Калибр пробка чертеж: пробка — скачать чертежи бесплатно на Pro4erk.ru 📐
Содержание
Расчёт и конструирование измерительных инструментов для операции 090
Похожие презентации:
Грузоподъемные машины. (Лекция 4.1.2)
Основы архитектуры и строительных конструкций. Основы проектирования
Зубчатые передачи
Гидравлический домкрат в быту
Детали машин и основы конструирования
Газораспределительный механизм
Свайные фундаменты. Классификация. (Лекция 6)
Конструктивные схемы многоэтажных зданий
Ременные передачи
Редукторы
Государственное бюджетное профессиональное
образовательное учреждение «Арзамасский
приборостроительный колледж имени П. И. Пландина»
Специальность
15.02.08
.
Отделение
дневное
.
Курс
IV
/
Группа
ТМ-448
.
КУРСОВОЙ ПРОЕКТ
по МДК 03.02.Контроль соответствия качества
деталей требованиям технической документации
Тема: «Расчёт и конструирование измерительных
инструментов для операции 090»
.
Руководитель: Захарова Н.М.
Разработала: Сеуткина Е.С.
г. Арзамас, 2016
Содержание:
1.
2.
3.
4.
5.
6.
7.
8.
9.
Описание и принцип действия пневмо — пробки;
Чертёж пневмапробки;
Технические требования пневмапробки;
Описание и принцип действия калибра- скобы;
Чертёж калибра- скобы;
Технические требования калибра — скобы;
Описание и принцип действия калибра — пробки;
Чертёж калибра — пробки;
Описание и принцип действия калибра- пробки
Пневмапробка
Пневматические приборы применяются для контроля и измерения методом
сравнения размеров. Они обеспечивают высокую точность и
производительность контроля и позволяют осуществлять бесконтактные
измерения.
Торцы измерительных сопел пневматической калибр-пробки должны быть
занижены относительно наружного диаметра пробки.
Это занижение обеспечивает бесконтактность измерений, отсутствие износа
сопел и работу на более выгодном участке характеристики прибора. В теле
В теле
пробки просверлен канал сообщающейся с прибором и подающий воздух в два
поперечных канала, которые заканчиваются измерительными соплами.
Чертёж пневмапробки
Технические требования
пневмапробки
Технические требования, предъявляемые к пневмо — пробке ГОСТ 14864-78
1. Твёрдость рабочих поверхностей пробки 52…56 HRC
2. Исполнительные размеры пневмо — пробки по ГОСТ 14864-78
3. Допускаемый износ направляющей части не должен превышать 0,005 мм
4. Допускается притупление кромок сопел для получения одинаковых
характеристик сопел
5. Утечка воздуха из пробки при перекрытых выходных отверстиях сопел не
допускается
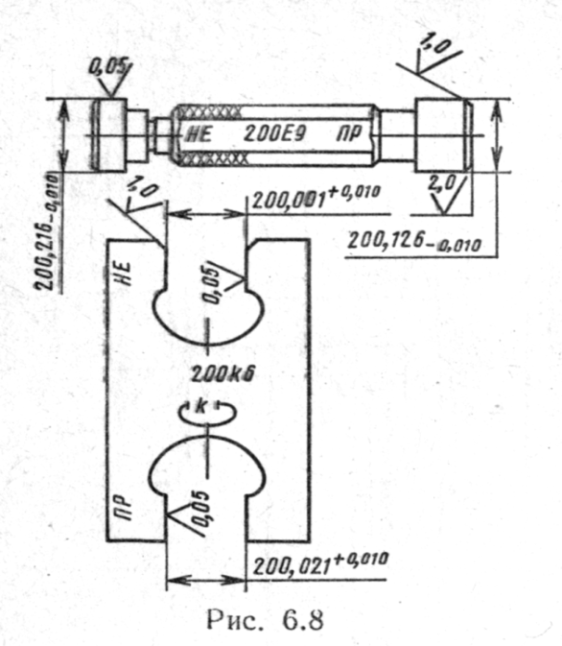
Калибр — скоба
Для контроля валов используют главным образом скобы. Основные конструкции
калибров – скоб установлены ГОСТ 18358-93 . Наиболее распространены
односторонние двух предельные скобы. Применяют также регулируемые скобы,
которые можно настраивать на различные размеры.
