Какие сварочные электроды лучше для инвертора: Электроды для инверторной сварки:
Содержание
Какие электроды лучше | Практические рекомендации
Автор: Михаил Щербаков. Рубрика: инвертор,электроды
Какие электроды лучше для инвертора? Многие новички в электросварке задаются этим вопросом и полагают, что для инверторов есть какие-то специальные электроды, которые отличаются от электродов для трансформаторных сварочных аппаратов. Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Сварочные аппараты
Для сравнения возьмём 2 сварочных аппарата: инверторный и трансформаторный. Какие у них настройки, режимы и функциональные возможности?
Сварочный ток регулируется у обоих. У них могут быть разные диапазоны регулировок, но обычно эти дапазоны довольно большие. Т.е., по этому параметру разницы нет.
По роду тока – переменный или постоянный – есть варианты. Трансформаторные сварочники в простейшем своём варианте дают переменный ток, но есть модели с выпрямителем – такие аппараты могут давать и постоянный. Инверторы же наоборот – каждый инвертор даёт постоянный ток, но есть модели, которые дают переменный тоже.
Инверторы же наоборот – каждый инвертор даёт постоянный ток, но есть модели, которые дают переменный тоже.
Значит ли это, что какие-то электроды лучше подходят к какому-то определенному типу сварочников? На самом деле, на пачке с электродами указывается род тока, для которого они предназначены. Если у вашего сварочного аппарата есть режим с нужным для данных электродов родом тока, то совершенно не важно, инверторный он у вас или трансформаторный.
Далее рассмотрим полярность. При переменном токе такого параметра вообще нет, а при постоянном – обычно нужная полярность устанавливается простым подключение сварочных проводов к нужным разъёмам. Полярность также пишется на упаковке с электродами, и нужно просто правильно её установить.
Ещё инверторы отличаются набором различных функций, которых нет у трансформаторных устройств. Например, это функции «hot start», «anti-sticking», импульсный режим и прочие дополнительные возможности. Но эти функции лишь помогаюn сварщикам, особенно начинающим, но с выбором электродов это никак не связано.
Так, какие электроды лучше для инвертора?
Получается, что все электроды одинаково подходят для сварочных трансформаторов и инверторов? В общем, да!
И предвижу, что кто-то обязательно начнёт вспоминать, как у него одними и теми же электродами лучше варилось на устройстве одного типа и хуже на аппарате другого типа. В чём же дело?
А дело в том, что всё зависит от конкретного сварочника! Не от типа и его конструкции, а от конкретной модели. Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
На самом же деле, большое значение имеет не тип сварочного аппарата, а то, насколько электроды соответствую металлу, который ими варят — это один из ключевых условий выполнения качественного сварного шва. Также важны и другие условия сварки, поэтому, вопрос «какие электроды лучше для инвертора» правильней будет заменить на вопрос «какие электроды лучше в данной ситуации». И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Также важны и другие условия сварки, поэтому, вопрос «какие электроды лучше для инвертора» правильней будет заменить на вопрос «какие электроды лучше в данной ситуации». И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Тем не менее, если вы задаётесь таким вопросом, то скорее всего, вы начинающий сварщик и хотите узнать, какие электроды лучше для начала практики в электросварке. В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
Пример сварки инвертором электродами МР-3С
Понравилась статья? Тогда обязательно нажмите кнопки
Ещё по теме:
Что скрывают производители сварочных инверторов
Отзывы о сварочных инверторах
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
марки, выбор диаметра и силы тока
Процесс сварки довольно небезопасный, поэтому важно пользоваться качественным и проверенным оборудованием. Сварочный инвертор — современный и, возможно, один из лучших типов сварочных аппаратов. Простота работы с ними является одним из главных плюсов бытовых инверторов, получивших обоснованную и заслуженную любовь мастеров.
Сварочный инвертор — современный и, возможно, один из лучших типов сварочных аппаратов. Простота работы с ними является одним из главных плюсов бытовых инверторов, получивших обоснованную и заслуженную любовь мастеров.
- Выбор сварочного аппарата
- Классификация электродов
- Известные марки
- Определение нужного диаметра
- Выбор необходимой силы тока
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной.
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Известные марки
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
- МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
- ЦЛ-11 выбирают для сварки нержавейки и высоколегированной стали;
- ОЗАНА-1 — для соединения алюминиевых марок А0, А3; а ОЗАНА-2 — для сплавов АЛ4, АЛ9, АЛ11;
- Комсомолец-100 — для приварки меди и соединения меди и стали;
- ОЗЧ -2 применяют для сплавов чугуна.
Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная.
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе .
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Выбор необходимой силы тока
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом. Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
Лучший электрод для начинающих дуговых сварщиков — Baker’s Gas & Welding Supplies, Inc.
