Какую выбрать проволоку для полуавтомата: подробно о видах и особенностях
Содержание
Какую проволоку выбрать для сварочных работ и вязки арматуры
Какую проволоку выбрать для сварочных работ и вязки арматуры
Товар добавлен в корзину
Оформить заказ
Смотрите также
+7 495 792-83-42
ежедневно с 09:00 до 21:00
Быстрая заявка
Отправляя форму, Вы принимаете условия Политики Конфиденциальности и соглашаетесь на обработку ваших персональных данных.
Спасибо! Ваше сообщение получено
Сделать расчет стоимости заказа
Мы свяжемся с вами в ближайшее время
Отправляя форму, Вы принимаете условия Политики Конфиденциальности и соглашаетесь на обработку ваших персональных данных.
Спасибо! Мы свяжемся с вами в ближайшее время
29.09.2022
Блог
Проволока широко распространена во многих сферах: хозяйстве, быту, промышленности и строительстве. Чаще всего ее применяют в сварочных и бетонных работах. В зависимости от цели берется проволока из конкретного материала и нужного диаметра. Учитывая, что задачи ее применения могут быть абсолютно разные, выбор часто вызывает сложности. Чтобы его упростить, предлагаем изучить нашу статью, какую проволоку выбрать для сварки и вязки арматуры.
Чтобы его упростить, предлагаем изучить нашу статью, какую проволоку выбрать для сварки и вязки арматуры.
Виды сварочной проволоки
Разные виды проволоки активно используются в качестве электродов для сварки. Сварочная дуга (мощный электрический разряд) проходит через электрод к свариваемому металлу, нагревает и расплавляет конец проволоки. Последняя в расплавленном виде попадает в зону сварки, смешивается с расплавленным металлом кромок свариваемой конструкции и за счет этого образует сварочный шов.
И в автоматической, и в полуавтоматической сварке предусмотрена механизированная подача проволоки. После ее сгорания сварщик вручную меняет ее и продолжает работу. Вид проволоки подбирают в зависимости от сварочного аппарата и условий эксплуатации.
Проволока со сплошным сечением
Обычный присадочный материал, полностью выполненный из того или иного металла либо сплава. Используется для сварки различных металлов, чаще всего в среде защитных газов (аргона, гелия, углекислого газа или его смеси с аргоном), которые защищают сварочную ванну от вредного влияния кислорода. Инертные газы гелий и аргон применяются в MIG-сварке, а активные — углекислый газ и азот — в MAG-сварке.
Инертные газы гелий и аргон применяются в MIG-сварке, а активные — углекислый газ и азот — в MAG-сварке.
Основные принципы выбора:
- Для полуавтоматической сварки конструкционной, низко- и среднеуглеродистой стали используется омедненная низкоуглеродистая стальная проволока. Самая распространенная марка — СВ-08Г2С, производимая без покрытия и в омедненном варианте.
- Для сварки нержавеющих и жаропрочных сталей применяются легированные или высоколегированные типы проволоки.
- Для сварки легированных сталей используется проволока из нержавейки.
- Для работы с хромникелевыми, нержавеющими и другими легированными сортами сталей подходят высоколегированные проволоки.
- Для сварки цветных металлов применяется проволока схожего состава: для меди и медных сплавов применяется медная проволока, алюминия и алюминиевых сплавов — алюминиевая. И медная, и алюминиевая проволока варится в среде защитного газа — аргона, поскольку оба металла быстро окисляются при контакте с воздухом.
 Примеры марок: СВ-97, СВ-А85, СВ-АМц и их зарубежный аналог ER 1100.
Примеры марок: СВ-97, СВ-А85, СВ-АМц и их зарубежный аналог ER 1100.
Порошковая (флюсовая) проволока
Для полуавтомата без газа рекомендовано использование флюсовой (порошковой) проволоки, которая еще называется самозащитной. Ее применение помогает создать облако защитного газа, препятствующего вредному воздействию кислорода извне, что необходимо для устойчивого горения дуги и формирования качественного шва.
Флюсовая проволока представляет собой полое изделие — трубку с ребрами жесткости, наполненную порошкообразным материалом. Применяется для сварки без газовой защиты — эту функцию выполняет сама проволока, позволяющая обойтись без тяжелых газовых баллонов и сваривать на открытом воздухе при сильном ветре, который при использовании газа серьезно увеличивает его расход. Подходит почти для любых полуавтоматов: от простых бытовых до профессиональных со специальным Fluxe Core режимом и дополнительными настройками.
