Какой трансформатор нужен для точечной сварки: Точечная сварка из простого трансформатора
Содержание
Какой трансформатор нужен для точечной сварки
Довольно часто владельцы загородной недвижимости задумываются над увеличением жилой Фотопечать на натяжных потолках — особенности процесса Сегодня фотопечать на натяжных потолках все больше набирает Плетение сетки рабицы. Как плести сетку рабицу Сетка рабица широко используется как в строительстве, так и в ландшафтном дизайне Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Точечная сварка из микроволновки своими руками
- Как самостоятельно сделать точечную сварку?
- Устройство точечной сварки
- Точечная сварка своими руками
- Сварка своими руками (контактная, точечная): схемы, расчет, изготовление
- Контактная точечная сварка своими руками
- Статьи по теме
- Как сделать точечную сварку для аккумуляторов 18650 своими руками?
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Изготовление трансформатора для точечной сварки ( замер )
Точечная сварка из микроволновки своими руками
Точечная сварка своими руками работает по принципу переменного тока, который не поддерживает функцию регулировки в рабочем процессе. Происходит сварка точечным методом за счет изменения импульса стабилизации напряжения.
В таком аппарате применим ручной блок управления в виде выключателя. Точечная сварка своими руками — это надежная технология, с помощью которой детали для соединения прочно привариваются друг с другом путем нагрева, образуя пластическую деформацию. Особенность такого технологического процесса состоит в том, что термовоздействие на металлический участок происходит локально.
Детали свариваются в потоке направления высокой силы тока, насчитывающей несколько десятков ампер, что в итоге расплавляет и создает ровный шов. К преимуществам точечной сварки относят:.
Главная деталь на самодельный аппарат — трансформатор, имеющий максимальное напряжение и коэффициент трансформации. Аппарат точечной сварки должен иметь высокий силовой коэффициент, чтобы при работе точечная сваркаосуществлялась под максимальной силой тока. В качестве основы можно взять трансформатор со старой микроволновки: именно такой прибор содержит мощный модуль. Такого рода трансформатор из микроволновки, установленный в сварочном оборудовании, будет иметь способность к спайке металлических панелей толщиной 2 мм.
Аппарат точечной сварки должен иметь высокий силовой коэффициент, чтобы при работе точечная сваркаосуществлялась под максимальной силой тока. В качестве основы можно взять трансформатор со старой микроволновки: именно такой прибор содержит мощный модуль. Такого рода трансформатор из микроволновки, установленный в сварочном оборудовании, будет иметь способность к спайке металлических панелей толщиной 2 мм.
При создании более мощного аппарата использовать можно два трансформатора мощного действия. Напряжение одного трансформатора составляет на выходе В, об этом говорится в техпаспорте микроволновки. Измерять силу тока после того, как его изъяли из микроволновки, не стоит. От подобного трансформаторног о устройства должен исходить магнитный кабель, также потребуется первичная обмотка, имеющая среднее количество витков и прочный шнур.
Вторичную обмотку убирают с помощью ножовки или отрезают стамеском. Изымается она осторожно, дабы не деформировать металлический стержень. После того как две обмотки будут удалены, следует приступить к изъятию шунтов, изменяющих подачу силы тока. После удаления лишних элементов в трансформаторе наматывается новая обмотка.
После удаления лишних элементов в трансформаторе наматывается новая обмотка.
Для стабильной мощности понадобится легко проводимый медный шнур, имеющий выход в А. Можно использовать одинарный провод или несколько коротких, уложенных перпендикулярно друг другу. Не стоит использовать слишком толстый провод, иначе он не будет способен совершить обмотку. Если совершить обмотку не получилось, изоляцию удаляют и заново обматывают скотчем. Длина шнура должна быть минимальной, чтобы не вызывать лишнее сопротивление.
Нужно сделать около витков с выходом в 2В. Чтобы сила тока достигала большего напряжения, в отверстия трансформатора можно вместить несколько катушек из медных витков. Чем больше катушек имеет самодельный трансформатор, тем большей мощностью он будет обладать. При намотке следует быть внимательным, не допуская соединения выхода первичной и вторичной обмоток, чтобы не создать короткое замыкание.
Вместо стандартных электродов для сварки можно использовать медные стержни одинаковой длины и диаметра. Если аппарат точечной сварки рассчитан на небольшую производительнос ть с минимальной мощностью, вполне для работы подойдут стержни паяльников. После каждого сварочного процесса стержни рекомендуется подтачивать, иначе они потеряют свои качества. Если они полностью сточились, их следует заменить. Шнур трансформаторног о устройства, ведущий к электродам, не должен быть слишком длинным.
Если аппарат точечной сварки рассчитан на небольшую производительнос ть с минимальной мощностью, вполне для работы подойдут стержни паяльников. После каждого сварочного процесса стержни рекомендуется подтачивать, иначе они потеряют свои качества. Если они полностью сточились, их следует заменить. Шнур трансформаторног о устройства, ведущий к электродам, не должен быть слишком длинным.
Количество соединений может повлиять на мощность аппарата, поэтому оно должно быть снижено. С двух сторон кабеля необходимо надеть медные колпачки, которые послужат проводником при соединении с электродами. Колпачки и внутренности кабеля спаиваются воедино, после чего через несколько недель спаянные провода окислятся, сила сопротивления увеличится, а сила мощности — снизится. Данный процесс приведет к неработающему состоянию аппарата. Чтобы не допустить снижение производительнос ти сварочного оборудования, требуется создать крепежную систему, дабы избежать окисления медных стержней в процессе использования.
Аппарат точечной сварки должен иметь безопасную панель, которую лучше создать из дерева, чтобы защитить себя от удара током во время работ. Рычажная деталь должна быть прочной, так как для создания надежного соединения понадобится применять некоторые усилия. Чтобы рабочий процесс прошел без сложностей, на верхней части панели монтируют крепежные механизмы, которые прочно фиксируют аппарат на сварочном участке. Реле управления лучше всего установить на рычаг сверху.
Главное в создании точечной сварки — грамотно произвести расчет мощности, поступающей на аппарат. Главная Сварка металлов. Аппарат точечной сварки в быту и на производстве.
Как самостоятельно сделать точечную сварку?
Споттер — это сварочный аппарат для точечной сварки, предназначенный для проведения рихтовочных работ с тонким металлом. Особо популярен споттер среди работников автомастерских, выполняющих кузовные работы. Конфигурация деталей кузова очень сложная и в большинстве случаев рихтовка невозможна без демонтажа детали. Применение точечной сварки помогает избежать демонтажа и выполнять рихтовку самых сложных поверхностей. Возникает вопрос, какая взаимосвязь между сваркой и рихтовкой?
Применение точечной сварки помогает избежать демонтажа и выполнять рихтовку самых сложных поверхностей. Возникает вопрос, какая взаимосвязь между сваркой и рихтовкой?
контактная сварка с китая, точечная сварка своими руками, точечная И лайфхак — трансформатор для питания таймера контактной сварки Но для сварки аккумуляторов нужен очень короткий импульс.
Устройство точечной сварки
Современные инструменты и приборы домашнего пользования очень часто оснащают аккумуляторами, которые обеспечивают свободу эксплуатации, без зависимости от домашней сети. В большинстве случаях применяют несколько элементов питания, соединенных между собой в блок посредством контактной сварки. Это единственный способ. Возможность пайки контактов исключается, ввиду высокого температурного воздействия на внутренние элементы, что недопустимо для источников питания. Аппараты точеной сварки для сварки аккумуляторов — полезное приспособление, с помощью которого выполняют ремонт литий-ионных источников питания.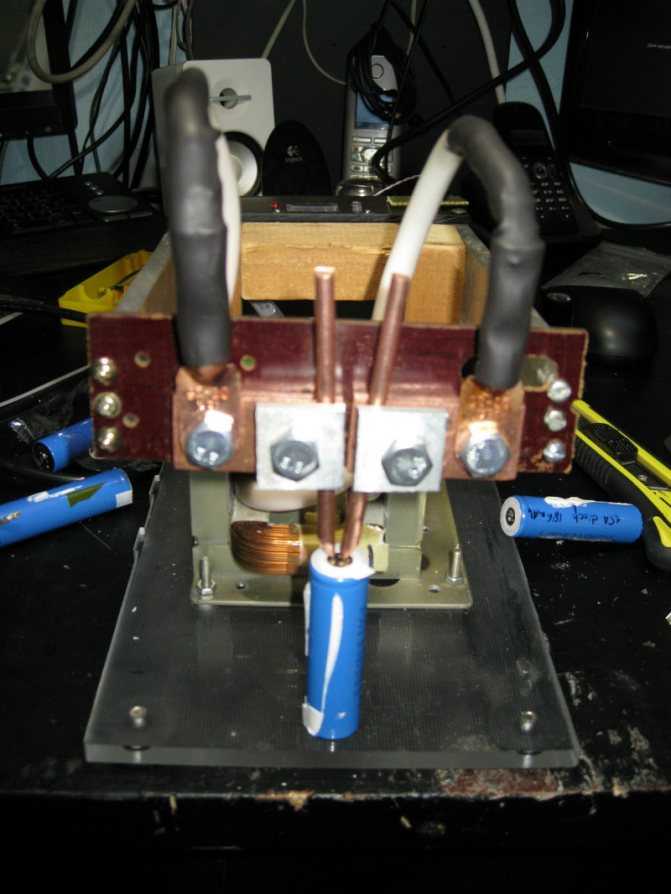 Данные аппараты продают в специализированных магазинах, однако можно попытаться собрать устройство самостоятельно — это позволит сэкономить средства без потери производительности. В качестве объекта для проведения восстановительных работ, предстоит столкнуться с аккумуляторами типа Они являются наиболее распространенным типом АКБ. Внешне они напоминают обычные пальчиковые батарейки.
Данные аппараты продают в специализированных магазинах, однако можно попытаться собрать устройство самостоятельно — это позволит сэкономить средства без потери производительности. В качестве объекта для проведения восстановительных работ, предстоит столкнуться с аккумуляторами типа Они являются наиболее распространенным типом АКБ. Внешне они напоминают обычные пальчиковые батарейки.
Точечная сварка своими руками
Всем доброго времени суток! И так начну. Как то видел на просторах интернета точечную сварку из трансформатора микроволновки и решил сделать и себе. Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки.
