Какой трансформатор нужен для контактной сварки: Трансформатор для контактной сварки
Содержание
Трансформатор для контактной сварки
Главная » Сварка » Сварочное Оборудование
Сварочное Оборудование
Автор admin На чтение 3 мин. Просмотров 2.4k. Опубликовано
Однако качество контактного шва зависит от степени прогрева стыковочной зоны. Ну а достаточный «разогрев» контактируемых кромок возможен только в том случае, если сквозь стык пройдет ток значительной силы (от 1000 до 200 000 Ампер).
Трансформатор контактной сварки – это самый важный узел сварочного аппарата. Ведь характеристик трансформатора зависит не только качество сварочного шва, но и сама возможность формирования неразъемного соединения. Поэтому в данной статье мы расскажем вам о том, как работает этот узел, дополнив эту информацию советами по подбору «правильного» трансформатора.
Устройство сварочного трансформатора для контактной сварки
Для соединения деталей с помощью сварки их кромки нужно разогреть до температуры плавления. После этого нужно заполнить зазор расплавленной присадочной проволокой или попросту сжать детали. При контактной сварке детали сжимаются, что дает возможность сэкономить на присадочном материале и ускорить процесс стыковки.
Поэтому для контактной сварки необходим особый трансформатор, понижающий напряжение до 1-2 Вольт, и увеличивающий силу тока – до 200 кА.
И такую трансформацию может обеспечить только особый прибор, в конструкции которого учтены следующие нюансы:
Кроме того, все контактные трансформаторы следует комплектовать системами воздушного или водяного (масляного) охлаждения. Иначе такой агрегат сгорит за считанные секунды.
Как выбрать «правильный» трансформатор?
Условия эксплуатации «контактных» трансформаторов далеки от щадящих режимов электродуговых агрегатов.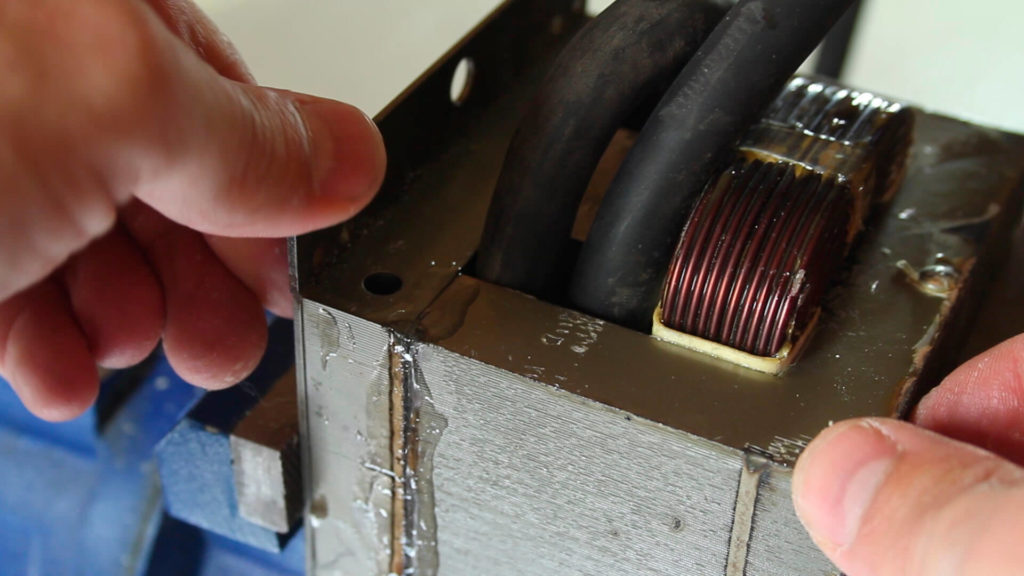
Поэтому, выбирая сварочные трансформаторы для контактной сварки, нужно ориентироваться на следующие характеристики этого узла:
- Механическую прочность. Бронесердечник, медные диски, эпоксидный наполнитель – вот три обязательных составляющих каждого контактного трансформатора. Без этих достаточно тяжелых компонентов он не потянет и пары часов. И если вам нужен действительно надежный прибор, то он должен весить, как минимум, 15-20 килограмм.
- Минимальный отклик управляющих блоков. Чем меньше задержка на прерывателе, тем лучше качество сварки. Если вы планируете работать с аппаратом очень часто – ищите агрегат с миллисекундной «реакцией».
