Какими электродами лучше варить инвертором: Электроды для инверторной сварки:
Содержание
Какими электродами проще всего варить новичку
Содержание статьи:
Какими электродами проще всего варить новичку
Обучаясь азам сварки очень важно выбрать «правильные» расходные материалы. Само собой разумеется, что инвертором варить новичку будет проще, чем аппаратом переменного тока. Вместо щитка — лучше использовать маску Хамелеон.
Ну а что касается электродов для сварки, то они также, выбираются исходя из простоты обращения. Всё дело в том, что многие электроды имеют трудный розжиг, а для работы с ними нужен хоть какой-то минимальный опыт.
Поэтому в данной статье будет рассмотрен вопрос о том, какими электродами лучше всего начинать варить молодому сварщику. Ниже в комментариях вы можете делиться собственным опытом и своими познаниями в сварочном деле.
Критерии выбора сварочных электродов
Прежде чем начать перечислять «электроды для новичков», следует разобраться, а по каким вообще критериям происходит выбор электродных стержней?
Во многом выбор зависит от марки свариваемой стали, от толщины изделия. Немалое внимание оказывает на выбор электродов и массивность конструкции. Для сварки объёмных изделий используются электроды большого диаметра с основным покрытием.
Немалое внимание оказывает на выбор электродов и массивность конструкции. Для сварки объёмных изделий используются электроды большого диаметра с основным покрытием.
Немаловажен и род сварочного тока, а также полярность. Электроды могут быть плавящегося и неплавящегося типа. Для обучения рекомендуется использовать плавящиеся электроды с рутиловым покрытием.
С каких электродов лучше всего начинать новичку?
Для изучения сварки новичкам рекомендуется использовать рутиловые электроды. Это одни из самых лучших электродов, которые обладают массой преимуществ в отличие от электродов с основным покрытием.
Первое что приходит на ум, варить рутиловыми электродами можно как на переменном, так и на постоянном токе. Стабильность горения дуги обеспечивает специальное рутиловое покрытие, которое состоит на более чем 50% из двуокиси титана.
Рутиловые электроды хорошо разжигаются, они не так сильно требовательны к подготовке свариваемых изделий. То есть, в отличие от электродов с основным покрытием, рутиловыми электродами можно варить даже ржавый и неочищенный металл.
Кроме того, рутиловый электрод удобно использовать повторно. Он также хорошо разжигается, как и в первый раз. Ну и, пожалуй, самое главное достоинство в том, что при сгорании рутиловые электроды выделяют гораздо меньше вредных веществ.
Наплавленный шов рутиловыми электродами отличается высокой ударной прочностью и стойкостью. Сам же электрод в процессе сгорания имеет низкий коэффициент разбрызгивания металла, что доставляет больше удобств начинающему сварщику в работе.
Лучшие марки рутиловых электродов
Само собой разумеется, что и рутиловые электроды имеют популярные и востребованные марки, которые за долгие годы сформировали вокруг себя, только положительны отзывы. В первую очередь — это электроды MP-3 и OK-46. Данные электроды отличаются универсальностью и неприхотливостью в использовании.
Отдельно стоит отметить электроды АНО-4, которые также имеют рутиловое покрытие. Это весьма популярная марка электродов, которые пользуются большим спросом, как у мастеров сварочного дела, так и у начинающих сварщиков. Особой популярностью обладает марка электродов АНО-4 «Арсенал», которые одинаково хорошо варят как по грязи, так и по воде.
Особой популярностью обладает марка электродов АНО-4 «Арсенал», которые одинаково хорошо варят как по грязи, так и по воде.
А вот начинать осваивать сварку с электродами УОНИ, несмотря на их высочайшее качество, и безупречный сварной шов, однозначно не стоит. Всё дело в том, что сварочные электроды УОНИ очень капризны и требовательны в работе. Чтобы нормально варить данными электродами, нужен хоть маломальский опыт в электросварке.
Делитесь и своим опытом! С каких электродов начинали варить вы? Ну а я, по своему тогдашнему незнанию, начинал варить электродами «Монолит».