Регулируемые скобы имеют меньшую точность и надежность, поэтому их
применяют для контроля изделий 8 – го и грубее квалитетов.
При контроле валов калибром-скобой и поверхность проверяют в нескольких
сечениях по длине и не менее чем в двух взаимоперпендикулярных направлениях
каждого сечения.
Если детали годные, то в соответствии с названием проходные калибры (ПР)
должны проходить через контролируемые поверхности под действием
собственного веса, а непроходные (НЕ) проходить не должны
Чертёж калибр — скобы
Технические требования
калибра — скобы
Для гладкой калибра-скобы устанавливаются следующие технические
требования:
1.* Размер для справок
2. Маркировать размер контролируемого вала- Ø3,8h7
Размер проходной стороны — ПР 3,7855+0,0025, размер непроходной стороны НЕ
3,78675+0,0025 .
3. Узлы зажима вставок должны надежно закреплять вставки и предохранять их
от смещений.
4. Твердость стальных рабочих поверхностей должна быть в пределах 59… 65
HRC.
5. Перед упаковкой калибры-скобы должны пройти консервацию по ГОСТ 9.014.
6. Калибры-скобы должны быть завернуты в парафинированную бумагу по ГОСТ
9569 и уложены в коробки.
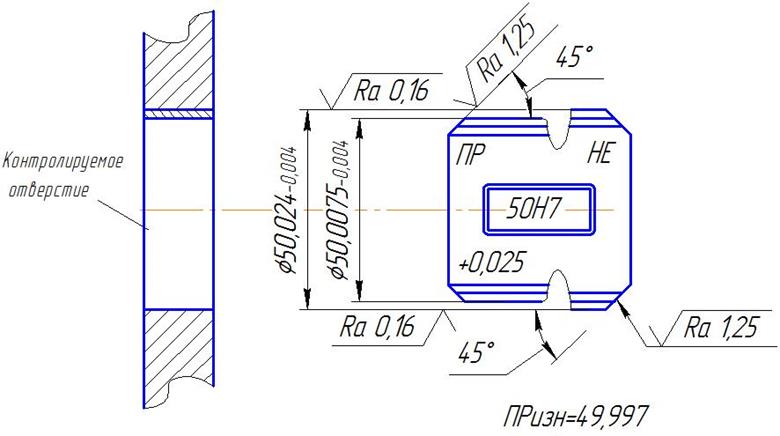
Калибр — пробка
Гладкие калибры-пробки служат для контроля отверстий. Конструктивно
они выполнены в виде ручки и рабочей части. Рабочая часть может быть
сделана заодно с ручкой или в виде вставок и насадок. У калибров-пробок,
предназначенных для контроля точных отверстий (6—12-й квалитеты),
вставки делают из твердого сплава. Калибры-пробки бывают
