Какой операцией образуется головка болта или гвоздя на прессах автоматах: олимпиадные задания по технологии 8-9 класс | Олимпиадные задания (технология, 8,9 класс) на тему:
Содержание
олимпиадные задания по технологии 8-9 класс | Олимпиадные задания (технология, 8,9 класс) на тему:
Всероссийская олимпиада школьников
II муниципальный этап
Технология
«Техника и техническое творчество»
8-9 классы
Фамилия, имя, отчество
Серия № документа
Класс (№ и буква)
Образовательное учреждение
Название предмета
Номер аудитории
Дата проведения олимпиады
Общее время выполнения работы – 45 мин.
Система оценивания тестовых заданий и контрольных вопросов.
За каждый правильно выполненный тест участник конкурса получает один балл. Если тест выполнен неправильно или только частично ноль баллов. Творческое задание выполняется под текстом задания № 25 простым карандашом или ручкой. За полностью выполненное творческое задание ставиться 3 балла.
Максимальное количество баллов за тестирование – 27 баллов.
Задание 1. Отметьте знаком « +» правильный ответ.
Какой операцией образуется головка болта или гвоздя на прессах — автоматах?
а) волочение
б) прессование
в) вытяжка
г) высадка
Количество баллов – 1
Задание 2. Отметьте знаком « +» правильный ответ.
Отметьте знаком « +» правильный ответ.
Заготовки из каких материалов могут быть закреплены на магнитном столе шлифовального станка?
а) стали
б) пластмасс
в) древесины
г) цветных сплавов
Количество баллов – 1
Задание 3. Отметьте знаком « +» правильный ответ.
Какие материалы используются для изготовления основных деталей штампов?
а) нержавеющие стали
б) инструментальные стали
в) твердые сплавы
г) легкие сплавы
Количество баллов – 1
Задание 4. Отметьте знаком « +» правильный ответ.
Обработкой металла с помощью режущих инструментов является:
- сварка;
- пайка;
- шлифование;
- прокатка.
Количество баллов – 1
Задание 5. Отметьте знаком « +» правильный ответ.
Для чистового строгания древесины используют:
- рубанок металлический;
- фуганок;
- шерхебель;
- рубанок ручной электрический.
Количество баллов – 1
Задание 6. Отметьте знаком « +» правильный ответ.
Отметьте знаком « +» правильный ответ.
Какой станок предназначен для обработки цилиндрических поверхностей деталей:
а) сверлильный
б) фрезерный
в) токарный
г) фрезерный с ЧПУ
Количество баллов – 1
Задание 7. Отметьте знаком « +» правильный ответ.
Какими размерными признаками выражаются линейные размеры на машиностроительных чертежах?
а) м
б) мм
в) см
Количество баллов – 1
Задание 8. Отметьте знаком « +» правильный ответ.
Какая из передач может быть отнесена к фрикционной?
а) червячная
б) зубчатая
в) ременная
г) винтовая
д) реечная
Количество баллов – 1
Задание 9. Отметьте знаком « +» правильный ответ.
Включать и выключать электроприборы можно только
- — в диэлектрических перчатках
- — сухими руками, берясь за корпус вилки
- — потянув за шнур
Количество баллов – 1
Задание 10. Отметьте знаком « +» правильный ответ.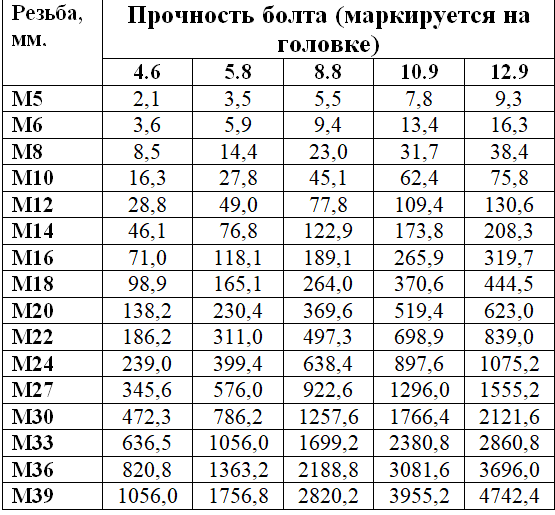
Максимальную светоотдачу на единицу потребляемой мощности имеет
- — Лампа накаливания
- — Люминесцентная лампа
- — Светильник на светодиодах
- — Галогенная лампа
Количество баллов – 1
Задание 11. Отметьте знаком « +» правильный ответ.
Для осуществления какого технологического процесса можно обойтись без технологической машины?
а) прокатка
б) прессование
в) литье в земляную форму
г) точение
Количество баллов – 1
Задание 12. Отметьте знаком « +» правильный ответ.
Повышение твердости поверхности заготовки обеспечивает термическая обработка:
а) отжиг
б) закалка
в) отпуск
Количество баллов – 1
Задание 13. Отметьте знаком « +» правильный ответ.
Какое свойство материала определяется, как способность выдерживать нагрузки, не разрушаясь?
а. твердость
б. прочность
в. плотность
г. упругость
упругость
Количество баллов – 1
Задание 14. Отметьте знаком « +» все правильные ответы.
Укажите, какие из перечисленных объектов относятся к технологическим
машинам:
а) сверлильный станок
б) автомобиль
в) швейная машина
Количество баллов – 1
Задание 15. Отметьте знаком « +» правильный ответ.
Выберите правильное название той части токарного станка для обработки древесины, которая служит опорой для режущего инструмента:
а) станина
б) задняя бабка
в) планшайба
г) подручник
д) патрон
Количество баллов – 1
Задание 16. Отметьте знаком « +» все правильные ответы.
Какие краски по истечению срока твердения образуют слой, который не смывается водой?
а) клеевые
б) нитроэмаль
в) масляные
г) водоэмульсионные.
Количество баллов – 1
Задание 17. Отметьте знаком « +» правильный ответ.
Назовите тип стружки, который получается при резании вязких металлов:
а) стружка скалывания
б) стружка сливная
в) стружка надлома
Количество баллов – 1
Задание 18. Отметьте знаком « +» правильный ответ.
Отметьте знаком « +» правильный ответ.
Какой линией обозначают ось симметрии детали?
а. штрихпунктирной тонкой линией
б. сплошной тонкой
в. штриховой
г. сплошной волнистой
Количество баллов – 1
Задание 19. Отметьте знаком « +» правильный ответ.
Документ, устанавливающий единые правила оформления графической и технической документации:
а. нормы и правила
б. правила
в. стандарт
г. нормы
Количество баллов – 1
Задание 20. Отметьте знаком « +» правильный ответ.
Наибольший расход материалов и следовательно, сокращение необходимых будущим поколениям ресурсов Земли, имеет место при:
а. обработке материалов давлением
б. литье
в. обработка материалов резанием
г. гибке материалов.
Количество баллов – 1
Задание 21. Отметьте знаком « +» все правильные ответы.
Какие расходы в семейной экономике являются постоянными?
а. покупка продуктов питания
б. оплата ремонта стиральной машины
оплата ремонта стиральной машины
в. плата за жилье
г. транспортные расходы
Количество баллов – 1
Задание 22. Отметьте знаком « +» правильный ответ.
В каких единицах измеряется оплачиваемый потребителем расход электрической энергии?
а) в ваттах
б) в вольтах
в) в киловатт-часах
г) в амперах
Количество баллов – 1
Задание 23. Отметьте знаком « +» все правильные ответы.
