Калибры пробки резьбовые гост: ГОСТ 2016-86 Калибры резьбовые. Технические условия
Содержание
Калибры-пробки резьбовые контрольные (М) (ГОСТ
Калибры-пробки резьбовые контрольные (М) (ГОСТ — 24997-81), цены и характеристики — РИНКОМ
Главная
Инструменты
Измерительные инструменты
Измерительные калибры
Калибры для метрической резьбы (М)
Калибры-пробки резьбовые контрольные (М)
24997-81
24997-81
По умолчанию
- По умолчанию
- По наименованию
- По цене
- По размеру скидки
Подбор по параметрам
Сбросить все параметры
ГОСТ: 24997-81
Калибр-пробка М 10 х1,0 6g КИ 85399 | 1 394 | 3 в наличии
| |
Калибр-пробка М 10 х1,0 6e КИ-НЕ МИК 85383 | 1 746 | 5 в наличии
| |
Калибр-пробка М 10 х1,0 6g КПР-ПР МИК 85409 | 1 746 | 4 в наличии
| |
Калибр-пробка М 10 х1,0 8g КНЕ-НЕ МИК 85444 | 1 746 | 1 в наличии
| |
Калибр-пробка М 10 х1,0 6e КИ МИК 85381 | 1 746 | 5 в наличии
| |
Калибр-пробка М 12 х0,75 6g КИ-НЕ 85890 | 1 913 | 2 в наличии
| |
Калибр-пробка М 12 х1,75 8g КПР-НЕ МИК 86330 | 1 950 | 2 в наличии
| |
Калибр-пробка М 12 х1,75 8g КНЕ-НЕ МИК 86324 | 1 950 | 2 в наличии
| |
Калибр-пробка М 12 х1,0 6e КИ-НЕ МИК 85957 | 1 950 | 2 в наличии
| |
Калибр-пробка М 12 х1,75 6g КИ МИК 86275 | 1 950 | 4 в наличии
| |
Калибр-пробка М 12 х1,25 8g КНЕ-ПР МИК 86110 | 1 950 | 1 в наличии
| |
Калибр-пробка М 12 х1,75 8g КИ МИК 86319 | 1 950 | 5 в наличии
| |
Калибр-пробка М 11 х1,0 6g КИ МИК 85716 | 1 950 | 4 в наличии
| |
Калибр-пробка М 11 х1,5 8g КИ МИК 85768 | 1 950 | 2 в наличии
| |
Калибр-пробка М 12 х1,75 8g КПР-ПР МИК 86333 | 1 950 | 3 в наличии
| |
Калибр-пробка М 16 х1,0 8g КИ-НЕ 87077 | 1 950 | 1 в наличии
| |
Калибр-пробка М 12 х1,75 8g КНЕ-ПР МИК 86327 | 1 950 | 3 в наличии
| |
Калибр-пробка М 12 х1,5 6e КИ-НЕ МИК 86149 | 1 950 | 5 в наличии
| |
Калибр-пробка М 12 х1,5 6g КИ-НЕ МИК 86169 | 1 950 | 2 в наличии
| |
Калибр-пробка М 12 х1,0 6g КИ МИК 85973 | 1 950 | 1 в наличии
| |
Калибр-пробка М 11 х1,5 8g КИ-НЕ МИК 85770 | 1 950 | 4 в наличии
| |
Калибр-пробка М 12 х1,25 8g КНЕ-НЕ МИК 86107 | 1 950 | 4 в наличии
| |
Калибр-пробка М 11 х1,0 6g КИ-НЕ МИК 85719 | 1 950 | 3 в наличии
| |
Калибр-пробка М 36 х2 6g КИ-НЕ 90285 | 2 113 | 2 в наличии
| |
Калибр-пробка М 14 х1,5 8g КИ-НЕ МИК 86686 | 2 174 | 1 в наличии
| |
Калибр-пробка М 14 х2 6h КИ-НЕ МИК 86768 | 2 174 | 5 в наличии
| |
Калибр-пробка М 14 х2 6h КИ МИК 86765 | 2 174 | 2 в наличии
| |
Калибр-пробка М 14 х2 8g КИ МИК 86791 | 2 174 | 3 в наличии
| |
Калибр-пробка М 14 х1,5 6e КИ МИК 86627 | 2 174 | 1 в наличии
| |
Калибр-пробка М 6,0х1,0 6h КИ-НЕ МИК 84482 | 2 247 | 3 в наличии
|
Как купить?