односторонними и двусторонними. Односторонние делают проходными или
непроходными
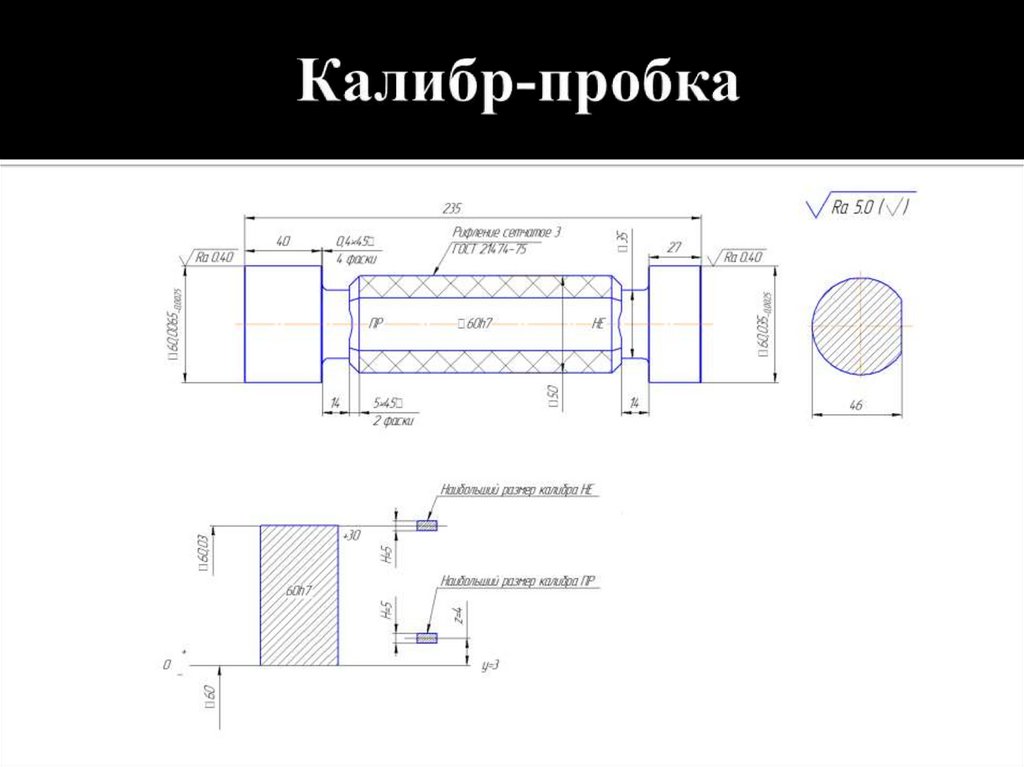
Чертёж калибра — пробки
Технические требования
калибра — пробки
Для сборочного чертежа гладкой калибра-пробки применяются следующие
технические требования:
1. *Размер для справок.
2. Маркировать: размер контролируемого отверстия -22H9
Размер проходной стороны — ПР 〖 22,011 〗 _(-0,004), размер непроходной
стороны — НЕ 〖 22,054 〗 _(-0,004).
3. Обернуть в парафинированную бумагу по ГОСТ 9569 и уложить в коробки.
4.В каждую коробку должен быть вложен документ, удостоверяющий
соответствие калибров требованиям настоящего стандарта.
5. Законсервировать по ГОСТ 9.014.
Список используемых источников:
• Зайцев, С.А. Метрология, стандартизация и сертификация в машиностроении:
Учебник для студентов учреждений среднего профессионального образования /
С.А. Зайцев, А.Н. Толстов, Д.Д. Грибанов. — М.: ИЦ Академия, 2012. — 288 c.
• Хрусталева, З.А. Метрология, стандартизация и сертификация. Практикум: Учебное
пособие / З.А.Хрусталева. — М.: КноРус, 2013.-176 c.
• ШишмаревВ.Ю. Метрология, стандартизация, сертификация и техническое
регулирование : Учебник для студентов учреждений среднего профессионального
образования / В.Ю. Шишмарев. — М.: ИЦ Академия, 2012. — 320 c.
• Контрольно-измерительные приборы и инструменты:учебник для студ. Учреждений
сред.проф.образования /[C.А.Зайцев, Д.Д.Грибанов, А.НТолстов,Р.ВМеркулов]. – 8е
изд. стер.-М.: Издательский центр «Академия», 2016.-464с.