В ряде стран (Великобритания, Италия, Китай и др.) стремятся избавиться от использования пластмассовых пакетов и бутылок, потому что:
а. при их сжигании выделяются ядовитые газы
б. дешевле заменить их бумажными пакетами
в. они сохранятся в природе сотни лет
г. их поедают дикие животные.
Количество баллов – 1
Задание 24. Отметьте знаком « +» правильный ответ.
Условное обозначение лампы накаливания:
б.
в.
г
Количество баллов – 1
Задание 25. Творческие задания: Предложите способы изменения (модернизации) русской игрушки – матрешки. Выполните эскизы Ваших идей.
Творческие задания: Предложите способы изменения (модернизации) русской игрушки – матрешки. Выполните эскизы Ваших идей.
Количество баллов – 3
типов болтов — Руководство по покупке Томаса
Изображение предоставлено: Billion Photos/Shutterstock.com
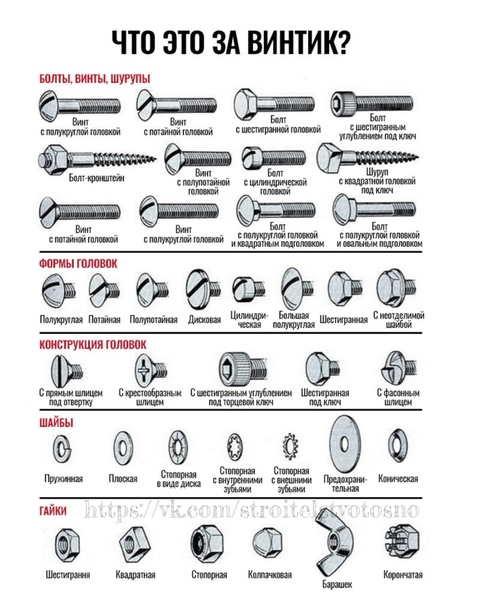
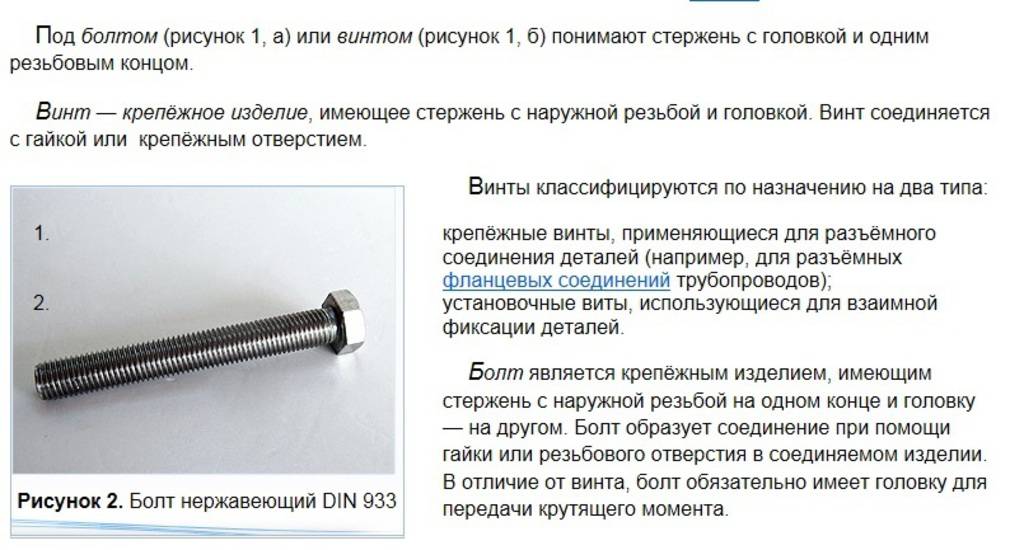
Болты — это типы механических крепежных изделий, которые имеют наружную резьбу и используются с гайкой для соединения деталей с использованием момента затяжки. Эти застежки предназначены для вставки через отверстия, предварительно просверленные в соединяемом материале. В отличие от винтов, которые также являются крепежными элементами с внешней резьбой, гайки и болты работают вместе, а это означает, что для правильной работы болтов требуется навинчивание на них гайки, а также требуется просверленное отверстие, в которое можно вставить болт.
Термины «болтовое крепление» или «типы болтового соединения» редко используются в связи с болтами в контексте крепежных изделий, эти термины больше связаны с болтовым креплением ткани и машинами для болтового соединения, используемыми в текстильной промышленности.
Преимущество гаек и болтов
Использование гаек и болтов по сравнению с другими типами крепежа имеет то преимущество, что их можно разбирать по мере необходимости, в то время как другие виды крепежа, такие как заклепки, предназначены для стационарной установки. Болты часто используются с гайками и шайбами, где шайба обеспечивает увеличение площади поверхности, к которой прикладывается усилие крепления. Существует множество различных типов гаек, которые можно использовать с болтом, наиболее распространенными из которых являются шестигранные гайки. Другие типы орехов включают в себя:
- Контргайки
- Шестигранные гайки со шлицем
- Фланцевые гайки
- Колпачковые гайки
- Соединительные гайки
- Барашковые гайки (также известные как барашковые гайки)
- Квадратные гайки
- Гайки для панелей
- Гайки для поверхностного монтажа
Гайки и болты можно использовать для соединения различных материалов, включая дерево, листовой металл, сталь, железо и полимеры.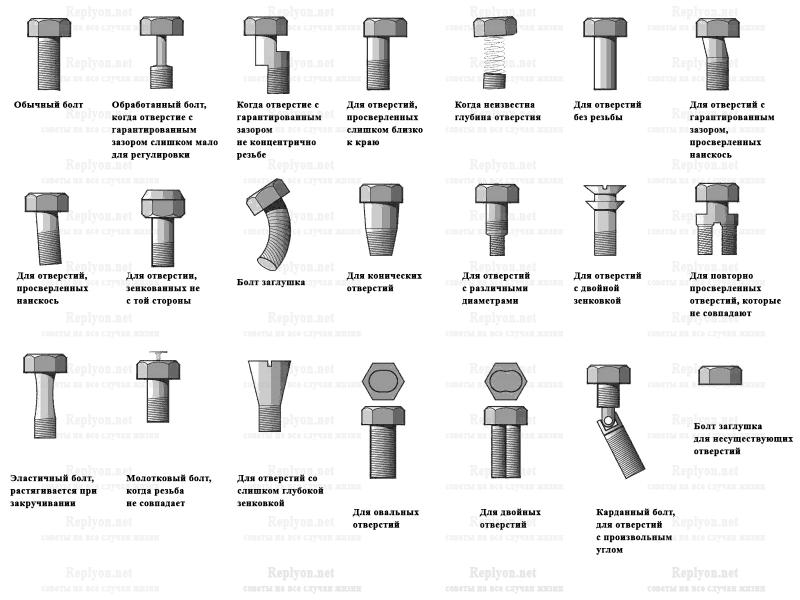 В других случаях, например, с шестигранными гайками со шлицем, их можно использовать с ответным болтом и шплинтом, чтобы надежно зафиксировать гайку на месте.
В других случаях, например, с шестигранными гайками со шлицем, их можно использовать с ответным болтом и шплинтом, чтобы надежно зафиксировать гайку на месте.
Доступны обычные ручные или электроинструменты для использования с болтами и гайками, включая наборы головок, гаечные ключи с открытым зевом, накидные гаечные ключи и электрические отвертки. Дополнительную информацию о наборах сокетов можно найти в нашем соответствующем руководстве xxxx.