Содержание: Вынимаем трансформатор из микроволновой печи Тонкости модернизации трансформатора от СВЧ-печи Рекомендации при соединении двух трансформаторов Как определить одноименные выводы трансформаторов Электроды для самодельной точечной сварки Устанавливаем электроды на сварочный аппарат Органы управления самодельной точечной сваркой.
Сварка своими руками (контактная, точечная): схемы, расчет, изготовление
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками. Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0, мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально. Процесс используется как в домашних условиях, так и в промышленности.
Контактная точечная сварка своими руками
Для изготовления сварки из микроволновки я приобрел трансформатор от микроволновки, медный многожильный провод 50 кв. В качестве электродов для точечной сварки я использовал жала от паяльников диаметром 13 мм, другого медного прутка в моем городе раздобыть не удалось. С медного провода на 50кв. Новую изоляцию я сделал из тканевой изоленты, провод получился заметно тоньше, в итоге на трансформатор влезло 3 вика провода — это уже хорошо, с родной изоляцией влезало всего 2 витка. Затем, после остывания я натянул на них термоусадки, которые были заранее надеты на провода.
Затем, после остывания я натянул на них термоусадки, которые были заранее надеты на провода.
для точечной сварки своими руками из трансформатора для если она Вам не нужна, то можно разрезать и вытащить по кускам, так.
Статьи по теме
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Выход из такой ситуации — контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Как сделать точечную сварку для аккумуляторов 18650 своими руками?
ВИДЕО ПО ТЕМЕ: ✅Как сделать сварочный аппарат из МИКРОВОЛНОВКИ ⚡🔥Просто, дёшево, доступно и компактно
Обзоры игр. Аппарат для точечной сварки. Хочу сделать аппарат для точечной сварки самостоятельно есть какие то рекомендации или советы? Нужен трансформатор более ватт с выходным напряжением от 2 до 4 вольт, таймер с шагом регулировки от 0,2 до 1й секунды, кабель силовой от 16мм, электроды медные или латунные. Вариант вариант2 Сообщение отредактировал Katashek — Можно конечно самому что-нибудь придумать, для этого необходимо иметь некоторые инструменты и конечно же трансформатор от старой микроволновки , если такая имеется.
Вариант вариант2 Сообщение отредактировал Katashek — Можно конечно самому что-нибудь придумать, для этого необходимо иметь некоторые инструменты и конечно же трансформатор от старой микроволновки , если такая имеется.
Всем доброго времени суток! И так начну.
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы и более Ампер при напряжении в несколько вольт. При этом механическое давление на тот же квадратный миллиметр должно быть не менее кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Небольшой сварочный аппарат всегда пригодится в хозяйстве.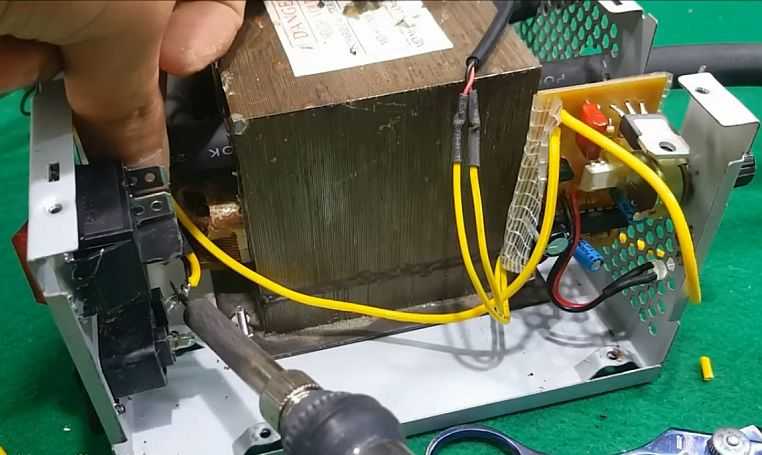 Модель, способная производить контактную сварку, очень поможет при изготовлении сетки для забора, создании клеток под разведение птиц и мелких животных. Такое устройство сможет даже соединять прутки под каркас теплицы.
Модель, способная производить контактную сварку, очень поможет при изготовлении сетки для забора, создании клеток под разведение птиц и мелких животных. Такое устройство сможет даже соединять прутки под каркас теплицы.
Трансформатор для точечной сварки. Самодельная точечная сварка
Екатерина
Время чтения: 8 минут
Что только не сделаешь из сварочного трансформатора… Ведь трансформатор — это буквально сердце любого сварочного аппарата. Именно он преобразовывает поступающее из розетки напряжение в ток, пригодный для сварки. Контактная сварка (или точечная сварка) не является исключением. При этом точечная сварка позволяет сформировать довольно прочное и эстетичное соединение даже в домашних условиях.
Из трансформатора можно сделать полноценный аппарат для точечной сварки, который будет простым и надежным. Его единственный недостаток — это отсутствие возможности регулировать ток. Но в домашних условиях вам будет достаточно и самодельного устройства. В этой статье мы очень подробно расскажем, какой трансформатор использовать и как вообще собрать точечную сварку своими руками из сварочного трансформатора.
Но в домашних условиях вам будет достаточно и самодельного устройства. В этой статье мы очень подробно расскажем, какой трансформатор использовать и как вообще собрать точечную сварку своими руками из сварочного трансформатора.
Содержание статьи
- Особенности сборки
- Трансформатор
- Увеличение мощности
- Управление
- Электроды
- Нюансы применения
- Вместо заключения
Особенности сборки
Трансформатор
Тема нашей статьи — точечная сварка из трансформатора. Мы будем использовать трансформатор, снятый со старой микроволновки. Он отлично подходит для наших целей. Подбирая трансформатор обращайте внимание на его мощность. Для изготовления точечного аппарата нужен трансформатор мощностью от 1 кВт. Аппарат, построенный на базе этого трансформатора, сможет варить металл толщиной до 1 миллиметра. Если вам нужно больше мощности, можно использовать два трансформатора. Но об этом мы расскажем позже.
Возьмите трансформатор и отсоедините от него магнитопровод с первичной обмоткой. Зачастую на таких трансформаторах «первичка» состоит из нескольких витков толстого провода. Не обязательно снимать эти перечисленные детали с каркаса, достаточно убрать вторичную обмотку. Это можно сделать с помощью ножовки или стамески.
Зачастую на таких трансформаторах «первичка» состоит из нескольких витков толстого провода. Не обязательно снимать эти перечисленные детали с каркаса, достаточно убрать вторичную обмотку. Это можно сделать с помощью ножовки или стамески.
А если «вторичка» приклеена, то придется применить силу и в буквальном смысле вырвать обмотку. Иногда целесообразно высверлить «вторичку», если иные способы не помогают. Постарайтесь не повредить «первичку» и сам магнитопровод при снятии вторичной обмотки. Если у трансформатора есть шунты, то уберите их вместе со «вторичкой».
Далее вам нужно намотать новую «вторичку». Для этого возьмите медный провод с сечением от 100 мм2 (или 1 см в диаметре). Провода толстые, но необходимо именно это сечение. Всего нужно сделать около трех витков. Если вам удастся сделать больше витков, то аппарат получится мощнее. Но мы все-таки рекомендуем увеличивать мощность другим методом. Об этом мы расскажем далее.
Увеличение мощности
Как мы уже писали выше, вы можете использовать ни один трансформатор для точечной сварки, но и два. Это необходимо для того, чтобы получить большую мощность, а значит и больший сварочный ток. Такая связка из двух трансформаторов позволит собрать аппарат, способный сваривать толстые металлы.
Это необходимо для того, чтобы получить большую мощность, а значит и больший сварочный ток. Такая связка из двух трансформаторов позволит собрать аппарат, способный сваривать толстые металлы.
Конечно, вы можете просто сделать больше витков при наматывании трансформатора, но зачастую окно сердечника не позволяет это сделать из-за толщины провода. В таком случае лучше соединить концы вторичных обмоток у двух трансформаторов. Соединение должно быть последовательным. Это значит, что один провод нужно протягивать через оба трансформатора. Количество витков должно быть одинаковым.
Обязательно следите за направлением витков. У вас не должно быть противофазы.Если вам нужно сделать еще более мощный аппарат, то можно соединить большее количество трансформаторов. Соединение производится тем же методом, что и для двух трансформаторов. Но учитывайте вашу электросеть и заранее подумайте, сможет ли она выдержать такой аппарат. Особенно, если вы собираетесь варить на даче. Применение таких мощных устройств часто приводит к скандалам с соседями и к выбитым пробкам.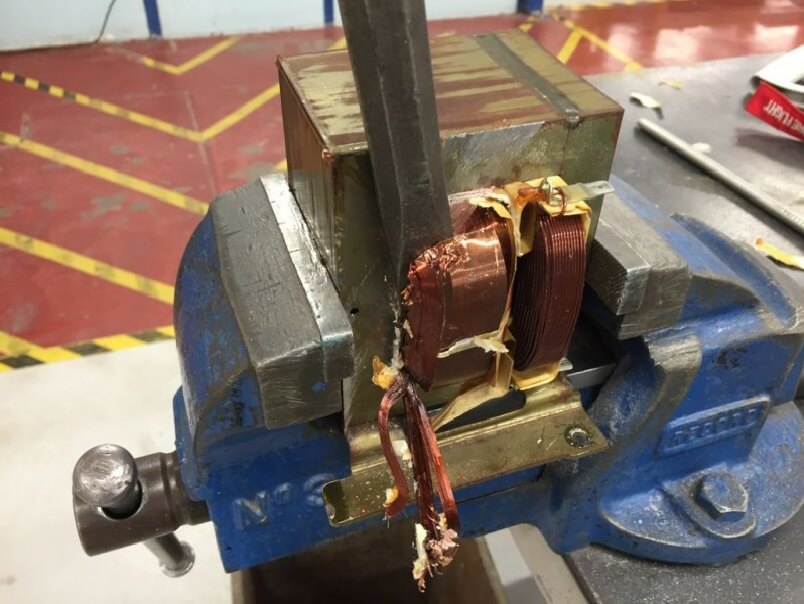
Управление
Простота самодельного аппарата для точечной сварки выражается не только во внутреннем конструктиве, но и в органах управления. Все, что вам понадобится — это кнопка «вкл/выкл» и самодельный рычаг для сварочных клещей.