Чтобы выбрать проволоку для полуавтомата без газа, нужно учесть, какой металл предстоит сваривать. В состав флюса могут входить флюоритные, рутиловые, рутил-флюоритные, рутил-органические и карбонатно-флюоритные вещества. В зависимости от этого можно сваривать углеродистую, нержавеющую или оцинкованную сталь.
В состав флюса могут входить флюоритные, рутиловые, рутил-флюоритные, рутил-органические и карбонатно-флюоритные вещества. В зависимости от этого можно сваривать углеродистую, нержавеющую или оцинкованную сталь.
Нужно отметить, что порошковая проволока хорошо формирует шов при подаче углом назад и не терпит подачи углом вперед. Такой метод удобен при сваривании труб, особенно тонкостенных. Также флюсовая проволока отлично подходит для стыковых, нахлесточных и угловых соединений — их можно выполнить почти за один проход.
Активированная проволока
Во многом схожа с порошковой, но содержит мало порошкообразного вещества — до 7%, что позволяет запрессовать его в проволоку сплошного сечения. Чаще всего используется для сварки в среде с углекислым газом либо его смесями и в газовой среде. В отличие от порошковой, может применяться с тем же оборудованием, что предназначено для сварки проволокой сплошного сечения.
Внутрь проволоки вводят активирующие добавки:
- шлакообразующие компоненты ТiO2, SiO2, MgO, CaF2, которые уменьшают разбрызгивание, способствуют мелкокапельному переносу и улучшают формирование шва;
- легко ионизирующиеся соли щелочных и щелочноземельных металлов Cs2CO3, К2СО3, Na2C03, ВаСО3, которые снижают эффективный потенциал дуги и повышают устойчивость ее горения.

Как выбрать диаметр сварочной проволоки
Выбор диаметра сварочной проволоки тоже зависит от типа сварки. Если она выполняется в среде защитного газа, то подойдут значения от 0,3 до 1,6 мм. Флюсовая проволока для сварки без защитного газа обычно имеет диаметр 2-6 мм. В целом выбор диаметра проволоки зависит от того, какой толщины металл необходимо сварить:
- Если деталь имеет толщину 3-5 мм, то понадобится проволока не толще 2 мм.
- Если толщина детали 5-16 мм, то нужна проволока 3-4 мм.
- Толстые листы и детали толщиной 7-25 мм сваривают проволокой диаметром 7 мм.
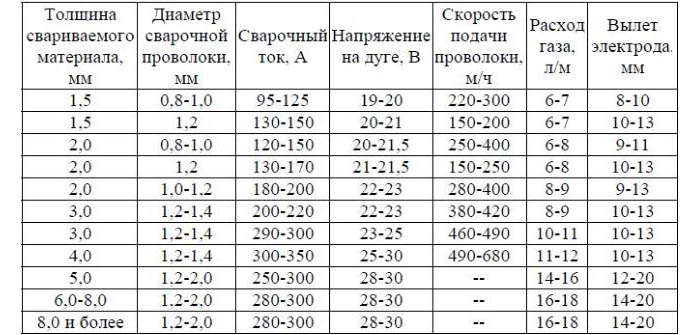
При выборе диаметра нужно учитывать силу сварочного тока — чем она больше, тем толще должна быть присадка. Одновременно с этим берется во внимание материал проволоки. Проще всего подобрать ее диаметр с учетом двух параметров по таблице.
Советы по выбору проволоки для вязки арматуры
Проволока, используемая для связывания арматуры при бетонных работах, называется вязальной. Обычно это отожженная проволока, прошедшая темный отжиг в присутствии кислорода или светлый в присутствии инертного газа. Первая имеет темный цвет, а вторая получается более чистой, светлой и поэтому более дорогой.
Обычно это отожженная проволока, прошедшая темный отжиг в присутствии кислорода или светлый в присутствии инертного газа. Первая имеет темный цвет, а вторая получается более чистой, светлой и поэтому более дорогой.