• http://lektsii.org/1-39975.html
http://studopedia.ru/4_93542_kalibri-vidi-i-naznachenie-kontrol-parametrov-makrogeometrii-detale
y-kalibrami. html
html
http://docs.cntd.ru/document/gost-14810-69
http://docs.cntd.ru/document/gost-18358-93
http://docs.cntd.ru/document/gost-24853-81 http://www.studfiles.ru/preview/2203519/page:5/
http://dlja-mashinostroitelja.info/2011/01/kalibry/
http://studopedia.ru/9_199724_pnevmaticheskie-izmeritelnie-pribori.html
http://dic.academic.ru/dic.nsf/bse/121317
Спасибо за внимание!
English
Русский
Правила
Метрология и стандартизация
Поможем написать любую работу на аналогичную тему
Реферат
Метрология и стандартизация
От 250 руб
Контрольная работа
Метрология и стандартизация
От 250 руб
Курсовая работа
Метрология и стандартизация
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Метроло́гия — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Метрология состоит из трёх основных разделов:
- Теоретическая или фундаментальная — рассматривает общие теоретические проблемы (разработка теории и проблем измерений физических величин, их единиц, методов измерений).
- Прикладная — изучает вопросы практического применения разработок теоретической метрологии. В её ведении находятся все вопросы метрологического обеспечения.
- Законодательная — устанавливает обязательные технические и юридические требования по применению единиц физической величины, методов и средств измерений.
Стандартиза́ция — деятельность по разработке, опубликованию и применению стандартов, по установлению норм, правил и характеристик в целях обеспечения безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества, технической и информационной совместимости, взаимозаменяемости и качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии, единства измерений, экономии всех видов ресурсов, безопасности хозяйственных объектов с учётом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций, обороноспособности и мобилизационной готовности страны.
Стандартизация направлена на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного применения в отношении реально существующих или потенциальных задач.
За реализацию норм стандартизации отвечают органы стандартизации, наделенные законным правом руководить разработкой и утверждать нормативные документы и другие правила, придавая им статус стандартов.
В области промышленности стандартизация ведет к снижению себестоимости продукции, поскольку:
- позволяет экономить время и средства за счет применения уже разработанных типовых ситуаций и объектов;
- повышает надежность изделия или результатов расчетов, поскольку применяемые технические решения уже неоднократно проверены на практике;
- упрощает ремонт и обслуживание изделий, так как стандартные узлы и детали — взаимозаменяемые (при условии, что сборка осуществлялась без пригоночных операций).
На нашем сайте предоставлены учебные материалы для студентов, по метрологии и стандартизации. Суммарно около
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Расчет стоимостиГарантииОтзывы
чертеж
деталей; Индикаторы часового типа
Чертеж деталей ; Циферблатные датчики
| ГЛАВНАЯ > Информация о продукте > Стрелочный индикатор | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Чертежи деталей ; Индикаторы часового типа | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Верх страницы |
| Верх страницы |
| Верх страницы |
| Верх страницы |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Авторское право (C) OZAKI MFG.CO.,LTD. Все права защищены. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




Все о калибрах-пробках – определение, размеры и применение
Простые калибры-пробки с проходным и непроходным калибром.
Изображение предоставлено: Ринку Дуа/Shutterstock. com
com
Калибры-пробки, в некоторых случаях называемые штифтовыми калибрами, являются метрологическими инструментами, предназначенными для измерения внутреннего диаметра отверстий, которые были просверлены или выточены в изготовленной детали, компоненте или сборке. Они являются важными инструментами для контроля качества и позволяют инспекторам, механикам, инженерам-технологам и другим лицам быстро принимать однозначное решение о том, соответствует ли характеристика измеряемой детали заданному допуску на размер для измерения внутреннего диаметра. Этот процесс измерения предназначен для обеспечения точных оценок без необходимости использования производственным персоналом дополнительных, более сложных и более дорогих измерительных приборов, таких как нутромеры. В производственных операциях, где изготавливается большой объем деталей, калибры-пробки обеспечивают быстрое средство оценки качества, не тратя время на измерение фактического диаметра отверстия и настройку приборов.