Читайте также: Что такое клещи для точечной сварки?
С выключателем все просто. Выберите тот, который вам больше нравится. Установите его в цепь с первичкой. Ни в коем случае не устанавливайте на вторичку, потому что там ток слишком большой и контакты у вашей кнопки могут расплавиться.
С рычагом все немного сложнее. Вы должны помнить, что при точечной сварке применяется не только местный нагрев металла, но и усилие прижима. Чем толще свариваемый металл, тем больше должно быть усилие. Если вы будете варить тонколистовые заготовки, то вам будет достаточно собственной илы, чтобы опустить рычаг и сжать металл между электродами. Но если вы планируете собрать более универсальный аппарат, то лучше прикрепить его к столу и сделать рычаг подлиннее и потяжелее.
Если есть желание, рычаг можно доработать, добавив к нему винтовую стяжку. Стяжка должна устанавливаться между основанием и самим рычагом. Тогда вам не придется применять собственное усилие для сжатия.
Если у вас будет рычаг с самым простым исполнением, то кнопку включения/выключения можно поставить прямо на него. Опускаете рычаг и одновременно включается ток. При этом вторая рука будет свободна, и вы сможете держать заготовки.
Электроды
Также не стоит забывать про электроды. В точечной сварке используются медные электроды. Чем толще электрод, тем лучше. Электроды можно купить или сделать самому на станке. Но купить проще и быстрее. Если собираете маленький маломощный аппарат, что в качестве электрода можете использовать жало от паяльника.
Электроды — материал расходные. Их нужно подтачивать, поскольку они теряют форму. При окончательной потере исходной формы электрод нужно выбросить и поставить новый.
Электроды подключаются к трансформатору с помощью проводов.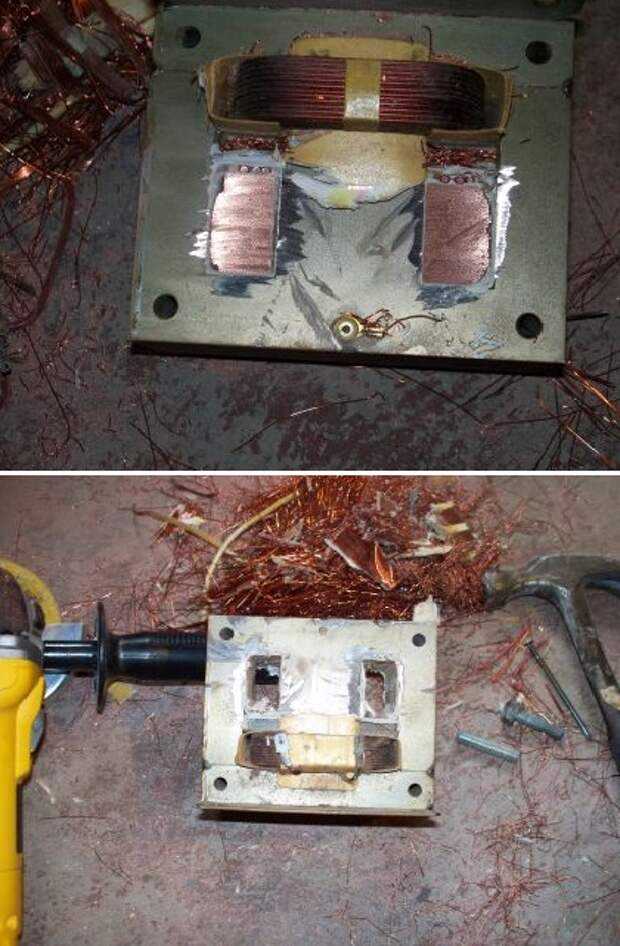 Их длина должна быть по возможности минимальной. Соединений тоже должно быть немного, поскольку каждое соединение — это всегда потеря мощностей. Лучше всего, если вы наденете на провода специальные наконечники из меди, с помощью которых провод будет соединяться с электродами.
Их длина должна быть по возможности минимальной. Соединений тоже должно быть немного, поскольку каждое соединение — это всегда потеря мощностей. Лучше всего, если вы наденете на провода специальные наконечники из меди, с помощью которых провод будет соединяться с электродами.
Наконечники из меди должны быть не просто надеты на провода, а спаяны с ними. Это необходимо, чтобы на месте соединения наконечника с проводом не происходило сопротивление и аппарат мог стабильно работать. На самом деле, это очень непростая работа и спаять наконечник с проводов довольно трудно. Но вы можете купить готовые луженые наконечники, предназначенные для пайки. Тогда задача облегчится.
Некоторые умельцы припаивают не наконечники, а сами электроды, чтобы упростить себе жизнь. Но на деле они только все усложняют, поскольку электроды нужно периодически заменять на новые, а значит отпаивать их. Лучше просто припаяйте один раз наконечники и не делайте больше лишнюю работу. Тем более, наконечник просто почистить от следов окислов.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Вместо заключения
Как видите, точечная сварка своими руками из подручных средств собирается не так уж сложно.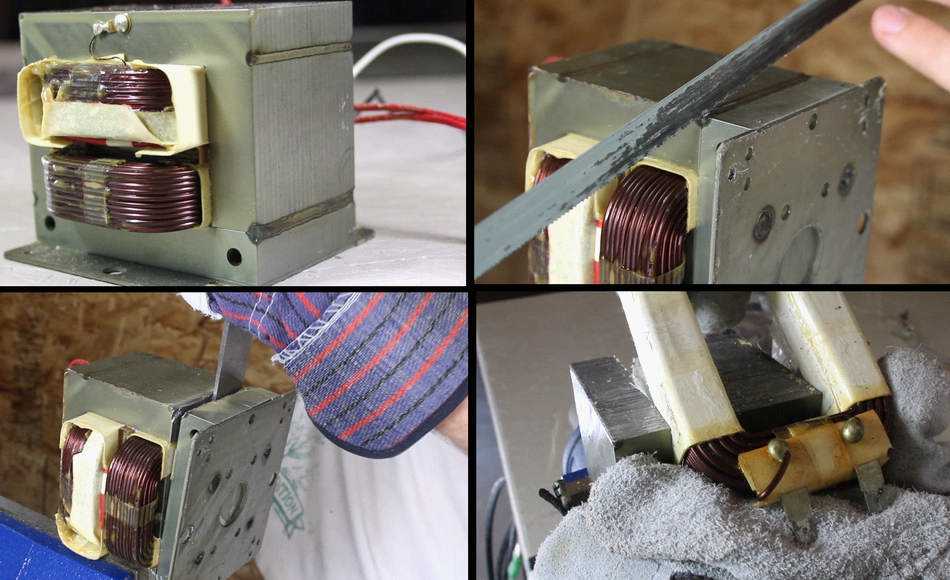 У опытного мастера уйдет пара часов на сборку такого устройства. А новичку придется изучить теорию и потренироваться, прежде чем он получит работающий экземпляр. Тем не менее, у самодельной точечной сварки есть множество преимуществ перед покупным аппаратом. Ведь самоделка всегда стоит дешевле и при этом гораздо надежнее, поскольку вы сами выбираете, какое качество будет у деталей.
У опытного мастера уйдет пара часов на сборку такого устройства. А новичку придется изучить теорию и потренироваться, прежде чем он получит работающий экземпляр. Тем не менее, у самодельной точечной сварки есть множество преимуществ перед покупным аппаратом. Ведь самоделка всегда стоит дешевле и при этом гораздо надежнее, поскольку вы сами выбираете, какое качество будет у деталей.
Похожие публикации
Точечная сварка своими руками из микроволновки со схемами, видео инструкциями и фото примерами © Геостарт
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.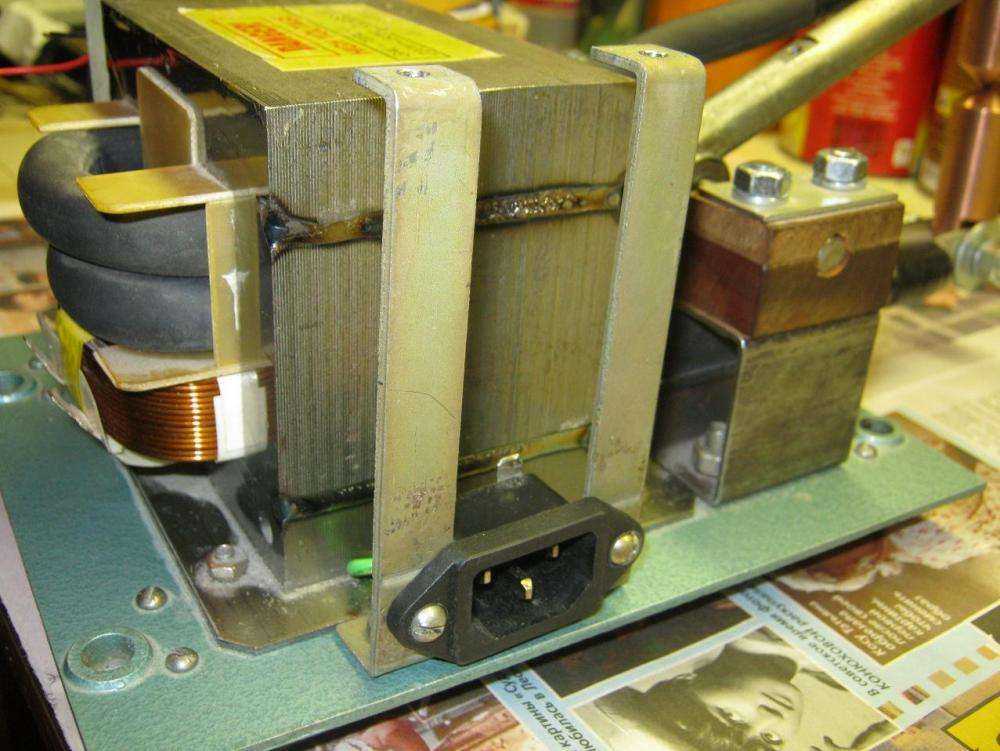
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Что я получил в итоге
Мощность моего аппарата точечной сварки из микроволновки во время сварки порядка 4150 вт, потребляемый ток после 2 сек. сварки порядка 18 А, напряжение на вторичной обмотке получилось порядка 2.5 В, примерный ток во вторичной обмотке 1650 А.
