашего приложения. В любом случае требуется время, чтобы научиться готовить и выбирать вольфрамовые электроды для применения, которое вы используете.
Каждый из вышеперечисленных типов вольфрама имеет определенные преимущества и недостатки. Вот почему, независимо от типа материала или процесса, который вы используете для сварки TIG, всегда важно быть мудрым при выборе вольфрама для вашего приложения. В любом случае требуется время, чтобы научиться готовить и выбирать вольфрамовые электроды для применения, которое вы используете.
Следуя вышеизложенному и немного попрактиковавшись, вы сможете научиться выбирать лучший вольфрамовый электрод для своего применения и правильно готовить вольфрам.
Почему мой сварочный аппарат не работает с электродами 6010? – WeldPundit
Если вы попытаетесь использовать электроды с целлюлозным электродом, такие как E6010s, с обычным сварочным аппаратом, вы, вероятно, будете разочарованы. Электрод не хочет поддерживать стабильную дугу или вообще не зажигается.
Можно подумать, что вы что-то делаете не так и проверяете рабочий зажим, полярность и тд. Однако, если вы перейдете на рутиловые или основные (низководородные) электроды, они будут работать нормально. Так почему же ваш сварочный аппарат не работает с прутьями E6010?
Так почему же ваш сварочный аппарат не работает с прутьями E6010?
Современные сварочные аппараты не используют электроды E6010, потому что у них нет подходящих компонентов для стабилизации агрессивной дуги, создаваемой этими электродами. Все сварочные аппараты должны иметь большие катушки индуктивности, достаточное выходное сварочное напряжение, а инверторные сварочные аппараты должны иметь подходящее программное обеспечение для выполнения всей процедуры.
Целлюлозные электроды (или стержни) выгодны, если вы хотите:
- Сваривать швы с открытым швом с ручным контролем.
- Вы хотите выполнять сварку вне положения, особенно вертикально вниз. Наплавленный металл целлюлозных стержней быстро застывает и остается на месте.
- Сварные соединения с натягом. Целлюлозные стержни обеспечивают самое глубокое проникновение и лучше всего подходят для этих соединений.
- Поддерживайте оборудование, не очищая его идеально, потому что у вас может не быть времени или суставу это не нужно.
 Эти стержни проникают и провариваются через значительное количество прокатной окалины, грязи, ржавчины, краски и т. д.
Эти стержни проникают и провариваются через значительное количество прокатной окалины, грязи, ржавчины, краски и т. д.
Существует два типа целлюлозных стержней: EXX10 и E6011.
Стержни E6011 могут работать с большинством аппаратов для сварки электродом, которые также работают со стандартными стержнями, такими как E7018 или E7016. Стержни E6011 — отличная альтернатива для домашней или сельскохозяйственной сварки, но не для профессиональных строительных работ.
Проблемы несовместимости возникают с удилищами EXX10, такими как E6010s, E7010s и т.д. Эти стержни не содержат калий в своем флюсовом покрытии как E6011. Калий помогает стабилизировать дугу.
Кроме того, для большинства сварок, требующих стержней E6010, используются методы взбивания и паузы, которые создают дополнительную нагрузку на сварщика. В результате стержни E6010 создают дугу, которую очень трудно стабилизировать.
Эта проблема более заметна современным инверторным сварщикам, им и будет посвящена статья.
Причины, по которым сварщики не могут стабилизировать дугу электродами E6010
Вот причины, по которым современные инверторные сварщики испытывают трудности при работе со электродами E6010.
1. Маленькие индукторы
Инверторная технология позволила значительно уменьшить размер всех компонентов машины. Небольшие компоненты обладают преимуществом малого веса и портативности, но также имеют и недостатки.
Катушка индуктивности — это компонент сварочного аппарата, который противостоит изменениям тока (силы тока), проходящего через него.
