Какие нужны электроды для сварки нержавейки: Электроды для сварки нержавейки маркировка
Содержание
Электроды для сварки нержавейки маркировка
https://vtmstol.ru/blog/elektrodyi-dlya-svarki-nerzhavejki
26.11.2019
Сохранить статью:
Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
- Материал обладает меньшей теплопроводностью по сравнению с другими марками стали.
 По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока. - Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок. Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
- Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
 По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
СОДЕРЖАНИЕ
- Технология сварки нержавеющей стали
- Марки электродов по нержавейке
- Электроды ОЗЛ-6
- Электроды ЦЛ-11
- Электроды НЖ-13
- Другие популярные марки электродов для нержавеющей стали
- Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
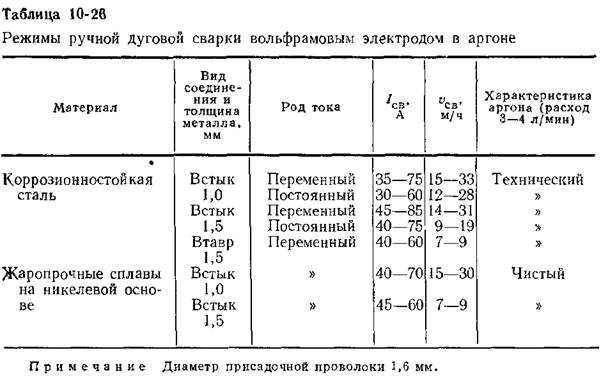
- Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде.
 Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим. - Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
- Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
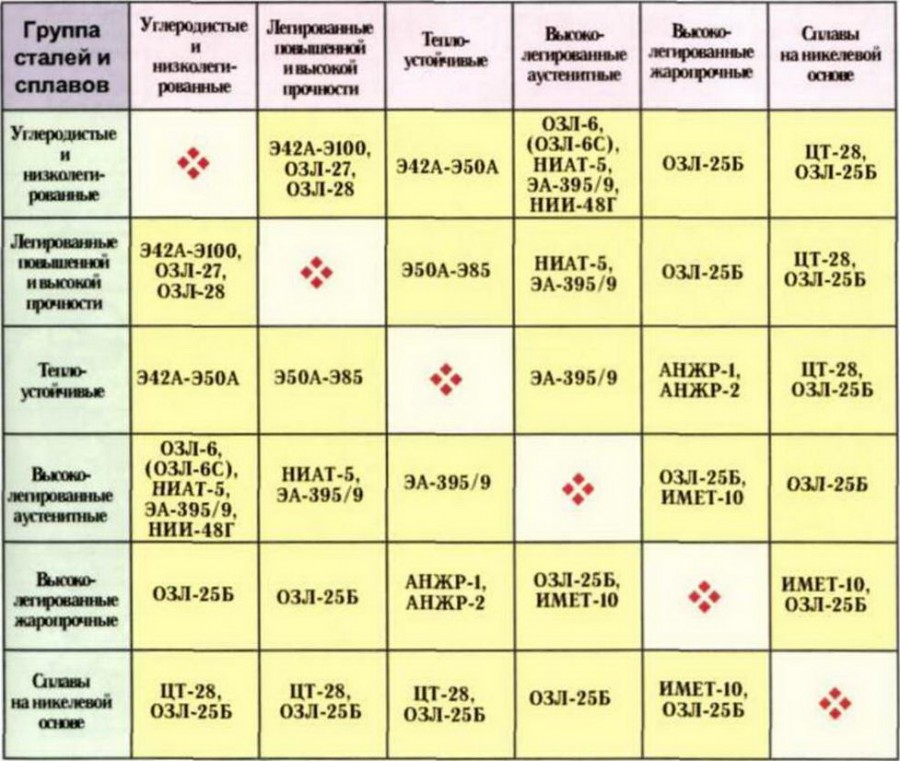
Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
- высокая прочность сварочного шва;
- отличная ударная вязкость;
- пластичность соединения;
- внутри не происходят коррозийные процессы;
- нет брызг при сварке;
- ровный и аккуратный шов.
Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Читайте также: Сварочные электроды ЦЛ-11
Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Другие популярные марки электродов для нержавеющей стали
- ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
- ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
- НИИ-48Г.
 Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью; - ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
- ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
- ОК 61.30.
 Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз; - ОК 61.35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
- ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
- ОК 63.
 30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
Читайте также: Маркировка электродов для ручной дуговой сварки
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия.
 Материал становится более хрупким.
Материал становится более хрупким. - Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.
Электроды для сварки нержавейки
Оцените, пожалуйста, статью
12345
Всего оценок: 12, Средняя: 3
Может быть интересно
Все статьи
Электроды для сварки нержавейки маркировка
https://vtmstol.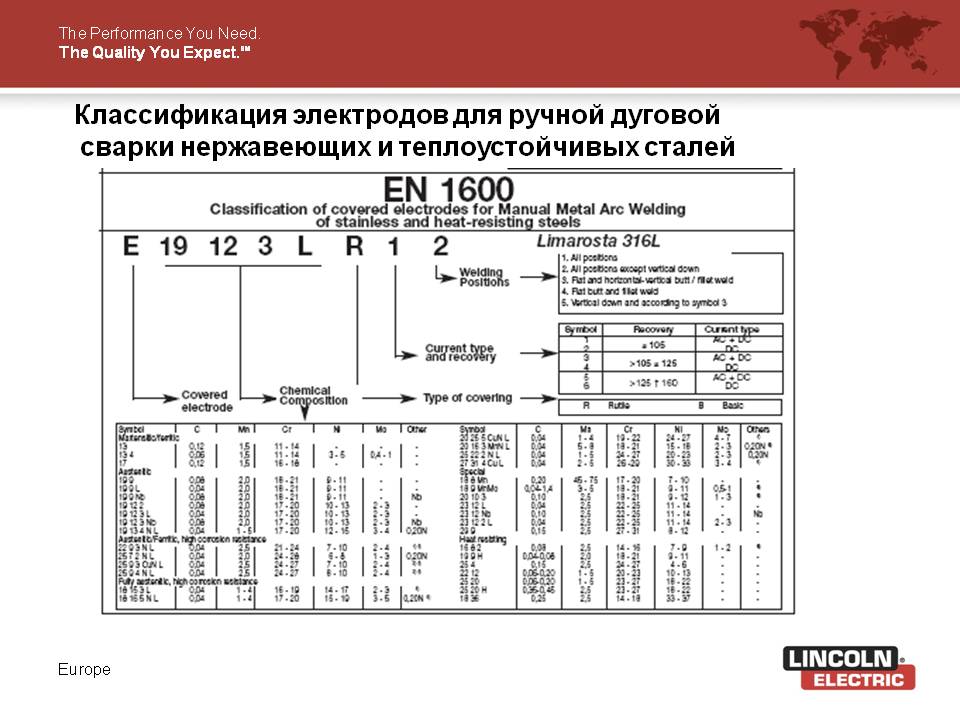 ru/blog/elektrodyi-dlya-svarki-nerzhavejki
ru/blog/elektrodyi-dlya-svarki-nerzhavejki
26.11.2019
Сохранить статью:
Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
- Материал обладает меньшей теплопроводностью по сравнению с другими марками стали. По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
- Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок.
 Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия. - Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
СОДЕРЖАНИЕ
- Технология сварки нержавеющей стали
- Марки электродов по нержавейке
- Электроды ОЗЛ-6
- Электроды ЦЛ-11
- Электроды НЖ-13
- Другие популярные марки электродов для нержавеющей стали
- Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
- Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде. Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.

- Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
- Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
- высокая прочность сварочного шва;
- отличная ударная вязкость;
- пластичность соединения;
- внутри не происходят коррозийные процессы;
- нет брызг при сварке;
- ровный и аккуратный шов.
Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Читайте также: Сварочные электроды ЦЛ-11
Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Другие популярные марки электродов для нержавеющей стали
- ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
- ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
- НИИ-48Г.
 Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью; - ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
- ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
- ОК 61.30.
 Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз; - ОК 61.35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
- ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
- ОК 63.
 30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
Читайте также: Маркировка электродов для ручной дуговой сварки
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия.
 Материал становится более хрупким.
Материал становится более хрупким. - Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.
Электроды для сварки нержавейки
Оцените, пожалуйста, статью
12345
Всего оценок: 12, Средняя: 3
Может быть интересно
Все статьи
маркировка, цл 11 характеристики, можно ли варить, какие лучше с черным металлом – Расходники и комплектующие на Svarka.
 guru
guru
Электроды по нержавейке – это особый вид расходных материалов, который предназначен для выполнения сварочных работ антикоррозийных составов. Их изготавливают из специальных тугоплавких элементов, что позволяет выполнить соединение подобных материалов.
Нержавеющая сталь – это популярный материал, который применяют во многих отраслях промышленности.
Содержание
- 1 Коротко о технологии
- 2 Марки и виды
- 2.1 ЦЛ-11
- 2.2 ОЗЛ-6
- 2.3 НЖ-13
- 3 Маркировка
- 4 Основные техники и разновидности
- 4.1 Переменным или постоянным
- 4.2 Для постоянного тока
- 4.3 Для переменного тока
- 4.4 Для нержавеющих сталей и черного металла
- 4.5 Какими варить 1 мм?
- 4.6 Можно ли варить сталь?
- 5 Подготовка
- 6 Этапы
- 7 Предотвращение дефектов и дополнительная информация
- 8 Заключение
Коротко о технологии
Технологический цикл соединения нержавеющих элементов имеет массу нюансов, которые обусловлены особыми параметрами металла.
- Тонкостенные детали соединяют с помощью аргонодуговой сварки, во избежание прогаров.
- Электродуговая сварка отличается длиной дуги – она должна быть максимально короткой. Колебания во время выполнения работ недопустимы.
- Если толщина заготовки превышает 5 мм, соединение выполняется в два прохода.
Теплопроводность нержавеющей стали ниже, чем у прочих металлов. Для получения качественного шва необходимо использовать ток с большими параметрами.
При работе аргонодуговой сваркой избегайте попадания вольфрама в зону расплава – это приведет к разрушению структуры соединения. Рекомендуется производить отдельный розжиг дуги с последовательным переносом в зону контакта.
Марки и виды
С момента изобретения данного металла было разработано множество видов электродов для сварки нержавеющей стали, однако наиболее востребованными считают рассмотренные ниже.
ЦЛ-11
Предназначены для соединения металлов, содержащих антикоррозийный добавки, такие как хром и никель. Это делает электроды ЦЛ-11 оптимальным выбором для работ, к которым предъявляются повышенные требования к качеству шва.
Это делает электроды ЦЛ-11 оптимальным выбором для работ, к которым предъявляются повышенные требования к качеству шва.
Согласно инструкции пользователя, необходимо выполнять сварку постоянным током обратной полярности. Длина стержня зависит от величины сечения, которая варьируется в диапазоне от 2 до 5мм.
[stextbox id=’info’]Перед применением рекомендуется прокалить в течение часа при температуре 210 Сº.[/stextbox]
ОЗЛ-6
Применяется для сварки литься и высоколегированных сталей, эксплуатирующихся в условиях высокой температуры. Требования к току – постоянный тип обратной полярности. Межкристаллическая решетка обладает повышенной устойчивостью к внутренней коррозии.
НЖ-13
Электроды для сварки нержавейки НЖ-13 предназначены для работы со сталями, обладающими стойкостью к коррозии, эксплуатирующиеся в умеренном температурном режиме до 450 Сº. Отлично зарекомендовали себя при сварочных работах в пищевой промышленности. Требования к току не отличаются от рассмотренных выше расходных материалов.
Требования к току не отличаются от рассмотренных выше расходных материалов.