Марки и варианты материалов для гаек и болтов
Болты и гайки
доступны из различных материалов в зависимости от предполагаемого применения. Болтам, винтам и другим видам крепежных изделий обычно присваивается класс. Марка устанавливает минимальный приемлемый стандарт механических свойств или характеристик, которым должен соответствовать крепеж. Более высокие марки подразумевают болты с более высокими характеристиками механической прочности.
Маркировка болтов
Идентификационные метки класса создаются и появляются на головке болта и используются для обозначения их класса. Для широко используемых марок стали ASTM и SAE существуют идентификационные таблицы марок, в которых обозначены эти маркировки и указаны минимальные допустимые значения прочности, предела прочности на растяжение и предела текучести, которые требуются для соответствия конкретному классу болтов. Также отмечены типичные варианты материалов и термическая обработка, используемые для готового продукта.
Для широко используемых марок стали ASTM и SAE существуют идентификационные таблицы марок, в которых обозначены эти маркировки и указаны минимальные допустимые значения прочности, предела прочности на растяжение и предела текучести, которые требуются для соответствия конкретному классу болтов. Также отмечены типичные варианты материалов и термическая обработка, используемые для готового продукта.
Например, классы SAE для болтов ASTM варьируются от класса 1 до класса 8.2. Болты SAE Grade 1 имеют минимальный предел прочности 33, минимальный предел прочности при растяжении 60 и минимальный предел текучести 36 (все в 10 3 фунтов на квадратный дюйм). На верхнем уровне шкалы болты класса SAE 8.2 будут иметь минимальный предел условного сопротивления 120, минимальный предел прочности при растяжении 150 и минимальный предел текучести 130 (измеряется в 10 3 фунтов на квадратный дюйм).
Аналогичные классы существуют для марок ASTM, а также для метрических крепежных изделий. В случае метрических болтов ISO 898 определяет механические свойства и определение марки.
В случае метрических болтов ISO 898 определяет механические свойства и определение марки.
Стандартные варианты материалов
Болты класса
ASTM/SAE могут быть изготовлены из различных материалов. Наиболее распространены следующие материалы стали:
- Низкоуглеродистая сталь
- Среднеуглеродистая сталь
- Низкоуглеродистая мартенситная сталь
- Атмосферостойкая сталь
- Легированная сталь
- Среднеуглеродистая легированная сталь
Болты также доступны из альтернативных материалов, отличных от обычных сталей. Эти варианты включают нержавеющую сталь, металлические сплавы, такие как латунь и бронза, и полимеры, такие как нейлон или PEEK (полиэфирэфиркетон). Нержавеющая сталь обладает отличной коррозионной стойкостью и прочностью, в то время как полимерные варианты используются, когда внутренняя прочность не имеет большого значения, но необходим стабильный материал, устойчивый к химическим веществам.
Варианты обработки материалов и отделки
Для обеспечения стабильности материала и защиты от коррозии и ржавчины в результате условий окружающей среды или воздействия агрессивных веществ можно использовать как термическую обработку, так и нанесение различных покрытий. Варианты обработки включают холодное волочение и закалку и отпуск.
Стандартные варианты отделки включают:
- Анодирование
- Броневое покрытие
- Черный оксид
- Синий фосфат
- Хромирование
- Горячее цинкование
- Желтый пассивированный
- Цинковое покрытие
Типы болтов Видео
В этом коротком видео показаны некоторые типы болтов.
Стандарты для болтов
Болты
производятся в соответствии с серией стандартов, обеспечивающих единообразие размерных характеристик и материалов. При указании стандартных болтов размерные параметры должны указываться в соответствии с таблицами стандартов, установленных ANSI/ASME. К этим параметрам относятся:
- Номинальный размер в дробях или десятичном эквиваленте
- Количество витков на дюйм
- Общая длина
- Материал
- Отделка
Дополнительные сведения о винтовых соединениях см. в нашем руководстве по типам винтов.
Какие бывают болты?
Существует множество различных типов болтов, каждый из которых имеет различные характеристики, которые делают их пригодными для использования в самых разных областях. Основные типы обычно используемых болтов включают:
Основные типы обычно используемых болтов включают:
- Анкерные болты
- Заглушки
- Болты с квадратным подголовком
- Двусторонние болты
- Рым-болты
- Фланцевые болты
- Болты с шестигранной головкой
- Крепежные болты и крепежные винты
- Болты с пятигранной головкой
- Болты с круглой головкой
- Болты с буртиком
- Болты с головкой под торцевой ключ
- Болты с квадратной головкой
- Болты с Т-образной головкой
- U-образные болты
Ниже приведены краткие сведения о каждом из этих распространенных типов застежек и описание их важных характеристик и способов применения. В этой презентации намеренно опущены такие элементы, как болты. Стяжной болт, хотя и называется болтом по имени, на самом деле более точно описывается как стягивающий винт, учитывая заостренный конец и обычное использование в более мягких материалах, таких как дерево. Дополнительную информацию об этих типах крепежа можно найти в соответствующем руководстве «Типы винтов — руководство по покупке Томаса».
В этой презентации намеренно опущены такие элементы, как болты. Стяжной болт, хотя и называется болтом по имени, на самом деле более точно описывается как стягивающий винт, учитывая заостренный конец и обычное использование в более мягких материалах, таких как дерево. Дополнительную информацию об этих типах крепежа можно найти в соответствующем руководстве «Типы винтов — руководство по покупке Томаса».
Анкерные болты
Изображение предоставлено Krizde/Shutterstock.com
Анкерные болты
— это болты, предназначенные для крепления конструктивного элемента или компонента к бетонной плите или залитому фундаменту. Анкерные болты могут быть предварительно установлены на место во время заливки бетонной конструкции, как в случае с плитой, используемой поверх залитого фундамента дома. Или анкеры могут быть прикреплены после затвердевания бетона путем использования операции сверления для создания канала, в который может быть вставлен анкерный болт.
Заглушки
Изображение предоставлено: Hans Geel/Shutterstock.com
Глухие болты относятся к типу болтов, который позволяет использовать застежку в случаях, когда применение не позволяет получить доступ к обеим сторонам болта для затяжки или крутящего момента болта. Простым примером этого является обычный рычажный болт, который используется для крепления предметов к стене в месте между опорными балками. Здесь часть болта, которая находится за поверхностью гипсокартона, недоступна, поэтому весь процесс установки рычажного болта должен выполняться с внешней (видимой) стороны стены.
Болты с квадратным подголовком
Изображение предоставлено AlexLMX/Shutterstock.com
Болты с квадратным подголовком
представляют собой разновидность самоконтрящихся болтов, обеспечивающих определенный уровень безопасности за счет использования куполообразной головки для скрытого монтажа, которая обеспечивает доступ для снятия или ослабления этих болтов только со стороны болта с гайкой. Под куполообразной головкой болта с квадратным подголовком находится квадратная секция, которую можно вставить в соответствующий квадратный вырез, прорезанный в соединяемом материале, чтобы обеспечить функцию самоблокировки, которая позволяет затягивать болт со стороны гайки без необходимость удерживать голову гаечным ключом. Головки болтов с квадратным подголовком
Под куполообразной головкой болта с квадратным подголовком находится квадратная секция, которую можно вставить в соответствующий квадратный вырез, прорезанный в соединяемом материале, чтобы обеспечить функцию самоблокировки, которая позволяет затягивать болт со стороны гайки без необходимость удерживать голову гаечным ключом. Головки болтов с квадратным подголовком
Двусторонние болты
Изображение предоставлено: limipix/Shutterstock.com
Двусторонние болты иногда называют шпильками и имеют резьбовую часть на каждом конце болта без традиционной головки. Один конец предназначен для ввинчивания в подходящее отверстие, в котором нарезана ответная резьба, а другой конец выступает и имеет резьбу для поддержки гайки. Внешний вид похож на резьбовой стержень, но традиционно он не имеет резьбы по всей длине шпильки и может иметь разную резьбу на каждом конце. Некоторые болты-шпильки, такие как тот, что показан на изображении выше, имеют резьбу на одном конце вместо резьбы болтов на обоих концах.