Аппарат сваривает проволоку 3 мм очень быстро, даже плавит ее, если передержать… Сваривает листовую сталь 2 куска по 1.5 мм отлично, а также сваривает: 2 куска по 1 мм, 3 куска по 1 мм, больше еще не пробовал, думаю, что оно сможет варить сталь до 2 мм (2 куска по 2 мм).
Вторичная обмотка греется после примерно 7-10 точек.
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А.![]() Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Контактная сварка, собранная своими руками
Изготовление сварочного аппарата.
С целью получения надежного сварочного агрегата, необязательно приобретать дорогостоящую модель. Сварку делаем из микроволновки своими руками, если в распоряжении мастера есть такой прибор.
Агрегат сваривает электродом кромки металлоизделий и собирается по такому же принципу, как и в случае применения специального оборудования, но обойдется мастеру в разы дешевле профессионального агрегата.
Прежде чем рассказать, как сделать контактную сварку своими силами, отметим важную деталь. Наиболее значимым элементом в СВЧ печи в процессе сборки сварного аппарата является трансформатор от микроволновой печи.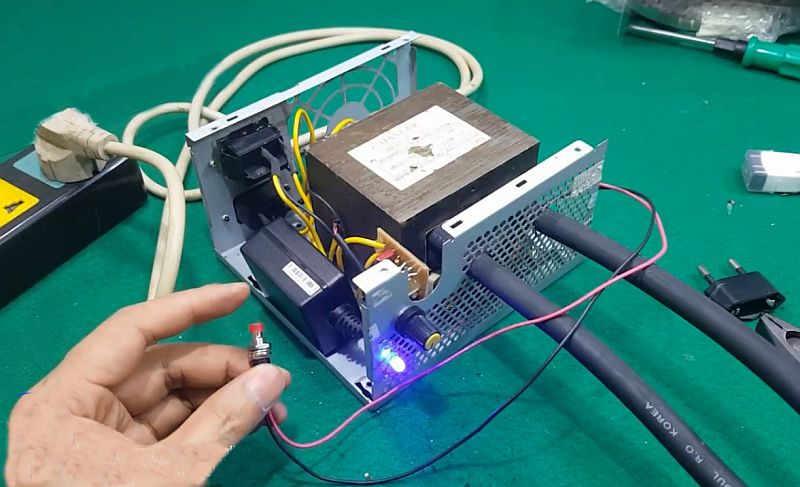
Он обеспечит сварку высоким напряжением ввиду наличия большого коэффициента трансформации. Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Для расплавления кромок металлических изделий, которые соединяются путем контактной сварки, необходим ток высокой силы. Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
Мощность трансформатора нужно подбирать с учетом толщины деталей, с которыми планируется работать в дальнейшем:
- при толщине до 1 мм актуальна модность в районе 1000 Вт;
- при толщине до 2 мм ‒ в районе 2000 Вт;
- при толщине до 3 мм ‒ в районе 5000 Вт.
Если данные условия будут соблюдены, получится действительно высокопроизводительный сварочный аппарат для использования в быту.
Схема устройства самодельного сварного аппарата
Основной элемент любого аппарата для контактной сварки ‒ это трансформатор, который стоит изъять из старой микроволновки. Важное условие – прибор должен быть рабочим.
Важное условие – прибор должен быть рабочим.
Самодельный сварочный агрегат будет способен соединять листы стали с толщиной до 1 мм, если при его сборке использовать мощный трансформатор. Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
На заметку! Дабы не допустить ошибок при сборке самодельного сварного оборудования, важно составить схему соединения его конструктивных элементов. Следуя ей, можно без каких-либо трудностей собрать сварочный аппарат для бытового использования из СВЧ печи.
Схемы самодельных сварных агрегатов также в большом количестве присутствуют в интернете на форумах сварщиков. Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Тем более что дорогостоящее профессиональное оборудование не всегда целесообразно покупать для выполнения мелких бытовых операций.
Сборка рабочей части устройства позволяет оперативно выполнить соединение сварных электродов, и зажать металлическое изделие между ними.
Устройство трансформатора микроволновки.
Технологически всю работу можно разделить на две части:
- Создание нижнего основания контактной сварки своими руками из микроволновой печки.
С этой целью используется профиль, штанга или деревянный брус. Один его конец нужно крепко зафиксировать на корпусе при помощи саморезов, обеспечивающих жесткую фиксацию. На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге. - Обустройство верхней подвижной части устройства в виде рычага.
Функцию оси может выполнить длинный не ржавый гвоздь, а стойки по бокам изготавливаются из брусков или профилей. Не стоит допускать наличие зазоров между стойками и основанием самодельного рычага, в противном случае может снизиться точность соответствия верхней и нижней части и точности самой сварки.
В начале работы из микроволновки изымают трансформатор, но этот элемент потребуется не весь, а лишь некоторые его части. А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
Далее, на трансформатор потребуется соорудить новую обмотку, для чего применяют многожильный провод с сечением не менее 100 мм2. Кабель для сварки проводов наматывается в 2-3 витка. Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
Если агрегат нужно сделать мощным, для него используется два трансформатора, а повторную обмотку для них делают общей. При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.
Следующие этапы работы по изготовлению контактной сварки из микроволновой печи своими руками выглядят следующим образом:
- установка системы управления агрегатом, позволяющей наладить бесперебойное сваривание металлических изделий точечным контактным методом;
- изготовление и подсоединение сварных электродов, диаметр и вид которых подбирается с учетом характеристик рабочих деталей;
- монтаж внутренней части агрегата для контактной сварки в надежный корпус от старой бытовой техники, демонстрирующий высокую стойкость к воздействию негативных факторов из окружающей среды.

Самодельная контактная сварка из микроволновой печки, созданная по такой инструкции, может справиться с:
- сеткой;
- клетками;
- прутками с диаметром до 3 мм;
- пластинами металла до 3 мм.
Все эти изделия без особенных трудностей могут использоваться для создания металлоконструкций с помощью собранного своими силами агрегата для точечной сварки.
Необходимые в работе материалы и инструменты
Если в распоряжении мастера имеется микроволновка, которая больше не используется по прямому назначению, из нее можно смастерить аналог профессионального оборудования проведения для сварочных работ.
Способ сваривания деталей точечной сваркой.
В процессе работы мастеру потребуется следующие комплектующие детали будущей микроимпульсной сварки, вспомогательные приспособления и инвентарь для сборки агрегата:
- переделанный трансформатор от микроволновки или АКБ батареи;
- провод приличного диаметра из меди или жгут проводов небольшого размера;
- рычаги, выполняющие функции прижимов;
- основание для установки сварочного аппарата;
- зажимные струбцины;
- отвертки разного вида и размера;
- кабели;
- обмоточные материалы;
- электроды из меди, за счет которых и будет выполняться сварка;
- кнопка.

Важно! Если нужно изготовить мощную точечную сварку из бывшей в употреблении микроволновки, понадобится два трансформатора. От количества этих конструктивных деталей бывшего в употреблении изделия будет зависеть уровень максимальной мощности самодельной сварки.
Электроды для точечного сварочного аппарата
Точечная контактная сварка выполняется путем замыкания двух электродов. Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Специальную проволоку для сварочного аппарата из трансформатора микроволновки подсоединяют к проводу от аппарата посредством медного наконечника, соединенного с ним пайкой.
Схема электрическая сварочного аппарата.
Место внутри наконечника ограниченно, поэтому неопытные мастера не сразу могут провести сквозь него кабель. Задачу выполнить проще, если смазать провод маслом или солидолом. Далее, наконечник нужно аккуратно совместить с электродом болтовым соединением высокой надежности.
Тогда рост сопротивления в местах ненадежного контакта не спровоцирует потерю мощности аппарата. Предварительно в электроде и наконечнике важно организовать одинаковые по размеру отверстия.
На заметку! Крепежные элементы для сборки самодельного сварочного аппарата из микроволновой печи стоит подбирать из меди или ее сплавов. Медные болты, гайки для соединения электродов и наконечников с проводами отличаются минимальной величиной электрического сопротивления.
Если все соединения отдельных конструктивных элементов будущего аппарата для контактной точечной сварки будут надежными, это значительным образом упростит обслуживание оборудования в будущем. Работа будет выполняться быстро, а сварные швы приобретут высокие эксплуатационные параметры.
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Схема самодельного устройства
Главный элемент сварочного аппарата – трансформатор, который вынимают из ненужной микроволновой печи. Бытовой прибор должен быть работоспособным. При изготовлении устройства для сварки толстых металлических листов в цепь включают 2 трансформатора, соединяемых обмоткой. Чтобы избежать возникновения ошибок, перед сборкой составляют чертеж, на который переносят все элементы конструкции. Можно воспользоваться готовыми схемами, позволяющими без труда собрать средство сварки из микроволновки своими руками.
Процесс изготовления аппарата для точечной сварки
С помощью ручных инструментов извлекаем из трансформатора старой микроволновки вторичную обмотку и изоляцию.
Заводим в образовавшиеся отверстия кабель двойной петлей, заранее удалив наружную оболочку.
Подравниваем концы кабеля, оголяем жилы и обжимаем их наконечниками с помощью обжимных клещей.
На линии контакта надеваем термоусадочные кембрики, отрезаем лишнее и с помощью огня зажигалки производим их усадку (герметизацию).
К полосе многослойной фанеры поперечно по торцу с помощью уголка из алюминия крепим вентилятор.
Квадрат многослойной фанеры приклеиваем и прибиваем гвоздями к полосе перед вентилятором.
Закрепляем на нем трансформатор через прокладки, нарезанные из наружной оболочки кабеля.
Впритык к основанию трансформатора приклеиваем и прибиваем по центру нижней полосы узкую полоску фанеры.
Два одинаковых фанерных квадрата склеиваем по большим плоскостям и разрезаем на две равные части по косой линии.
К узким краям полученных фрагментов приклеиваем и прибиваем две короткие накладки из фанеры, повторяющие их контуры.
Один конец кабеля крепим к узкой полосе двумя скобами.
Части с косиной и накладками ставим на основание и прижимаем к трансформатору вертикальной стороной так, чтобы между ними сверху свободно качался брус из дерева.