При использовании калибров-пробок важно понимать, что калибр приводит только к состоянию «да/нет» — инструмент позволяет инспектору по контролю качества принять или отклонить деталь. Он не выполняет фактическое измерение диаметра, а просто оценивает, находится ли этот диаметр в пределах диапазона допуска, установленного для этого параметра.
В этой статье будут представлены типы, области применения, допуски и размеры калибров-пробок. Калибры-пробки проверяют на соответствие условиям калибров-колец, которые мы рассматриваем в нашем соответствующем руководстве «Все о калибрах-кольцах».
Чтобы узнать больше о других типах манометров, см. наше соответствующее руководство, описывающее различные типы манометров.
Типы и использование калибров-пробок
Калибры-пробки
доступны в нескольких различных типах. К ним относятся:
- Манометр-пробка
- Непроходные калибры-пробки
- Комбинированные проходные/непроходные калибр-пробки
Проходные калибры-пробки и непроходные калибры-пробки называются односторонними калибрами и состоят из рукоятки, в которую вставлен точно обработанный штифт или стержень (иногда называемый элементом), и который используется для проверки аспекта размерного допуски отверстия. Для односторонних манометров они обычно предлагаются парами с одним проходным манометром и одним безкалиберным манометром.
Для односторонних манометров они обычно предлагаются парами с одним проходным манометром и одним безкалиберным манометром.
При использовании калибр-пробка предназначен для проверки минимального предела размеров отверстия (т. е. нижнего допуска диаметра отверстия), который представляет собой максимальное количество остаточного материала на детали или заготовке. Для условий приемки калибр-пробка должен входить в отверстие. Если калибр-пробка не входит в отверстие в заготовке, то это свидетельствует о том, что диаметр отверстия слишком мал (из заготовки удалено недостаточное количество материала) и деталь подлежит забраковке.
Назначение непроходного калибра-пробки — подтвердить максимальный размер отверстия (верхний допуск диаметра отверстия), который соответствует минимально допустимому количеству материала, оставшегося на детали или заготовке. Чтобы деталь была принята, непроходной калибр-пробка не должен входить в отверстие. Если проходной калибр-пробка не вошел в отверстие, то это свидетельствует о том, что диаметр отверстия меньше верхнего предела и деталь может быть принята (при условии, что проходной калибр-пробка вошел в отверстие).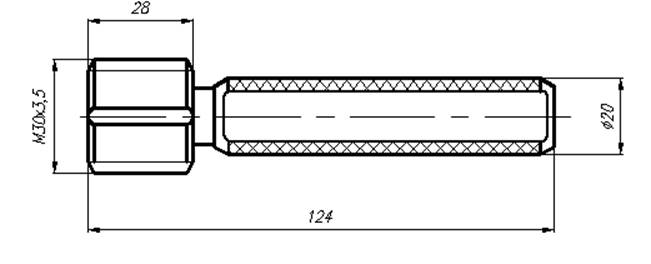 Однако, если непроходной калибр-пробка входит в отверстие, то это указывает на то, что диаметр отверстия слишком велик (т. е. выходит за пределы указанного верхнего предела допуска), что означает, что во время операции обработки было удалено слишком много материала, и поэтому часть должна быть отвергнута. В таблице 1 ниже приведены эти условия и результирующий статус принятия/отклонения детали.
Однако, если непроходной калибр-пробка входит в отверстие, то это указывает на то, что диаметр отверстия слишком велик (т. е. выходит за пределы указанного верхнего предела допуска), что означает, что во время операции обработки было удалено слишком много материала, и поэтому часть должна быть отвергнута. В таблице 1 ниже приведены эти условия и результирующий статус принятия/отклонения детали.