- Если ток, проходящий через индуктор, увеличивается, индуктор «ворует» дополнительную энергию тока. Индуктор преобразует эту энергию в магнитные поля вокруг себя. В результате меньший ток выходит из катушки индуктивности.
- Если ток, проходящий через индуктор, уменьшается, то индуктор сбрасывает накопленные магнитные поля вокруг себя и возвращает их в виде тока. В результате из катушки индуктивности выходит больший ток.
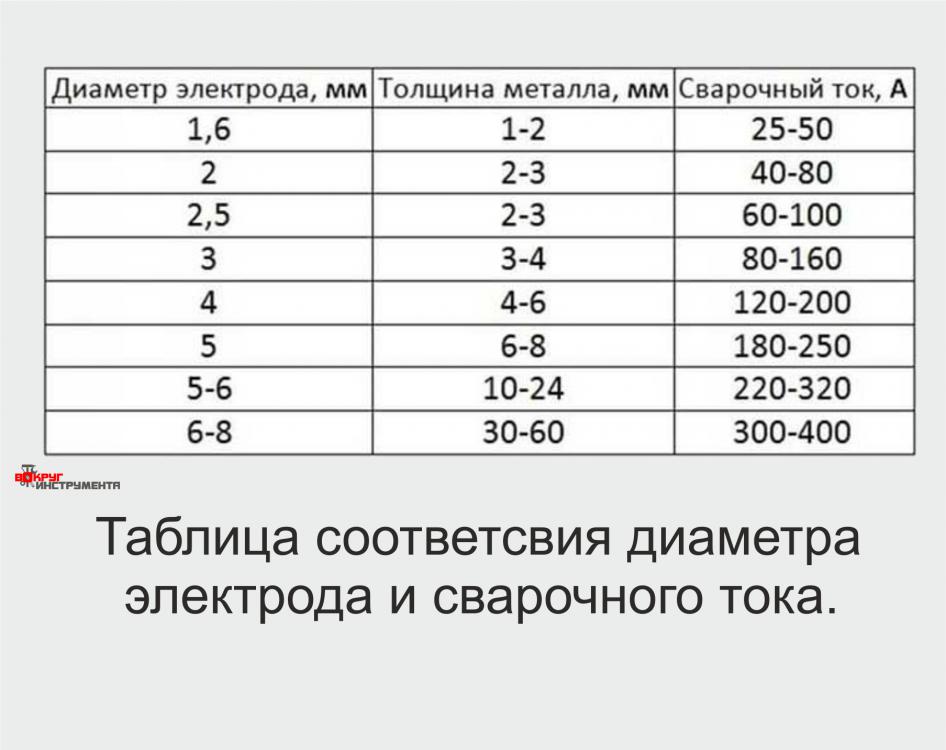
Этот процесс стабилизирует сварочный ток, автоматически корректируя любые колебания. В результате целлюлозные электроды могут поддерживать стабильную дугу.
Большинство инверторных сварочных аппаратов имеют небольшие индукторы по своей природе и не могут накапливать или выделять достаточно энергии для поддержания стабильного сварочного тока.
2. Низкое напряжение холостого хода (OCV)
Напряжение холостого хода (OCV) (Википедия) — это напряжение между кончиком электрода и основным металлом до начала дуги. Если OCV недостаточно высок, ток не может пройти через воздушный зазор и создать дугу.
Многие производители из соображений безопасности выпускают аппараты для сварки электродами с низким OCV. Чем ниже напряжение, тем сложнее току преодолеть сопротивление вашей кожи и ударить вас током. Кроме того, их строительство обходится дешевле.
Но OCV должен быть достаточно высоким, чтобы можно было использовать все виды удилищ, с которыми вы хотите работать. Это зависит от материалов флюсового покрытия. Для целлюлозных стержней требуется более 70В. С другой стороны, рутиловые стержни, такие как E6013, могут запускаться с гораздо более низким напряжением, например, 50 В или даже меньше.