Поделиться в соцсетях
Какие электроды выбрать для сварки инвертором
Инверторы значительно расширили возможности сварщика. Такие аппараты, в зависимости от функций, могут варить различные марки сталей и нержавейку, а также практически любой цветной металл. Но такой универсализм возможен только с использованием дополнительных материалов, в том числе и расходников. Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы для работы с таким оборудованием? Обо всем вы узнаете далее в нашей статье.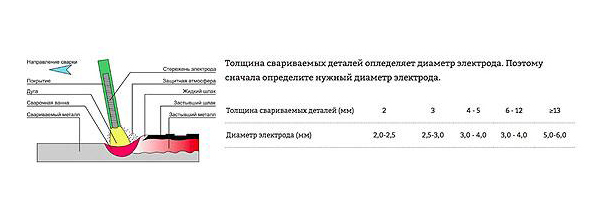
Основные типы электродов
Эти материалы принято делить на два основных типа: плавящиеся и неплавящиеся.
Первый вариант используется для большинства видов сварочных работ по соединению различных марок стали и некоторых цветных металлов и сплавов. Их принцип состоит в расплавлении стержня и обмазки вместе с материалом деталей во время сварки, чем и обеспечивается скрепление их между собой. Неплавящийся тип электрода применяют при работе с аргонодуговым сварочным аппаратом. Основная задача такого стержня — направить дугу на металл и, путем плавки, сформировать соединение. Весь процесс при этом происходит, как правило, в защитной атмосфере из газа. В свою очередь эти два основных типа расходников имеют большую классификацию, которая диктуется их назначением.
Подбор электродов нужного диаметра
Плавящиеся стержни для сварки инвертором нужно выбирать соответствующего диаметра, в зависимости от толщины свариваемого металла. Конечно, при небольших объемах работ и создания неответственных конструкций, можно использовать различные номера электродов для инвертора. Потребуется только подобрать соответствующие настройки прибора (например, снизит силу тока). Но, в большинстве случаев, лучше всего выбрать нужный диаметр. Как это сделать? Приблизительные параметры подборки диаметра электрода к толщине металла можно посмотреть в таблицах в интернете. Электроды с номерами от шести и выше в большинстве случаев потребуют более высокой мощности, которую обычные бытовые инверторы, как правило, не обеспечивают.
Потребуется только подобрать соответствующие настройки прибора (например, снизит силу тока). Но, в большинстве случаев, лучше всего выбрать нужный диаметр. Как это сделать? Приблизительные параметры подборки диаметра электрода к толщине металла можно посмотреть в таблицах в интернете. Электроды с номерами от шести и выше в большинстве случаев потребуют более высокой мощности, которую обычные бытовые инверторы, как правило, не обеспечивают.
В среднем максимальная сила тока распространенных сварочных аппаратов инверторного типа находиться в пределах 220-250 Ампер. Зачем подбирать стержень по диаметру? Главное в сварочном соединении — обеспечить качественный шов. Он зависит от степени проварки (то есть насколько глубоко и широко расплавился металл заготовок). Малые диаметры расходников не смогут обеспечить достаточное количество расплавленного металла, а слишком толстые могут попросту прожечь заготовку. Также слишком тонкие стержни не добавят в шов достаточное количество присадок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, структуры крепления. Однако, кроме диаметра, нужно подобрать расходник соответствующий свариваемому металлу.
Однако, кроме диаметра, нужно подобрать расходник соответствующий свариваемому металлу.
Виды электродов по назначению
Электроды для сварочных работ инвертором выбирают в зависимости от материала, с которым приходится работать. Поэтому производятся расходники со своими назначениями. Какие электроды лучше для инвертора при работе с разными материалами?
Электроды для сварки стали с углеродистым и нелегированным составом. Расходники для сварочных работ по термостойкой стали. Для сварки стали с легирующими добавками (подходят для нержавейки). Алюминиевые расходники для «крылатого» металла и сплавов с различным составом. Для сваривания меди и ее производных. Сварочные стержни для сварки по чугуну. Специальные расходники для ремонта и наплавки (используют для заварки трещин и прочих дефектов). Электроды предназначенные варить трудносвариваемые и неопределенные марки стали. Отличаются такие расходники по металлу стержня и его составу, а также с различной обмазкой. При электродуговой сварке инвертором стоит внимательно подходит к выбору электрода. Нельзя варить алюминий или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
Нельзя варить алюминий или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
Обмазки (покрытия) в свою очередь делятся на несколько классов. Основного. Рутилового. Целлюлозного. Кислого. Разница в использовании их при различных режимах инвертора. Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример — сварка нержавейки). Рутиловые расходники применяют как при постоянном, так и обратном токе. Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Выбирая электроды в зависимости от покрытия также нужно руководствоваться маркой и видом металла. Следует знать, что выбирая электроды для работы инвертором, нужно обращать внимание на их покрытие. Обмазка должна быть сухой, без следов сырости и плесени, а также целой.
