Какой электрод выбрать для сварки инвертором: Какие электроды лучше использовать для инверторной сварки, как выбрать по диаметру, покрытию, назначению, какие лучше, рекомендации для начинающих
Содержание
Какие электроды выбрать для сварки инвертором: самые подходящие
Назначения и типы
Стержень, который подводит ток к сварному соединению, называется электродом. Вот краткое определение назначения этого важного элемента в процессе сварки. Чтобы быть эффективным, он должен отвечать ряду требований, например: стержень и его покрытие должны плавиться равномерно, сохранять свои технические и физико-химические свойства при хранении и обладать низкой токсичностью при сварке. Если описывать сам процесс с использованием этих расходных материалов, то для получения качественного сварного шва требуется непрерывно горящая дуга, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от сварного шва. Продолжая краткое описание электродов, в том числе инверторных, поговорим об их классификации по конструкции и о том какие электроды выбрать для сварки инвертором.
- Неплавящиеся представляют собой прутки – вольфрамовые или углеродистые.
 Эти стержни подают только ток, а присадка подается отдельно.
Эти стержни подают только ток, а присадка подается отдельно. - Расходные материалы для плавки представляют собой металлические стержни с покрытием. Они плавятся в процессе сварки и приводят непосредственно к образованию сварного шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, защищают сварной шов от воздействия окружающей среды.
 Эти стержни подают только ток, а присадка подается отдельно.
Эти стержни подают только ток, а присадка подается отдельно.Характеристика сварочного оборудования
Чтобы понять, какие электроды выбрать для сварки инвертором постоянного тока, необходимо знать характеристики и технические подробности этого оборудования. Он состоит из нескольких ключевых элементов: центрального блока управления, трансформатора, высокочастотного преобразователя, сетевого фильтра и силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Он отличается от других машин тем, что имеет электронное устройство, способное преобразовывать входное напряжение в его рабочие характеристики, другими словами, он способен генерировать стабильный постоянный ток.
Он широко используется, поскольку устойчив к скачкам напряжения, способен регулировать ток в более широком диапазоне, чем обычное оборудование, и способен создавать устойчивую дугу, в результате чего получается почти идеальный сварной шов. Качество электродов нельзя недооценивать в работе. Их состав и диаметр определяют качество процесса и, в конечном итоге, срок службы сварочного аппарата. Время работы инверторного сварочного аппарата неограниченно, и это необходимо учитывать при выборе расходных материалов. Этот тип оборудования можно использовать даже для сварки необработанных металлов, например, на водопроводных или тепловых сетях в случае аварийной ситуации. Для этой работы необходимы плавящиеся электроды для инверторной сварки, диаметр и состав которых зависит от свариваемого материала.
Распространенные марки
Для каждого типа стали требуется определенная марка электрода. Это особенно актуально для материалов с различными покрытиями и примесями. При использовании инверторного сварочного аппарата расходные материалы могут вести себя по-другому — эти характеристики стоит учитывать. Примеры расходных материалов и некоторые их характеристики приведены в таблице ниже.
Примеры расходных материалов и некоторые их характеристики приведены в таблице ниже.
Перечень электродов по видам стали:
| Марка | Вид | Особенности некоторых расходных материалов |
| 1 группа: УОНИ 13/55, УОНИ 13/45 2 группа: МР-3, МР-3С 3 группа: | Углерод | 1 группа является одним из самых сложных электродов, используемых для создания высококачественных прочных швов в тяжелых конструкциях. Это требует квалификации сварщика и особого внимания к процессу. 2 группа представляет собой электроды для многоцелевого использования и сварки неочищенных и ржавых материалов. Вторые можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материалов |
| АНО-4 АНО-6 | Легированная | Относятся к легковоспламеняющимся электродам.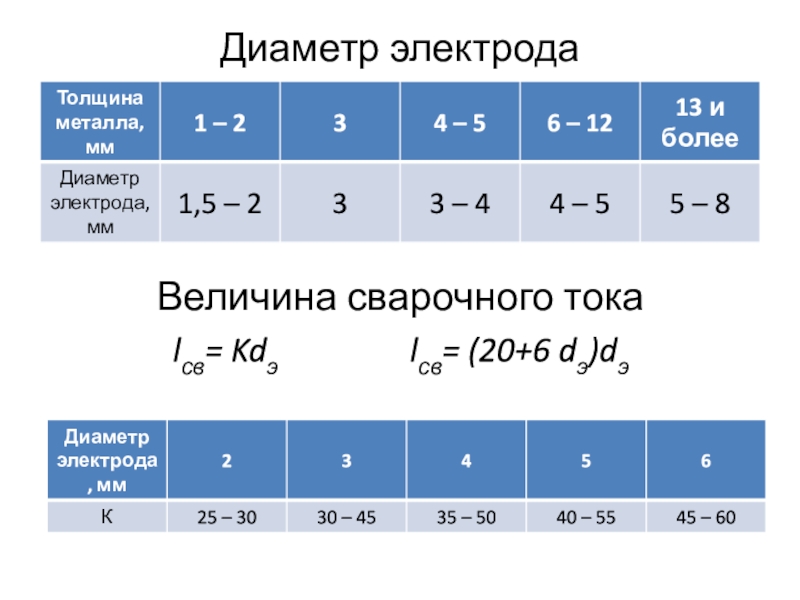 Обеспечивают стабильное дуговое горение, минимальное разбрызгивание металла, высокое качество швов, и легкое отделение шлака. Популярен среди начинающих сварщиков Обеспечивают стабильное дуговое горение, минимальное разбрызгивание металла, высокое качество швов, и легкое отделение шлака. Популярен среди начинающих сварщиков |