Это зависит от материалов флюсового покрытия. Для целлюлозных стержней требуется более 70В. С другой стороны, рутиловые стержни, такие как E6013, могут запускаться с гораздо более низким напряжением, например, 50 В или даже меньше.
Имейте в виду, что OCV также зависит от напряжения сети. Если вы подключите сварочный аппарат с двойным напряжением к розетке 120 В, он будет выдавать более низкий OCV на рабочие кабели.
Если ваш сварочный аппарат оснащен устройством понижения напряжения (VRD), это может привести к проблемам с зажиганием дуги при использовании E6010.
3. Низкое напряжение дуги
Напряжение дуги — это напряжение дуги во время сварки. Это намного ниже, чем у OCV, около 17-30В.
Сварочные аппараты с инвертором обеспечивают достаточное напряжение дуги для основных и рутиловых стержней, если OCV сварщика может запустить эти стержни.
Однако для стержней E6010 требуется более высокое напряжение дуги. Если сварщик не может обеспечить достаточно высокое напряжение дуги, дуга будет нестабильной, что приведет к плохому сварному шву.
4. Отсутствие специального программного обеспечения
Хотя катушки индуктивности и напряжение являются очень важными факторами, другие компоненты также имеют значение. Это включает в себя программное обеспечение, встроенное в машину. Он должен быть специально разработан для работы со всеми параметрами сварки для сжигания целлюлозных стержней.
Вот почему аппараты для сварки стержнем, которые могут сжигать стержни E6010, имеют специальные кнопки или параметры на экране для выбора. После этого они переходят в «особый» режим работы с этими удилищами.
Панель сварочного аппарата с опорой E6010
Инверторный или трансформаторный сварочный аппарат для стержней E6010?
Если вы хотите купить современный инверторный сварочный аппарат и использовать с ним стержни Е6010, лучше перепроверьте его. Следует особо отметить, что он может сжигать целлюлозные стержни, такие как E6010s.
Имейте в виду, что многие производители специально упоминают, что их сварочные аппараты могут работать с E6010, но они все равно вызовут проблемы, если вы попытаетесь сварить с их помощью открытый корневой шов. Кроме того, дешевые сварочные аппараты будут работать с неизвестными «E6010» с eBay, но не с подлинными E6010 от известных производителей стержней.
Плохая новость заключается в том, что сварочные инверторы, которые могут работать с E6010, недоступны по цене. И в случае, если они из гарантии, они слишком дороги в ремонте.
На 9 проще0025 трансформатор сварочные аппараты для прожига стержней Э6010. Они по своей природе имеют большие катушки индуктивности и обеспечивают высокое OCV и дуговое напряжение. Производителю не нужно делать ничего лишнего, чтобы сжечь E6010. Кроме того, вы можете найти подержанный в хорошем состоянии, не нарушая банк.
Но сварочный аппарат с трансформатором не может иметь интеллектуальных функций, которыми обладают инверторные сварочные аппараты. Во-первых, нет цепей безопасности, чтобы избежать риска поражения электрическим током при высоком OCV. После этого у них нет полезных функций, таких как горячий старт, форсирование дуги и защита от прилипания.
Кроме того, вы теряете электрическую эффективность и портативность легких инверторных сварочных аппаратов.
Несколько советов по сжиганию стержней E6010
Если у вас возникли проблемы со сжиганием стержней E6010, эти советы могут помочь.
- Если у вас есть сварочный аппарат, в котором указано, что он может сжигать электроды E6010, но он отказывается работать нормально, возможно, он слишком сухой. Если вы храните E6010 рядом с источниками тепла или оставляли их на солнце в течение длительного времени, влажность в их потоке падает. Для нормального горения им требуется определенное количество влаги. Ни больше ни меньше. Попробуйте новые.