Выполняем на боковой стороне фрагмента с косиной сверху отверстие, проходящее точно посередине накладки. Ниже накладки в стойках сверлим еще два отверстия.
В верхнее отверстие вставляем болт, вокруг которого будет качаться деревянный брус между двумя стойками.
Наносим клей на большие основания фрагментов с косиной и устанавливаем на место. Снизу через основание закрепляем их шурупами.
В расчетном месте деревянного бруса-качалки вырезаем углубление для установки переключателя.
Заостряем концы двух медных стержней, используя диск болгарки.
Под наконечник нижнего конца кабеля укладываем диэлектрическую прокладку и закрепляем ее через отверстия скобы шурупами.
Сверху в наконечник нижнего кабеля вставляем плоским концом медный стержень и вкручиваем его в медную гайку под наконечником. Сверху накручиваем вторую гайку из меди и прочно затягиваем.
Второй медный стержень заостренным концом вниз таким же образом закрепляем к верхнему наконечнику конца кабеля.
Упираем нижний усик пружины в нижний стягивающий болт, а верхний – в ось качания деревянного бруса.
Верхний конец кабеля скобой крепим снизу к брусу из дерева, подложив диэлектрическую прокладку.
Прорезь сверху бруса под переключатель закрываем пластинами, приклеивая по бокам бруса.
Из металлического листа сгибаем кожух на ручном гибочном станке для трансформатора и вентилятора. В его стенках выполняем гнезда и отверстия.
В дне прорези под переключатель сверлим два отверстия под провода и подсоединяем их к переключателю.
Одну из жил провода, идущего от переключателя, подсоединяем к концу обмотки трансформатора.
Провод с тремя жилами пропускаем через отверстие в кожухе и закрепляем его хомутом к алюминиевой пластине. Одну жилу крепим к массе.
Вставляем индикатор и выключатель в предназначенные для них места в кожухе и соединяем их согласно схеме.
Закрепляем кожух понизу шурупами к основанию.
К низу основания в шести местах прикручиваем пластиковые опоры.
Включаем вилку питающего кабеля в розетку, выключатель переводим в положение «Включено», и при светящемся индикаторе, приступаем к сварке деталей, прижимая верхний электрод к свариваемым деталям, лежащими на нижнем электроде.
После окончания сварки выключатель переводим в положение «Выключено» и вытаскиваем вилку из розетки.
Технология
В микроволновой печи мощный трансформатор служит для конвертации напряжения бытовой сети 220 В в повышенное напряжение для питания лампового генератора микроволн (магнетрона). Его вторичная обмотка содержит очень много витков тонкого провода и для целей точечной сварки совсем не подходит. Чтобы на базе такой детали сделать своими руками сварочный аппарат, надо всего лишь заменить вторичную обмотку и собрать самодельную схему регулирования мощности тока.
Перед тем как извлечь трансформатор из микроволновки, списанной на запчасти, убедитесь, что печка не включалась в розетку на протяжении хотя бы последних 4-6 часов. Даже если печь неисправна, на некоторых внутренних деталях может сохраниться опасное для жизни напряжение.
Даже если печь неисправна, на некоторых внутренних деталях может сохраниться опасное для жизни напряжение.
После извлечения хочется проверить, исправен ли сам трансформатор. Ведь печь могла выйти из строя по самым разным причинам — поломка модуля управления, неисправность магнетрона, отказ контрольных цепей.
Однако выполнять такую проверку до переделки трансформатора ни в коем случае не следует!
Трансформатор питания магнетрона по конструкции должен обеспечивать питание магнетрона высоковольтным напряжением. Такой ток может при нечаянном включении поразить неосторожного мастера даже на расстоянии десятка сантиметров. Поэтому отложите проверку до лучших времён.
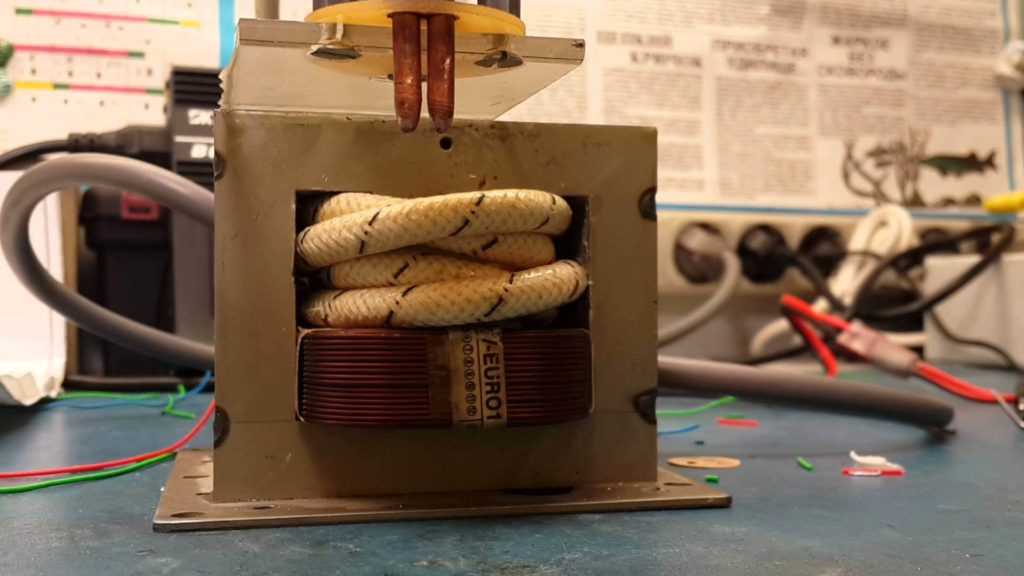
Внимательно рассмотрев трансформатор от микроволновки, мы увидим, что его обмотки ясно разделены на две секции. «Первичная» обмотка, которая подключается в сеть 220 В, намотана более толстым проводом и имеет в несколько раз меньшее количество витков, чем «вторичная», выполненная совсем тонким проводником.
Высоковольтная вторичная обмотка нам совершенно не нужна, её следует удалить. В зависимости от конструкции конкретного трансформатора, можно попробовать обойтись без разборки магнитопровода. В этом случае ненужный провод просто спиливается ножовкой по металлу, затем его остатки вынимаются из окон сердечника.
Спиливая вторичную обмотку, будьте аккуратны и ни в коем случае не повредите первичную. Если остатки вторичной обмотки не удаётся извлечь из окон руками, можно с помощью дрели их аккуратно высверлить сверлом по металлу.
Трансформаторы некоторых конструкций не позволяют просто спилить одну из обмоток. Такие приборы приходится разбирать.
Если присмотреться к трансформатору, можно увидеть, что две половинки его магнитопровода соединены сваркой (или пайкой твёрдым сплавом).
Для разборки такого трансформатора соединительный шов аккуратно спиливают ножовкой по металлу или «болгаркой». После того как швы разойдутся, трансформатор можно разобрать на две части и спокойно извлечь ненужную «тонкую» обмотку.
После того как швы разойдутся, трансформатор можно разобрать на две части и спокойно извлечь ненужную «тонкую» обмотку.
Обратите внимание, что между двумя секциями обмоток также расположены тонкие металлические пластинки. Это так называемые «магнитные шунты». В схеме микроволновой печи они важны, но для сварочного трансформатора скорее вредны, их также следует выбросить.
Теперь надо изготовить вторичную обмотку заново. Нам требуется создать в трансформаторе всего 2 или 3 витка провода. Но провод должен быть настолько толстым, насколько это возможно. Обычно используют толстые «сварочные» провода в резиновой изоляции, которые можно купить в специализированных магазинах.
Желательно, чтобы провод занял всё доступное пространство в окне трансформатора. Если провод почти подходит, но мешает изоляция — от неё можно избавиться, заменив плотной обмоткой, качественной изолентой или лакотканью. Напряжение на вторичной обмотке очень мало (несколько вольт), поэтому пары слоёв лакоткани вполне достаточно.
Наматывая первичную обмотку, учтите, что толстый провод лучше безо всяких соединений протянуть непосредственно к сварочным электродам.
Поэтому, если толстого провода мало, можно выполнить вторичную обмотку из нескольких проводов меньшего сечения, которые будут соединены параллельно.
Если в процессе модернизации магнитопровод трансформатора пришлось разбирать, после намотки обмотки его надо прочно соединить. Для этого лучше воспользоваться эпоксидными композитами. Обезжирьте поверхности, по которым стыкуется магнитопровод, и промажьте подготовленным клеевым составом. Плотно соединив детали, дайте клею полимеризоваться (24 часа).
Если нужно сваривать детали из толстого материала (несколько миллиметров), нужно обеспечить повышенное напряжение на электродах и большую мощность. Такой сварочный аппарат мы сделаем из двух одинаковых трансформаторов от микроволновки. Вторичные обмотки трансформаторов соединяются последовательно. Это обеспечит вдвое большее напряжение на сварочных контактах при сохранении прежней силы тока.
Это обеспечит вдвое большее напряжение на сварочных контактах при сохранении прежней силы тока.
Сложность может вызвать соединение первичных обмоток. Обе они питаются равным напряжением 220 В, поэтому соединяются параллельно. Но оказывается важна «фазировка» обмоток, то есть правильность соединения их «начала» и «конца».
Правильность фазировки легко проверить, собрав схему в виде макета. Включив собранный аппарат, проверяем напряжение на соединённых последовательно вторичных обмотках. При правильной фазировке напряжение окажется вдвое выше, чем на каждом отдельном трансформаторе.
В случае ошибки напряжение будет очень мало — тогда достаточно переключить провода первичной обмотки одного из трансформаторов.
Важной деталью сварочного аппарата является блок управления. При подаче тока нельзя допустить перегрева деталей, это вызовет их прожог. В то же время слишком слабый импульс не обеспечит необходимого нагрева точек соединения, и детали развалятся.
Простейшее регулирование можно обеспечить примитивным управлением с помощью педали, включающей и отключающей аппарат. Такая схема крайне проста, но требует от сварщика изрядных навыков и интуиции.
Разновидностью схемы с контактным управлением является модуль, в котором примитивная электронная схема обеспечивает необходимую длительность импульса. Нужный интервал задаётся простым поворотом ручки регулятора. Педаль по-прежнему нужна, но она лишь запускает процесс сварки, а прерывание тока осуществляется автоматикой.