Таблица 1 – Условия использования проходного/непроходного калибра-пробки
Калибр-пробка | Непроходной калибр-пробка | Статус детали | Состояние |
Подходит для | Не подходит для | Приемлемо | Диаметр отверстия в пределах поля допуска |
Не подходит для | Не подходит для | Отклонено – доработка детали | Диаметр отверстия ниже минимального значения |
Подходит для | Подходит для | Отбраковано – бракованная деталь | Диаметр отверстия выше максимального значения |
В комбинированном проходном/непроходном калибре-пробке (также называемом двусторонним калибром-пробкой) рукоятка калибра имеет проходную калибр-пробку, выступающую наружу с одной стороны рукоятки, и непроходную калибр-пробку, выступающую наружу с противоположной стороны боковая сторона. Это упрощает использование инструмента и позволяет увеличить скорость процесса проверки. В некоторых моделях ручка может иметь цветовую маркировку: передняя сторона окрашена зеленой краской, а несторонняя — красной. Даже без цветовой маркировки для манометров-пробок проходной манометр всегда можно отличить от непроходного манометра по двум наблюдаемым условиям:
Это упрощает использование инструмента и позволяет увеличить скорость процесса проверки. В некоторых моделях ручка может иметь цветовую маркировку: передняя сторона окрашена зеленой краской, а несторонняя — красной. Даже без цветовой маркировки для манометров-пробок проходной манометр всегда можно отличить от непроходного манометра по двум наблюдаемым условиям:
- Проходной калибр-пробка всегда меньше в диаметре, чем непроходной калибр-пробка, и
- Проходной калибр-пробка всегда больше по ширине (толщине), чем непроходной калибр-пробка
Калибры-пробки обеспечивают быстрые результаты и имеют то преимущество, что пользователи могут быть легко обучены их использованию, поскольку манометры-пробки основаны на простом принципе работы. В результате не требуется глубоких знаний научных методов и метрологии, что упрощает обучение и делает его доступным для более широкого круга пользователей. Их простота также означает, что они недороги по сравнению с другими формами измерительных приборов.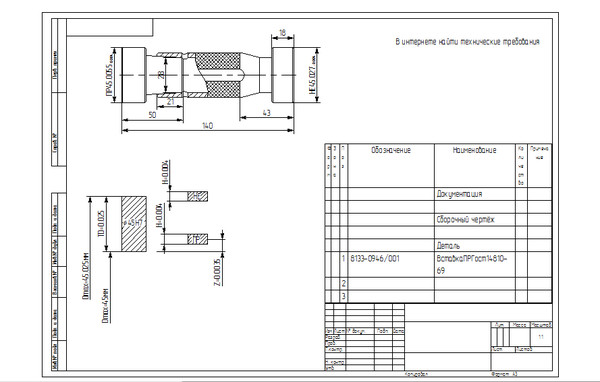
Одним из недостатков манометров-пробок является то, что в процессе эксплуатации они со временем изнашиваются и поэтому требуют замены. Их также следует периодически проверять, чтобы убедиться, что они все еще находятся в допустимых пределах.
Калибры-пробки, используемые для отбора/отбраковки деталей, называются рабочими калибрами.
Классы точности калибра-пробки
Калибры-пробки
доступны в различных классах точности, которые можно выбрать в соответствии с конкретными потребностями применения и требованиями к точности. Обычно они классифицируются по следующим уровням, где XXX представляет калибр самого высокого класса с самыми жесткими допусками и переходит к более слабым допускам по мере продвижения к ZZ:
- ХХХ
- ХХ
- х
- Д
- З
- ЗЗ
Применимым стандартом, устанавливающим эти классы, является Измерение внешних диаметров гладких поверхностей для использования в качестве эталонных дисков или цилиндрических калибров-пробок , B89. 1.5 – 1998, опубликованный Американским обществом инженеров-механиков.
1.5 – 1998, опубликованный Американским обществом инженеров-механиков.
Таблица допусков манометра, которая определяет допуск как функцию класса для различных диапазонов размеров, показана в Таблице 1 ниже. Обратите внимание, что по мере продвижения слева направо в таблице по заданной строке значения допусков увеличиваются (переходя от класса XXX к классу ZZ). Кроме того, абсолютные значения допусков увеличиваются с увеличением размеров кольцевых калибров.