Обмазка должна быть сухой, без следов сырости и плесени, а также целой.
Сварочные расходные материалы очень чувствительны к влажности. Их продают в герметичных упаковках, после раскрытия, которой они быстро отсыревают (в период 8-24 часов). Для их сушки используют метод прокалывания. Если использовать сырые электроды для сварки, то они будут прилипать к поверхности. Что значительно затруднит зажигание дуги и нормальный сварочный процесс.
Популярные марки
Если с назначением и классификацией основных типов расходников все понятно, то какими электродами лучше варить инвертором, учитывая, что сегодня в предложении сотни различных их марок и производителей? И как определить требуемые стержни по маркировкам?
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующие.
1. Постоянный ток.
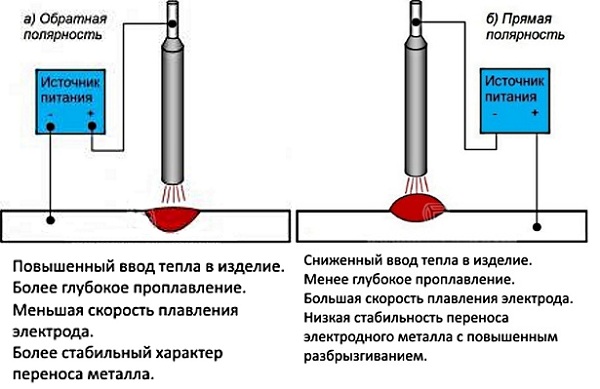
2. Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
3. Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
МР-3
Это электроды с рутиловыми обмазками. Как было сказано выше, они подходят для инверторов как с переменным, так и постоянным током. Применяются при сваривании углеродистой и низколегированной стали. Преимуществом таких электродов является стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходники прекрасно варят металл неподготовленным. Ржавчина или влага не помешают создать качественный шов. Режим инвертора при работе с МР-3 выставляют на обратную полярность.
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов. При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс). В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс). В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества. Ими осуществляют как горизонтальные, так и вертикальные виды соединений. Режим инвертора может быть любой полярности, с постоянным или переменным током.
АНО 21
Эти электроды выбирают для сваривания инвертором тонкостенных конструкций из углеродистой стали. Подходят для варки труб или профиля. Настройки могут быть любой полярности, с переменным или постоянным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование. Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали. ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе. ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали. ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями. ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр. Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
Выбор и подготовка электродов для GTAW
Не так давно некоторые типы электродов, используемые для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), были немного дороже других. По словам Джошуа Спринкла, регионального менеджера по продажам Weldcraft, многие производственные цеха отказались от дорогих электродов и использовали только два из них: чистый вольфрам и торированный вольфрам.
Электроды из чистого вольфрама, которые на 99,50% состоят из вольфрама, использовались для сварки алюминия; 2-процентные торированные вольфрамовые электроды, которые содержат 9Для всего остального использовалось 7,30% вольфрама и от 1,70 до 2,20% тория.