Лучше всего собрать блок управления по схеме с микроконтроллером, который будет точно отсчитывать длительность подаваемого импульса. Обычно блоки для регулировки используют подсчёт полупериодов частоты питающего напряжения, пропускаемого через сварочный трансформатор. Такие модули доступны в готовом виде. Современные производители предлагают широкий ассортимент блоков управления для аппаратов контактной сварки по доступным ценам.
Если мы делаем управляющий контроллер по самодельной схеме, при проектировании обязательно следует учесть, что мощные трансформаторы являются индуктивной нагрузкой. При применении в качестве ключа управления электромагнитного реле следует выбирать детали с большим запасом по току и обязательно шунтировать контакты реле диодом.
Лучше всего применять в качестве ключа «твердотельные реле». Это готовые схемы на основе симисторов, способные управлять мощной индуктивной нагрузкой.
Большинство реле такого типа хорошо согласуются с микропроцессорными компонентами.
Для питания блока управления требуется отдельный источник, обеспечивающий небольшое (9-12 В), но очень стабильное напряжение. Сам по себе сварочный аппарат является источником сильных помех, способных помешать работе микроконтроллера. В то же время, простейшие схемы модулей управления «ориентируются» в работе на синусоиду напряжения, питающего сварочный аппарат.
Несмотря на то что есть соблазн использовать для питания блока управления высокочастотный ШИМ-контроллер, делать этого не следует. Лучше подобрать любой подходящий блок питания устаревшей конструкции (например, старое зарядное устройство для телефона).
Аппарат контактной сварки, собранный своими руками, окажется незаменим для соединения в батарею элементарных литиевых аккумуляторов. Чтобы обеспечить хорошую отдачу тока, аккумуляторы в батарее должны соединяться проводниками как можно меньшего сопротивления. Ячейки с подпружиненными ламелями не обеспечивают качественного контакта.
В промышленности аккумуляторы соединяют тонкой никелевой лентой. Для того чтобы надёжно присоединить ленту к элементу питания, применяют аппараты точечной сварки.
Контактная сварка обеспечивает надёжное электрическое соединение деталей и высокую механическую прочность.
При соединении методом точечной сварки мы не можем зажать детали между электродов. Вместо этого прикладывают пару электродов аппарата контактной сварки с одной стороны ленты на небольшом расстоянии друг от друга. Если лента при этом хорошо прижата к торцу аккумулятора, после прохождения импульса тока две точки непосредственно под электродами оказываются надёжно приваренными к элементу питания.
Вместо этого прикладывают пару электродов аппарата контактной сварки с одной стороны ленты на небольшом расстоянии друг от друга. Если лента при этом хорошо прижата к торцу аккумулятора, после прохождения импульса тока две точки непосредственно под электродами оказываются надёжно приваренными к элементу питания.
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.

Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами.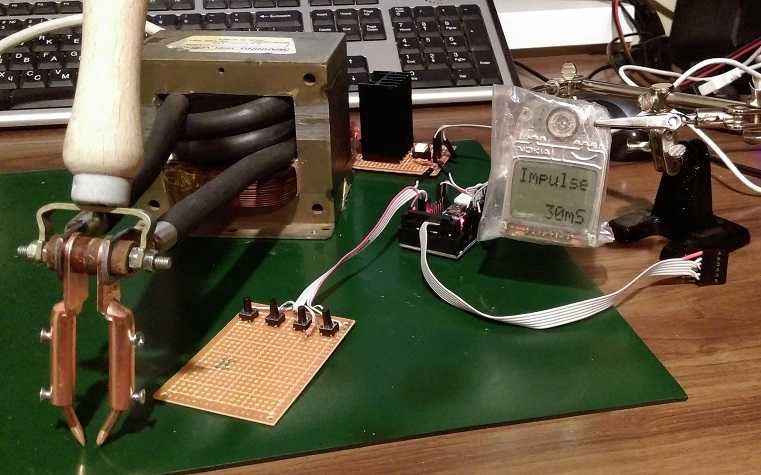 В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Подготовка сердечника к обратной сборке
Прежде чем приступать к обратной сборке, необходимо тщательно очистить сердечник от старого лака и клея.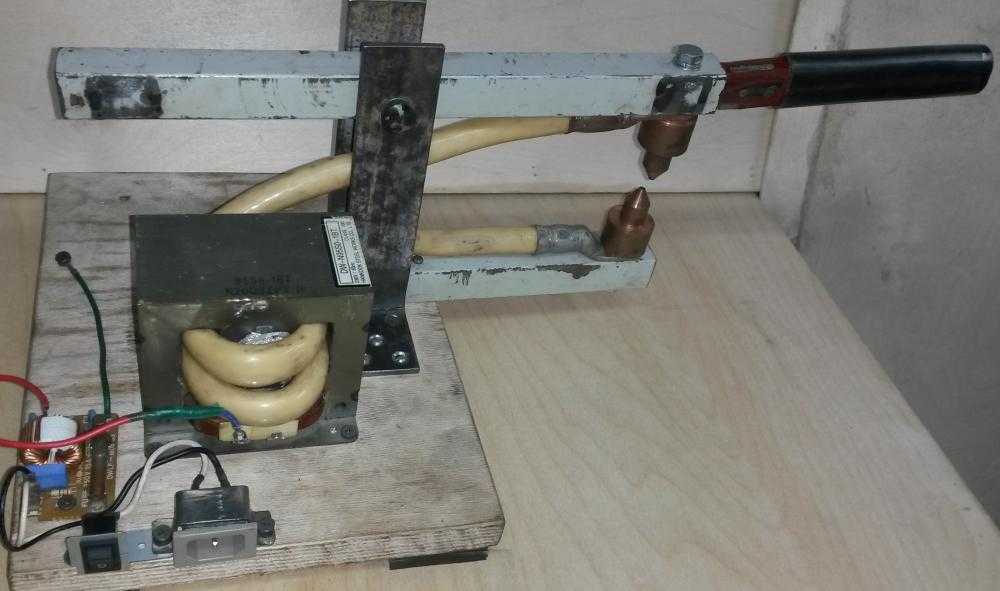 Чем аккуратнее будет выполнена эта работа, тем проще на место встанет первичная обмотка. К тому же, старый лак может при сборке её повредить.
Чем аккуратнее будет выполнена эта работа, тем проще на место встанет первичная обмотка. К тому же, старый лак может при сборке её повредить.
Очищенный и подготовленный к обратной сборке сердечник
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением.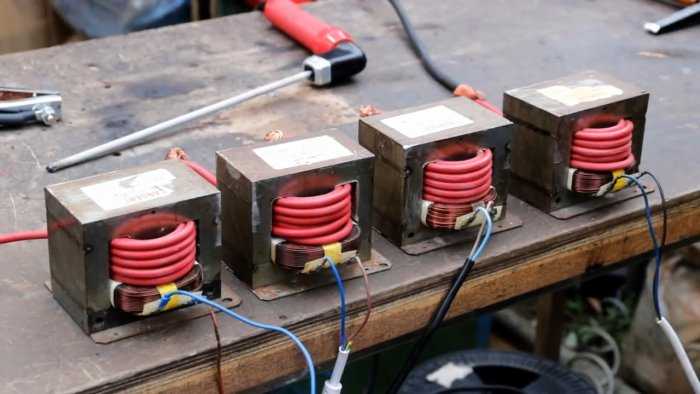 Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Пошаговая инструкция
Прежде всего, для этого нам понадобится минимум инструмента и приспособлений, которыми вполне располагает, пожалуй, любое домашнее хозяйство, а именно:
- небольшая углошлифовальная машина с отрезным кругом по металлу;
- электродрель или шуроповерт со сверлами;
- молоток и зубило;
- набор слесарного инструмента в виде плоскогубцев, различных отверток и т. п.
Итак, приступаем:
- Берем
силовой трансформатор от микроволновой печи и демонтируем вторичную обмотку, она будет большей по объему, главное, не перепутайте. Для этого лучше всего разрезать по краям в месте сварки стальной сердечник и выбить ненужную обмотку молотком и зубилом. Но также можно попробовать аккуратно срезать болгаркой или ножовкой по металлу выступающие края этой обмотки, а оставшиеся ее части в стальном сердечнике просто выбить зубилом.

Важно! Ни при каких обстоятельствах не повредите первичную обмотку, она является основным элементом будущего сварочного трансформатора. Ее можно не снимать с сердечника.
- Изготавливаем вторичную обмотку нашего будущего сварочного трансформатора. Для этого нам понадобится отрезок медного изолированного провода сечением примерно в 50 мм2 или около 8-10 мм в диаметре (визуально в палец толщиной) и длиной в 70-100 сантиметров. Основным условием при выборе такого провода — это то, что он должен быть обязательно новым и неповрежденным.
Наматываем этот медный проводник на центральный магнитопровод стального сердечника нашего трансформатора так, чтобы получилось два-три полных витка. Причем это надо сделать таким образом, чтобы витки на магнитопроводе были серединой медного проводника, а оставшиеся концы были примерно равными по длине.
- Собираем сварочный трансформатор. Для этого разобранные части стального магнитопровода устанавливаем на место их ровно так, как они стояли, предварительно перед этим смазав места контакта эпоксидной смолой или другим клеем, подходящим для этих целей.
 Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
Конечно, если есть возможность, то можно сварить эти части магнитопровода, но при этом необходимо надежно защитить обмотки трансформатора от возможного повреждения расплавленным металлом или искрами.
- Закрепляем изготовленный сварочный трансформатор на платформе, лучше всего для этого взять какое-нибудь изолированное основание в виде прочной пластмассовой пластины, деревянной доски или толстой фанеры. Размерами примерно по ширине в 150 мм и длиной от 300 до 700 мм, что будет определять в дальнейшем глубину свариваемой заготовки.
Сам трансформатор стоит укрыть защитным коробом, в котором необходимо выполнить вентиляционные отверстия для естественного охлаждения.
- Далее, изготавливаем сварочные контакты. Причем один из них должен быть неподвижный и выдерживать большие нагрузки, поэтому делаем его из прочного кронштейна, который жестко закрепляем на основании трансформатора.
 К этому кронштейну с помощью медного наконечника подключаем один из концов провода вторичной обмотки.