- Если ваш инверторный сварочный аппарат имеет функцию форсирования дуги (или копания), поэкспериментируйте с ней, попробуйте установить ее до упора. Это заставит стержни гореть менее агрессивной дугой, что может помочь сжечь E6010. У вас не будет такого же глубокого проникновения, но у вас будут характеристики быстрой заморозки.
 Но это далеко не так.
Но это далеко не так.
Заключение
Инверторный сварочный аппарат должен иметь правильное аппаратное и программное обеспечение для работы с электродами E6010.
Если вы хотите сваривать стержнями E6010, а имеющийся у вас сварочный аппарат не может их сжигать, вам нужно найти тот, который может, или использовать другие стержни, такие как E6011, если это возможно.
Другие статьи Weldpundit
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Как выбрать сварочный аппарат: лучшие характеристики начального уровня.
Как хранить стержневые электроды: советы для домашних сварщиков.
Большой перечень инструментов и оборудования для сварки.
Можно ли сваривать дома? Основные соображения.
Что такое сварочное покрывало? Полезное руководство.
Сварочная маска Запотевает? 10 способов предотвратить это.
6010, 6011, 6013, 7018 и 7024
Выбор правильного сварочного электрода, часто называемого стержнем или стержнем, является сложной частью электродуговой сварки. Использование неподходящего электрода может привести к плохому сварному шву и потенциальному браку детали.
Неопытные сварщики часто совершают эту ошибку и страдают от последствий. Они сбиты с толку многочисленными сварочными прутьями и множеством переменных, которые необходимо учитывать.
Однако эту ошибку можно преодолеть, если научиться обращаться со сварочной проволокой. В этой статье мы рассмотрим эту важную тему и познакомим вас с наиболее распространенными удилищами, их классификациями, различиями и тем, как правильно выбрать удилище для вашей работы.
Что означает классификация электродных сварных швов
Сварщику доступен широкий выбор стержней, но, как правило, стержневые электроды имеют металлический сердечник с покрытием. Однако они различаются типом основного металла и типами покрытия/флюса и предназначены для обеспечения различной прочности и производительности в различных положениях сварки.
Для облегчения классификации электродов Американское общество сварщиков (AWS) разработало популярный код «Е». Возможно, вы заметили, что он отпечатан на ваших удилищах.
Каждый буквенно-цифровой символ в этом коде содержит определенную информацию об электроде. Краткое изложение выглядит следующим образом:
- E – расшифровывается как «Электрод».
- Первые две цифры представляют собой минимальную прочность на растяжение полученного сварного шва (в тысячах фунтов на квадратный дюйм). Например, электрод E6010 обеспечивает сварку с прочностью не менее 60 000 фунтов на квадратный дюйм.
- Третья цифра – указывает положения, в которых можно использовать стержень, причем 1 – для всех положений, 2 – только для плоских и горизонтальных поверхностей и 3 – только для плоских положений.
- Четвертая (и третья) цифра указывает такую информацию, как полярность сварки, источник питания (переменный/постоянный ток) и состав флюса.
Если вы хотите узнать больше об этом коде, прочитайте нашу статью о сварочных электродах.
Типы сварочных электродов
Упомянутый выше код широко используется для электродов. Однако вы можете часто сталкиваться с другими терминами, используемыми для классификации сварочных электродов. Некоторые из этих терминов описаны ниже:
- Электрод быстрой заморозки: Эти электроды быстро затвердевают после попадания в сварочную ванну. Из-за этого их предпочитают в работах, где низкая скорость застывания может снизить качество сварного шва. Например, при потолочной сварке, когда существует риск падения расплавленного металла до затвердевания под действием силы тяжести.
- Электрод Fast-Fill: Эти электроды очень быстро плавятся. Это позволяет сварочной ванне практически мгновенно заполнять канавку, позволяя сварщику использовать более высокие скорости перемещения. Они также производят широкий, неглубокий шов.