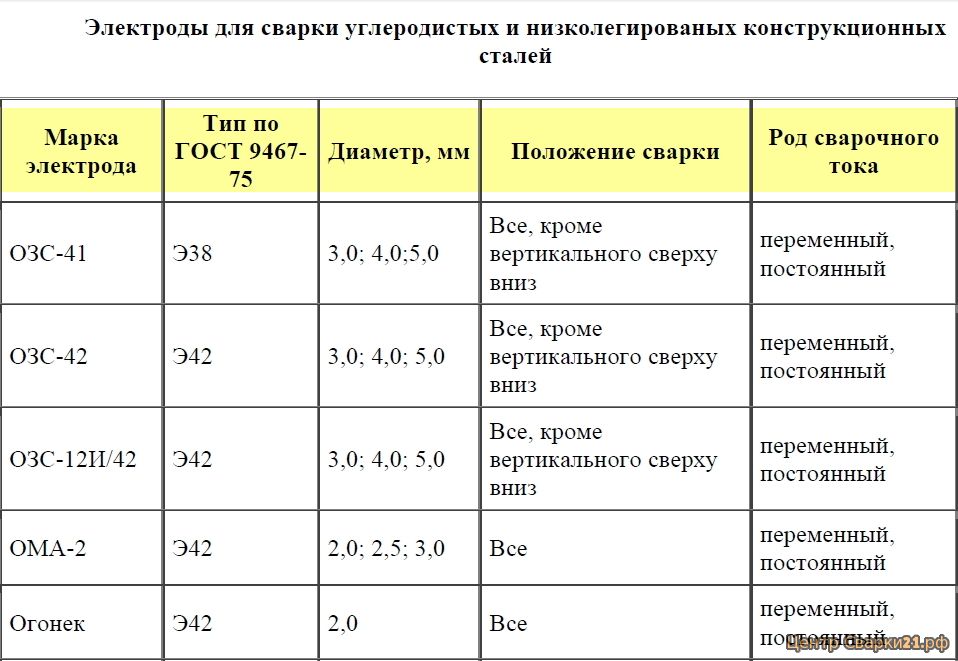
Маркировка
Согласно требованиям межгосударственных стандартов ГОСТ, все электроды по нержавейке должны иметь маркировку, содержащую следующую информацию:
- наименование марки и ее предназначение;
- вид флюсового покрытия;
- требования к сварочному току;
- рабочее напряжение.
Данная информация должна быть продублирована на заводской упаковке.
Основные техники и разновидности
Использование правильных нержавеющих электродов – основное, но не единственное требование к работе с данным типом стали. Не последнюю роль играют габаритные размеры и толщина заготовки, а также применяемое сварочное оборудование. Рассмотрим основные особенности.
Переменным или постоянным
В технической документации отсутствуют ограничения, связанные с полярностью, потому допустимо применению тока, удобного сварщику. Каждый тип имеет свои достоинства и недостатки.
При постоянном токе практически отсутствуют брызги расплава, что позволяет снизить расход стержней и повысить производительность и качество. Однако аппараты данного типа отличаются высокой стоимостью, что сужает круг их использования.
[stextbox id=’info’]На крупных предприятиях используют только постоянный тип тока.[/stextbox]
Агрегаты обратного вида гораздо дешевле, однако расход электродов, за счет сильного разбрызгивания, будет выше.
Для постоянного тока
Наиболее употребительными являются стержни, которые были рассмотрены выше:
- ОЗЛ-6;
- ЦЛ-11;
- НЖ-13.
Если есть возможность, лучше воспользоваться зарубежными электродами ОК по нержавейке, производства ESAB.
Для переменного тока
Инверторы относятся к бюджетному классу сварочного оборудования. Соответственно, расходные материалы обладают более низким качеством и доступной ценой. К ним относят:
- ЭА-400;
- ОЗЛ-14;
- ЛЭЗ-8;
- ЦТ-50;
- Н-48.