Многое изменилось за эти годы.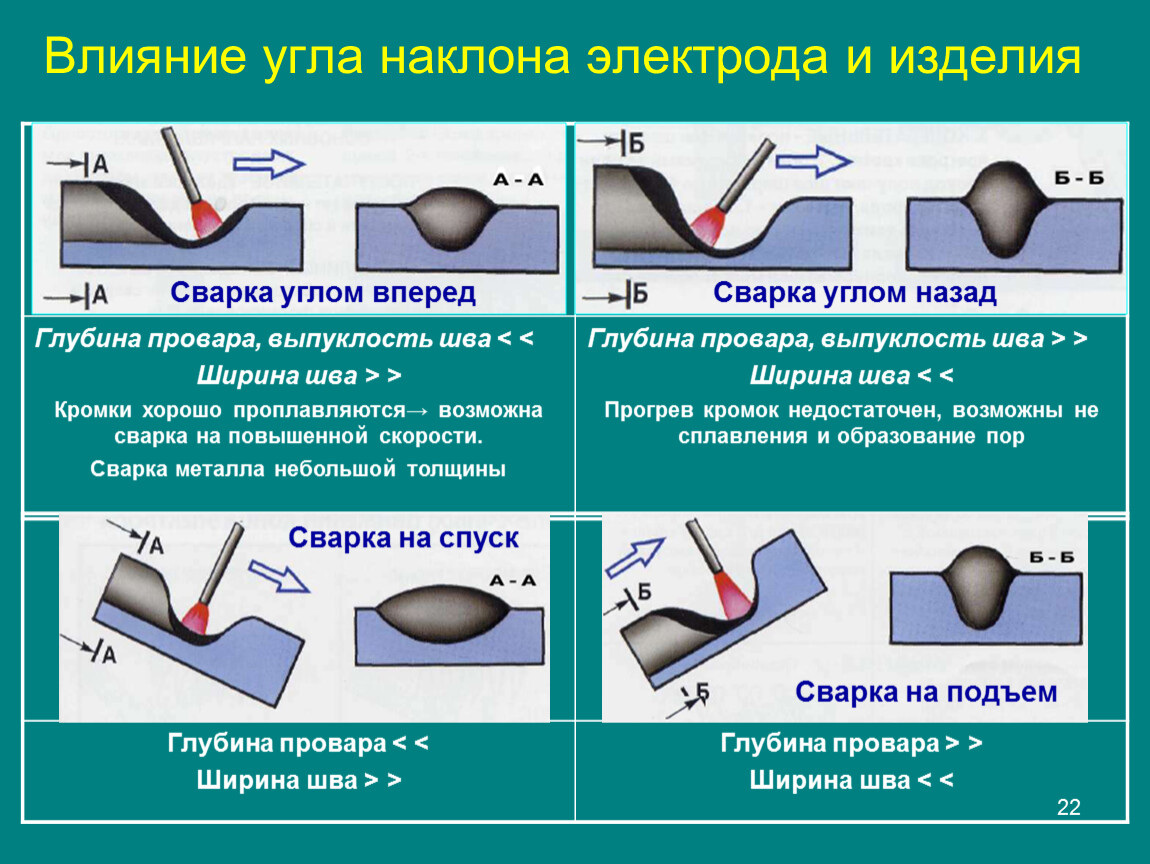
«Теперь цены на электроды одного типа намного более стабильны, — сказал Спринкл. «Изменилась технология сварки; производители представили блоки питания на основе инверторов, которые представляют собой разновидность блоков питания с трансформатором-выпрямителем. Наконец, у сварщиков есть новые сплавы для работы», — сказал он.
По всем этим причинам сварщики могут оптимизировать процесс сварки, выбрав и подготовив правильный электрод для своего применения.
Типы электродов
Шесть типов электродов: чистый вольфрам и пять сплавов.
- Чистый вольфрам (EWP, зеленый цвет), 99,50% вольфрама. Этот электрод хорош для сварки переменным током с традиционными трансформаторно-выпрямительными источниками питания. Он предпочтителен для алюминия и магния, потому что он удерживает постоянный шарик на конце даже при нагреве переменного тока. В нем чуть менее полупроцента дополнительных элементов и соединений, что позволяет минимизировать сварные швы.

загрязнение. - 2% тория (EWTh-2, красный цвет), 97,30% вольфрама, 1,70-2,20% тория. Торий увеличивает токоемкость электрода, позволяя легко заточить этот электрод до такой степени, чтобы получить лучший запуск дуги и более стабильную дугу. Это также снижает расход электрода, а это означает, что меньше шансов, что электродный материал загрязнит сварной шов.
лужа. Он подходит для сварки электродом постоянного тока с отрицательной полярностью углеродистой стали, нержавеющей стали, никеля и титана. - 2% церия (EWCe-2, оранжевая маркировка), вольфрам 97,30, церий от 1,80 до 2,20%. Этот тип предпочтителен для сварки DCEN, во время которой он сохраняет острие. Он также хорошо подходит для сварки инверторным аппаратом переменного тока и создает на конце небольшой концентрический устойчивый шарик. Он работает в 1,5-2 раза больше, чем чистый вольфрам при переменном токе.
- 1,5 процента лантана (EWLa-1,5, цветное золото), вольфрам 97,80, лантан от 1,30 до 1,70 процента.