К этому кронштейну с помощью медного наконечника подключаем один из концов провода вторичной обмотки.
Другой
контакт необходимо выполнить подвижным так, чтобы он мог ровно смыкаться с неподвижным, но в не рабочем состоянии быть нормально разомкнутым. Для этого делаем конструкцию второго контакта в виде рычага, который закрепляем на основании и подпружиниваем с помощью эластичной резиновой ленты или стальной пружины. На рычаге крепим кронштейн сварочного контакта, на который подключаем второй, оставшейся провод вторичной обмотки сварочного трансформатора.
Сварочные контакты проще всего сделать из медного прута 10-20 мм в диаметре, сделав при этом конусообразные заострения на концах. Можно, конечно, использовать специально предназначенные для контактной сварки стержни из вольфрама или на основе сплавов бериллиевой бронзы с цирконием.
- В завершение делаем электрическую часть , то есть подключаем первичную обмотку к сети 220 В. Для этого также можно воспользоваться шнуром питания с вилкой от нашей разобранной микроволновой печи, тем более он там больше уже не нужен.

Для автоматизации процесса сварки необходимо сделать выключатель. Лучше всего для этих целей подойдет так называемый микрик или выключатель нажимного типа, его также можно взять из микроволновки, он будет находиться в цепи блокировки открытия дверцы.
Микровыключатель ставим на разрыв первичной обмотки, то есть сети 220 В, а расположить его удобней всего, закрепив на рычаге подвижного контакта.
Внимание! Все контакты и оголенные части электрической цепи 220 В, изготовленного нами сварочного аппарата, необходимо тщательно изолировать с помощью ПВХ изоленты.
- Все, точечная сварка из микроволновки готова. Вам остается для начала потренироваться, чтобы понять, как протекают основные процессы сварки для различных металлов в зависимости от формы и толщины изделий. А вот после этого можно приступать к практическому применению вашего аппарата контактной сварки по непосредственному предназначению.
Roman Трансформаторы — Принадлежности для контактной сварки
Тип крепления
Трансформаторы с водяным охлаждением типа крепления идеально подходят для многоточечной сварки.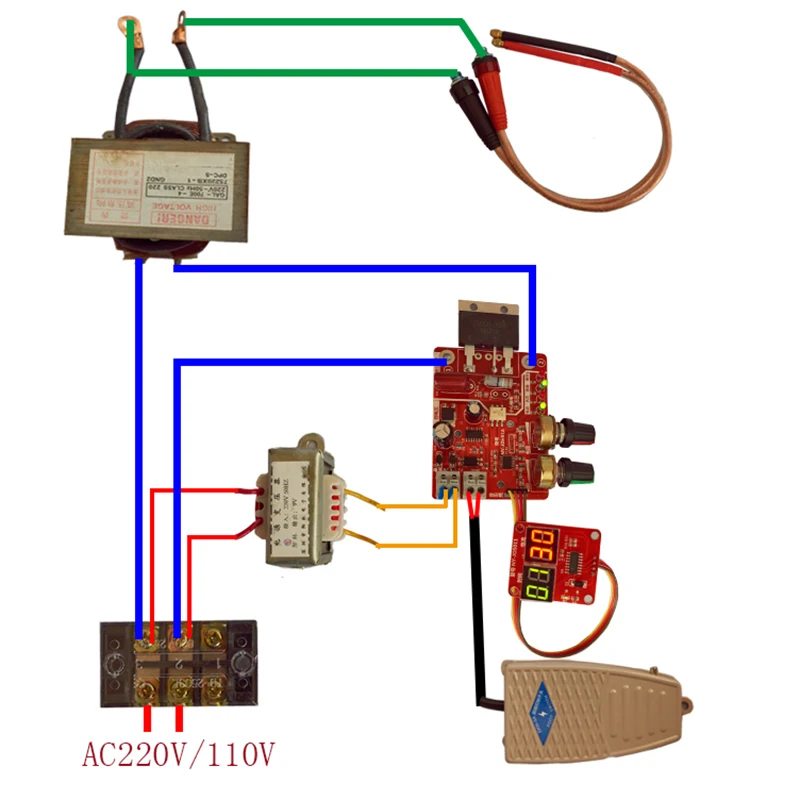 Спроектирован со смещенными вторичными наконечниками промышленного стандарта RWMA, шпильками 3/8–16 для подключения первичного напряжения, несколькими вариантами выбора частоты и вторичного напряжения, с первичным доступом с пяти сторон, термовыключателем защиты от перегрева и водяными соединениями 1/4–18 NPT. Размеры и возможности наших блоков Fixture Transformer могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных трансформаторов типа Fixture:
Спроектирован со смещенными вторичными наконечниками промышленного стандарта RWMA, шпильками 3/8–16 для подключения первичного напряжения, несколькими вариантами выбора частоты и вторичного напряжения, с первичным доступом с пяти сторон, термовыключателем защиты от перегрева и водяными соединениями 1/4–18 NPT. Размеры и возможности наших блоков Fixture Transformer могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных трансформаторов типа Fixture:
- Диапазон кВА: 25–200 кВА (при рабочем цикле 50 %)
- Первичные напряжения:
- 400 В, 50 Гц
- 480 В, 60 Гц
- 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары:
- Комплект вспомогательных параллельных стержней
- Комплект стержней вторичной серии
- Заземляющие реакторы
- Доступно дистанционное распределительное устройство/переключатель ответвлений
- Термовыключатели защиты от перегрева
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.
Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.
| Model # | KVA | Volts/ Hertz | Secondary Volts (min – max) | Weight (lbs) |
|---|---|---|---|---|
| F48660A1SALX | 60 | 480/60 | 3,58 – 5 | 140 |
| F48685B1SELX | 85 | 480/60 | 5,39 – 7,06 | 185 |
| F486120J1SELX | 120 | 480/60 | 7,16 – 9,06 | 225 |
| F486150D1SELX | 150 | 480/60 | 9,41 – 11,43 | 270 |
| F486200DL1SELX | 200 | 480/60 | 12,63 – 15,5 | 385 |
Тип машины
Машинные трансформаторы с водяным охлаждением идеально подходят для прессовой, шовной, коромысловой, поперечной сварки и других видов сварки. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших машинных трансформаторов могут быть разработаны в соответствии с требованиями вашего приложения. Наши стандартные трансформаторы Machine Type имеют:
Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших машинных трансформаторов могут быть разработаны в соответствии с требованиями вашего приложения. Наши стандартные трансформаторы Machine Type имеют:
- кВА Диапазон: 20 кВА – 500 кВА (при рабочем цикле 50 %)
- Стандартные размеры машинных площадок RWMA и расстояние между отверстиями
- Первичные напряжения:
- 480 В, 60 Гц (только 7 – 1/4″ x 9 – 1/4″ и 7 – 3/4″ x 10 – 1/4″)
- 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары:
- Доступно дистанционное распределительное устройство/переключатель ответвлений
- Термовыключатели перегрева
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.
| Model # | KVA | Volts/ Hertz | Secondary Volts (min – max) | Weight (lbs) |
|---|---|---|---|---|
| M44650NB1BNLX | 50 | 440/60 | 4 – 7,9 | 339 |
| М44675НЛ1БНЛС | 75 | 440/60 | 5,7 – 10 | 372 |
| М446100НЛ1БНЛ | 100 | 440/60 | 6,8 – 10 | 389 |
| М446150ПЛ1БНЛС | 150 | 440/60 | 6,4 – 11 | 546 |
| M446200PL1BNLX | 200 | 440/60 | 7,45 – 11,28 | 567 |
| М446200ПА1БНЛ | 200 | 440/60 | 7,8 – 12,9 | 650 |
| М446300ВА1БОЛ | 300 | 440/60 | 8,6 – 15,7 | 1085 |
| М446400У1БПЛ | 400 | 440/60 | 8,8 – 16,9 | 1465 |
MFDC / инверторные блоки питания
Легкие инверторные блоки питания с водяным охлаждением идеально подходят для роботизированной сварки. Вторичный ток превышает 500 К ампер, что может помочь в производстве сварных швов с большими выступами. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших блоков MFDC могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных источников питания MFDC/Inverter:
Вторичный ток превышает 500 К ампер, что может помочь в производстве сварных швов с большими выступами. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших блоков MFDC могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных источников питания MFDC/Inverter:
- кВА Диапазон: 7 – 1500 кВА
- Первичное напряжение: 325–800 В
- Диапазон частот: 400–2000 Гц
- Типоразмер: мощность выпрямителя от типоразмера 1-48
- Защита термовыключателя
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары: Вторичная приемная катушка
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.
| Модель номер | Метрический эквивалент | KVA | Вольт/ Герц | Вторичные вольта (MIN-MAX) | (LBS). | 40 | 340/1200 | 2,23 – 4,47 | 50 | |
|---|---|---|---|---|---|---|---|---|---|---|
| ТДЦ-1042 | ТДЦ-1064 | 100 | 650/1000 | 9 | 70 | |||||
| ТДЦ-5610 | 130 | 650/1000 | 9 | 70 | ||||||
| ТДЦ-1070 | ТДЦ-1078 | 170 | 650/1000 | 13 | 100 | |||||
| ТДЦ-5876 | 320 | 650 / 1000 | 9 – 13 | 190 | ||||||
| ТДЦ-1066 | 340 | 650/1200 | 10,8 | 275 |
Документация
- Часто задаваемые вопросы — Трансформаторы
- Проверка трансформаторов
- Форма для определения размеров трансформатора
Запросить цену
Трансформаторы для контактной сварки RoMan | TJ Snow
MFDC/INVERTER TYPE
Этот компактный и прочный трансформатор RoMan идеально подходит для роботизированной сварки и сварки больших выступов.