| ЦЛ-11 ОЗЛ-6 | Высоколегированная | Первый предназначены в основном для работы с нержавеющей сталью, второй – для термостойких и литейных деталей |
| ОЗЧ-2 | Чугун | Состав покрытия состоит из компонентов, которые предотвращают образование трещин из-за содержащегося в нем водорода |
| Т-520 | Чугун (наплавка) | Используется, например, для сварки деталей машин, которые работают в условиях быстрого износа |
Какие электроды выбрать для сварки инвертором: моменты, на которые следует обратить внимание
Выбор диаметра электрода определяется толщиной материала. Например, сварка широких стенок требует больше времени и большего количества расходуемого материала. Чем он толще, тем больше время непрерывной работы; в этом случае тонкие электроды будут очень быстро прогорать. Эксперты могут рассчитать время обработки и размер сварного шва. Сварка углов или профильных труб, например, не требует строгих требований к герметичности и поэтому может выполняться с помощью универсального электрода 0,5-2 мм для инверторных сварочных работ. Сложные работы по сварке трасс с более толстыми конструктивными элементами или профильными опорами требуют для сборки элементов большего диаметра.
Эксперты могут рассчитать время обработки и размер сварного шва. Сварка углов или профильных труб, например, не требует строгих требований к герметичности и поэтому может выполняться с помощью универсального электрода 0,5-2 мм для инверторных сварочных работ. Сложные работы по сварке трасс с более толстыми конструктивными элементами или профильными опорами требуют для сборки элементов большего диаметра.
Выбор по внешнему виду не менее важен, чем надпись на упаковке. Сухая поверхность элемента, которая должна быть плотной. Исключаются всевозможные бугорки, припухлости и поры. В отдельных случаях допускаются продольные трещины, неровности и заусенцы определенного размера — эти значения следует проверить по ГОСТу.
Они должны быть упакованы в картонные коробки, обмотанные водонепроницаемой бумагой или полиэтиленовой пленкой. На коробке указывается свариваемый материал, значение тока и специальные условия сварки. Электроды должны быть маркированы в соответствии с признанной маркировкой. Потребление также написано. На практике этот параметр весьма условен: для разных материалов и конструкций расход одного и того же расходного материала может быть разным.
Потребление также написано. На практике этот параметр весьма условен: для разных материалов и конструкций расход одного и того же расходного материала может быть разным.
В качестве заключения
Соотношение полезного металла и шлака в процессе сварки описывается коэффициентом наплавки, который также зависит от условий хранения электрода. Пропитанные влагой детали можно высушить, но коэффициент наплавки будет значительно ниже. Поэтому важно внимательно проверять упаковку при покупке и хранить расходные материалы в соответствии с правилами. Качество сварного шва должно быть идеальным, особенно когда речь идет о герметизации и внешних соединениях. Правильно подобранный электрод позволяет создать прямой шов с требуемой выпуклостью или вогнутостью. Также важно понимать какие электроды выбрать для сварки инвертором, чтобы гарантировать эффективную сварку в коррозионных металлах. Качество сварного шва также в значительной степени определяется тем, как сходит сварочный шлак. Если электрод инвертора подобран неправильно, шлак будет отлетать вместе со сварным швом, даже если он сварен правильно.
Вообще говоря, современные инверторные сварочные аппараты предлагают возможность использования целого ряда электродов. Качественные сварные швы легче получить, если знать какие электроды выбрать для сварки инвертором.
Какие электроды для сварки инвертором новичку: как подобрать инверторный сварочный инструмент
06Дек
Содержание статьи
- Что такое электрод: устройство
- Как выбрать сварочные электроды для инвертора: классификация расходников
- Классификация электродов по типу покрытия
- Как выбрать электроды для сварки инвертором
- Какими электродами лучше варить: выбираем по видам металлических изделий
- Выбор электродов для сварки инвертором для начинающих: как выбрать по видам металла
- Выбираем электроды для резки
- Как подобрать лучшие электроды для сварки инвертором
Тем, кто недавно начали осваивать сварочное ремесло, рекомендуется разобраться, что такое электроды, как устроены и какие лучше выбрать для сварки инвертором новичку. Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Будущим специалистам сварного дела, которые постигли эти тонкости, будет проще сделать правильный выбор. Этот аппарат легче всего освоить, поэтому он особенно популярен среди людей, которые только начали свою деятельность.