Рым-болты
Изображение предоставлено Джейсоном Ванаджеком/Shutterstock.com
Рым-болты
имеют полностью закрытый или частично замкнутый конец вместо традиционной головки болта. В некоторых случаях петлю можно использовать для подъема объекта, к которому прикреплен рым-болт. Некоторые рым-болты не предназначены для подъема, но их можно использовать для чистой прокладки проводов, кабелей или других подобных элементов, чтобы избежать случайного вмешательства. Рым-болты могут предлагать дополнительные возможности в зависимости от состава материала и отделки — некоторые из них подходят для работы при низких температурах, а другие предназначены для того, чтобы не отражать свет и, следовательно, сливаться с фоном.
Рым-болты доступны с буртиком у основания петли или без него. Другие варианты включают в себя, является ли петля открытой или закрытой (включая сварную), является ли резьба внутренней или внешней, а также разработана ли она с заостренным концом, таким как шуруп, или предназначена для использования с гайкой для его фиксации. Доступны как метрические, так и дюймовые размеры и различные длины. Различные размеры диаметра ушка позволяют использовать эти крепежные детали для самых разных целей.
Доступны как метрические, так и дюймовые размеры и различные длины. Различные размеры диаметра ушка позволяют использовать эти крепежные детали для самых разных целей.
Фланцевые болты
Изображение предоставлено: Прабхжит С. Калси/Shutterstock.com
Болты с фланцем
— это болты, которые имеют шайбообразную поверхность или фланец под головкой этих крепежных изделий, что позволяет распределять зажимную нагрузку по большей площади поверхности, тем самым уменьшая потенциальное повреждение поверхности, с которой эти крепежные детали будут сопрягаться. Фланцевые болты часто используются в таких областях, как сантехника и автомобилестроение. Фланцевые болты традиционно изготавливаются из стали или нержавеющей стали и доступны с мелкой и крупной резьбой и различных марок. Фланец может быть гладким или зубчатым, последний из которых помогает застежке сцепляться с сопрягаемой поверхностью.
Болты с шестигранной головкой
Изображение предоставлено: Кевин Крамплин/Shutterstock. com
com
Болты с шестигранной головкой
, также называемые болтами с шестигранной головкой или болтами с шестигранной головкой, являются очень распространенной формой болтов, которые доступны в стандартных дюймовых и метрических размерах. Как следует из названия, эти болты имеют шестигранную или шестигранную головку, которая подходит для затягивания с помощью гаечного ключа или гнезда. Болт с шестигранной головкой может иметь полную резьбу или может иметь плечо без резьбы. Болты с шестигранной головкой часто используются для крепления дерева к дереву, металла к дереву или металла к металлу. Шестигранные гайки и шайбы обычно используются с шестигранными болтами, причем шайбы полезны в ситуациях, когда соединяемый материал более мягкий и может деформироваться под действием силы затяжки, приложенной к шестигранному болту.
Болты с шестигранной головкой
иногда называют винтами с шестигранной головкой, если они используют шайбу под головкой и имеют скошенный конец. Болты с шестигранной головкой лишены этих функций.
Болты с шестигранной головкой лишены этих функций.
Крепежные болты и крепежные винты
Изображение предоставлено Сарой Марчант/Shutterstock.com
Крепежные болты используются для скрепления двух кусков материала и аналогичны болтам с шестигранной головкой, за исключением того, что они не имеют скошенной вершины и не имеют поверхности с опорной шайбой на нижней стороне головки. Обычно они доступны как с шестигранной, так и с квадратной головкой. Другой крепежный продукт, крепежные винты, часто используется как синоним крепежных болтов, что является источником путаницы. Крепежные винты, как правило, меньше по размеру, чем крепежные болты, но обычно имеют равномерную резьбу по всей длине крепежного изделия. В отличие от других типов шурупов, таких как шурупы для дерева или шурупы для листового металла, крепежные детали имеют плоский наконечник, а не заостренный или конический наконечник, как это обычно бывает с этими другими типами шурупов. Винты, как правило, предназначены для использования либо с предварительно нарезанными отверстиями, либо для ввинчивания в материалы, где винт будет создавать собственную резьбу в материале при затягивании. Напротив, болты предназначены для затягивания путем наложения и затягивания ответной гайки на конце болта. Таким образом, хотя гайки и болты представляют собой парные крепежные элементы, гайки обычно не используются с винтами, которые вместо этого ввинчиваются в предварительно нарезанные отверстия. Крепежные болты и крепежные винты доступны с разными типами головок, в том числе с шестигранной головкой, которая часто сочетается с шестигранными гайками, а также с плоской головкой, овальной головкой и сырой головкой, и это лишь некоторые из них.
Винты, как правило, предназначены для использования либо с предварительно нарезанными отверстиями, либо для ввинчивания в материалы, где винт будет создавать собственную резьбу в материале при затягивании. Напротив, болты предназначены для затягивания путем наложения и затягивания ответной гайки на конце болта. Таким образом, хотя гайки и болты представляют собой парные крепежные элементы, гайки обычно не используются с винтами, которые вместо этого ввинчиваются в предварительно нарезанные отверстия. Крепежные болты и крепежные винты доступны с разными типами головок, в том числе с шестигранной головкой, которая часто сочетается с шестигранными гайками, а также с плоской головкой, овальной головкой и сырой головкой, и это лишь некоторые из них.
Болты с пятигранной головкой
Болты с пятигранной головкой
являются примером защищенного от несанкционированного доступа болта, который можно использовать в приложениях, где желательно снизить вероятность того, что человек, вооруженный стандартными инструментами, может ослабить или удалить болт. С головкой болта в форме пятиугольника стандартные наборы ключей или торцевых головок нельзя использовать на этих болтах.
С головкой болта в форме пятиугольника стандартные наборы ключей или торцевых головок нельзя использовать на этих болтах.
Болты с круглой головкой
Изображение предоставлено: Upadim/Shutterstock.com
Внешне похожие на болты с квадратным подголовком, болты с круглой головкой не имеют квадратного конуса под куполообразной головкой болта и обычно используются для соединения дерева. Более мягкая природа древесины позволяет болту прижиматься к поверхности дерева и захватывать его за счет трения, чтобы предотвратить проворачивание болта при затягивании гайки.
Болты с буртиком
Изображение предоставлено Funtay/Shutterstock.com
Болты с буртиком
, также называемые съемными болтами, имеют резьбовую часть болта меньшего диаметра, чем буртик болта (участок болта между головкой и началом резьбовой части). Болты с буртиком используются в качестве вала или оси, которые могут содержать вращающуюся часть, такую как подшипник или втулка.
Болты с внутренним шестигранником
Изображение предоставлено Picmin/Shutterstock.com
Болты с головкой под торцевой ключ
имеют утопленную головку, которая затягивается с помощью шестигранного ключа или инструмента с шестигранной головкой. Тип головки этих болтов может варьироваться от цилиндрического профиля до потайной головки с плоской головкой и куполообразной пуговичной головки, в зависимости от желаемого использования. Более глубокая головка с шестигранным углублением позволяет увеличить крутящий момент, прикладываемый к этим крепежным элементам, при этом сводя к минимуму риск сорвать или повредить головку.