- Электрод заполнения-замораживания: Эти стержни представляют собой комбинацию обоих указанных выше электродов. Электрод заполняет канавку и довольно быстро застывает, но определенно не так быстро, как два предыдущих. Сустав средней глубины и ширины.
Теперь давайте перейдем к электродам, с которыми вы обычно сталкиваетесь.
E6010 Сварочный электрод
E6010 — один из самых распространенных электродов, используемых в промышленности. Это всепозиционное удилище только для постоянного тока. Он хорошо известен своим глубоким проплавлением, поэтому широко используется для корневых швов.
Благодаря глубокому проникновению и быстрому высвобождению целлюлозного флюса он идеально подходит для сварки печных труб. Более того, на его работу не влияют ржавые, грязные или оцинкованные поверхности.
Буртик E6010 гладкий и плоский. Шлак легкий и похожий на бумагу, и его довольно сложно удалить. Однако вы можете увидеть брызги, а дугу постоянного тока трудно контролировать. Для контроля температуры сварочной ванны часто предлагается метод «взмах и пауза».
E6011 Сварочный электрод
E6011 можно использовать во всех положениях. Он имеет покрытие из целлюлозного флюса, слегка богатого калием. Калий помогает стабилизировать дугу, что позволяет использовать ее как с источниками питания постоянного, так и переменного тока.
Из-за возможности работы на переменном токе E6011 часто используется в домашних сварочных установках. Он также используется в качестве альтернативы E6010.
Создает швы с глубоким проваром. Кроме того, дуга может проникать сквозь поверхностные загрязнения, такие как грязь, краска и оцинкованные металлы.
E6011 также является предпочтительным выбором для учащихся, поскольку его дуга переменного тока менее интенсивна и им легче управлять неустойчивой рукой.
E6012 Сварочный электрод
E6012 — это универсальный стержень, который работает как с источниками питания переменного, так и постоянного тока. Он производит дугу среднего качества с приличным наплавлением и проплавлением.
Покрытие из рутилового флюса делает электрод заполняющим и замораживающим. Полученный наполнитель быстро застывает и растекается. По этой причине он хорошо работает в приложениях, требующих баланса между проникновением в швы и заполнением.
Дуга очень стабильна и проста в управлении. Сварщики любят его из-за гладкого шва и малого количества брызг.
Поскольку он поддерживает низкое напряжение и быстро зависает, он также регулярно используется в высокоскоростных приложениях с большими токами.
E6013 Сварочный электрод
Этот стержень подходит для источников питания переменного и постоянного тока и может использоваться в любом положении. Он покрыт рутиловым флюсом, состоящим из диоксида титана («титания») и калия. Как и E6012, это также флюс заполнения-замораживания.
Это удилище подходит для работ средней интенсивности. Он имеет мягкую дугу с неглубоким проникновением, которая проходит очень плавно. Он также производит минимальное количество брызг и легко удаляемый шлак.
Его применение несколько ограничено, так как дуга не такая мощная. Из-за своих эксплуатационных характеристик он применим только для использования на чистом листовом металле.
E7018 Сварочный электрод
E7018 — всепозиционный электрод с низким содержанием водорода. Он подходит для обоих источников переменного/постоянного тока, но в основном используется с входом постоянного тока.
Работает очень тихо и плавно, с небольшим количеством брызг. Это стержень для заполнения и замораживания с проникновением от мелкого до умеренного и средним заполнением. Дуга стабильна и легко контролируется.
Низкий уровень содержания водорода предотвращает холодный крекинг (также известный как водородный крекинг). Благодаря этому он идеально подходит для таких металлов, как конструкционные и высокоуглеродистые стали.
Следует отметить, что флюс образует тяжелый шлак, который прилипает к металлу. Поэтому требуется некоторое усилие, чтобы удалить его из сустава полностью.
Рекомендуется хранить стержни E7018 в сухом месте и запекать их в печи перед использованием, чтобы обеспечить желаемый низкий уровень содержания водорода.