Что такое электрод: устройство
Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину. Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Классификация расходников
| по назначению | обозначение | |
| для углеродистых и легированных сталей конструкционных с временным сопротивлением разрыву до 600 мпа | э38, э42, э42а, э46, э46а, э50, э50а, э55, э60 | у |
| для легированных конструкционных металлов со стойкостью на разрывание более 600 мпа | э70, э85, э100, э125, э150 | л |
| для теплоустойчивых материалов, прошедших легирование | э09м, э09мх и др. | т |
| сваривание высоколегированных деталей с особыми свойствами | э12х13, э06х13м, э10х17т и др. | в |
| наплавка поверхностных покрытий с особенными характеристиками | э10г2, э11гз, э16г2хм и др. | н |
Выделение общих групп среди великого множества вариантов – сложная задача, за которую берутся не все опытные мастера. их схематично делят по назначению, химическому составу оплавленного сплава, видам, толщине, материалу, из которого они сделаны, механическим свойствам. Специалисты со стажем используют те расходники, к которым привыкли, или те, что удовлетворяют их по соотношению цены и качества.
При выборе они обычно учитывают два критерия:
- Тип металла, с которым нужно будет работать. Если сварочные работы проходят дома, то чаще всего речь идет о железе и сплавах на его основе – так называемых черных. В этом случае единственный момент, который стоит учитывать новичку, это содержание углерода.
 Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки». - Требования к конструкции. Прежде чем решать, какие электроды для инверторной сварки выбрать и как, необходимо понять, будут ли швы подвергаться вибрационным нагрузкам или перепадам температуры. В этом случае стоит обратить внимание на стержни с повышенными свойствами.
Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит. Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение. Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др. |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др.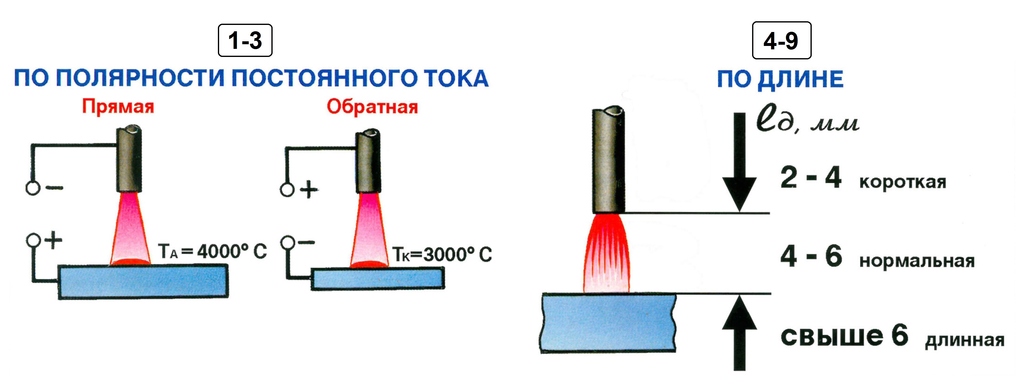 |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |
Как выбрать электроды для сварки инвертором
Диаметр и толщина металла
Сравните эти два критерия. Они должна быть примерно одинаковыми. Для инверторного оборудования обычно берут стержни до 2 мм, потому что для более габаритных заказов не подойдут.
Назначение
Существует много тонкостей. Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала.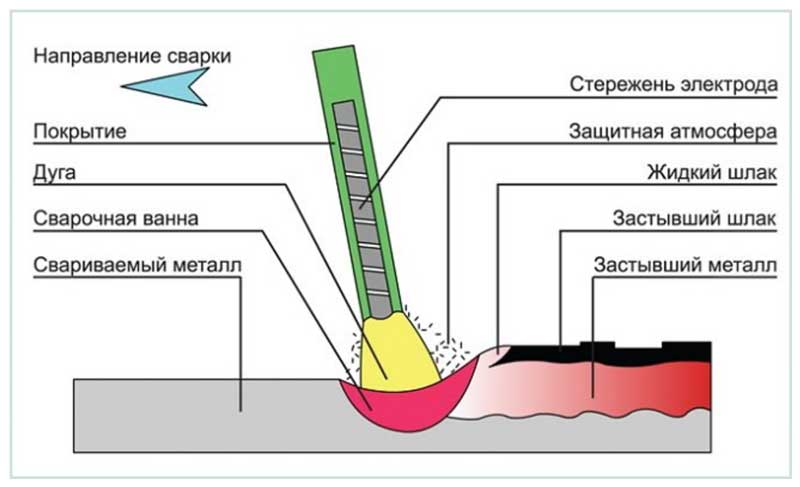 Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Какими электродами лучше варить: выбираем по видам металлических изделий
Забор
Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Тонкий металл
Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Трубы
Газовые обрабатывают марками ОК-46 и ЛБ-52. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Швеллер
Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.
Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла
Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Арматура
Для нее годится товар с рутиловым или основным покрытием АНО-21.
Оцинковка
Популярные среди изделий из этого материала – УОНИ 13/55, ЦУ-5, ЦЛ-20, ТМУ-21.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Выбираем комплектующие для резки
Их главные характеристики:
- высокая окисляемость;
- покрытие должно выдерживать высокие температуры;
- высокая тепловая мощность дуги.
Поэтому лучше отдавать предпочтение сериям, предназначенным специально для этого процесса. Иначе может потечь из-за высокой температуры и помешать выполнить заказ качественно. Кроме того, удвоится расход электроэнергии. Вместо традиционных металлических прутков берите графитовые и трубчатые.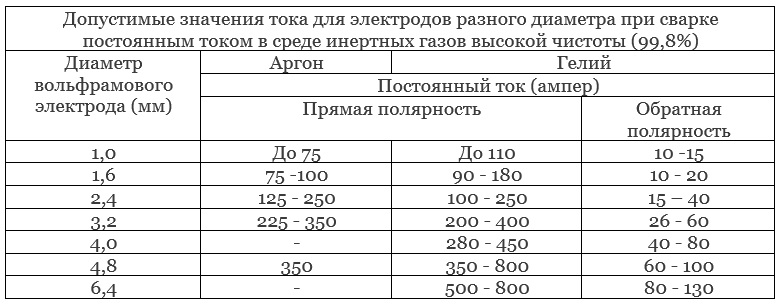
Как подобрать лучшие электроды для сварки инвертором
Опытные мастера рекомендуют следующие марки:
Фтористо-кальциевое покрытие
- ESAB;
- УОНИ 13/55.
Рутиловый слой
- АHO-4;
- МP-3;
- ОК 46.00.
Нержавеющая сталь
- НЖ-13;
- ОЗЛ-8;
- ЦЛ-11.
Мы рассказали вам, как начинающему мастеру выбрать подходящие расходники, дали указания, на каких вариантах остановиться, если пока не можешь оценить ситуацию с высоты собственного опыта, и рассказали, как выбирают определенный диаметр электрического проводника. Надеемся, наши рекомендации позволят вам качественно выполнить работу и помогут дальше совершенствовать свое мастерство. Компания «Рокта» занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Электроды инверторные сварочные:
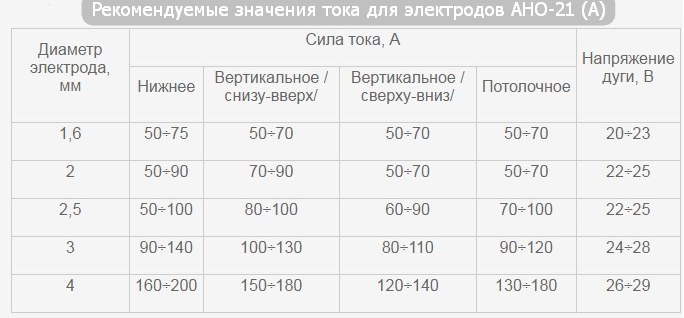
Для начинающего сварщика выбор электрода может стать проблемой: существует более двухсот марок с разными свойствами, назначением и характеристиками. При этом около 100 марок подходят для ручной электродуговой сварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Давайте просто кратко опишем основные виды и какие электроды для инверторной сварки больше всего подходят новичкам. Также поговорим о том, какой диаметр брать и какой ток выставлять для сварки металла разной толщины.
При этом около 100 марок подходят для ручной электродуговой сварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Давайте просто кратко опишем основные виды и какие электроды для инверторной сварки больше всего подходят новичкам. Также поговорим о том, какой диаметр брать и какой ток выставлять для сварки металла разной толщины.
Содержание статьи
- 1 Что такое электрод и что такое покрытие
- 1.1 Виды покрытий и их характеристики
- 2 Как выбрать электроды для инверторной сварки
- 2.1 Электроды с рутиловым покрытием МП1 0 7 90 МП1 0 0 90 2.2 УОНИ 13/55 с основным покрытием
- 2.3 АНО 21
- 2.4 Электроды нержавеющие ОК 63.34
- 3 Как выбрать диаметр электрода, как его подключить и какой установить силу тока
- 3.1 Сварочный ток
- 4 Держатели для электродов
Что такое электрод и что такое покрытие для
Электрод представляет собой кусок металлической проволоки, покрытой специальным покрытием. При сварке сердечник плавится от температуры дуги. При этом покрытие горит и плавится, создавая вокруг зоны сварки защитное газовое облако – сварочную ванну. Он блокирует доступ кислорода в воздухе. В процессе горения смеси часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Таким образом, покрытие обеспечивает хорошее качество сварки.