Доставка и оплата
Статьи по теме
Популярные бренды
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Калибры-пробки резьбовые контрольные (М)
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Лучшие автомобильные домкраты для бытового и профессионального использования
Клупп для нарезания резьбы
Автомобильная резьба: разновидности и способы определения
Токарная резьба
Коническая резьба
Полировка металла на производстве и в быту
Упрочняющие покрытия режущего инструмента
Расчет режимов резания
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie.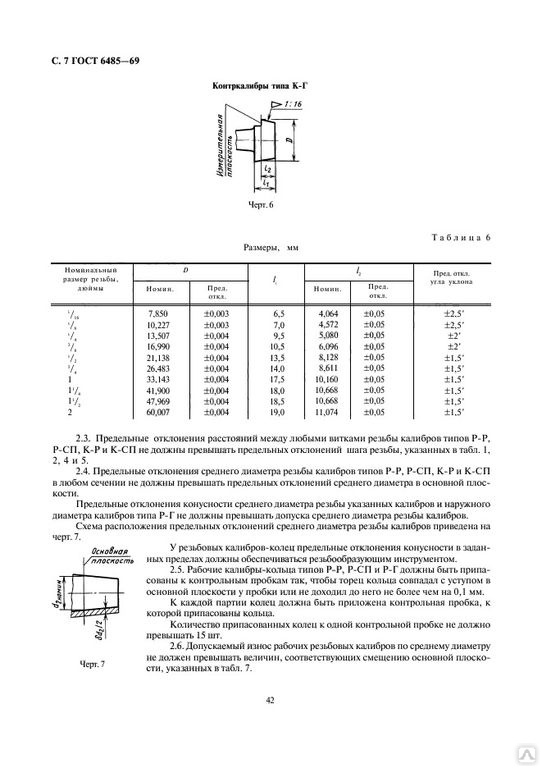 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Строительный, рабочий, ручной инструмент.ГОСТ на измерительный инструмент
Тел. +7 (8362) 75-85-84
+7 (8362) 41-53-63
Факс (8362) 64-96-20
Корзина пуста.
Корзина пуста.
| Калибры гладкие для размеров до 500 мм. Допуски. ГОСТ 24853-81 |
| Калибры гладкие для размеров до 500 мм. Исполнительные размеры. ГОСТ 21401-75 |
| Калибры гладкие для размеров свыше 500 до 3150 мм. Допуски. ГОСТ 24852-81 |
| Калибры гладкие для размеров свыше 500 мм. Допуски. ГОСТ 13810-68 |
| Калибры гладкие для цилиндрических отверстий и валов. Виды. ГОСТ 24851-81 |
| Калибры гладкие нерегулируемые. Технические требования. ГОСТ 2015-84 |
Калибры для дюймовой резьбы с углом профиля 55 град. Допуски. ГОСТ 1623-89 Допуски. ГОСТ 1623-89 |
| Калибры для замковой резьбы. Виды. Основные размеры и допуски. ГОСТ 8867-89 |
| Калибры для изделий из древесины и древесных материалов. Технические условия. ГОСТ 15876-90 |
| Калибры для конических соединений. Допуски. ГОСТ 24932-81 |
| Калибры для конической дюймовой резьбы с углом профиля 60 град. Типы. Основные размеры и допуски. ГОСТ 6485-69 |
| Калибры для конической резьбы вентилей и баллонов для газов. Допуски. ГОСТ 24998-81 |
| Калибры для конической резьбы. Технические условия. ГОСТ 24672-81 |
| Калибры для контроля расположения поверхностей. Допуски. ГОСТ 16085-80 |
| Калибры для контроля шлицевых прямобочных соединений. Допуски. ГОСТ 7951-80 |
| Калибры для контроля шлицевых эвольвентных соединений с углом профиля 3О градусов. Допуски. ГОСТ 24969-81 |
Калибры для конусов инструментов. Технические условия. ГОСТ 2849-94 Технические условия. ГОСТ 2849-94 |
| Калибры для конусов с конусностью 7:24. Технические условия. ГОСТ 20305-94 |
| Калибры для круглой резьбы диаметром 12 мм. Основные размеры и допуски. ГОСТ 13798-68 |
| Калибры для круглой резьбы. Допуски. ГОСТ 28094-89 |
| Калибры для метрической конической резьбы. Допуски. ГОСТ 24475-80 |
| Калибры для метрической резьбы диаметром менее 1 мм. Допуски. ГОСТ 3199-84 |
| Калибры для метрической резьбы от 1 до 68 мм. Исполнительные размеры. ГОСТ 18465-73 |
| Калибры для метрической резьбы свыше 68 до 200 мм. Исполнительные размеры. ГОСТ 18466-73 |
| Калибры для метрической резьбы. Допуски. ГОСТ 24997-81 |