Болты с головкой под торцевой ключ часто называют винтами с головкой под торцевой ключ, в зависимости от поставщика.
Болты с квадратной головкой
Изображение предоставлено: Прабхжит С. Калси/Shutterstock.com
Болты с квадратной головкой
, также называемые болтами с квадратной головкой, когда-то очень широко использовались до создания болтов с шестигранной головкой. Хотя квадратные болты все еще доступны, они в основном используются на железных дорогах или для достижения более старого или более традиционного внешнего вида.
Хотя квадратные болты все еще доступны, они в основном используются на железных дорогах или для достижения более старого или более традиционного внешнего вида.
Болт с шестигранной головкой используется гораздо чаще, учитывая преобладание вариантов инструментов, таких как наборы головок, но многие инструменты все еще можно использовать для затяжки болтов с квадратной головкой. Болты с квадратной головкой доступны в классах низкой, средней и высокой прочности и доступны как с квадратной головкой, так и с Т-образным пазом. Сталь и нержавеющая сталь являются наиболее распространенными материалами. Доступны варианты как с полной, так и с частичной резьбой. Некоторые поставщики используют для них термин «винты», а также болты.
Квадратные головы иногда имеют декоративный вид, чтобы имитировать стили, распространенные в более старых конструкциях. Квадратные головки могут иметь форму пирамиды, чеканку или иметь неправильную форму, отражающую способ, которым эти застежки создавались с использованием методов ручной ковки до эпохи массового производства.
Болты с Т-образной головкой
Изображение предоставлено Дамианом Эллертом/Shutterstock.com
Болты
с Т-образной головкой или болты с Т-образным пазом имеют конструкцию головки, которая позволяет вставлять болт в паз или выемку, тем самым фиксируя болт на месте и предотвращая его проворачивание при затягивании крепежной гайки. Т-образные болты используются в таких приложениях, как крепление топливных баков на месте, где доступ к обеим сторонам крепежа может быть невозможен во всех случаях. Болты с Т-образными пазами можно подавать в канал в машине, называемой дорожкой с Т-образными пазами, и можно использовать для закрепления объекта в любом положении по длине канала.
U-образные болты
Изображение предоставлено: Tawansak/Shutterstock.com
U-образные болты
представляют собой крепежные детали в форме буквы U, которые содержат две наружные резьбы, по одной на каждом конце болта, на которые крепятся скоба монтажной пластины и крепежные гайки. В то время как большинство U-образных болтов имеют полукруглый профиль, некоторые имеют прямоугольную форму. Эти крепежные детали обычно не имеют полной резьбы, поскольку они служат для фиксации объекта на месте. Они используются в различных областях, от опорных труб до автомобильных приводных валов и выхлопных систем. Некоторые конструкции включают резиновое покрытие для предотвращения износа от движения металла по металлу. В других конструкциях U-образных болтов добавляются толстые резиновые прокладки для снижения эффекта вибрации и контроля шума. Неметаллические конструкции также доступны для использования в приложениях, где существует риск контакта U-образного болта с проводником, находящимся под напряжением.
В то время как большинство U-образных болтов имеют полукруглый профиль, некоторые имеют прямоугольную форму. Эти крепежные детали обычно не имеют полной резьбы, поскольку они служат для фиксации объекта на месте. Они используются в различных областях, от опорных труб до автомобильных приводных валов и выхлопных систем. Некоторые конструкции включают резиновое покрытие для предотвращения износа от движения металла по металлу. В других конструкциях U-образных болтов добавляются толстые резиновые прокладки для снижения эффекта вибрации и контроля шума. Неметаллические конструкции также доступны для использования в приложениях, где существует риск контакта U-образного болта с проводником, находящимся под напряжением.
Резюме
В этой статье представлен краткий обзор некоторых распространенных типов болтов. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, где вы найдете более 2200 поставщиков болтов.
Источники:
- https://www.engineeringtoolbox.com/
- https://www.oldwestiron.com/collections/square-head-bolts
- https://www.mcmaster.com/
- https://www.fastenal.com/
- https://www.grainger.com/
Прочие болты Артикул
- Эволюция производства болтов
- Общая терминология по резьбе
- Типы заклепок
- Объяснение размеров винтов и гвоздей
- Удаление ржавчины с гаек и болтов
- и шпильки
- Работа с заклепочным пистолетом
- Как работает болт
Болты с головкой
Прочие «Типы» изделий
- Прототипы в электронике, компьютерном программном обеспечении и вычислительной технике
- Типы электрощеток
- Типы помех в электроснабжении
- Типы грузовиков и тележек — руководство по покупке Томаса
- Типы клеев для аэрокосмической отрасли — Руководство для покупателей ThomasNet
- Пластиковые прототипы печатных плат
- Типы пускателей двигателей
- Типы систем сбора данных — Руководство по покупке ThomasNet
- Типы чистых помещений — Руководство для покупателей ThomasNet
- Типы тиристоров — Руководство для покупателей ThomasNet
- Типы светильников
- Типы изоляции — руководство по покупке Томаса
- Типы ламп и лампочек
- Типы магнитов
- Различные типы процессов литья, используемые в производстве
- Лабораторная посуда: типы лабораторных пробирок
- Типы петель
- Типы картонных коробок
- Типы направляющих для выдвижных ящиков
- Типы бронзы
Больше из оборудования
Качественная сталь холодной высадки и процесс холодной высадки – IspatGuru
Качественные стали с холодным заголовком и процесс холодного направления
- Satyendra
- 30 апреля 2013
- 0 Комментарии
- CHQ, CHOLD FORGING, COLD HEADGING, HOLD HADGING, FASTERTIRNILITION.
 Холодная высадка качественных сталей и процесс холодной высадки
Холодная высадка качественных сталей и процесс холодной высадки Термин «холодная высадка» является общим термином, описывающим непрерывное производство крепежных деталей деталей путем осадки из проволоки или катанки в рулонах. Операция выполняется на специально сконструированных горизонтальных прессах, оборудованных средствами подачи проволоки из бухты, ее правки, обрезки по длине и окончательного формирования крепежа за один или несколько ударов. Прессы варьируются от относительно простых машин, оснащенных одним пуансоном и матрицей, формирующих деталь одним ударом, до сложных многоштамповочных машин со встроенными средствами для перемещения детали через последовательность штампов. Этот процесс зародился в индустрии крепежных изделий и первоначально использовался для осадки конца отрезанного отрезка проволоки, чтобы сформировать заклепку или заготовку для шурупа или крепежного винта.
Холодная высадка – это высокопроизводительный процесс с использованием пуансона и штампов для преобразования стальной катанки при комнатной температуре.
 Это процесс холодной ковки, при котором сила, развиваемая одним или несколькими ударами (ударами) вырубного инструмента, используется для осадки (смещения) металла в части заготовки проволоки или стержня, чтобы сформировать сечение другого контура или, чаще, большего поперечного сечения, чем оригинал. Этот процесс широко используется для производства различных крепежных изделий малого и среднего размера, таких как болты, гайки и заклепки. За холодной высадкой регулярно следует специальный процесс закалки и отпуска для достижения окончательных механических свойств.