 Этот тип имеет многие характеристики электродов с церием и может проводить гораздо больший ток, чем электрод из чистого вольфрама того же диаметра. Хороший слаботочный запуск дуги постоянного тока делает его подходящим для тонких материалов и деликатных деталей.
Этот тип имеет многие характеристики электродов с церием и может проводить гораздо больший ток, чем электрод из чистого вольфрама того же диаметра. Хороший слаботочный запуск дуги постоянного тока делает его подходящим для тонких материалов и деликатных деталей. - Цирконий (EWZr-1, коричневый цвет), 99,10 % вольфрама, 0,15–0,40 % циркония. Этот электрод имеет чрезвычайно стабильную дугу переменного тока, хорошо держит сферический конец и устойчив к вольфрамовым брызгам (которые загрязняют сварной шов). Токопроводящая способность не ниже, чем у торированного вольфрама. Для ДК не подходит.
- Редкоземельные элементы (EWG, серый цвет) содержат добавки оксидов редкоземельных элементов или комбинации оксидов. Добавки определяют такие характеристики, как стабильная дуга в приложениях переменного и постоянного тока, долговечность или более высокая допустимая нагрузка по току. Он идеально подходит для механизированных резаков.
Сделать правильный выбор — это больше, чем просто хорошая идея, и это больше, чем оптимизировать процесс сварки.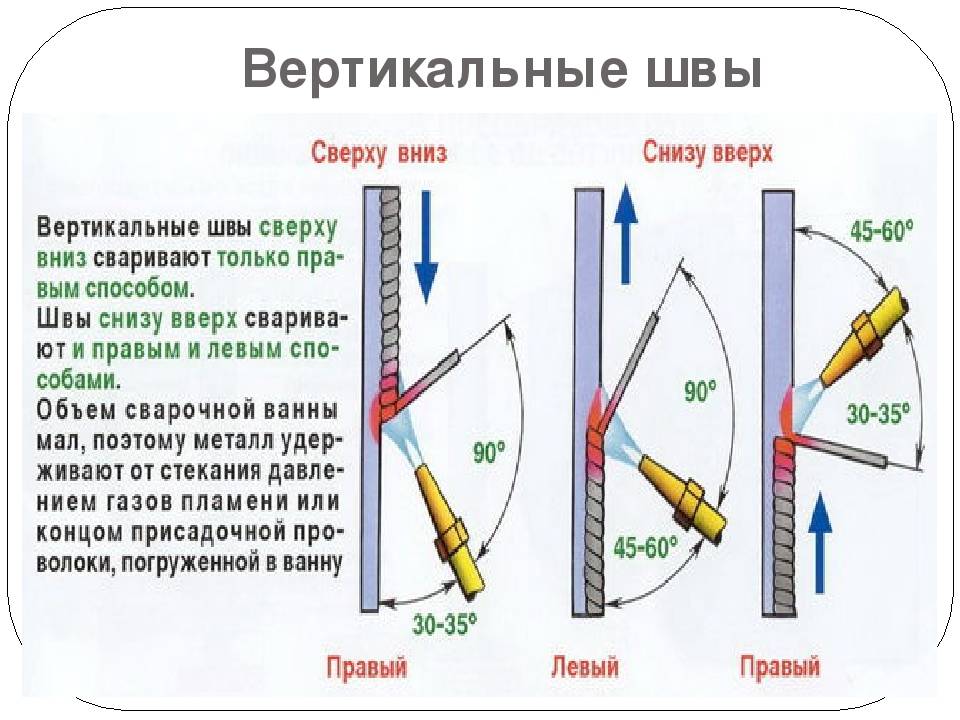 Неправильный выбор может привести к всевозможным проблемам, а проблемы приводят к устранению неполадок.
Неправильный выбор может привести к всевозможным проблемам, а проблемы приводят к устранению неполадок.
Выбор и подготовка электрода
Неправильный выбор электрода может привести к некачественному сварному шву.
«Правильный выбор означает лучшую согласованность», — сказал Спринкл. В противном случае сварщик рискует получить горячий пуск, а значит, потребуется больше энергии для зажигания электрода и стабилизации дуги. «Если сварной шов имеет горячий старт, он может повредить материал, вызвав прожоги и привести к несоответствию по всему сварному шву». Спринкл привел типичный сценарий, GTAW постоянного тока с низким током и дуговым стартом при 10
ампер Использование обычного электрода приведет к горячему пуску. По его словам, лантанаты — лучший выбор в этой ситуации.