| Калибры для многозаходной трапецеидальной резьбы. Допуски. ГОСТ 27298-87 |
| Калибры для однозаходной трапецеидальной резьбы. Допуски. ГОСТ 10071-89 |
Калибры для резьбы Эдисона круглой. Основные размеры. ГОСТ 25578-83 Основные размеры. ГОСТ 25578-83 |
| Калибры для соединений бурильных труб со стабилизирующими поясками и замков к ним. Технические условия. ГОСТ 22634-77 |
| Калибры для соединений с трапецеидальной резьбой насосно-компрессорных труб и муфт к ним. Типы, основные размеры и допуски. ГОСТ 25576-83 |
| Калибры для соединений с трапецеидальной резьбой обсадных труб и муфт к ним. Типы, основные размеры и допуски. ГОСТ 25575-83 |
| Калибры для треугольной резьбы бурильных труб с высаженными концами и муфт к ним. Типы, основные размеры и допуски. ГОСТ 10653-84 |
| Калибры для треугольной резьбы насосно-компрессорных труб и муфт к ним. Типы. Основные размеры и допуски. ГОСТ 10654-81 |
| Калибры для треугольной резьбы обсадных труб и муфт к ним. Типы. Основные размеры и допуски. ГОСТ 10655-81 |
Калибры для трубной конической резьбы. Типы. Основные размеры и допуски. ГОСТ 7157-79 ГОСТ 7157-79 |
| Калибры для трубной цилиндрической резьбы. Допуски. ГОСТ 2533-88 |
| Калибры для упорной резьбы. Допуски. ГОСТ 10278-81 |
| Калибры для упорной резьбы. Исполнительные размеры. ГОСТ 17381-84 |
| Калибры для упорной усиленной резьбы. Допуски. ГОСТ 14747-88 |
| Калибры для цилиндрических резьб. Виды. ГОСТ 24939-81 |
| Калибры для шлицевых валов и отверстий с эвольвентным профилем. Допуски. ГОСТ 6528-53 |
| Калибры для шлицевых соединений. Технические условия. ГОСТ 24959-81 |
| Калибры для шпоночных соединений. Допуски. ГОСТ 24109-80 |
| Калибры комплексные для контроля шлицевых прямобочных соединений. Виды, основные размеры. ГОСТ 24960-81 |
| Калибры пазовые для размеров до 3 мм. Конструкция и размеры. ГОСТ 24967-81 |
Калибры пазовые для размеров св. 3 до 50 мм. Конструкция и размеры. ГОСТ 24121-80 ГОСТ 24121-80 |
| Калибры пазовые для размеров свыше 3 до 18 мм. Конструкция и размеры. ГОСТ 24968-81 |
| Калибры пазовые шпоночные для размеров от 1 до 3 мм. Конструкция и размеры. ГОСТ 24120-80 |
| Калибры предельные гладкие для валов и отверстий классовточности 1-3а.Обозначения. Расположение полей допусков. Правила применения. ГОСТ 7660-55 |
| Калибры предельные гладкие для отверстий менее 1 мм. Допуски. ГОСТ 5939-51 |
| Калибры предельные для глубин и высот уступов. Допуски. ГОСТ 2534-67 |
| Калибры предельные для глубин и высот уступов. Допуски. ГОСТ 2534-77 |
| Калибры предельные для изделий из древесины и древесных материалов. Допуски. ГОСТ 14025-84 |
| Калибры резьбовые. Технические условия. ГОСТ 2016-86 |
| Калибры-глубиномеры для сегментных шпоночных пазов. Конструкция и размеры. ГОСТ 24119-80 |
Калибры-глубиномеры шпоночные для валов диаметром от 6 до 200 мм. Конструкция и размеры. ГОСТ 24118-80 Конструкция и размеры. ГОСТ 24118-80 |