Это процесс холодной ковки, при котором сила, развиваемая одним или несколькими ударами (ударами) вырубного инструмента, используется для осадки (смещения) металла в части заготовки проволоки или стержня, чтобы сформировать сечение другого контура или, чаще, большего поперечного сечения, чем оригинал. Этот процесс широко используется для производства различных крепежных изделий малого и среднего размера, таких как болты, гайки и заклепки. За холодной высадкой регулярно следует специальный процесс закалки и отпуска для достижения окончательных механических свойств.В процессе холодной высадки стержень-заготовка используется для производства различных крепежных изделий путем приложения внешней силы с помощью различных штампов и инструментов. Исходный объем заготовки не изменяется, но прочность стального изделия после процесса повышается до определенного уровня. Однако холодная высадка не ограничивается ни холодной деформацией концов заготовки, ни обычной осадкой со смещением металла, может применяться в любой точке или в нескольких точках по длине заготовки и может включать экструзию.
 кроме огорчения. При холодной высадке площадь поперечного сечения исходного материала увеличивается по мере уменьшения высоты заготовки.
кроме огорчения. При холодной высадке площадь поперечного сечения исходного материала увеличивается по мере уменьшения высоты заготовки.Преимущества процесса холодной высадки по сравнению с обработкой тех же деталей из подходящего прутка включают (i) почти полное отсутствие отходов, (ii) повышенную прочность на растяжение, твердость, ударную вязкость и сопротивление усталости благодаря холодной обработке давлением, и (iii) контролируемый поток зерна, который улучшает структуру зерна готовой детали, (iv) универсальность конструкции, (v) высокопрочные детали из нетермообрабатываемых сталей, (vi) экономичность по сравнению с фрезерованием, механической обработкой, зубофрезерованием и химическим травлением, и (vii) высокая темпы производства.
Традиционный процесс холодной высадки (рис. 1) начинается с производства катанки. Эти катанки затем вытягиваются в катанку/проволоку необходимого размера, и перед операцией холодной высадки выполняется сфероидизирующий отжиг. После операции холодной высадки крепеж обычно подвергается закалке, отпуску и правке.
 Закалка и отпуск тонких длинных болтов особенно сложны из-за деформации. Последующая правка обязательна, что увеличивает время выполнения заказа, увеличивает количество бракованных деталей и разброс свойств между болтами с разной деформацией правки. Однако существуют технологические решения, которые пропускают закалку и отпуск, но обеспечивают достижение механических свойств.
Закалка и отпуск тонких длинных болтов особенно сложны из-за деформации. Последующая правка обязательна, что увеличивает время выполнения заказа, увеличивает количество бракованных деталей и разброс свойств между болтами с разной деформацией правки. Однако существуют технологические решения, которые пропускают закалку и отпуск, но обеспечивают достижение механических свойств.Рис. 1 Процесс холодной высадки сталей
Процесс холодной высадки приводит к большим различиям в твердости в областях с разными коэффициентами деформации. Следовательно, для минимизации разброса свойств крепежных изделий требуется адекватный баланс деформации, диаметра катанки и уравновешенных механических характеристик сырья.
Низкоуглеродистые стали могут подвергаться закалке непосредственно после горячей прокатки в водяном охлаждающем слое с получением микроструктуры кубического мартенсита, пластичной и поддающейся холодной штамповке. Последующий отпуск позволяет получить требуемые уровни прочности и пластичности.
 Предварительно обработанная катанка имеет микроструктуру мартенсита отпуска и предел прочности при растяжении около 800 МПа.
Предварительно обработанная катанка имеет микроструктуру мартенсита отпуска и предел прочности при растяжении около 800 МПа.Преимущества и недостатки прямого использования катанки для холодной высадки. Преимуществами являются (i) возможность изготовления длинных тонких крепежных изделий с окончательной правкой, (ii) экономия затрат, (iii) сокращение операций и упрощение производственной цепочки и (iv) меньшее время обработки. Недостатками являются (i) более высокая неоднородность свойств, (ii) более высокий износ инструмента, (iii) более высокие напряжения при ковке, (iv) более низкий уровень остаточной пластичности и (v) более высокая подверженность водородному охрупчиванию.
Альтернативные процессы, используемые для холодной высадки стали, включают деформационное упрочнение (эквивалентное обжатие 30–60 %) микролегированной стали, термомеханически горячекатаную, и холодное формование закаленной и отпущенной катанки из низкоуглеродистой стали с высокой пластичность, а также низкоуглеродистые и среднеуглеродистые стали, которые путем микролегирования и термомеханической горячей прокатки могут быть подвергнуты холодной ковке для достижения свойств, требуемых для крепежных изделий.
 Процесс деформационного упрочнения приводит к эквивалентной потере пластичности и неоднородным механическим свойствам между областями с очень разными коэффициентами деформации.
Процесс деформационного упрочнения приводит к эквивалентной потере пластичности и неоднородным механическим свойствам между областями с очень разными коэффициентами деформации.Хорошая смазка необходима для стали и для процесса холодной высадки. Все операции холодной высадки стали вызывают общее повышение механических свойств, в частности твердости. Это явление необходимо учитывать, чтобы получить характеристики конечной детали.
Прочность на растяжение легированной стали с определенным содержанием углерода может быть увеличена за счет (i) измельчения зерна, (ii) выделения карбонитридов микролегирующих элементов (бора, титана, ванадия и ниобия) и Пластическая деформация. Высокая деформация при холодной высадке позволяет заметно повысить предел текучести и предел прочности при растяжении, поэтому необходимо иметь (i) как можно более однородную деформацию между зонами прессования и штамповки, и (ii) узкий разброс металлургических и механических свойств в максимально возможной степени.
 -катанная катанка.
-катанная катанка.Хотя холодная высадка в основном используется для изготовления головок заклепок или заготовок для резьбовых соединений, с помощью этого процесса также можно успешно и экономично формировать множество других форм. На рис. 2 показаны принципиальные схемы холодной высадки катанки или прутка без опоры на горизонтальной машине.
Рис. 2. Схемы холодной высадки на безопорном стержне на горизонтальном станке
Податливость в процессе холодной высадки иногда выражается как предел высадки, который представляет собой отношение диаметра наибольшего возможного высадки часть на диаметр заготовки. Обычно существует прямая зависимость между уменьшением площади при испытании на растяжение и пределом текучести. Стали рассчитаны на холодную высадку на основе длины обрабатываемой детали в пересчете на диаметр, который можно успешно осадить. Оснащенные пуансонами с плоским концом, большинство машин для холодной высадки могут осаживать проволоку из низкоуглеродистой стали примерно до двух диаметров за один ход.
 Если неподдерживаемая длина увеличивается более чем на два диаметра, заготовка, скорее всего, сложится сама на себя, как показано на рис. 3. Однако пуансоны и матрицы могут быть спроектированы так, чтобы увеличить рабочую длину любой заготовки. Например, с помощью конусного пуансона (рис. 3) или выпуклого пуансона можно за два прохода вырезать до 6 диаметров заготовки из низкоуглеродистой стали.
Если неподдерживаемая длина увеличивается более чем на два диаметра, заготовка, скорее всего, сложится сама на себя, как показано на рис. 3. Однако пуансоны и матрицы могут быть спроектированы так, чтобы увеличить рабочую длину любой заготовки. Например, с помощью конусного пуансона (рис. 3) или выпуклого пуансона можно за два прохода вырезать до 6 диаметров заготовки из низкоуглеродистой стали.Рис. 3 Холодная высадка заготовки с длиной без опоры более чем в два раза больше диаметра проволоки близкие к заготовке или сплошные, и (ii) количество ударов (ударов), которые машина наносит заготовке во время каждого цикла. Матрица однотактной машины имеет один ответный пуансон, а в двухтактной машине матрица имеет два пуансона. Два пуансона обычно совершают возвратно-поступательное движение, так что каждый контактирует с заготовкой во время машинного цикла.