Для нержавеющих сталей и черного металла
Соединение разнородных элементов выполняют специальными переходными электродами с нержавейки на черный металл. Разрешено использовать как стержни с флюсовым покрытием, так и аппараты, функционирующие в среде защитного газа. В качестве расходного материала применяют следующие виды:
- ОЗЛ-312. Универсальный состав позволяет выполнять работы с заготовками, изготовленными из материалов, не поддающихся идентификации.
- ЭА-395/9. Применяют для более ответственных узлов из нержавеющей стали.
Какими варить 1 мм?
Тонкие элементы – самый сложный вид, с точки зрения сварочных технологий. Это обусловлено следующими факторами:
- Интенсивное тепловое воздействие электрической дуги может разрезать поверхность или привести к нарушению целостности плоскости.
- Передвижение короткой дуги необходимо выполнять с особым вниманием – малейшее отклонение руки потушит ее.

Для облегчения процесса опытные специалисты рекомендуют использовать электроды ESAB. Их обозначают аббревиатурой ОК. Лучшим выбором будут ОК 63.34 – он отличается универсальностью работы.
[stextbox id=’info’]Для тонкостенных конструкций следует отдать предпочтение ОК 63.20.[/stextbox]
Можно ли варить сталь?
Прямых запретов на подобную деятельность не существует, однако опытным путем было установлено, что при сварке стали нержавеющими стержнями в зоне вокруг шва начала активно развиваться коррозия. Примечательно, что сам шов абсолютно не страдает.
Подготовка
Неопытные сварщики часто пренебрегают качественной подготовкой поверхности, за что потом расплачиваются повторным проведением работ. Для нержавеющей стали она заключается в тщательном обезжиривании зоны контакта ацетоном или другим растворителем.
При выборе оборудования следует помнить, что электрической дугой разрешено варить при толщине до 3 мм, тогда как для полуавтоматической сварки в среде защитного газа подобные ограничения отсутствуют.
Избегайте резких движений при работе – это нарушает защитный слой, что приводит к проникновению кислорода вглубь сварочного шва, активизируя процессы коррозии.
Этапы
Не рекомендуем допускать к работе новичков. Нержавейка – это не тот материал, со сварки которого можно приступать к профессиональной деятельности. Для достижения максимального результата материал шва, по своим физическим характеристикам и химическому составу, не должен отличаться от базового металла.
При домашних работах, скорее всего, будет использоваться инвертор, ввиду его доступности. Кроме того, он обладает дополнительным неоспоримым преимуществом – малым весом и неприхотливостью к питающей сети.
В процессе выполнения работ тщательно регулируйте температуру – в противном случае стержень очень быстро прогорит или шов потеряет качественные параметры.
Электроды для нержавеющей стали склонны к залипанию. Чтобы избежать подобных дефектов следует аккуратно подносить конец стержня к поверхности, без лишних движений.
Финишная обработка поверхности выполняется с помощью подручных средств, любым удобным способом. По завершению первичной очистки готовое соединение помещают в раствор кислоты, с целью окончательной очистки от побочных продуктов сварки.
Предотвращение дефектов и дополнительная информация
Для предотвращения дефектов сварных соединений следует соблюдать все требования межгосударственных стандартов и прочих нормативных документов, которые содержат указания по специфике работы. Данное утверждение справедливо не только для нержавеющей стали, но и для прочих работ.
Нарушение технологического процесса могут привести не только к дефекту соединения, но и к производственному травматизму.
Основные требования таковы:
- Избегайте превышения температурного режима.
- Не допускайте изменения длины электрической дуги во время работы.
- Используйте приспособления для отвода излишков тепла.
- Все заготовки, толщиной до 5 мм, обрабатываются за один проход.

Помните, что оптимальной температурой считается + 500 Сº. Допустимая погрешность составляет 5 %.
Заключение
Грамотный подбор расходных материалов позволит выполнить работы с высоким качеством, не опасаясь нарушений целостности шва.