При сварке сердечник плавится от температуры дуги. При этом покрытие горит и плавится, создавая вокруг зоны сварки защитное газовое облако – сварочную ванну. Он блокирует доступ кислорода в воздухе. В процессе горения смеси часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Таким образом, покрытие обеспечивает хорошее качество сварки.
Сварочный электрод состоит из сердечника и защитного покрытия
Перед началом сварки любой электрод осматривают: покрытие не должно иметь сколов. В противном случае вы не добьетесь равномерного прогрева и качественного шва. Также обратите внимание на кончик электрода: толщина покрытия должна быть одинаковой со всех сторон. Тогда дуга выйдет в центре. В противном случае он будет смещен. Для опытных сварщиков это не страшно, а для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью покрытия. Некоторые из них очень плохо воспламеняются при повышенной влажности (например, УОНИ). В связи с такой «капризностью» покрытия хранить их необходимо в сухом месте, обеспечив по возможности герметичную упаковку. Можно положить коробку в пакет, а также положить туда несколько пакетиков соли, которые находятся в обувных коробках.
В связи с такой «капризностью» покрытия хранить их необходимо в сухом месте, обеспечив по возможности герметичную упаковку. Можно положить коробку в пакет, а также положить туда несколько пакетиков соли, которые находятся в обувных коробках.
Мокрые электроды покупать не стоит: их, конечно, можно высушить, но их характеристики снизятся. Если все же так получилось, что электроды отсырели, их можно просушить в обычной бытовой печи при низких температурах (они обычно указаны на упаковке). Второй способ – поставить на длительное время в сухое, хорошо проветриваемое помещение.
Покрытие (защитное покрытие) электродов бывает: основное, рутиловое, целлюлозное и кислотное
Виды покрытий и их характеристики
Всего существует четыре типа покрытий:
- Основные.
- Рутил.
- Кислый.
- Целлюлозный.
Основные (SSSI) и целлюлозные покрытия подходят только для сварки постоянным током. Их можно использовать на ответственных швах: они создают прочный эластичный шов, устойчивый к ударным нагрузкам.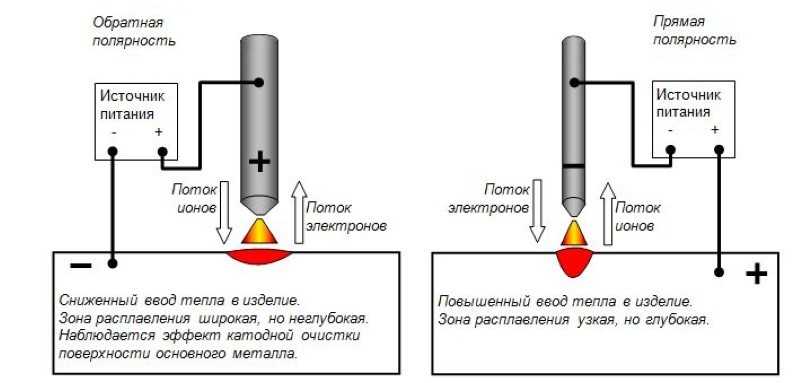
Существует более 200 марок электродов для сварки, около 100 из них могут применяться для ручной электродуговой сварки
Два других (рутиловый и кислый) — могут работать при сварке переменным и постоянным током. Но кислотное покрытие очень токсично: работать в помещении можно только в том случае, если рабочее место оборудовано принудительной тягой.
Рутиловое покрытие имеет зеленоватый или голубой оттенок, электроды легко воспламеняются. Они хорошо воспламеняются даже при низком напряжении холостого хода инвертора (для надежного воспламенения основного покрытия необходима хорошая ВАХ, как выбрать инверторный сварочный аппарат читайте здесь). При сварке рутиловыми электродами (МП-3), металл почти не брызгает, но шлака много и оторваться не просто: приходится работать молотком.
Вас может заинтересовать как сварить беседку из металлической трубы или как сделать навес на каркасе из трубы.
Как выбрать электроды для инверторной сварки
В первую очередь подбирается состав сердечника: он должен быть аналогичен типу свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Именно из такой же проволоки должны быть и электроды. Иногда все же приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавеющей стали, а у высоколегированных и жаропрочных — из металла с такими же характеристиками.
В домашнем хозяйстве чаще всего используются конструкционные стали. Именно из такой же проволоки должны быть и электроды. Иногда все же приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавеющей стали, а у высоколегированных и жаропрочных — из металла с такими же характеристиками.