- Возможность подключения к бытовым электросетям. Большинство контактных трансформаторов (около 80 процентов от всех приборов на рынке) питаются именно от бытовой (220 В, 5 А) электросети. Поэтому не торопитесь выбирать «промышленный» инструмент. Ведь такая техника, скорее всего, питается от трехфазной сети.
Ну а если ваш цех (или мастерская) оборудованы такой схемой проводки, то имейте в виду – однофазный вариант, с точки зрения контактных трансформаторов, ни чем не хуже трехфазного тока.
- Высокое прижимное усилие в месте контакта заготовок. Поэтому постарайтесь купить дополнить качественный преобразователь мощными щипцами на гидравлическом или пневматическом приводе. Такое приспособление уменьшит нагрузку на трансформатор.
Контактная сварка. — Личный опыт, вопросы, советы
Andrulik
Местный
#1
Ктонибудь использовал соединение проводников при помощи контактной сварки?
Читал много о том что припой портит звук, имеет большое сопротивление, люди говорят лучше скрутки или обжим. А как насчет сварки?
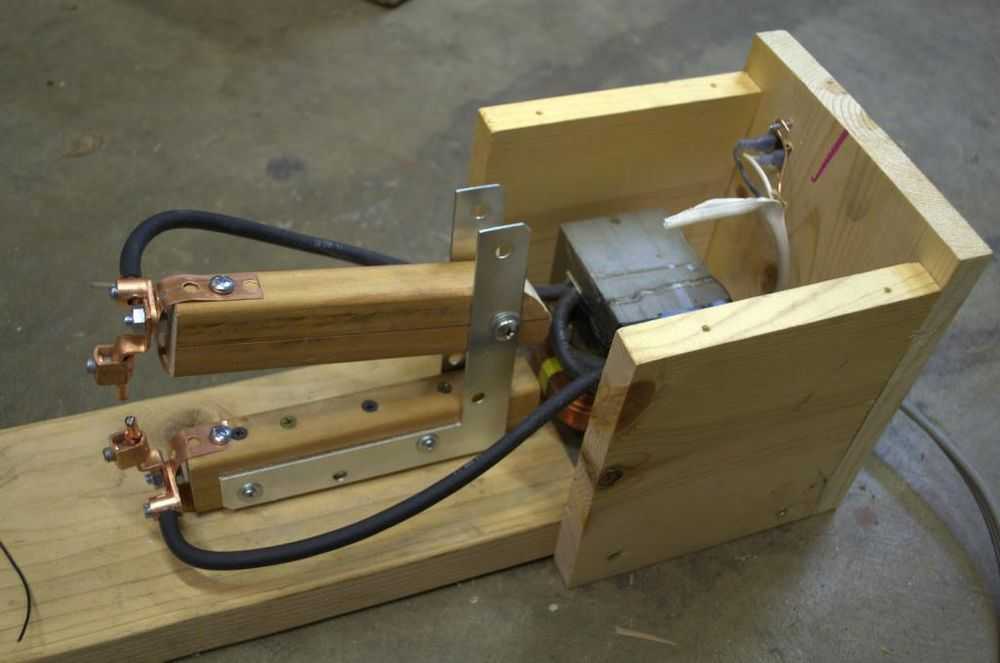
По этоим мыслям соорудил буквально на коленках мини сварочный аппарат для контактной сварки, транс пока маловат всего 250Вт.. но его хватает для 100% сварки медной проволоки до 0,2мм и стали до 1мм.
Ещё в силу сварки могу добавить некоторые наблюдения во время сварки.
медь к меди дает ооочень хорошие контакт, даже при очень маленьком пятне контакта, поэтому обжима проводов не нужно бояться.
ПАянные соединения имеют гораздо большее сопротивление в месте пайки, чем нежели сама медная проволока, в этом я убедился лично, так как при КЗ с большим током, припой моментом вытекал из соединения(место с наибольшим сопртивлением подвержено нагреву) даже большое количество припоя не спасало ситуацию, так как они всёравно уступали банальному наложению крестом 2 меднях проволок диаметрами 0,2мм.. какое малое место контакта получается при таких величинах думаю догадываетесь.
Вот такие пока выводы..
harkovchanin
Member
#2
«и стали до 1мм.» Это проволока со сталью? Или сталь+сталь? Или может 0,1 мм? Потому как для сварки двух полос стали по 1мм нужен ток порядка 1600-2000 А ! Знаю,потому,что споттерами занимаюсь. А вообще ИМХО-перспективная штука! Нет шлака и окислов,и контакт отличный получается!