E7024 Сварочный электрод
E7024 — уникальный электрод в нашем списке. Это электрод переменного/постоянного тока, который можно использовать только в плоском и горизонтальном положении. Примечательно, что его низкий поток водорода содержит до 50% содержания железного порошка.
Высокое содержание железа приводит к высокой скорости наплавки и формированию широкого выпуклого шва. По этой причине он используется для пластин толщиной не менее ¼ дюйма, таких как конструкции кораблей, мостов, конструкционная сталь для зданий. Также полученное соединение обладает высокой прочностью (даже при низких температурах) и совместимо с высокоуглеродистыми сталями.
Образующийся при этом шлак тяжелый, и его необходимо тщательно удалять из всех карманов и поверхностей. Поскольку это стержень с низким содержанием водорода, его также следует хранить в защищенном от влаги месте, как E7018.
Мы понимаем, что поначалу вся эта информация может быть слишком сложной для усвоения, но вы без труда вспомните ее, как только наберетесь опыта. Итак, на данный момент мы обобщили основные моменты в таблице выше для предстоящего обсуждения.
Краткие ответы на часто задаваемые вопросы
При таком обилии опций бывает сложно выбрать подходящую палку для вашей работы. Это решение легко, когда вы знаете ключевые различия между электродами. Итак, мы напрямую сравнили некоторые распространенные электроды.
Электроды 6010 и 6011
Электроды 6010 и 611 похожи и часто взаимозаменяемы.
Их состав флюса отличается, что дает E6011 дополнительные возможности для использования с переменным током. Из-за этого дуга E6011 также немного менее интенсивна и ее легче контролировать при использовании с источником питания переменного тока.
| Электроды | 6010 | 6011 |
|---|---|---|
| Флюсовое покрытие | High CelluloseSodium | High CellulosePotassium |
| Tensile Strength | 60,000 psi | 60,000 psi |
| Welding Position | All Positions | All Positions |
| Welding Current | DC | AC/DC |
| Характеристики дуги | Плотная, неравномерная | Тугая, неустойчивая |
| Penetration | Deep | Deep |
| Fill | Narrow | Narrow |
| Slag Type | Light, Flaky | Light, Flaky |
| Special Applications | Корневой шов, грязные/масленные/окрашенные поверхности, сварка печных труб | Корневой шов, грязные/масленные/окрашенные поверхности, общепромышленный |
6010 Вс.
Электроды 7018
Электроды 6010 и 7018 отличаются прочностью соединения, флюсовым покрытием и областью применения.
E7018 обеспечивает более прочные соединения и совместим с высокоуглеродистыми сталями благодаря низкому содержанию водорода. Его шлак толще и его труднее удалить, чем E6010. Оба стержня широко используются в промышленности для своих конкретных целей.
| Электроды | 6010 | 7018 |
|---|---|---|
| Flux Coating | High CelluloseSodium | 25% Iron PowderLow Hydrogen |
| Tensile Strength | 60,000 psi | 70,000 psi |
| Welding Position | All Positions | All Positions |
| Сварочный ток | Постоянный ток | Переменный/постоянный ток (обычно постоянный) |
| Характеристики дуги | Тугая, неравномерная | Smooth |
| Penetration | Deep | Shallow to Medium |
| Fill | Narrow | Medium to Wide |
| Slag Type | Light, Flaky | Thick |
| Специальное применение | Корневой шов, грязные/маслосодержащие/окрашенные поверхности, сварка печных труб | Высокоуглеродистая сталь, низколегированные/высокопрочные соединения |
6011 и 6013 Электроды
Электроды E6011 и E6013 сопоставимы по прочности на растяжение, положениям сварки и типам тока.