Сварщикам, относительно плохо знакомым со сваркой, может быть трудно определить, какой электрод использовать, когда существует так много вариантов. В то время как многие инструкторы по сварке рекомендуют своим ученикам практиковаться с электродом E6010, электрод E6013 редко упоминается, но очень прост в использовании.
Относительно неопытные сварщики могут создавать отличные сварные швы с помощью электрода E6013. Кроме того, есть еще несколько причин использовать это удилище:
Кроме того, есть еще несколько причин использовать это удилище:
- Прекрасно работает с машинами переменного и постоянного тока.
- Работает в любом положении (в том числе над головой).
- Имеет гладкий внешний вид сварного шва.
- Хорошо работает на тонких и толстых металлах.
Как и со всеми электродами и сварочными процессами, для правильного выполнения работы требуется несколько основных компонентов:
- Надлежащая подготовка шва
- Установка машины, соответствующая проекту
- Основные методы сварки
Подготовка шва для E6013
С этим электродом шов должен быть чистым, хотя небольшая ржавчина не является проблемой. По крайней мере, очистите соединение проволочным кругом или шлифовальной машиной и убедитесь, что на сварном шве нет масла, влаги, краски или чего-либо еще, что может загрязнить сварной шов.
При заделке трещины полностью зашлифовать. В противном случае трещина вернется и снова начнет распространяться. Только помните, чем чище стык, тем легче будет сварка.
Только помните, чем чище стык, тем легче будет сварка.
Настройка аппарата для E6013
Настройка сварочного аппарата является наиболее важной частью сварочного процесса. Потратив время на правильную настройку машины, вы облегчите сварку и в то же время получите красивый сварной шов.
Настройки сварочного аппарата для E6013 различаются в зависимости от размера электрода и толщины металла. На коробках с электродами указан рекомендуемый диапазон силы тока. Это всего лишь рекомендации, потому что каждый сварочный аппарат работает по-разному.
Чтобы настроить сварочный аппарат, ознакомьтесь с тем, что производители электродов рекомендуют в качестве диапазона силы тока, или обратитесь за рекомендацией в магазин сварочных принадлежностей. Установите сварочный аппарат на середину этого диапазона силы тока.
После установки потренируйтесь и отрегулируйте силу тока, пока валик не станет гладким и не впитается в металл. Электрод должен быть достаточно горячим, чтобы не прилипал, и достаточно остыть, чтобы не стал вишнево-красным. В качестве быстрого теста сварите два куска металлолома и попробуйте их сломать. Это должно дать представление о том, обеспечивают ли настройки прочный сварной шов.
В качестве быстрого теста сварите два куска металлолома и попробуйте их сломать. Это должно дать представление о том, обеспечивают ли настройки прочный сварной шов.
Техника сварки электродом E6013
Перед началом работы установите металл в удобное положение и используйте две руки. Вот так; две руки более стабильны, чем одна. С этим электродом обычно используются методы взбивания или круговые движения. Эти методы не только помогают производить более качественный сварной шов, но и помогают контролировать скорость перемещения.
Перетащите электрод под углом от 10 до 30 градусов в направлении движения. Если есть какие-либо проблемы со сваркой, рассмотрите возможность использования электрода меньшего диаметра, который облегчит сварку.
Для большинства применений электрод E6013 является хорошим универсальным выбором. Его можно использовать для сварки листового металла, тяжелых листов и всего, что между ними. Но есть одна загвоздка! Когда дело доходит до электродов для дуговой сварки, всегда используйте электроды класса А и желательно фирменных производителей.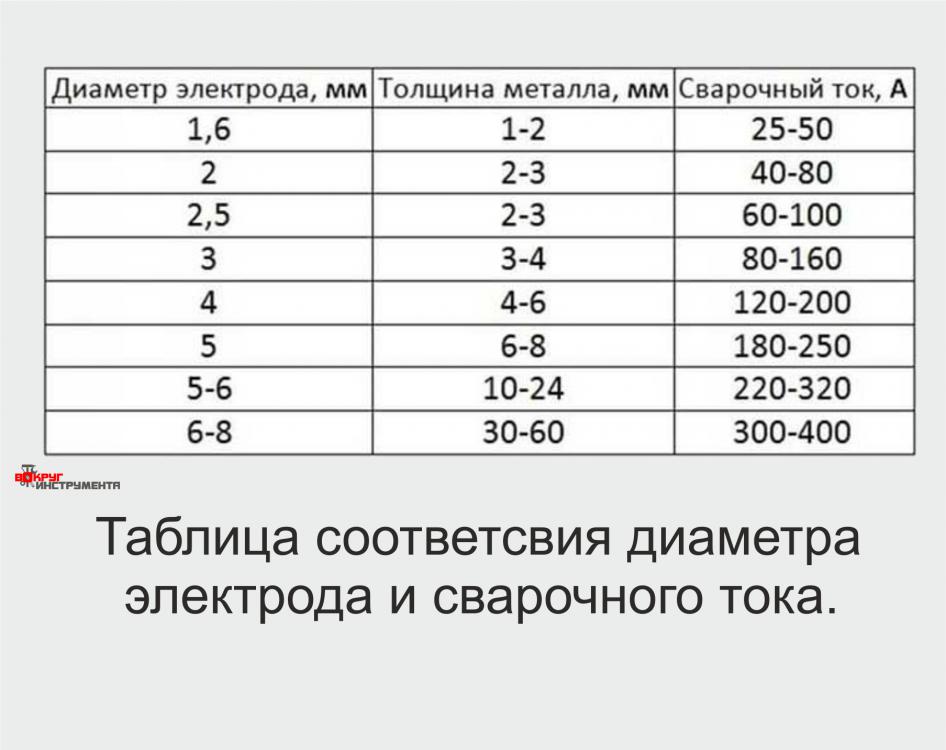 В конце концов, возможности использования этого электрода безграничны, и самое приятное то, насколько он прост в использовании!