А вообще ИМХО-перспективная штука! Нет шлака и окислов,и контакт отличный получается!
K.U.E.
Местный
#3
А какие электроды использовал для сварки меди? У меня с медными электродами медь не варит.
Прослушивая лампы,конденсаторы, трансформаторы не забывайте слушать музыку.
ed_pol
Member
#4
Соединение медных проводников сваркой используется давно,особенно при соединении многожильных проводов.Аппарат для произведения этой процедуры-прост до безобразия.Мин. требования -трансформатор 250 Вт. 12 В. Мелкая хитрость-угольный электрод должен быть изготовлен обязательно из мягкого графита,иначе вместо шарика получите безобразную нашлёпку…Второй электрод-узкогубцы,с длинными носами.Ими одновременно удерживаются свариваемые проводники и производится отвод тепла из места сварки. При соединении проводов диаметром более 0,3мм используется флюс-борная кислота.
При соединении проводов диаметром более 0,3мм используется флюс-борная кислота.
K.U.E.
Местный
#5
Я подозревал, что нужен какой-то флюс. Спасибо, поэксперементируем.
Прослушивая лампы,конденсаторы, трансформаторы не забывайте слушать музыку.
Andrulik
Местный
#6
Я варю медным электродом, на медной пластине.. Заметил что для меди нужен сильный нажим, на счет флюса сомневаюсь..
А что можно сделать чтобы варить медную проволоку более 0,2мм? На том же трансформаторе 250Вт.
У меня вторичка вышла 3В, а диаметр провода около 8мм
slavyan-t34
Местный
#7
Так как занимаюсь электромонтажем, варю много, последний сварочный транс просто купил 250вт , 36в. Без проблем варит четыре проводника 2.5мм2, пять уже тяжелее, электрод угольный, от 373 батарейки. Варил 4мм2 ОСМ-0.4 40В, но студенты сожгли. Уси не варю, паяю пср-4.
Без проблем варит четыре проводника 2.5мм2, пять уже тяжелее, электрод угольный, от 373 батарейки. Варил 4мм2 ОСМ-0.4 40В, но студенты сожгли. Уси не варю, паяю пср-4.
Andrulik
Местный
#8
а вы как варите? опишите сам процесс сварки?
Просто почему я немогу добиться сварки медной проволоки более 0,2мм?
Может потому что тепло очень быстро отводится от свариваемых проволок?
Wladimir
Местный
#9
Andrulik отличный прибамбасик и тема конешно ))
Может надо увеличить время нагрева?И зачем на пластине то варить ,может такой же эектрод как с верху??
Если человека укусил вампир он становится вампиром,такое впечатление ,что многих покусал баран
harkovchanin
Member
#10
ed-pol и slavyan, не путайте контактную и дуговую сварку!!! При дуговой напряжение 12-30 в и ток 5-20-30 А ,а при контактной напряжение 4-6 В ,а ток 50-100-200А (имеется ввиду при толщинах провода до 0,5-0,8мм и ленты до 0,2-0,3мм)
harkovchanin
Member
#11
to andrulik:Просто почему я не могу добиться сварки медной проволоки более 0,2мм? Потому,что ток должен быть больше! Время сварки увеличивать бесполезно! Должен быть мощный импульс тока,порядка 0,2-0,5 сек. И ток должен быть хотя бы 100-200А Такой штукой можно варить практически любые выводы радиокомпонентов. Если интересно,обратитесь в личку,расскажу!
И ток должен быть хотя бы 100-200А Такой штукой можно варить практически любые выводы радиокомпонентов. Если интересно,обратитесь в личку,расскажу!
mar1lynmanson
Местный
#12
Шото вы по детски как то ))
Один из немногих аппаратов стоящих на работе:
http://www.elec.ru/_thumb/800×600/files/2010/11/30/MT-2202-foto.jpg
С уважением, Владимир.
Светлана
Местный
#13
Вообще-то ценится скрутка и оплавление концов в шарик. Или просто без скрутки концы в шарик.
Андрей Бочкарев
Member
#14
Точно,видел в каком-то старом приемнике такой монтаж,прелесть,а уж надежность какая!