Вы можете выполнять все работы по дому или строительству, используя всего несколько марок электродов:
- МП-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними проще работать, в то же время они позволяют проваривать качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общие области применения тех расходных материалов, которые многие специалисты считают хорошими электродами для инвертора. В любом случае их часто рекомендуют начинающим сварщикам для получения опыта.
Электроды с рутиловым покрытием МП 3
Попробуйте электроды АНО 21 для работы на инверторе
Работают как с переменным, так и с постоянным током любой полярности. Перед сваркой требуется термообработка: прокаливают при 120°С в течение 40 минут.
Перед сваркой требуется термообработка: прокаливают при 120°С в течение 40 минут.
| Диаметр, мм | Нижнее положение электрода | Вертикальное положение электрода | Верхнее положение электрода |
|---|---|---|---|
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды из нержавеющей стали OK 63.34
Если вам нужно сварить нержавеющую сталь, попробуйте OK 63.34. Их также можно использовать для варки конструкционной стали. В результате получается шов с мелкой волной с плавным переходом на основную поверхность металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы в металле 6-8 мм, проходящие сверху вниз. Подходит для многопроходной стыковой и нахлесточной сварки. Работает от постоянного и переменного тока любой полярности, минимальное напряжение холостого хода — 60 В.
Подходит для многопроходной стыковой и нахлесточной сварки. Работает от постоянного и переменного тока любой полярности, минимальное напряжение холостого хода — 60 В.
Электроды сварочные ОК 63.34
Также потребуется маска для сварки. Чтобы было легче работать, возьмите сварочную маску-хамелеон.
Как выбрать диаметр электрода, как его подключить и какой выставить силу тока
Выбор марки электродов для инвертора – это еще не все. Даже если вы определились, остается как минимум три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток ставить;
- к какому выводу «+» или «-» подключить электрод.
Все в порядке. Начнем с того, какой диаметр электрода нужен для сварки. В целом рекомендуется исходить из толщины свариваемых металлов: при малых толщинах электрод берут диаметром того же размера, что и металл. Если вы свариваете металл толщиной 3 мм, то и электроды такого же размера. Если будете варить что-то толще, соответственно берите 4 мм. Но новичкам будет сложно работать с большими электродами. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используют электроды 3 мм, или как говорят «тройку».
Но новичкам будет сложно работать с большими электродами. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используют электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, к какому выводу подключать электроды. В характеристиках на упаковке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключите электрод к отрицательной клемме, которая зацеплена за деталь. При прямой полярности на деталь сажают плюс, на электрод — минус. Как это выглядит на сварочном инверторе показано на фото.
Прямая и обратная полярность подключения сварочного инвертора
Чем отличаются эти два типа подключения? Поток электронов имеет другое направление. Как известно, электроны движутся от «минуса» к «плюсу». Поэтому при сварке получается, что больше нагревается тот элемент, который соединен с «+». Изменяя режимы подключения, можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас есть электрод 3 мм и металл 2 мм. Если на деталь нанести «+», может получиться прогар. Поэтому в этом случае лучше использовать обратную полярность, при которой электрод будет сильнее нагреваться. Если вы хотите сварить металл 6 мм той же тройкой, то лучше это делать на прямой полярности: так прогрев металла будет глубже, а шов прочнее.
Как выбрать инверторный сварочный аппарат читайте здесь . Возможно вас заинтересует строительство забора из профнастила.