E6011 представляет собой более прочный промышленный стержень, который лучше подходит для глубоких соединений. E6013 имеет деликатную дугу, которая лучше подходит для чистых сварных швов листового металла. Кроме того, E6011 требует твердой, умелой руки для получения хороших результатов.
| Электроды | 6011 | 6013 |
|---|---|---|
| Flux Coating | High CellulosePotassium | High TitaniaPotassium |
| Tensile Strength | 60,000 psi | 60,000 psi |
| Welding Position | All Positions | All Positions |
| Сварочный ток | AC/DC | AC/DC |
| Характеристики дуги | Плотная, неравномерная | Smooth |
| Penetration | Deep | Shallow to Medium |
| Fill | Narrow | Medium |
| Slag Type | Light, Flaky | Light, Easy to Удаление |
| Специальное применение | Корневой шов, грязные/маслосодержащие/окрашенные поверхности, общепромышленные | Листовой металл |
Электроды 6011 и 7018
Электроды 6011 и 7018 имеют мало общего. Электрод E7018 обеспечивает более прочные соединения и может работать с высокоуглеродистыми сплавами, в отличие от электрода E6011. E7018 представляет собой стержень для заполнения и замораживания, поэтому он имеет среднее проникновение и заполнение. Быстрая заморозка E6011 известна только своим глубоким проникновением.
| Электроды | 6011 | 7018 |
|---|---|---|
| Флюсовое покрытие Целлюлоза 0021 | 25% Iron PowderLow Hydrogen | |
| Tensile Strength | 60,000 psi | 70,000 psi |
| Welding Position | All Positions | All Positions |
| Welding Current | AC /DC | AC/DC (обычно DC) |
| Характеристики дуги | Плотная, неравномерная | Гладкая |
| Penetration | Deep | Shallow to Medium |
| Fill | Narrow | Medium to Wide |
| Slag Type | Light, Flaky | Thick |
| Special Applications | Корневой шов, грязные/промасленные/окрашенные поверхности, общепромышленные | Высокоуглеродистые стали, низколегированные/высокопрочные соединения |
Электроды 6013 и 7018
Электроды 6013 и 7018 имеют разные качества.
E6013 имеет рутиловый флюс, а E7018 представляет собой стержень с низким содержанием водорода. E6013 используется почти исключительно для тонких листов, в то время как E7018 может обрабатывать более толстые заготовки, более широкий спектр материалов и обладает большей прочностью.
| Электроды | 6013 | 7018 |
|---|---|---|
| Потоки 6 | Высокий титановый0021 | |
| Tensile Strength | 60,000 psi | 70,000 psi |
| Welding Position | All Positions | All Positions |
| Welding Current | AC/DC | AC/DC (обычно DC) |
| Характеристики дуги | Гладкая | Гладкая |
| Проникновение | От мелкой до средней0021 | Shallow to Medium |
| Fill | Medium | Medium to Wide |
| Slag Type | Light, Easy to Remove | Thick |
| Special Applications | Sheet Metal | Высокоуглеродистая сталь, низколегированные/высокопрочные соединения |
Выбор подходящего электрода
Вы можете следовать нашему пошаговому руководству ниже, чтобы выбрать электрод, который подходит для вашей области применения. Обычно процесс отбора проходит так:
- Прочность : Проверьте требуемую прочность соединения. Например, если вам нужно давление 65 000 фунтов на квадратный дюйм, вы немедленно отказываетесь от шатунов E60XX и ищете подходящие E70XX.
- Позиция : Ваш список вариантов еще больше уменьшится, если вы отфильтруете электроды, подходящие только для вашей позиции сварки.
- Блок питания : Никогда не используйте стержень, который не может работать от вашего блока питания!
- Соединение типа : Учитывайте такие факторы, как проникновение, доступ к стыку для удаления шлака, толщина плиты/листа и чистота поверхности.
- Материал : Вам понадобится стержень с низким содержанием водорода (E7018, E7024), если ваш основной металл подвержен риску водородного растрескивания.
Это всего лишь руководство по выбору образцов. Каждое приложение уникально, и вы должны тщательно изучить его, прежде чем доработать удилище.