Anatolii
Member
#15
а как происходит формирование импульса для сварки . наверно по первичке . .или это не важно. еще интересно как сваривать жесть 0.7 между собой . как вариант- медно графитовые щетки для электрода годятся? к ним еще медная коса приклепана
наверно по первичке . .или это не важно. еще интересно как сваривать жесть 0.7 между собой . как вариант- медно графитовые щетки для электрода годятся? к ним еще медная коса приклепана
http://mostsound.narod.ru/
Andrulik
Местный
#16
Чтото никак не получается сварить медную проволоку более 0,2мм… даже и транс уже мощный.. бестолку..
mar1lynmanson
Местный
#17
Andrulik написал(а):
Чтото никак не получается сварить медную проволоку более 0,2мм… даже и транс уже мощный.. бестолку..
Нажмите для раскрытия…
У Вас в принципе варить медь не получится (при использовании медных электродов)!
Хватит заниматься самообманом, рассмотрите основные принципы контактной сварки и сразу все станет понятно (достаточно рассмотреть принцип нагрева в зоне сварки). Единственным возможным условием сварки меди контактной сваркой является обеспечение контактного сопротивления электрод-деталь меньше контактного сопротивления деталь-деталь, само собой что для этой цели медные электроды уже не подходят.
Единственным возможным условием сварки меди контактной сваркой является обеспечение контактного сопротивления электрод-деталь меньше контактного сопротивления деталь-деталь, само собой что для этой цели медные электроды уже не подходят.
Есть правда один вариант — использование метала «вставки». То есть между деталями вставляется «вкладыш» из более высокоомного материала который и обеспечит основное выделение энергии (закон Джоуля-Ленца) в зоне сварки.
Еще одна альтернатива — использование не контактной сварки а сварки давлением, правда в этом случае вам придется делать совершенно иной станочек.
Если хотите дальше развиваться в этом направлении стоит почитать «Технология и оборудование контактной сварки» под редакцией Б.Д. Орлова.
С уважением, Владимир.
mar1lynmanson
Местный
#18
Anatolii написал(а):
а как происходит формирование импульса для сварки .
наверно по первичке
Нажмите для раскрытия…
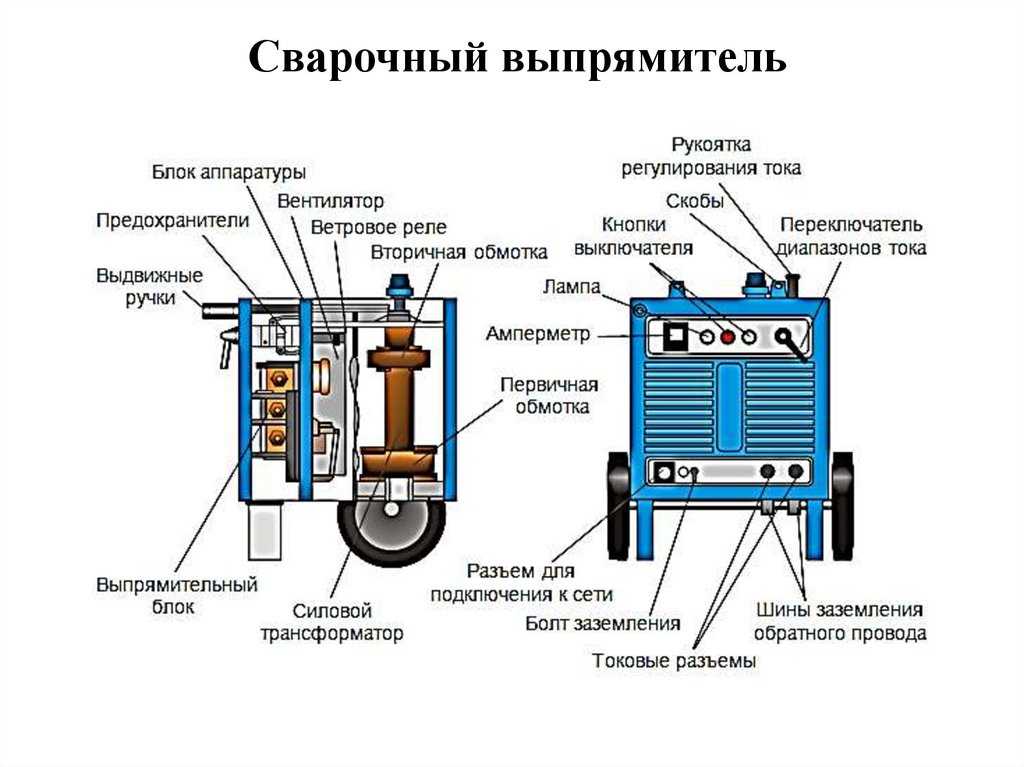
Все верно сила тока в сварочном контуре регулируется при помощи первичной обмотки. На всех машинах для контактной сварки используется трансформаторы с одним, максимум двумя (маломощные сварочные установки) витками вторички и первички с большим множеством отводов. Сила тока соответственно регулируется при помощи управления коэффициентом трансформации а длительность импульса временем подключения трансформатора.