Однотактные станки для холодной высадки со сплошной матрицей – Эти станки изготавливаются с диаметром заготовки от 3 до 25 мм, которая может быть подвергнута холодной высадке.
 Поскольку эти станки являются однотактными, конструкция изделия ограничена менее чем двумя диаметрами заготовки для формирования головки. На этом типе машин также можно производить однотактную экструзию. Эти машины используются для изготовления заклепок, роликов и шариков для подшипников, одинарных экструдированных шпилек и шпилек.
Поскольку эти станки являются однотактными, конструкция изделия ограничена менее чем двумя диаметрами заготовки для формирования головки. На этом типе машин также можно производить однотактную экструзию. Эти машины используются для изготовления заклепок, роликов и шариков для подшипников, одинарных экструдированных шпилек и шпилек.Двухтактные высадочные машины для холодной высадки со сплошной матрицей – Эти машины доступны в тех же размерах, что и однотактные высадочные машины с цельной матрицей. Эти машины могут изготавливать изделия малой и средней длины (обычно длиной от 8 до 16 диаметров), а также они могут изготавливать головки, размеры которых в три раза превышают диаметр обрабатываемой детали. Эти машины могут быть оборудованы для вырубки, которая представляет собой процесс заполнения острых углов на уступе заготовки или квадрата под головкой. На этих машинах также можно выполнять некоторую экструзию. Благодаря своей универсальности по сравнению с однотактными холодновысадочными машинами, двухтактные цельноштамповочные машины широко используются в производстве крепежных изделий.

Однотактные высекальные машины с открытой матрицей – Эти машины предназначены для обработки деталей меньшего диаметра средней и большой длины и ограничены выемкой 2 диаметров заготовки из-за их одноходового хода. Экструзия не может быть выполнена на этом типе машины, но небольшие ребра или острие могут быть изготовлены путем защемления в матрице, если это необходимо. Подобные машины используются для производства гвоздей.
Двухтактные высекальные машины с открытой матрицей . Эти машины изготавливаются в более широком диапазоне размеров, чем одноходовые высекальные машины с открытой матрицей, и могут производить головки размером, в три раза превышающим диаметр заготовки. Эти машины нельзя использовать для экструзии, но при необходимости они могут зажать ребра на заготовке. Эти машины обычно зажимают ребра или небольшие линии под головкой заготовки, когда они не требуются. Если эти плавники или шнуры не подходят, они должны быть удалены с помощью другой операции.

Машины с тремя выдувными головками – В этих машинах используются две сплошные матрицы и три пуансона, и они классифицируются как специальные машины. Имея ту же базовую конструкцию, что и двухтактные высекальные машины, эти машины обеспечивают дополнительное преимущество экструзии или осадки в первой матрице перед двойной продувкой, высадкой или обрезкой во второй матрице. Три выдувные машины объединяют процесс выдавливания с ловушкой и высадку в одной машине для производства специальных крепежных изделий с маленькими хвостовиками, но большими головками. Эти станки также идеально подходят для изготовления деталей ступенчатого диаметра, в которых перенос заготовки осуществляется с большим трудом.
Машины для перемещения и поступательной высадки – Эти машины представляют собой цельноштамповые машины с двумя или более отдельными станциями для различных этапов операции формования. Заготовка автоматически перемещается с одной станции на другую.
 Эти машины могут выполнять одно или несколько выдавливаний, могут высаживать и выдавливать за одну операцию или могут высаживать и выдавливать за отдельные операции. Максимальные длины заготовок различных диаметров, направляемых в эти машины, составляют от 150 мм до 255 мм. Эти машины могут производить головки в пять раз больше диаметра заготовки.
Эти машины могут выполнять одно или несколько выдавливаний, могут высаживать и выдавливать за одну операцию или могут высаживать и выдавливать за отдельные операции. Максимальные длины заготовок различных диаметров, направляемых в эти машины, составляют от 150 мм до 255 мм. Эти машины могут производить головки в пять раз больше диаметра заготовки.Станки для изготовления болтов – Эти станки представляют собой цельноштамповочные станки, подобные станкам для переноса и последовательного высечки, но эти станки могут обрезать, наводить и наматывать резьбу. Станки для изготовления болтов обычно состоят из секции отрезки, двух головочных секций и одной секции обрезки, которые обслуживаются передаточным механизмом. Выталкивающий штифт проталкивает заготовку через полую обрезную матрицу к направляющей станции. Станцию обрезки можно использовать как третью головную станцию или для экструзии. Станки для изготовления болтов изготавливаются для болтов диаметром от 4,5 мм до 32 мм.

Проходческие машины – Эти машины представляют собой проходческие машины с открытой матрицей, имеющие одинарный или двойной ход. Они используются для очень длинных заготовок (в 8-160 раз больше диаметра заготовки). Заготовка отрезается по длине отдельной операцией на другом станке и вручную или автоматически подается в головопроходческий станок.
Переголовочные машины – Эти машины используются, когда заготовку необходимо отжечь перед завершением высадки. Например, когда необходимое количество холодной обработки приводит к разрушению заготовки до завершения высадки. Переголовочные машины изготавливаются как с открытой или сплошной матрицей, с одно- или двухтактным ходом, с подачей вручную или из бункера. Штамповочные прессы также используются для переголовки.
Машины для формования гаек – Эти машины обычно имеют четыре или пять формовочных штампов и передаточный механизм, который поворачивает заготовку на 180 градусов между одним или двумя штампами или всеми штампами.
 Следовательно, оба конца заготовки обрабатываются, в результате чего получаются заготовки с близкими размерами, прекрасной обработкой поверхности и улучшенными механическими характеристиками. Небольшой кусок металла прокалывается из центра гайки, что составляет от 5 % до 15 % отходов, в зависимости от конструкции гайки.
Следовательно, оба конца заготовки обрабатываются, в результате чего получаются заготовки с близкими размерами, прекрасной обработкой поверхности и улучшенными механическими характеристиками. Небольшой кусок металла прокалывается из центра гайки, что составляет от 5 % до 15 % отходов, в зависимости от конструкции гайки.Качественная сталь холодной высадки
Качественная сталь холодной высадки является сырьем, которое используется для производства крепежных изделий, таких как болты, винты, гайки, заклепки, гвозди и другие подобные сложные детали. Традиционно крепеж изготавливают методом нарезки резьбы или методом горячей обработки. Но сейчас наблюдается тенденция к использованию процесса холодной обработки для повышения производительности и снижения затрат. Он также обеспечивает хорошую чистоту поверхности и точность размеров крепежных изделий.
Холодная высадка обычно выполняется для низкоуглеродистых сталей с твердостью от 75 HRB до 87 HRB. Стали, содержащие до 0,2 % углерода, легче всего поддаются холодной обработке.
 Среднеуглеродистые стали, содержащие от 0,4 % до 0,45 % углерода, довольно легко поддаются холодной обработке, но их формуемость снижается с увеличением содержания углерода и марганца. Легированные стали с содержанием углерода более 0,45 %, а также некоторые марки нержавеющей стали очень трудно поддаются холодной обработке, что приводит к более короткому сроку службы инструмента, чем обычно достигается при обработке низкоуглеродистых сталей.