- Диапазон кВА: 40–1000 кВА
- Первичное напряжение: 325–800 В
- Диапазон частоты: 400–2500 Гц
| Номинальная мощность кВА @50% | Model # | Primary Volts/Hertz | Secondary Volts | Metric/Imperial | Weight lb/kg | Replaces | Normally In Stock | |
|---|---|---|---|---|---|---|---|---|
| 40 | TDC-1057 | 340/1200 | 2.23-4.47 | I | 50 | N | ||
| 100 | TDC-5583 | 650/1000 | 9 | M | 47.4/21.5 | ТДК-1042 ; TDC-1064 | Y | |
| 100 | TDC-5618 | 500/1000 | 9.1 | M | 47.4/21.5 | N | ||
| 100 | TDC-5748 | 800/1000 | 9 | M | 47.4/21. 5 5 | N | ||
| 160 | TDC-5998 | 650/1000 | 9.0-13.0 | M | 70/32 | TDC-5610 | Y | |
| 160 | TDC-5826 | 500/1000 | 9.0-13.1 | M | 70/32 | N | ||
| 160 | TDC-5999 | 800/1000 | 9.0-13.1 | M | 70/32 | N | ||
| 160 | TDC-6650 | 650/1000 | 9.0-13.0 | М | 70/32 | N | ||
| 160 | TDC-6827 | 800/1000 | 9.0-13.1 | M | 70/32 | N | ||
| 170 | TDC-1070 | 650/1000 | 9.5-13.0 | I | 45/100 | Y | ||
| 170 | TDC-1078 | 650/1000 | 9. 5-13.0 5-13.0 | M | 45/100 | N | ||
| 170 | TDC-5620 | 800/1000 | 9.5-13.1 | M | 45/100 | N | ||
| 170 | TDC-6599 | 325/ 1000 | 9.5-13.0 | M | 45/100 | N | ||
| 225 | TDC-7000 | 650/1000 | 13 | M | 110/50 | N | ||
| 225 | TDC-7080 | 500/1000 | 13.1 | M | 110/50 | N | ||
| 320 | TDC-5874 | 500/1000 | 9.0-13.1 | M | 190/86 | N | ||
| 320 | TDC-5876 | 650/1000 | 9.0-13.0 | M | 190/86 | Y | ||
| 320 | TDC-6128 | 800/1000 | 9. 1-13.1 1-13.1 | M | 190/86 | N | ||
| 320 | TDC-7099 | 500/1000 | 9.0-13.1 | M | 250/114 | N | ||
| 320 | TDC-7015 | 650/1000 | 9.0-13.0 | M | 250/114 | N | ||
| 320 | TDC-7021 | 800/1000 | 9.09-13.11 | M | 250/114 | N | ||
| 400 | TDC-5447 | 500/1000 | 9.0-13.1 | M | 435/198 | N | ||
| 400 | TDC-5422 | 650/1000 | 9.5-13.0 | M | 435/198 | N |
FIXTURE ТИП
Трансформатор зажимного типа RoMan идеально подходит для многоточечной сварки. Этот гибкий трансформатор с водяным охлаждением легко адаптируется к вашему конкретному применению. Созданный в соответствии со спецификациями RWMA, доступно множество опций и конфигураций.
Созданный в соответствии со спецификациями RWMA, доступно множество опций и конфигураций.
- КВА.0010
- Комплект шин вторичной серии
- Заземляющий дроссель
| Model # | KVA | Volts/ Hertz | Secondary Volts (min – max) | Weight (lbs) | |
|---|---|---|---|---|---|
| F48660A1SALX | 60 | 480 / 60 | 3.58 – 5 | 140 | |
| F48685B1SELX | 85 | 480 / 60 | 5.39 – 7.06 | 185 | Typically in stock |
| F486120J1SELX | 120 | 480 / 60 | 7.16 – 9.06 | 225 | Обычно в складе |
| F486150D1SLEX | 150 | 480 /60 | 9,41 — 11,43 | 270 | Обычно в запасе | . 0058 0058 | 200 | 480 /60 | 12,63 — 15,5 | 385 | Обычно в запасе |
Машина типа
Roman’s Transform коромысло и многое другое. Этот прочный трансформатор с водяным охлаждением соответствует стандартам RWMA. Трансформатор подключается к сварочному инструменту на верхнем и нижнем колене шинами или ламинированными шунтами.
- кВА Диапазон: 20 – 500 кВА
- Стандартные первичные напряжения:
- 240 В, 60 Гц
- 480 В, 60 Гц
- 575 В, 60 Гц
Модель # KVA Вольт/ HERTZ Вторичные вольт (MIN — MAX) Вес (LBS) 9007N .9007B1555557B1555555508. .9008 .0057 440 / 60 4 – 7.9 339 M44675NL1BNLX 75 440 / 60 5.7 – 10 372 M446100NL1BNL 100 440 / 60 6.  8 – 10
8 – 10389 M446150PL1BNLX 150 440 / 60 6.4 – 11 546 Typically in stock M446200PL1BNLX 200 440 / 60 7.45 – 11.28 567 Typically in stock M446200PA1BNL 200 440 / 60 7.8 – 12.9 650 M446300VA1BOL 300 440 / 60 8.6 – 15.7 1085 M446400U1BPL 400 440 / 60 8,8 – 16,9 1465 Где мой переключатель?
Возможно, вы заметили, что более новые трансформаторы типа RoMan имеют обновленную конструкцию по сравнению с предыдущими моделями. Поворотный переключатель отводов, используемый для изменения вторичного выходного напряжения, больше не предлагается и был заменен конструкцией с креплением на шпильке.
 Чтобы получить доступ к креплению шпильки, выключите сварочный аппарат, снимите торцевую пластину и подсоедините один провод к шпильке С, а другой провод к шпильке с номером, необходимой для ваших требований к вторичному выходному напряжению.
Чтобы получить доступ к креплению шпильки, выключите сварочный аппарат, снимите торцевую пластину и подсоедините один провод к шпильке С, а другой провод к шпильке с номером, необходимой для ваших требований к вторичному выходному напряжению.Дополнительную информацию о расходных материалах для контактной сварки, ценах или о том, какое оборудование вы должны использовать для своего применения, можно получить всего лишь по телефону или по электронной почте. Не стесняйтесь связываться с нами в любое время. Информация о средствах проверки сварных швов и датчиках силы .
Часто задаваемые вопросы — Seedorff ACME
Что такое точечная сварка?
Точечная сварка — это процесс соединения металлов, не требующий присадочной среды. Этот процесс основан исключительно на принципе ЗАКОНА ОМ, где V (напряжение) = I (ток) x R (сопротивление) или I (ток) = V (напряжение) \ R (сопротивление). Большинство неблагородных металлов имеют очень низкое сопротивление (микроомы).
 Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно расплавляет металл на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов. И это основа сварки сопротивлением, также известной как точечная сварка.
Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно расплавляет металл на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов. И это основа сварки сопротивлением, также известной как точечная сварка.В чем преимущество точечной сварки?
Точечная сварка — самый быстрый и экономичный метод соединения свариваемых основных металлов.
Зачем мне точечная сварка?
Просто… Чистая экономика! Предварительные капитальные затраты будут компенсированы значительной экономией затрат на рабочую силу и эксплуатационные расходы, такие как расходные материалы и содержание оборудования.

А как насчет первоначальной стоимости?
В противном случае учитывайте все сопутствующие расходы!
Зачем покупать сварочные аппараты и расходные материалы с пометкой «Сделано в США»?
Соединенные Штаты Америки экономически процветают за счет производства в США! Если вам выгодны США, то покупайте продукцию, произведенную в США!
Что такое контроль сварки?
По сегодняшним меркам, Управление сваркой представляет собой управляемый микропроцессором компьютер, который точно управляет функциями синхронизации и силой сварочного тока.
Что такое КВА?
Киловольт-ампер, единица измерения для определения размера машины для точечной сварки.
Почему сила между электродами важна?
Правильное «Сварочное усилие» снижает поверхностное сопротивление, что устраняет вскипание/выталкивание.
Что такое расходный материал?
Сварка сопротивлением «Расходные материалы» — это одноразовые детали аппарата для точечной сварки, которые изнашиваются из-за приложенного сварочного усилия и высокого сварочного тока.

Что такое электрод?
Электрод — это расходный материал, используемый в аппарате для точечной сварки.
Что такое точечная сварка переменным током?
Переменный ток (переменный ток) Точечная сварка является наиболее распространенным и экономичным процессом в технологии контактной сварки. Точечная сварка переменным током в основном используется для соединения низкоуглеродистых и высокоуглеродистых сталей, а также высокотемпературных сплавов и/или сплавов на основе никеля и экзотических металлов, таких как титан.
Что такое инверторная точечная сварка и когда она мне нужна?
Инверторная технология точечной сварки обеспечивает высококонцентрированный, точно контролируемый сварочный ток, который лучше всего подходит для сварки теплопроводных основных металлов, таких как алюминий. Инверторные сварочные аппараты также потребляют меньше энергии, чем стандартные сварочные аппараты переменного тока.
Как рассчитать усилие сварки?
Сила сварки может применяться двумя способами: прямым или непрямым.

Прямой:
Обычно на машине точечной или шовной сварки прессового типа, где сварочный цилиндр находится непосредственно над верхним электродом, сварочным колесом или инструментом. Вычисление площади поршня или диафрагмы, умножение результата на регулируемое давление в сварочном цилиндре и добавление веса, подвешенного к плунжеру, дает приложенное сварочное усилие.Формула для расчета силы сварки на электродах:
Косвенная:
Обычно на аппарате для точечной сварки с коромыслом, где сварочный цилиндр не находится непосредственно на одной линии с верхним электродом или инструментом.Формула для расчета силы сварки на электродах:
Загрузить в формате PDF
Как рассчитать требуемую мощность для точечной сварки?
Сначала рассчитайте максимальное потребление тока сварочным аппаратом:
Во-вторых, выберите распределительное устройство, линейные предохранители и проводники в соответствии с рекомендациями NEC
RECOMMENDED PRIMARY CABLE SIZE USING WELDING CABLE TOTAL LENGTH OF COPPER CABLE IN PRIMARY CIRCUIT Amps 50 ft. 
100 ft. 150 ft. 200 ft. 250 ft. 300 ft. 100 4 2 2 2 2 1 150 2 2 2 1 1/0 2/0 200 1 1 1 1/0 2/0 3/0 250 1/0 1/0 1/0 2/0 3/0 4/0 300 2/0958 2/057 2/0958 2/057 . 3/0 4/0 4/0 350 3/0 3/0 3/0 4/0 4/0 400 3/0 3/0 3/0 4/0 500 4/0 4/0 4/0 - 4 для дальнейшей сварки.