[stextbox id=’info’]Сварщик 6-го разряда Федоренко Александр Александрович Опыт работы 20 лет: «Работаю с нержавеющей сталью около 15 лет. Из них 10 лет пользовался только продукцией отечественного производства, типа ЦЛ и ОЗЛ. Но когда нам привезли шведские электроды ЕСАБ, я понял, как много потерял. При выполнении некоторых работ наша продукция может составить конкуренцию, однако в подавляющем большинстве случае шведы выигрывают, по причине длинной линейки продукции на все случаи жизни».[/stextbox]
Сварочные электроды для нержавеющей стали
104 изделия
Сварочные электроды для нержавеющей стали служат присадочным металлом для сварки нержавеющей стали и других совместимых металлов в задачах SMAW (дуговая сварка в защитных газах). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Электроды для стержневой сварки из нержавеющей стали служат присадочным металлом для сварки нержавеющей стали и других совместимых металлов в задачах SMAW (дуговая сварка защищенным металлом). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Сварочные электроды E308
E309L Stick Welding Electrodes
E312 Stick Welding Electrodes
E316L Stick Welding Electrodes
E330 Stick Welding Electrodes
E347 Stick Welding Electrodes
E410 Stick Welding Electrodes
E630 Электроды для стержневой сварки
E308/308H-16 – все положения, кроме вертикального вниз
AC/DCEP
Загрузка . .. .. | ||||||||||||||||
| Загрузка … | ||||||||||||||||
| Загрузка … |
E308/308L-16-все позиции, Dely Vertical
9003
AC/DCEP
| Загрузка … | ||||||||||||||||
Загрузка . .. .. | ||||||||||||||||
| Загрузка … | ||||||||||||||||
| Загрузка … | … | … | … | … | … | … | … | … | … | … | … | … | .0076 | |||
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
DCEN
| Loading… | ||||||||||||||||
| Loading… |
 0075
0075E308/308L-17 – Flat & Horizontal Only
AC/DCEP
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
E309/309L-16 – All Position, Except Vertical-Down
AC/DCEP
Загрузка . .. .. | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| 4473 | … | ||||||||||||||||||||||||||||||||
| 444473 | |||||||||||||||||||||||||||||||||
| 44444444475 … | |||||||||||||||||||||||||||||||||
| 4444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444. Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … |
DCEN
Loading. .. .. | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
E309 /309L-17 – Только плоские и горизонтальные
AC/DCEP
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
E312 -16 – Все положения, кроме вертикального вниз
AC/DCEP
Loading. .. .. | ||||||||||||
| Loading… | ||||||||||||
| Loading… | ||||||||||||
| Loading… | ||||||||||||
| Загрузка … | ||||||||||||
| Загрузка … | ||||||||||||
| Загрузка … |
 ..
.. ..
.. ..
.. ..
.. Очень важно использовать правильный электрод. В идеале использовать E309сварочный электрод. Однако электроды E308 или E310 также работают. В то время как E308 и E310, как правило, дешевле, качество соединения будет выше при использовании сварочных прутков E309 или E309L.
Очень важно использовать правильный электрод. В идеале использовать E309сварочный электрод. Однако электроды E308 или E310 также работают. В то время как E308 и E310, как правило, дешевле, качество соединения будет выше при использовании сварочных прутков E309 или E309L.  Я бы рекомендовал E309 или E309L. «L» относится к составу сплава с более высоким содержанием углерода. Углерод повышает стойкость к межкристаллитной коррозии.
Я бы рекомендовал E309 или E309L. «L» относится к составу сплава с более высоким содержанием углерода. Углерод повышает стойкость к межкристаллитной коррозии. В целом, однако, использование некоторых общедоступных диаметров сделает ваш сварочный проект более доступным, поскольку вы можете повторно использовать электроды для других проектов. Электроды в открытом состоянии имеют срок годности. Даже если они не исчезнут, их может потребоваться просушить в духовке, чтобы удалить лишнюю воду.