Среднеуглеродистые стали, содержащие от 0,4 % до 0,45 % углерода, довольно легко поддаются холодной обработке, но их формуемость снижается с увеличением содержания углерода и марганца. Легированные стали с содержанием углерода более 0,45 %, а также некоторые марки нержавеющей стали очень трудно поддаются холодной обработке, что приводит к более короткому сроку службы инструмента, чем обычно достигается при обработке низкоуглеродистых сталей.Микроструктура также влияет на осадку сталей. Рабочий материал иногда может подвергаться холодной обработке в процессе волочения проволоки, что приводит к увеличению прочности на растяжение и затруднениям при холодной высадке. Большие деформации или труднообрабатываемые материалы часто нуждаются в технологическом или сфероидизирующем отжиге перед холодной высадкой.
Некоторые нержавеющие стали, такие как аустенитные марки 302, 304, 305, 316 и 321, а также ферритные и мартенситные марки 410, 430 и 431, можно подвергать холодной высадке.
 Эти материалы твердеют быстрее, чем углеродистые стали, и, следовательно, их труднее охлаждать головкой. Требуется большая мощность, и растрескивание высаженной части обрабатываемого металла более вероятно, чем при использовании углеродистых или низколегированных сталей. Эти проблемы могут быть уменьшены за счет предварительного нагрева обрабатываемой детали.
Эти материалы твердеют быстрее, чем углеродистые стали, и, следовательно, их труднее охлаждать головкой. Требуется большая мощность, и растрескивание высаженной части обрабатываемого металла более вероятно, чем при использовании углеродистых или низколегированных сталей. Эти проблемы могут быть уменьшены за счет предварительного нагрева обрабатываемой детали.Многие различные марки низкоуглеродистой, среднеуглеродистой и легированной стали используются для изготовления стальных крепежных изделий всех различных классов прочности и свойств, подходящих для эксплуатации при температуре от -50°C до 200°C. В дополнение к влиянию состава стали На коррозионную стойкость и жаропрочные свойства большое значение при выборе химического состава стали имеет прокаливаемость сталей, применяемых для резьбовых соединений. По мере увеличения требований к прочности и размера сечения прокаливаемость становится основным фактором. Пластичность и прочность, необходимые для холодной высадки, достигаются за счет широкого спектра низкоуглеродистых, легированных и бористых марок стали.
 Бейнитные марки также используются в особых случаях.
Бейнитные марки также используются в особых случаях.Сталь марки 1022 является популярной низкоуглеродистой сталью для крепежа, хотя низкое содержание углерода ограничивает прокаливаемость и, следовательно, ограничивает сталь 1022 размерами изделий меньшего диаметра. Для многих диаметров изделий эта марка стали является одной из наиболее широко используемых сталей для крепежных изделий до уровня комбинированного размера и условного напряжения, при котором недостаточная прокаливаемость исключает дальнейшее использование. Эта среднеуглеродистая сталь завоевала свою популярность благодаря отличным свойствам при холодной высадке, низкой стоимости и доступности. Сталь марки 1541 широко используется для применений, требующих большей прокаливаемости, чем у стали 1038, но меньшей, чем у легированных сталей.
Низкоуглеродистая раскисленная алюминием сталь для холодной высадки требует хорошей ковкости. В таких сталях важно минимизировать количество свободного углерода и азота в растворе, не образующем карбидов и нитридов.
 Это связано с тем, что углерод и азот в стали вызывают сильное деформационное упрочнение при повышении температуры стали. Для фиксации свободного азота добавление титана более эффективно, чем алюминия. Добавление хрома также полезно для уменьшения содержания углерода в растворе, поскольку хром образует карбиды. Другими методами фиксации свободного углерода и азота являются контрольная прокатка и обработка старением.
Это связано с тем, что углерод и азот в стали вызывают сильное деформационное упрочнение при повышении температуры стали. Для фиксации свободного азота добавление титана более эффективно, чем алюминия. Добавление хрома также полезно для уменьшения содержания углерода в растворе, поскольку хром образует карбиды. Другими методами фиксации свободного углерода и азота являются контрольная прокатка и обработка старением.Марка стали также может быть легирована такими элементами, как марганец, хром, бор и молибден, в зависимости от требований к конечному продукту. Химический анализ представляет собой компромисс между необходимой пластичностью до обработки и конечными свойствами, полученными после закалки и отпуска. Для болтов двигателя также разработаны специальные марки сталей с пределом прочности на растяжение более 1500 МПа и повышенной водородостойкостью.
Правильный выбор качественной стали для холодной высадки зависит от требований процесса, которому она подвергается. В основном он основан на деформации, необходимой для получения конечного продукта, и механических свойствах, которые должны быть достигнуты.
 В некоторых случаях также необходимо учитывать магнитные свойства и, главным образом, его коррозионное поведение. Оптимальные свойства холодной высадки требуют подбора химического состава сталей, низкого уровня неметаллических включений, а также соответствующих механических свойств. Ключевой характеристикой является поверхность материала, которая должна быть полностью лишена дефектов, а также пригодна для нанесения покрытия, чтобы смазывать контакт металл-металл во время деформации и минимизировать усилия. Допуск на диаметр – это еще один набор параметров, необходимых для применения холодной высадки.
В некоторых случаях также необходимо учитывать магнитные свойства и, главным образом, его коррозионное поведение. Оптимальные свойства холодной высадки требуют подбора химического состава сталей, низкого уровня неметаллических включений, а также соответствующих механических свойств. Ключевой характеристикой является поверхность материала, которая должна быть полностью лишена дефектов, а также пригодна для нанесения покрытия, чтобы смазывать контакт металл-металл во время деформации и минимизировать усилия. Допуск на диаметр – это еще один набор параметров, необходимых для применения холодной высадки.Исходный материал хорошего качества для холодной высадки должен представлять собой тонкое сочетание однородной микроструктуры и фосфатного покрытия без каких-либо валковых швов и/или ржавчины. Стальной материал, содержащий включения MnS-стрингеров длиной около 30 микрометров и выровненный по его длине, может плохо сказаться на качестве крепежа и способствовать преждевременному выходу из строя при эксплуатации.
 Однако мелкие включения сульфидов и оксидов длиной менее 6 мкм мало влияют на качество продукции.
Однако мелкие включения сульфидов и оксидов длиной менее 6 мкм мало влияют на качество продукции.Низкоуглеродистая дисперсионно-упрочненная бейнитная сталь была специально разработана для производства холоднодеформированных изделий без операций термической обработки. Химический состав бейнитной стали был разработан с использованием высокого содержания Ti в диапазоне от 0,1 % до 0,2 %. Эта сталь содержала от 0,06 % до 0,08 % углерода, около 1,9 % марганца, около 0,3 % никеля и меди, около 0,002 % бора и около 0,1 % титана. Низкоуглеродистый гранулированный бейнит, не содержащий цементита, в котором выделения хрупкого цементита заменены мелкодисперсными карбидами типа МХ и пластичной второй фазой, является наиболее подходящей микроструктурой, удовлетворяющей требованиям по стойкости к холодному напору. Эта сталь обладает исключительной обрабатываемостью катанки, а также высокой прочностью и пластичностью конечных изделий, что может быть достигнуто развитием в катанке при ТМКП либо нерекристаллизованных, либо, альтернативно, динамически рекристаллизованных аустенитных зерен со средней размером менее 15 микрометров с последующим ускоренным охлаждением со скоростью в диапазоне от 3°С до 6°С в секунду до примерно 400°С до 500°С.