«Сварщик, работающий с повседневными материалами, может не заметить проблемы с горячим пуском, но кто-то, кто соединяет материалы для аэрокосмической отрасли, заметит», — сказал он, имея в виду титан и сплав INCONEL®, материалы настолько дорогие, что цена на них высока. продается фунтами, а не тоннами.
продается фунтами, а не тоннами.
Рисунок 1: Вольфрамовая шлифовальная машина обеспечивает заданные углы заточки и может работать с вольфрамовыми электродами нескольких диаметров — оба эти фактора обеспечивают постоянную подготовку и производительность.
«Вы не хотите выбрасывать деталь за 40 000 долларов, потому что выбрали не тот электрод», — сказал он.
Блок питания также является важным фактором.
«Два типа — трансформатор-выпрямитель и инвертор», — сказал он. «Инверторный тип — это высокотехнологичное оборудование. Принципиальные различия заключаются в том, что они подают ток по-разному.
«Чистый вольфрам плохо подходит для инверторного источника питания, потому что он имеет тенденцию к слипанию», — сказал Спринкл. «К сожалению, запуск дуги с электродом в виде шарика требует много энергии и требует специальных настроек — если вы вообще можете его запустить. Вместо этого инверторы оптимизированы для запуска с коническим электродом. Церий и лантанат — два лучших варианта, потому что они
Церий и лантанат — два лучших варианта, потому что они
удерживать конус и препятствовать образованию большого шара при сварке переменным током».
Загрязнение сварных швов является еще одной критической областью. Чистый вольфрам часто предпочтительнее для инверторной сварки переменным током, потому что он создает плотный шар, уменьшая вероятность расплавления примесей и загрязнения сварного шва. И наоборот, торированного вольфрама следует избегать, потому что он имеет тенденцию образовывать узелки вокруг электрода, которые могут расплавиться, загрязняя сварные швы. Церий или лантан — лучший выбор для этого.
типа сварки, сказал Спринкл.
После разработки подходящего типа электрода следующим шагом является подготовка вольфрама.
«Диаметр вольфрама и желаемый размер дуги определяют правильный угол заточки», — сказал Спринкл. Он отметил, что ручная заточка электрода на обычном настольном шлифовальном станке не дает хороших результатов. «Никто не может постоянно держать электрод под правильным углом».
Еще одна проблема ручной заточки — неправильное направление заточки. Шлифовальное действие должно проходить параллельно длине электрода; шлифовка перпендикулярно его длине — большая проблема.
«Это может привести к бороздкам или канавкам по окружности, и дуга может следовать за этими бороздками, — сказал Спринкл, — вызывая блуждание дуги и приводя к нестабильной дуге или увеличивая шансы расплавления наконечника в сварной шов. лужа».
Вольфрамовая шлифовальная машина является необходимым инструментом (см. Рисунок 1 ).
Повышение производительности
Выбор правильного электрода и его правильная подготовка — это не просто советы, это ключ к продуктивной сварке. Сварщик, который тратит свое время на плохие сварные швы и их устранение, не тратит свое время продуктивно, тем более, что поиск подходящего электрода и определение наилучшего угла заточки занимает не более нескольких минут.
«Многих проблем можно избежать, если вольфрам правильно подобран к источнику питания и правильно подготовлен», — сказал Спринкл.
Основные сведения о стержневых электродах с низким содержанием водорода
Перейти к содержимому
Сварка электродом
остается ключевой для многих сварочных работ, отчасти потому, что материалы, используемые во многих областях, по-прежнему подходят для процесса, который хорошо знаком многим сварщикам. Когда дело доходит до сварки электродами, электроды E7018 Американского общества сварщиков (AWS; Майами, Флорида) являются обычным выбором, поскольку они обеспечивают подходящие механические и химические свойства для различных применений, а также низкий уровень содержания водорода, помогающий предотвратить растрескивание, вызванное водородом. .
Основные сведения о стержневых электродах E7018 с низким содержанием водорода могут быть полезны для понимания их работы, характеристик и получаемых сварных швов. Как правило, стержневые электроды E7018 обеспечивают низкий уровень разбрызгивания и ровную, стабильную и тихую дугу. Эти характеристики присадочного металла дают сварщику хороший контроль над дугой и сводят к минимуму потребность в очистке после сварки, что является важным фактором в тех случаях, когда требуется пристальное внимание к качеству сварки и подводимому теплу, а также при жестких сроках.