Для повышения долговечности железобетонной конструкции лучше использовать оцинкованную отожженную проволоку, которая хорошо защищена от коррозии. Диаметр выбирают в зависимости от диаметра арматуры. В малоэтажном строительстве используются прутки 8-12 мм, а для их вязки — проволока 1,2-1,4 мм. Более тонкая будет ломаться, а толстой будет сложно завязать узел. Для высоких зданий с серьезной нагрузкой на фундамент и другие конструкции рекомендована более толстая проволока — 1,4-1,6 мм. Для арматуры диаметром от 16 мм можно взять проволоку 1,2 мм, но при вязке сложить ее вдвое.
В заключение
Теперь вы знаете, какую проволоку выбрать для вязки арматуры и разных видов сварки. Очень важно учесть все перечисленные нюансы, поскольку от этого зависит надежность и прочность будущих металлических и железобетонных конструкций.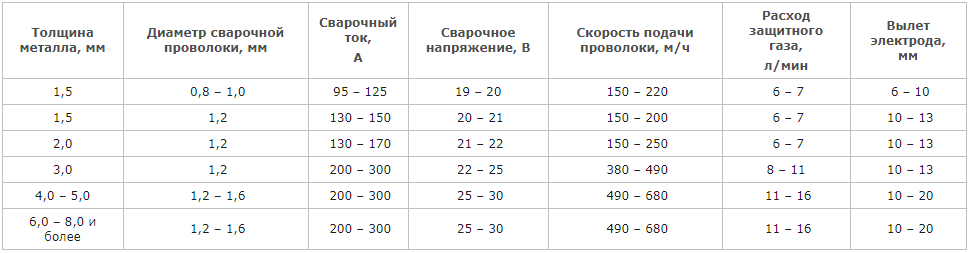 Кроме того, при правильном подборе расходного материала можно ускорить и упростить работы, а также минимизировать финансовые затраты, что благоприятно сказывается на бюджете и сроках воплощения любого проекта.
Кроме того, при правильном подборе расходного материала можно ускорить и упростить работы, а также минимизировать финансовые затраты, что благоприятно сказывается на бюджете и сроках воплощения любого проекта.
Как сваривать профильные трубы: способы сварки, инструкция и советы
Какая арматура подходит для армирования газобетона
Цены указаны в информационных целях, ни при каких условиях не являются публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса РФ. Информация на сайте носит ознакомительный характер. Указаны оптовые цены от 5 тонн.
Актуальные на текущий день цены и условия поставки товара уточняйте у менеджеров.
+7 495 7928342
ежедневно с 9 до 21
+7 926 2806979
whatsapp; telegram
Услуги
Сортовой прокат
Нержавеющий прокат
Цветной металл
Онлайн калькулятор
О компании
О нас
Вакансии
Политика конфиденциальности
Обратная связь
Контакты
Доставка и оплата
Обратная связь
FAQ
Made on
Bazium
Bazium
Сварочная проволока, как выбрать — статья от Сталь ТМК
Сварочная проволока, как выбрать
Не смотря на то, что сварочные работы требуются в основном в производственной сфере, иногда возникает необходимость что-то приварить в быту. В связи с этим возникают вопросы, как это сделать и что для этого потребуется. Способ сварки и расходные компоненты напрямую будут зависеть от того, какие именно материалы необходимо приварить. Для работы с тугоплавкими или цветными металлами нужно тщательно подбирать определенный тип сварочного материала. Нередко вопрос о том, какую именно нужно купить сварочную проволоку ставит в тупик начинающих сварщиков. Рассмотрим подробнее, какая она бывает и как ее правильно подобрать.
В связи с этим возникают вопросы, как это сделать и что для этого потребуется. Способ сварки и расходные компоненты напрямую будут зависеть от того, какие именно материалы необходимо приварить. Для работы с тугоплавкими или цветными металлами нужно тщательно подбирать определенный тип сварочного материала. Нередко вопрос о том, какую именно нужно купить сварочную проволоку ставит в тупик начинающих сварщиков. Рассмотрим подробнее, какая она бывает и как ее правильно подобрать.
Маркировка
Самое главное в сварочной проволоке – химический состав. Это определяющий критерий. Определяют его из буквенно-цифровой маркировки. ООО «Сталь ТМК» предлагает изделия по ГОСТу 2246-70 со следующими обозначениями:
- А (N) – азот.