Таблица 1 – Допуски калибра-пробки в зависимости от класса точности и размера калибра-пробки.
Таблица допусков Гейммейкера (английские единицы, Всего допуск) | |||||||
Диапазон размеров пробки (дюймы) | Допуски по классам (микродюймы) | ||||||
> | < | ХХХ | ХХ | Х | Д | З | ЗЗ |
0,010 | 0,825 | 10 | 20 | 40 | 70 | 100 | 200 |
0,825 | 1,510 | 15 | 30 | 60 | 90 | 120 | 240 |
1. | 2,510 | 20 | 40 | 80 | 120 | 160 | 320 |
2,510 | 4.510 | 25 | 50 | 100 | 150 | 200 | 400 |
4.510 | 6.510 | 33 | 65 | 130 | 190 | 250 | 500 |
6. | 9.010 | 40 | 80 | 160 | 240 | 320 | 640 |
9.010 | 12.010 | 50 | 100 | 200 | 300 | 400 | 800 |
12.010 | 15.010 | 75 | 150 | 300 | 450 | 600 | 1 200 |
15. | 18.010 | 100 | 200 | 400 | 600 | 800 | 1600 |
18.010 | 21.010 | 125 | 250 | 500 | 750 | 1000 | 2000 |
 510
510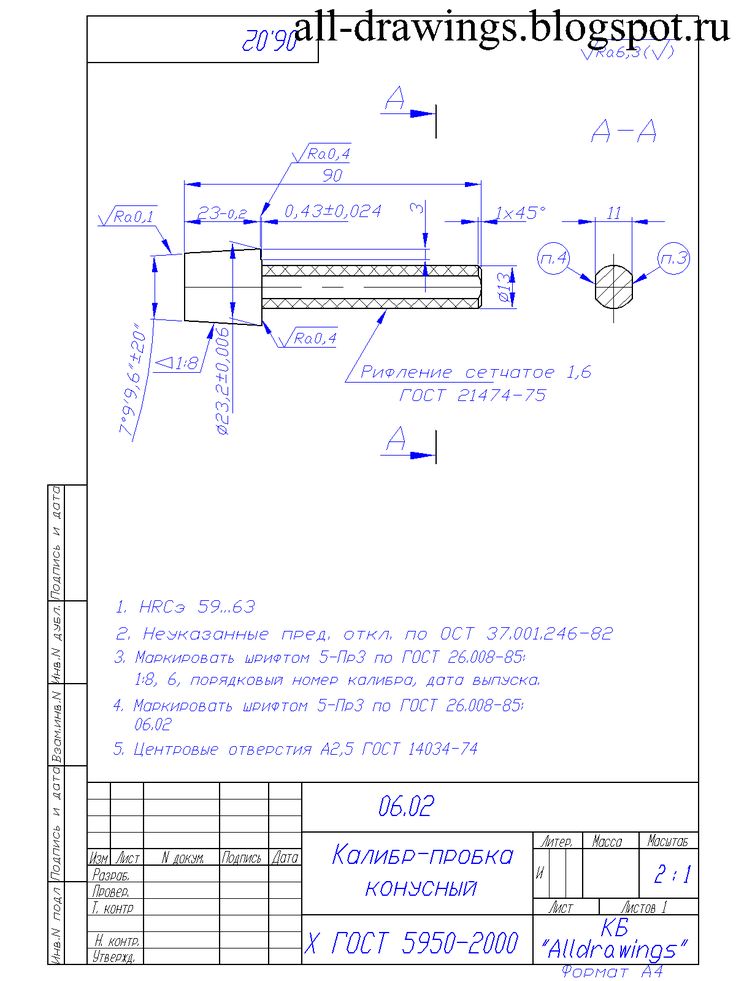 510
510 010
010Изображение предоставлено Pratt & Whitney Measurement Systems, Inc.