Эти электроды обеспечивают хорошую скорость наплавки и хорошее проплавление, что означает, что операторы сварки могут добавить в соединение больше металла за заданное время, чем многие другие стержневые электроды (например, E6010 или E6011), и при этом, как правило, могут избежать дефектов сварки, таких как отсутствие слияния. Добавление таких элементов, как железо, марганец и кремний, к этим электродам обеспечивает явные преимущества, включая (но не ограничиваясь) способность успешно сваривать грязь, мусор или прокатную окалину.
Дополнительным преимуществом штучных электродов E7018 является хороший запуск и повторное зажигание дуги, что помогает устранить такие проблемы, как пористость в начале сварки. Для хороших повторных зажиганий (повторного зажигания дуги) необходимо предварительно удалить налет кремния, образующийся на конце электрода. Однако перед сваркой важно проверить все требования, поскольку некоторые правила или процедуры не допускают повторного прожига штучных электродов.
Как указано в их классификации AWS, стержневые электроды E7018 обеспечивают предел прочности при растяжении не менее 70 000 фунтов на квадратный дюйм (обозначается «70») и могут использоваться во всех положениях сварки (обозначается «1»). «8» относится к маловодородному покрытию, а также к среднему проплавлению, которое обеспечивает электрод, и типам тока, которые ему необходимы для работы. Наряду со стандартной классификацией AWS стержневые электроды E7018 могут иметь дополнительные обозначения, такие как и «h5» и «H8», которые относятся к количеству диффундирующего водорода, отложенного присадочным металлом в сварном шве. Обозначение h5, например, указывает на то, что наплавленный металл содержит 4 мл или менее диффузионного водорода на 100 г металла сварного шва.
Электроды с обозначением «R», такие как E7018 h5R, прошли специальные испытания и признаны производителем влагостойкими. Чтобы получить это обозначение, продукт должен сопротивляться влаге в заданном диапазоне после воздействия температуры 80 градусов по Фаренгейту и относительной влажности 80 процентов в течение девяти часов.
Наконец, использование «-1» в классификации стержневых электродов (например, E7018-1) означает, что продукт обладает повышенной ударной вязкостью, помогающей противостоять растрескиванию в критических условиях или при более низких температурах.
Стержневые электроды E7018 с низким содержанием водорода могут работать с источником питания постоянного тока (CC), который обеспечивает положительный электрод переменного тока (AC) или постоянного тока (DCEP). Присадочные металлы E7018 имеют в покрытии дополнительные стабилизаторы дуги и/или железный порошок, помогающие поддерживать стабильную дугу при сварке на переменном токе. Основным преимуществом использования переменного тока с электродами E7018 является устранение дугового разряда, который может возникнуть при сварке постоянным током с неидеальным заземлением или при сварке намагниченных деталей. Несмотря на наличие дополнительных стабилизаторов дуги, сварка, выполненная на переменном токе, может быть не такой гладкой, как сварка, выполненная на постоянном токе, из-за непрерывных изменений направления тока, которые происходят до 120 раз в секунду.
При сварке током DCEP эти электроды могут обеспечить более легкое управление дугой и более привлекательный сварочный шов, поскольку направление тока остается постоянным. Для достижения наилучших результатов следуйте рекомендациям производителя по рабочим параметрам диаметра электрода.
Как и в случае любого процесса и электрода, правильная техника сварки электродами E7018 важна для обеспечения хорошего качества сварки. Удерживайте малую длину дуги — в идеале держите электрод чуть выше сварочной ванны — чтобы поддерживать стабильную дугу и свести к минимуму вероятность образования пор.
При сварке в плоском и горизонтальном положениях направьте/перетащите электрод на 5–15 градусов в сторону от направления движения, чтобы уменьшить вероятность захвата шлака в сварном шве. При сварке в вертикальном положении направьте/нажмите электрод вверх на 3-5 градусов, перемещая его вверх, и используйте технику легкого качания, чтобы предотвратить провисание сварного шва. Ширина сварочного валика обычно должна быть в два с половиной раза больше диаметра сердечника электрода для плоских и горизонтальных швов и в два с половиной-три раза больше диаметра сердечника для вертикальных швов вверх.