Anatolii написал(а):
или это не важно.
Нажмите для раскрытия…
Попробуйте регулировать по вторичке ток в несколько тысяч ампер….
Anatolii написал(а):
как вариант- медно графитовые щетки для электрода годятся? к ним еще медная коса приклепана
Нажмите для раскрытия…
Нет, цепь сварочного контура должна иметь минимальное сопротивление. В противном случае энергия будет выделяться не в зоне контакта свариваемых деталей а в вашем сварочном контуре…
В противном случае энергия будет выделяться не в зоне контакта свариваемых деталей а в вашем сварочном контуре…
С уважением, Владимир.
mar1lynmanson
Местный
#19
А теперь для «любителей» контактной сварки:
В домашних условиях единственный вариант создания машины для контактной сварки является создание машины накопительного типа. То есть машины в которой каким либо образом будет накопляться энергия с возможностью резко отдать ее в нагрузку (к примеру емкостное, индуктивное накопление энергии, накопление энергии в движущемся теле и т.д.). Само собой что для дома наиболее доступный тип накопления энергии — емкостной. Принцип прост: У вас есть два трансформатора (1 сварочный и 1 повышающий) и батарея емкостей (высоковольтных). При помощи повышающего трансформатора вы заряжаете емкостя и потом разряжаете их на вторичку сварочного трансформатора (он должен иметь первичку с максимально низким омическим сопротивлением, то есть это обычно 1,2 витка очень толстым проводом, скорее даже приличной шиной ).
Регулировка энерговложения очень проста — изменение емкости и напряжения зарядки.
Не забывайте что детали перед пропусканием импульса нужно между электродами (усилия сжатия зависит от многих факторов) после окончания импульса некоторое время снимать усилие нельзя (дабы метал кристаллизоваться успел).
В общем это все подробно разжевано в книгах, название неплохой книги я приводил.
С уважением, Владимир.
Andrulik
Местный
#20
Спасибо огромное за подробную информацию.
Кондеры использовать электролиты ведь? Полярные, неполярные?
Нужно ли мне меньше кВА для трансформатора MFDC, чем для трансформатора переменного тока?
AC, MFDC, рельефная сварка, шовная сварка, точечная сварка
Для контактной точечной сварки, контактной рельефной сварки и контактной шовной сварки среднеквадратичное значение тока, необходимое для сварки определенного материала определенной толщины, будет таким же для MFDC, как и для переменного тока. Если все считать равными, когда единственной переменной является тип сварочного трансформатора, то для контактной сварки одного и того же задания требуется один и тот же трансформатор переменного тока или MFDC.
Если все считать равными, когда единственной переменной является тип сварочного трансформатора, то для контактной сварки одного и того же задания требуется один и тот же трансформатор переменного тока или MFDC.
Однако можно ожидать, что трансформатор MFDC будет иметь меньший ожидаемый срок службы, чем такой же трансформатор переменного тока KVA. Таким образом, рекомендуется выбрать трансформатор MFDC большей мощности, чем необходимо, потому что работа его ниже номинального значения KVA позволит диодам в трансформаторе прослужить дольше, прежде чем они выйдут из строя. Трансформатор переменного тока не имеет диодов и может выдержать гораздо больше нагрузок без сбоев.
Какой бы тип трансформатора ни был выбран, его размер должен соответствовать требованиям к электроснабжению для самой крупной сварочной работы, которая будет производиться на машине.