В конце концов, возможности использования этого электрода безграничны, и самое приятное то, насколько он прост в использовании!
91110 Обзор инвертора на 80 А и выбор стержня
23-01-2012
#1
Некоторое время назад я приобрел инверторный сварочный аппарат на 80 ампер, и должен сказать, что мне очень нравится этот маленький сварочный аппарат. Единственное, что не так уж здорово, это то, что он придирчив к тому, какими удилищами он любит управлять.
Однако с правильными стержнями он очень хорошо сваривается, особенно с учетом стоимости.
Конечно, ограничением этого аппарата является сила тока 80 ампер, и людям с ограниченным бюджетом в качестве лучшей альтернативы часто предлагается Lincoln 225 (или аналогичный), когда возникают вопросы об этом сварочном аппарате. И я согласен по большей части. У меня есть AC225, и это гораздо более мощная машина. Мне он достался от деда (он получил его в 1973, я думаю), и он, вероятно, переживет инвертор Harbour Freight. Итак, я не собираюсь говорить, что HF — лучший сварочный аппарат всех времен.
Тем не менее, этот маленький сварочный тостер найдется со мной. Мне нравится делать небольшие проекты для друзей и соседей. Хорошо получается, сваркой занимаюсь, ужином кормят, или продуктами с огорода дают, или что-то в этом роде. Поэтому я собрал портативный комплект для легкой сварки/сборки. Все помещается в два ящика для инструментов среднего размера, за исключением моего шлема и удлинителя, который представляет собой шнур 50 10 ga.
В дополнение к сварочному аппарату у меня есть шлифовальная машина 4,5 с различными дисками, зажимами и зажимами для тисков, отбойным молотком, дрелью, угольником, 5 фунтов каждого из 3/32 6011 и 7018AC, небольшое количество 5/64 6013 и какие-то мелочи, которые я сейчас не вспомню. Это на самом деле довольно способная установка. Большая часть того, что я делаю, это либо ремонт перил, либо заборов из кованого железа, либо мелких деталей, сделанных из уголка или трубы толщиной 1/8 (или меньше), так что маленький сварщик справится с этим без проблем, а резка с помощью шлифовальной машины и зип-дисков обычно легче, чем таскать за собой пилу, хотя иногда ее и бросают.
Итак, он привередлив в выборе удочек. Он имеет напряжение холостого хода около 55 В, что находится на низком уровне, так что, вероятно, он отвечает за придирчивость. Вот удочки, которые я пробовал, и результаты.
Что не сработало:
-3/32 Хобарт 6011 : По-видимому, у Хобарта есть несколько версий 6011.Этот материал имеет белый флюс и поставляется в 10-фунтовом пластиковом контейнере из магазина фермы и ранчо. Это было паршиво. Зажечь дугу было сложно, и она не могла поддерживать дугу, не удерживая очень близкую дугу.
-3/32 KT Industries 6011: Лучше, чем Хобарт, но все же иногда хотелось застрять.
-3/32 KT Industries 7018AC : Стрелял хорошо, но иногда плохо удерживал дугу.
-3/32 Lincoln Excalibur 7018 : Трудно ударить, но когда он шел, он работал очень хорошо, и большую часть времени шлак отслаивался сам по себе. Запустил на 80 ампер.
Что сработало:
-3/32 Forney 6013: Этот материал старый. от 30 до 35 лет. Я унаследовал около 70 фунтов от дедушки. Я не очень большой поклонник 6013, но он работал нормально при 80 амперах.
-5/64 Hobart 6013 : Легко заводится, работает хорошо. Отлично подходит для тонких трубок, но на самом деле не более того с очень низким проникновением.Мои любимые:
-3/32 Lincoln 7018AC.