Стандартная практика для калибров-пробок заключается в назначении плюсового допуска в размере 5 % допуска отверстия изделия для проходного калибра и минус 5 % допуска для непроходного калибра, что в сумме составляет 10 % диапазона допуска.
Конфигурации манометра-пробки и варианты материалов
Калибры-пробки
бывают нескольких стилей и конфигураций, что делает их подходящими для различных целей. Плоские калибры-пробки используются для проверки допусков на размеры отверстий, которые расточены или просверлены с гладкими стенками. Существуют также калибры-пробки с резьбой, которые используются для проверки резьбовых или резьбовых отверстий, а также для проверки правильного типа резьбы, большого диаметра, малого диаметра, среднего диаметра и шага резьбы по сопрягаемому резьбовому калибру.
Как и в случае с калибрами-кольцами, некоторые калибры-пробки, называемые эталонными наборами или эталонными пробками, не используются в качестве рабочих калибров, а вместо этого используются для проверки других измерительных инструментов, таких как нутромеры или внешние микрометры, например, путем предоставления эталона измерения или эталона для цели калибровки. Эта практика известна как косвенная оценка.
Другие стили калибров-пробок также включают следующее:
- Калибры-пробки для распознавания износа с черным оксидным покрытием, на котором видны следы износа по мере использования инструмента, что облегчает определение необходимости замены инструмента
- Наборы манометров-пробок, в которых предлагается широкий диапазон размеров манометров в футляре или шкафу
- Калибры-пробки целевого размера, которые позволяют пользователю указать целевой размер и тип манометра (проходной или непроходной) и получить комплект, содержащий калибр целевого размера, а также 12 больших и 12 меньших калибров, каждый из которых отличается на 0,0001 дюйма на каждом шагу вверх или вниз.
 Они также известны как датчики десятого шага.
Они также известны как датчики десятого шага. - Калибры-пробки с резьбой для трубной резьбы NPT позволяют пользователю проверять внутреннюю резьбу на резьбовых трубных муфтах.
- Ручки калибра резьбы, которые позволяют пользователю менять размеры калибра.
- Шестигранные калибр-пробки для проверки посадки и допусков 6-гранных звездообразных вырезов для крепежных деталей TORX ® и их эквивалентов.
Манометры-пробки обычно изготавливаются из высококачественной инструментальной стали, такой как 52100. Этот выбор обеспечивает как коррозионную стойкость благодаря высокому содержанию хрома в стали, так и снижение трения во время использования, что помогает продлить срок службы манометра.
Твердосплавные калибры
обладают высокой износостойкостью, примерно в 50 раз большей, чем у инструментальной стали. Кроме того, он немагнитен, в некоторой степени устойчив к коррозии и не образует заусенцев. Однако карбид вольфрама имеет низкий коэффициент теплового расширения, поэтому при использовании инструментов из этого материала для измерения стальных деталей с жесткими допусками требуется более строгий контроль температуры.
Хромированные калибр-пробки
также обеспечивают более твердую поверхность и могут использоваться для измерения абразивных материалов, таких как магний или алюминий.
Резюме
В этой статье представлен краткий обзор калибров-пробок, включая информацию о том, что они собой представляют, типы, размеры, значения допусков, конфигурацию и использование. Для получения информации по другим темам обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, где вы можете найти потенциальные источники поставок для более чем 70 000 различных категорий продуктов и услуг, включая более 200 поставщиков калибров-пробок и калибров-колец, а также поставщиков резьбовых калибров. , проходные/непроходные калибры, резьбовые пробки и калибры-кольца, щупы, ультразвуковые толщиномеры, цифровые манометры, нутромеры, глубиномеры, профильные калибры и калибры-кольца.
Уведомление о торговой марке:
TORX ® является зарегистрированным товарным знаком Acument Intellectual Properties, LLC
Источники:
- https://www.