При контактной шовной сварке таких материалов, как инконель, импульсы тока с четко определенным временем охлаждения между каждым импульсом обеспечивают более надежную сварку.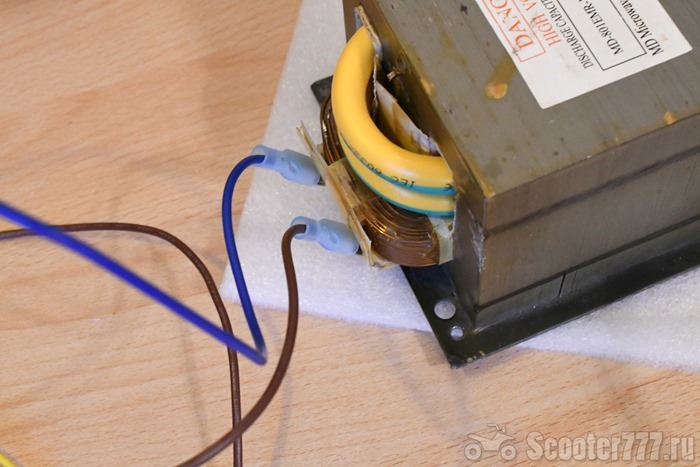 Это достигается с помощью сварочного трансформатора переменного тока, потому что ток быстро спадает до нуля после каждого импульса. MFDC ухудшает способность делать четко определенные периоды охлаждения между каждым импульсом. Это связано с тем, что для того, чтобы ток спал до нуля после каждого импульса, требуется больше времени. В результате снижается надежность сварки. Это также приводит к тому, что шовные ролики с трансформатором постоянного тока изнашиваются быстрее и нагреваются сильнее, чем при выполнении тех же сварных швов с трансформатором переменного тока.
Это достигается с помощью сварочного трансформатора переменного тока, потому что ток быстро спадает до нуля после каждого импульса. MFDC ухудшает способность делать четко определенные периоды охлаждения между каждым импульсом. Это связано с тем, что для того, чтобы ток спал до нуля после каждого импульса, требуется больше времени. В результате снижается надежность сварки. Это также приводит к тому, что шовные ролики с трансформатором постоянного тока изнашиваются быстрее и нагреваются сильнее, чем при выполнении тех же сварных швов с трансформатором переменного тока.
Эффект Пельтье, возникающий при сварке постоянным током, приводит к тому, что колесо, подключенное к выводу положительной полярности трансформатора, нагревается сильнее, чем колесо, подключенное к выводу отрицательной полярности трансформатора. Это смещает положение самородка, образованного между свариваемыми заготовками. Колесо положительной полярности изнашивается быстрее, чем колесо отрицательной полярности, и происходит ускоренный захват материала, сплавляющегося с поверхностью электрода положительной полярности.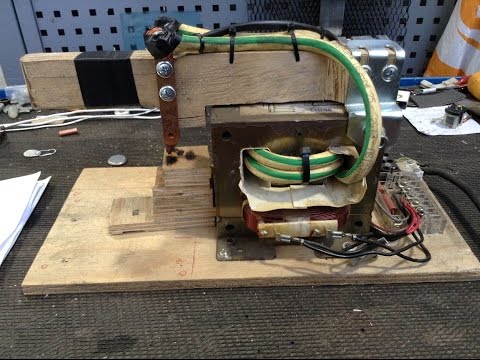 Эти явления не происходят при переменном токе.
Эти явления не происходят при переменном токе.
Постоянный сварочный ток также намагничивает деталь и аппарат. Магнитные опилки притягиваются к намагниченной машине, которые со временем проникают в движущиеся связи машины. Это ухудшает плавность ползуна и динамику его движения, что приводит к ухудшению механической повторяемости машины и более частому техническому обслуживанию. Сварочный ток переменного тока естественным образом размагничивает деталь и машину, что не дает машине превратиться в магнит, притягивающий опилки.
Сварочный ток переменного тока также более эффективен, чем сварочный ток постоянного тока, при прожигании поверхностных загрязнений, таких как масло и оксиды.
Инверторные системы WeldComputer® могут управлять трансформатором MFDC с большей точностью, чем любая другая инверторная система, которую мы тестировали. Тем не менее, используя запатентованную технологию синтеза волн WeldComputer®, можно добиться большего количества регулировок в миллисекунду и лучшей детализации управления при управлении трансформатором переменного тока, чем это теоретически возможно при управлении трансформатором MFDC.
Эта запись была размещена в AC, MFDC, Выступающая сварка, Шовная сварка, Точечная сварка. Добавьте постоянную ссылку в закладки.
WTC — Процесс контактной точечной сварки
| Главная Продукция компании & Решения Сервис & Поддержка Учебный центр Новости Юридическая информация Свяжитесь с нами Логин | ||||||||||||||||||||
| ||||||||||||||||||||
.  | ||||||||||||||||||||
 Напряжение, которое
Напряжение, которое