- Б (Nb) – ниобий.
- В (W) — вольфрам.
- Д (Cu)– медь.
- Г (Mn) – марганец.
- М (Mo) — молибден.
- Н (Ni)– никель.
- С (Si) – кремний.
- Т (Ti) — титан.
- Ф (V) — ванадий.

- Х (Cr) – хром.
- Ц (Zr) – цирконий.
- Ю (Al) — алюминий.
В конце маркировки буква А свидетельствует о небольшом количестве примесей (фосфор и сера) и стали высокого качества. Комбинация АА – показывает, что примесей еще меньше. Гораздо проще прочитать маркировку полностью станет после рассмотрения примера.
СВ-08Г2С в расшифровке читается так:
- СВ – сварная проволока.
- 08 – содержание углерода 0,08%.
- Г2 – в составе проволоки присутствует марганец. Не более 2%.
- С – присутствует кремний. Поскольку цифры рядом не стоит, это значит, что количество элемента колеблется от 0,5% до 1%.
Категории сварочной проволоки
Купить сварочную проволоку необходимо строго по области применения:
- Для низкоуглеродистых сталей. Существует 6 марок низколегированной проволоки с содержанием легирующих элементов до 2,5%
- Для углеродистых сталей. 30 марок. Легирующих элементов в ней от 2,5% до 10%.
 К ней относится рассмотренная выше СВ-08Г2С, поскольку в ней 2% марганца и более 0,5% кремния.
К ней относится рассмотренная выше СВ-08Г2С, поскольку в ней 2% марганца и более 0,5% кремния. - Для цветных металлов и сварки под флюсом. 41 марка. Более 10% легирующих элементов.
Критерии выбора
Сварочная проволока – присадочный материал, к которому есть вполне определенные требования:
- Сходный химический состав. Он должен быть максимально близок к составу тех материалов, которые нужно сварить.
- Температура плавления. Она должна совпадать или быть чуть ниже температуры плавления свариваемых материалов.
- Толщина. Проволока должна быть одинаковой толщины со скрепляемыми деталями.
- Отсутствие окалины, ржавчины, следов краски, масла и пр. загрязнений.
- Равномерность плавления без брызг.
Присадочную сварочную проволоку покупают в бухтах. Перед использованием выпрямляют и разрезают на отрезки требуемой длины.
Порошковая проволока
Для оптимизации процесса сваривания в полевых условиях или открытых участках используют порошковую проволоку. На более качественные швы расходуется меньше сил. Разделяют на: газозащитную и самозащитную.
На более качественные швы расходуется меньше сил. Разделяют на: газозащитную и самозащитную.
К преимуществам газозащитной относят:
- Разбрызгивание на низком уровне.
- Шлаковая корка легко отделима.
- Сопротивляемость пористости и шлаковым включениям высокая.
- Струйный перенос стабилен.
Предназначена такая проволока для сварки низколегированных и углеродистых сталей в среде защитного газа. Это может быть углекислый газ ли его смесь с аргоном.
Самозащиная проволока называется еще флюсовой. В ее сердечнике содержится необходимые шлакообразующие, защитные и деоксидирующие присадки. Применение для сварки баллонного газа не требуется.
К преимуществам относят:
- Возможность отслеживать, перенаправлять наплавляемый металл, благодаря открытой дуге.
- Гарантия идеального состава шва.
- Проведение сварочных работ в любом положении.
- Компактность оборудования.
- Специальная смазка, покрывающая проволоку, противостоит механическому давлению роликов, подающих материал в область сварки.
Единственное ограничение при сварке такой проволокой – режим полуавтомата No Gas. В остальном технология не отличается от применения сплошной присадочной проволоки
Выберите правильный силовой кабель для сокращения времени простоя роботизированной сварки
При роботизированной сварке MIG ключевое значение имеет минимизация времени простоя. Это снижает затраты и повышает эффективность, чтобы помочь операции достичь своих производственных целей. Получение наилучшей производительности частично зависит от используемого оборудования. Например, наличие подходящей роботизированной горелки MIG и кабеля питания имеет решающее значение.
Существует несколько факторов, которые необходимо учитывать при выборе правильного типа пистолета и длины кабеля для конкретного применения. Важно расставить приоритеты, поскольку использование кабеля неправильной длины может вызвать проблемы, начиная от преждевременного выхода из строя кабеля и заканчивая плохой подачей проволоки.