Сварочный ток
В общем случае при установке электрода сварочный ток для инвертора устанавливается в зависимости от диаметра используемого электрода. Вообще на каждой пачке есть рекомендации, но можно и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но тут еще нужно учитывать, как вы будете прокладывать шов: с разделением или без. Для сварки без отрыва устанавливают меньшие токи, с отрывом — более высокие.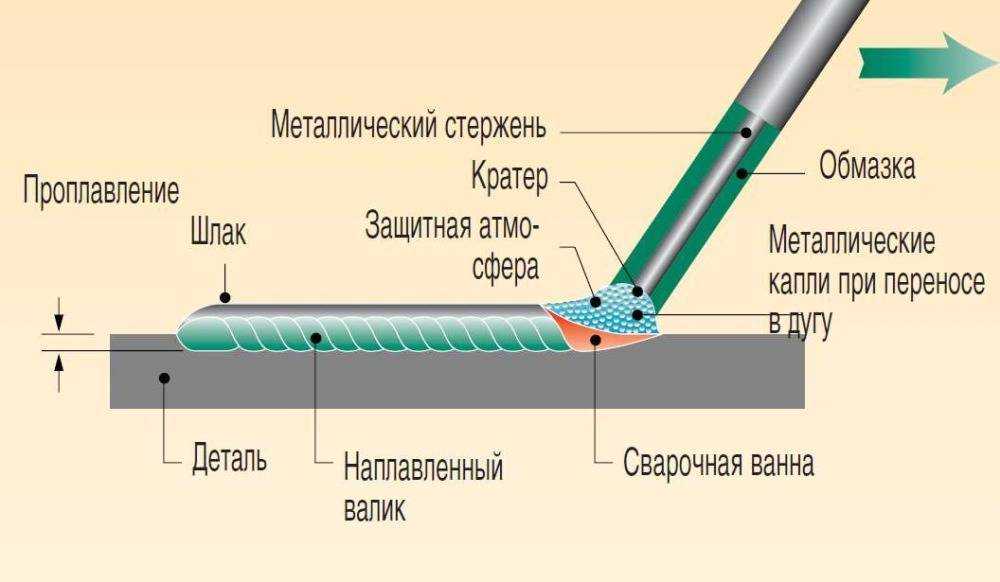
Какой ток надо варить разными электродами (общие рекомендации, подбирать точно опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва устанавливают ток около 70-90 А, с отрывом 90-120 А. Эти параметры могут «гулять» в обе стороны: это зависит еще и от скорости движения острия электрода, от марка и «текучесть» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи далеки от обязательных. Начните с них, а потом выбирайте так, чтобы вам было удобно работать и шов получился хорошим. У вас должна получиться качественная связь, а соотношение силы тока и скорости движения вы подберете опытным путем. При этом ориентируйтесь на состояние сварочной ванны. Она ваш главный показатель качества.
О том, как варить инверторной сваркой читайте здесь.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только как подобрать электроды для инверторной сварки, но и как их подключить, какого диаметра они нужны для этой работы, и как подобрать ток для каждого типа электрода и шов. Теперь поговорим немного об электрододержателях.
Держатели для электродов
Один из сварочных тросов имеет держатель (держатель), в который вставляется сварочный электрод. Они бывают двух типов:
- с триггерной клавишей, в них электрод автоматически зажимается при отпускании подпружиненной клавиши, освобождается при ее нажатии;
- резьбовой — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный стержень электрода.
Какой из них лучше? Решать вам, но случайно нажав на кнопку, вы можете уронить электрод во время сварки. Ничего страшного при этом не происходит, но неприятно…
При выборе электрододержателя главное обращать внимание на силу тока, на которую он рассчитан.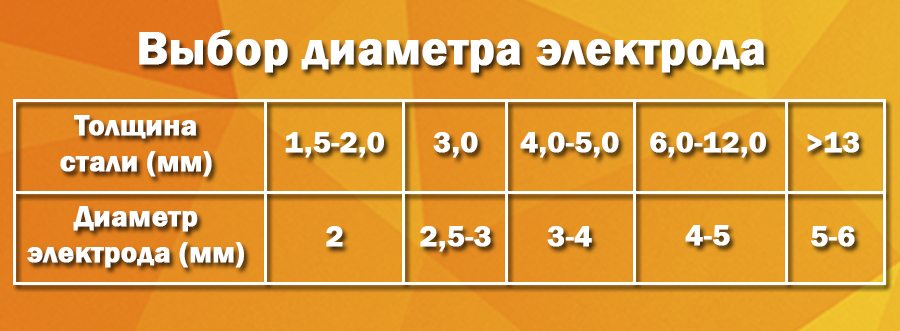 Выбирайте по максимальному параметру, который доступен для вашего сварочного аппарата.
Выбирайте по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключить кабель к сварочному электрододержателю с винтовым зажимом показано на видео.
Подключить электрододержатель для сварки несложно. Есть только один нюанс: при частой работе сварочный трос перетирается своим краем. Можно, конечно, укоротить кабель и перепаять, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не произошло, найдите шланг, внутренний диаметр которого такой же или чуть меньше наружного диаметр свариваемого кабеля. Отрежьте от него небольшой кусочек – сантиметров 15 – и разрежьте вдоль. Теперь его можно надеть на трос, подтянуть и там зафиксировать.
Как выбрать правильную полярность при сварке
Сварщики должны иметь определенные технические знания, чтобы правильно выполнять свою работу.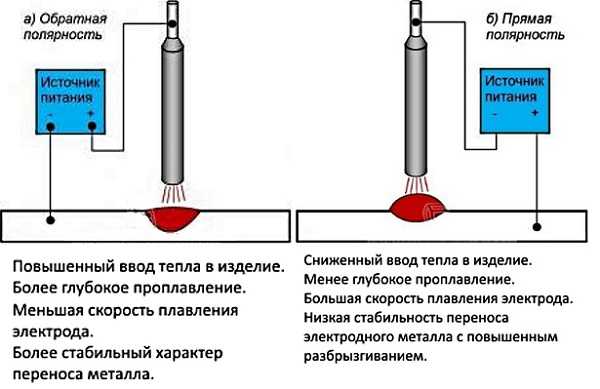 Одним из технических терминов, которые можно услышать в любом сварочном цеху или на курсах сварки, является полярность. Полярность является одним из факторов, определяющих качество и прочность сварного шва. Поскольку не бывает двух одинаковых сварочных проектов, сварщики должны приспосабливаться к каждому материалу в зависимости от желаемых результатов.