В целом, однако, использование некоторых общедоступных диаметров сделает ваш сварочный проект более доступным, поскольку вы можете повторно использовать электроды для других проектов. Электроды в открытом состоянии имеют срок годности. Даже если они не исчезнут, их может потребоваться просушить в духовке, чтобы удалить лишнюю воду. Поэтому выберите электрод, к которому вам легче получить доступ, прежде чем погрузиться в детали оптимизации.
Поэтому выберите электрод, к которому вам легче получить доступ, прежде чем погрузиться в детали оптимизации. Это поможет создать более чистый шов с достаточным объемом и потоком в начале валика сварного шва.
Это поможет создать более чистый шов с достаточным объемом и потоком в начале валика сварного шва. Кроме того, хотя мягкая сталь лучше поддается механической обработке и, прежде всего, сварке, ее почти невозможно закалить или упрочнить.
Кроме того, хотя мягкая сталь лучше поддается механической обработке и, прежде всего, сварке, ее почти невозможно закалить или упрочнить. Кроме того, обнаружение ржавчины может быть намеком на то, что у вас мягкая, а не нержавеющая сталь.
Кроме того, обнаружение ржавчины может быть намеком на то, что у вас мягкая, а не нержавеющая сталь. Это можно наблюдать, например, на кухне или других приборах из нержавеющей стали, которые имеют более глубокие царапины и подвержены воздействию воды. Эти царапины повредили защитный слой, но не позволили достаточному количеству хрома связать кислород с защитой оксида хрома. Поэтому допускаю ржавчину.
Это можно наблюдать, например, на кухне или других приборах из нержавеющей стали, которые имеют более глубокие царапины и подвержены воздействию воды. Эти царапины повредили защитный слой, но не позволили достаточному количеству хрома связать кислород с защитой оксида хрома. Поэтому допускаю ржавчину. Аустенитные стали обычно немагнитны. (Если вы хотите узнать больше о том, как металлургия влияет на ваш сварочный материал, ознакомьтесь с моей статьей здесь).
Аустенитные стали обычно немагнитны. (Если вы хотите узнать больше о том, как металлургия влияет на ваш сварочный материал, ознакомьтесь с моей статьей здесь). metalsupermarkets.com/what-is-mild-steel/
metalsupermarkets.com/what-is-mild-steel/ В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
 А поскольку нержавеющая сталь может выдерживать экстремальные температуры, она популярна в трубной и нефтяной промышленности.
А поскольку нержавеющая сталь может выдерживать экстремальные температуры, она популярна в трубной и нефтяной промышленности.

 Конечно, тепло является важным аспектом процесса сварки, поскольку тепло, необходимое для плавления нержавеющей стали, исходит от дуги, которая зажигается и поддерживается между заготовкой из нержавеющей стали и вольфрамовым электродом. Неплавящийся электрод подвергается незначительному износу.
Конечно, тепло является важным аспектом процесса сварки, поскольку тепло, необходимое для плавления нержавеющей стали, исходит от дуги, которая зажигается и поддерживается между заготовкой из нержавеющей стали и вольфрамовым электродом. Неплавящийся электрод подвергается незначительному износу.
 Кроме того, для сварки нержавеющей стали MIG требуется немного более высокая скорость потока от 14 до 16 литров в минуту. Электрод ER308L обычно используется для сварки нержавеющей стали, а газовая смесь при использовании этого электрода состоит из 90% гелия, 7,5% аргона и 2,5% углекислого газа.
Кроме того, для сварки нержавеющей стали MIG требуется немного более высокая скорость потока от 14 до 16 литров в минуту. Электрод ER308L обычно используется для сварки нержавеющей стали, а газовая смесь при использовании этого электрода состоит из 90% гелия, 7,5% аргона и 2,5% углекислого газа.
 Сварите с присадочным металлом из нержавеющей стали 308L диаметром 1 мм или 1,5 мм.
Сварите с присадочным металлом из нержавеющей стали 308L диаметром 1 мм или 1,5 мм.