Обычные и сквозные пистолеты
Прежде чем выбрать длину кабеля питания, сначала подумайте, какой тип пистолета лучше всего подходит для данного применения: обычный пистолет или роботизированный пистолет.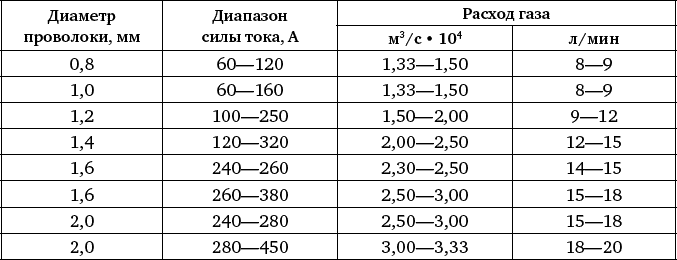 Каждый стиль имеет свои преимущества и ограничения.
Каждый стиль имеет свои преимущества и ограничения.
Обычные пистолеты часто лучше подходят для доступа к соединениям и/или маневрируют вокруг инструментов или креплений, до которых не может дотянуться пистолет со сквозным плечом, а также могут быть дешевле.
Системы роботизированной сварки со сквозным плечом стали более распространенными, поскольку все больше производителей оборудования развивают этот стиль по сравнению с обычными роботами. Однако роботизированные сварочные системы со сквозным плечом позволяют устанавливать как сквозной, так и обычный пистолет. В некоторых приложениях последний вариант является лучшим выбором.
При выборе между ними учитывайте доступное пространство и схему расположения сварочных ячеек, доступ к стыку и тип свариваемого материала.
Обычные пистолеты часто могут лучше получать доступ к соединениям и/или маневрировать вокруг инструментов или креплений, недоступных для пистолета со сквозным плечом. Обычные пистолеты также могут быть дешевле и быстрее в установке, хотя они требуют надлежащей прокладки кабелей. Они также требуют больше места, поэтому обычно не являются лучшим выбором для небольших сварочных ячеек.
Они также требуют больше места, поэтому обычно не являются лучшим выбором для небольших сварочных ячеек.
Сквозные пистолеты хорошо работают там, где необходим глубокий доступ к детали или приспособлению. Поскольку они не имеют монтажного рычага и занимают меньше места, они также имеют преимущества в небольших сварочных ячейках. Конструкция пистолета с силовым кабелем, проходящим через руку робота, предотвращает избыточное провисание кабеля, что обычно помогает ему прослужить дольше, чем обычный силовой кабель.
Сквозные пистолеты хорошо работают там, где необходим глубокий доступ к детали или приспособлению.
Выбор правильной длины кабеля
Выбор правильной длины кабеля имеет решающее значение для обоих типов пистолетов, и на выбор влияет множество факторов. К ним относятся механизм подачи проволоки, марка и модель робота, а также артикуляция робота.
Правильная длина кабеля помогает предотвратить проблемы с подачей проволоки, которые могут привести к простоям и излишним трудозатратам и/или затратам на запчасти для решения проблемы. Неправильный кабель может еще больше увеличить затраты и время простоя из-за преждевременного выхода кабеля из строя.
Неправильный кабель может еще больше увеличить затраты и время простоя из-за преждевременного выхода кабеля из строя.
При использовании обычного пистолета слишком короткий кабель вызывает натяжение, что может привести к преждевременному выходу из строя компонентов тросового узла. Это также может привести к перегрузке сцепления или робота, что приведет к отправке сигнала обнаружения столкновения, который остановит робота, что приведет к ненужному простою. Слишком длинный трос также является проблемой, потому что он может зацепиться за инструмент или привести к лишнему весу, который увязнет в монтажном рычаге, что может привести к перегрузке сцепления.
При использовании пистолета со сквозным плечом слишком короткий трос с видимым натяжением также вызывает проблемы. Выберите кабель, который позволяет манипулятору робота двигаться с некоторым провисанием. Но помните, слишком большая слабина может быть такой же проблемой, как и слишком маленькая слабина.