Одним из технических терминов, которые можно услышать в любом сварочном цеху или на курсах сварки, является полярность. Полярность является одним из факторов, определяющих качество и прочность сварного шва. Поскольку не бывает двух одинаковых сварочных проектов, сварщики должны приспосабливаться к каждому материалу в зависимости от желаемых результатов.
Другим термином, с которым сталкивается каждый сварщик, является сварочный ток. Многие сварочные аппараты имеют маркировку переменного или постоянного тока, описывающую полярность тока аппарата. Вот что вы должны знать:
Сварка переменным и постоянным током
Переменный ток означает переменный ток, а постоянный ток — постоянный. В то время как постоянный ток течет в одном направлении, что приводит к постоянной полярности, переменный ток течет в одном направлении в течение половины времени и в обратном направлении в течение другой половины.
Что такое полярность при сварке?
Когда вы включаете сварочный аппарат, он образует электрическую цепь с положительным или отрицательным полюсом. Это свойство называется полярностью. Поскольку правильная полярность обеспечивает прочные высококачественные сварные швы, правильный выбор имеет решающее значение.
Это свойство называется полярностью. Поскольку правильная полярность обеспечивает прочные высококачественные сварные швы, правильный выбор имеет решающее значение.
Сварка с неправильной полярностью может вызвать множество проблем, в том числе неэффективное проплавление, чрезмерное разбрызгивание и потерю контроля над сварочной дугой.
Какие существуют типы полярности при сварке?
Три основных типа полярности при сварке: постоянный ток прямой полярности, постоянный ток обратной полярности и переменный ток.
Прямая полярность постоянного тока возникает, когда пластины положительные, а электрод отрицательный, в результате чего электроны перемещаются от кончика электрода к опорным пластинам. В большинстве случаев около двух третей тепла дуги выделяется на электроде, а другая треть приходится на опорную плиту.
Из-за этого электрод быстро расплавляется, а скорость наплавки металла увеличивается.
С другой стороны, пластины плохо плавятся из-за меньшего количества тепла.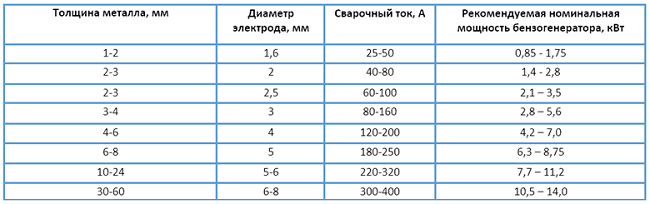 Недостаточное плавление, отсутствие надлежащего проникновения и сильное армирование — вот некоторые из довольно распространенных дефектов.
Недостаточное плавление, отсутствие надлежащего проникновения и сильное армирование — вот некоторые из довольно распространенных дефектов.
Постоянный ток обратной полярности бывает, когда электрод положительный, а пластины отрицательные. Электроны меняют направление и перемещаются от базовой пластины к электроду, выделяя больше тепла на пластине по сравнению с прямой полярностью постоянного тока. Сварка постоянным током с обратной полярностью обычно имеет меньше дефектов включения и обеспечивает более быстрый процесс сварки. Он хорошо работает с тонкими материалами и металлами с низкой температурой плавления, такими как медь.
Потенциальные проблемы с обратной полярностью постоянного тока включают более короткий срок службы электрода и необходимость более высокого уровня усиления, если скорость установлена неправильно. Хотя этот метод отлично подходит для более тонких материалов, он часто неэффективен для соединения толстых пластин с более высокой температурой плавления.
Если источник питания подает переменный ток с полярностью , обратная и прямая полярность будут чередоваться с положительной пластиной основания и отрицательным электродом в половине случаев. Напротив, электрод будет положительным, а опорная пластина отрицательной другой половиной.
Полярность переменного тока имеет атрибуты прямой и обратной полярности, и оба они возникают в течение одного и того же цикла. Он эффективен с большинством типов электродов и пластин различной толщины, что делает его популярным универсальным выбором.
Выбор из различных типов полярности при сварке
При выборе полярности необходимо учитывать несколько факторов, включая температуру плавления материала и его толщину. Например, алюминий и магний лучше всего работают с обратной полярностью из-за их низкой температуры плавления. С другой стороны, нержавеющая сталь и титан лучше реагируют на полярность переменного тока. Он обеспечивает преимущества прямой и обратной полярности и предотвращает чрезмерное расширение зоны термического влияния.