При выборе надлежащей длины кабеля для сквозного пистолета важно знать марку и модель робота, марку и модель устройства подачи, а также размеры системы. Если какое-либо нестандартное оборудование или инструменты установлены на лицевой стороне робота, например, захват или камера, это изменяет толщину пластины и, следовательно, влияет на необходимую длину кабеля, требуя его увеличения. Также важно знать, где установлен механизм подачи проволоки по отношению к отливке робота, чтобы обеспечить правильную длину кабеля.
Если какое-либо нестандартное оборудование или инструменты установлены на лицевой стороне робота, например, захват или камера, это изменяет толщину пластины и, следовательно, влияет на необходимую длину кабеля, требуя его увеличения. Также важно знать, где установлен механизм подачи проволоки по отношению к отливке робота, чтобы обеспечить правильную длину кабеля.
При выборе правильной длины троса для обычного пистолета требуется та же самая информация: производитель и модель робота, производитель и модель устройства подачи. Кроме того, подумайте о том, где фидер установлен на роботе или даже удаленно, так как и то, и другое влияет на длину кабеля.
Для обоих типов пистолетов устройство подачи следует регулировать каждый раз при замене троса, чтобы обеспечить правильное провисание троса. Неправильная регулировка механизма подачи проволоки может привести к тому, что кабель окажется слишком натянутым или слишком длинным для данного применения, что приведет к преждевременному выходу из строя и потенциальному повреждению робота или механизма подачи проволоки.
Устранение этих проблем в начале процесса может помочь избежать гораздо большего времени простоя и затрат в дальнейшем.
Основные передовые методы
Соблюдение некоторых передовых методов может помочь продлить срок службы кабеля питания, сократить время простоя и повысить производительность. Многие передовые методы связаны с программированием автоматизированной системы сварки.
При использовании пистолетов со сквозным манипулятором выбор вращающегося кабельного соединения может помочь снизить нагрузку на систему.
Часто кабели выходят из строя из-за того, что они были настроены на отказ — система требует слишком многого от кабеля. Убедитесь, что робот не поворачивается слишком далеко в любом направлении, чтобы избежать избыточной нагрузки на кабель, будь то обычная или сквозная роботизированная пушка.
Также важно ограничить движения оси пять (изгиб) и оси шесть (вращение), чтобы продлить срок службы кабеля. Суставы робота становятся меньше по мере продвижения от основания к запястью. Используйте более крупные соединения ближе к основанию, насколько это возможно, и полагайтесь на более мелкие соединения только тогда, когда это необходимо для достижения сварного шва.
Используйте более крупные соединения ближе к основанию, насколько это возможно, и полагайтесь на более мелкие соединения только тогда, когда это необходимо для достижения сварного шва.
Кроме того, при использовании обычного пистолета используйте систему управления кабелем, чтобы не допустить слишком большого провисания кабеля. При слишком большом провисании кабель будет тереться обо все вокруг и, возможно, зацепится за крепление. Когда робот движется с производственной скоростью, он может сломать кабель или крепление. Системы управления кабелем могут иметь форму отдачи с регулировочной ручкой и шкивом, что позволяет обслуживающему персоналу или сварщику регулировать положение (длину) и натяжение силового кабеля.
При использовании пистолета со сквозным плечом выберите вращающееся соединение силового кабеля, чтобы уменьшить нагрузку на систему. Unicables обычного типа обычно поставляются с обжимным или сплошным соединением, которое ограничивает возможности вращения и создает нагрузку на кабель при кручении. В отличие от обычных одноместных кабелей, силовой кабель с вращающимся силовым соединением обеспечивает вращение без напряжения и может обеспечить более длительный срок службы кабеля.
В отличие от обычных одноместных кабелей, силовой кабель с вращающимся силовым соединением обеспечивает вращение без напряжения и может обеспечить более длительный срок службы кабеля.
Сокращение времени простоя благодаря правильному выбору
Без надлежащего оборудования и надлежащего системного программирования простои роботизированной сварки могут стоить значительного времени и денег. Заранее позаботьтесь о правильном выборе оборудования, включая пистолет и кабель питания, чтобы сэкономить время и деньги в долгосрочной перспективе и обеспечить бесперебойную работу.
Опубликовано в блоге Amperage, Automation3Tagged article
Поиск в нашем блоге
Видео
Как выбрать комплект проводов для сварки MIG — LINCOLN ELECTRIC®
Как выбрать оптовую упаковку проволоки для сварки MIG
*Авторское право LINCOLN ELECTRIC ® , пожалуйста, цитируйте перед публикацией.
Лиза Байалл, портфолио-менеджер, The LINCOLN ELECTRIC ® Company
В эти сложные экономические времена производители находятся в постоянном поиске способов сократить расходы и оптимизировать сварочные операции с максимальной эффективностью. продуктивная манера. Эффективные решения для этого конечного результата не всегда рождаются из больших изменений, а из маленьких.
Одним из таких способов достижения долгосрочной экономии средств и повышения эффективности производства является проволочная упаковка. За счет перехода от мелкой упаковки к объемной упаковке, такой как барабан или коробка, большинство магазинов смогут почти сразу сократить количество переналадок и затраты.
Массовая упаковка проволоки MIG массой 250 фунтов и более в больших упаковках, таких как барабаны, катушки или коробки, может обеспечить множество преимуществ по стоимости. С тех пор, как несколько десятилетий назад она была впервые использована, проволока навалом использовалась для обеспечения стабильной, непрерывной и эффективной подачи проволоки в систему сварочного привода.
Если вы решите использовать оптом пакеты MIG, необходимо оценить различные варианты на рынке и определить, какое решение является хорошим выбором для вашего конкретного цеха. Нет двух магазинов с одинаковыми потребностями в подаче проволоки или расположением, и это следует учитывать при выборе системы подачи проволоки и упаковки.
Эволюция упаковки
Проволока для сварки MIG россыпью развивалась на протяжении многих лет и теперь поставляется в различных вариантах, которые предлагают различные функции и преимущества, расширяющие возможности сварочных цехов и областей применения. Важные факторы, которые следует учитывать, включают количество потоков отходов (например, картонная коробка, пластиковая обертка, стальные рамы, деревянные катушки), расположение проволоки в сварочном соединении, риск запутывания, установку, площадь пола и условия хранения.
Первая оптовая проволока попала в магазины в виде катушек и барабанов, которые нужно было вращать для надлежащей выдачи проволоки, выбор, который доступен и сегодня. Эти опции обеспечивают подходящее размещение проволоки, давая сварщикам, автоматическим горелкам и роботам возможность непрерывно точно и точно размещать проволоку в сварном соединении.
Эти опции обеспечивают подходящее размещение проволоки, давая сварщикам, автоматическим горелкам и роботам возможность непрерывно точно и точно размещать проволоку в сварном соединении.
Катушки для сыпучих материалов обеспечивают дополнительные преимущества для магазинов с ограниченным пространством для хранения и площадью, поскольку их можно штабелировать друг на друга до трех штук в высоту.
Однако вращающаяся катушка или барабанная упаковка имеют некоторые недостатки. Они являются наиболее дорогим комплектом для установки, так как для обеспечения вращения требуется дополнительное, относительно дорогое отдающее оборудование для объемной подачи проволоки. Установка также требует дополнительного времени для переключения с одного барабана или барабана на другой по сравнению с некоторыми из новых вариантов упаковки.
Катушки для сыпучих материалов обеспечивают ограниченную защиту сварочной проволоки, так как во время использования большая часть проволоки подвергается воздействию окружающей среды. Существуют защитные чехлы для барабанов, однако они увеличивают расходы.
Существуют защитные чехлы для барабанов, однако они увеличивают расходы.
Вращающиеся барабаны или барабаны идеально подходят для применений, где необходима критическая укладка проволоки, например, на тонколистовых материалах или там, где необходимы небольшие наплавки. Другие идеальные приложения включают автоматизированные или роботизированные приложения без сварочного аппарата для компенсации смещения проволоки. К таким работам относятся сварные швы на резервуарах с водой или пропаном.
Следующий тип опциональной проволоки, невращающаяся упаковка на катушке, также обеспечивает хорошее, точное размещение проволоки и, как любой продукт на катушке, минимальное запутывание. Вспомогательная установка дешевле и проще, чем вращающиеся барабаны. И хранение простое, так как эти катушки также хорошо складываются в местах с ограниченным пространством.
Как и вращающиеся катушки, упаковка невращающихся катушек также подвергает провод воздействию окружающей среды во время использования.
Этот тип проволоки для сварки MIG в упаковке идеально подходит для сложных задач автоматизации или для мастерских, которые уже используют вращающиеся катушки. Катушки
-n — вращающиеся и невращающиеся — могут быть переработаны и, во многих случаях, повторно использованы производителем барабанов.
Третий тип насыпной проволоки поставляется в виде невращающихся барабанов из фибрового картона. Самым большим преимуществом этого типа упаковки, помимо того факта, что он обеспечивает хорошее размещение провода, является то, что провод не подвергается прямому воздействию окружающей среды во время использования. Что касается возможности замены, этот вариант упаковки предлагает простую установку с недорогим вспомогательным раздаточным оборудованием, хотя для некоторых требуется раздаточная шляпа. При хранении невращающиеся бочки могут штабелироваться до трех в высоту, что сводит к минимуму использование площади пола.
Самым большим недостатком этого типа проволочной упаковки является то, что она может содержать несколько потоков отходов, которые трудно разделить для утилизации и переработки, включая фибровый картон и сталь, используемые для структурной поддержки вверху и внизу барабана. Эти бочки также более подвержены проблемам с погрузочно-разгрузочными работами, поскольку они не имеют встроенных поддонов или ремней, и их часто сложнее поднимать и перемещать. Барабаны нельзя опрокидывать или наклонять, так как проволочные петли могут двигаться и запутываться во время выплаты.
Эти бочки также более подвержены проблемам с погрузочно-разгрузочными работами, поскольку они не имеют встроенных поддонов или ремней, и их часто сложнее поднимать и перемещать. Барабаны нельзя опрокидывать или наклонять, так как проволочные петли могут двигаться и запутываться во время выплаты.
Невращающиеся барабаны используются в больших объемах, в полуавтоматической сварке, робототехнике и при ограниченном пространстве.
Четвертый вариант — невращающийся гофрированный ящик, обеспечивающий хорошее размещение проводов. Эта на 100% перерабатываемая альтернатива имеет ограниченное количество материалов, которые легко разделить лишь на несколько потоков отходов. Он также предлагает встроенную отдающую машину, не требующую вспомогательного отдающего оборудования.
Различные методы транспортировки продуктов включают ремни или прикрепленные встроенные мини-поддоны, готовые к использованию вилочным погрузчиком, что обеспечивает максимальную портативность и возможность вторичной переработки.
Для этого варианта упаковки может потребоваться больше места для хранения, чем для других оптовых вариантов, и можно штабелировать только две коробки для 1000-фунтовых коробок и три для 500-фунтовых упаковок. Однако, поскольку такую упаковку можно штабелировать, она по-прежнему может сократить традиционные методы хранения на 50 и более процентов, в зависимости от магазина.
Роботизированная и полуавтоматическая сварка подходит для этого варианта упаковки, поскольку он сводит к минимуму переналадку и повышает производительность.
Вопросы для размышления
Теперь, когда вы знакомы с различными вариантами оптовой упаковки, а также с особенностями, преимуществами и проблемами каждого типа, вы можете лучше оценить, какой из продуктов будет лучшим выбором для ваших потребностей в оптовой упаковке.
Чтобы выбрать правильное решение для оптоволокна, в процессе выбора рассмотрите следующие вопросы:
Является ли переработка серьезной проблемой? Если это так, ищите пакет с ограниченным количеством потоков отходов.
Хотите несколько вариантов подъема (например, один, который можно поднимать сверху или снизу)? Если это так, рассмотрите возможность использования упаковки со встроенным поддоном и ремнями.
Вы ищете оптовую упаковку, для которой требуется меньше вспомогательного оборудования? Рассмотрите вариант со встроенной отдачей
Критично ли расположение проводов? Упаковка с вращающейся катушкой — ваш правильный выбор, за ней следует упаковка с невращающейся катушкой
У вас ограниченное пространство для хранения? Обязательно выбирайте продукт, который подходит для штабелирования.
Каждому производителю требуются различные упаковочные решения для снижения затрат и повышения эффективности производства и производительности. Понимание ваших потребностей и того, как различные варианты упаковки могут удовлетворить их, является первым шагом в выборе упаковки проволоки MIG, которая лучше работает в вашем цеху и, в конечном счете, сократит время простоя и переналадку, чтобы снизить вашу прибыль.