| Калибры-глубиномеры шпоночные для отверстий диаметром от 3 до 10 мм. Конструкция и размеры. ГОСТ 24115-80 |
| Калибры-глубиномеры шпоночные для отверстий диаметром св. 10 до 90 мм. Конструкция и размеры. ГОСТ 24116-80 |
| Калибры-глубиномеры шпоночные для отверстий диаметром св. 90 до 200 мм. Конструкция и размеры. ГОСТ 24117-80 |
| Калибры-нутромеры сферические непроходные диаметром свыше 100 до 360 мм. Конструкция и размеры. ГОСТ 14827-69 |
| Калибры-призмы шпоночные для валов диаметром св. 22 до 200 мм. Конструкция и размеры. ГОСТ 24114-80 |
| Калибры-призмы шпоночные для валов диаметром св. 8 до 22 мм. Конструкция и размеры. ГОСТ 24113-80 |
| Калибры-пробки гладкие двусторонние с вклеенными вставками диаметром от 0,30 до 0,95 мм. Конструкция и размеры. ГОСТ 17737-72 |
Калибры-пробки гладкие двусторонние с неполными непроходными вставками диаметром свыше 6 до 50 мм. Конструкция и размеры. ГОСТ 14811-69 Конструкция и размеры. ГОСТ 14811-69 |
| Калибры-пробки гладкие двусторонние с разрезными втулками и вставками диаметром от 0,10 до 0,95 мм. Конструкция и размеры. ГОСТ 17736-72 |
| Калибры-пробки гладкие двусторонние со вставками диаметром от 0,3 до 0,95 мм. Конструкция и размеры. ГОСТ 17740-72 |
| Калибры-пробки гладкие двусторонние со вставками диаметром от 1 до 6 мм. Конструкция и размеры. ГОСТ 14807-69 |
| Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм. Конструкция и размеры. ГОСТ 14810-69 |
| Калибры-пробки гладкие двусторонние со вставкой ПР, оснащенной твердым сплавом, диаметром от 6,3 до 50 мм. Конструкция и размеры. ГОСТ 16780-71 |
| Калибры-пробки гладкие непроходные неполные диаметром свыше 75 до 300 мм. Конструкция и размеры. ГОСТ 14823-69 |
Калибры-пробки гладкие непроходные неполные с накладками диаметром свыше 160 до 360 мм. Конструкция и размеры. ГОСТ 14825-69 Конструкция и размеры. ГОСТ 14825-69 |
| Калибры-пробки гладкие непроходные неполные штампованные диаметром свыше 75 до 160 мм. Конструкция и размеры. ГОСТ 14821-69 |
| Калибры-пробки гладкие непроходные с насадками диаметром свыше 50 до 100 мм. Конструкция и размеры. ГОСТ 14816-69 |
| Калибры-пробки гладкие непроходные с неполными вставками диаметром свыше 50 до 75 мм. Конструкция и размеры. ГОСТ 14814-69 |
| Калибры-пробки гладкие непроходные с неполными насадками диаметром свыше 50 до 100 мм. Конструкция и размеры. ГОСТ 14819-69 |
| Калибры-пробки гладкие непроходные со вставками диаметром от 0,3 до 0,95 мм. Конструкция и размеры. ГОСТ 17739-72 |
| Калибры-пробки гладкие непроходные со вставками диаметром от 1 до 6 мм. Конструкция и размеры. ГОСТ 14809-69 |
| Калибры-пробки гладкие непроходные со вставками диаметром свыше 50 до 75 мм. Конструкция и размеры. ГОСТ 14813-69 |
Калибры-пробки гладкие односторонние листовые диаметром свыше 50 до 250 мм. Конструкция и размеры. ГОСТ 14826-69 Конструкция и размеры. ГОСТ 14826-69 |
| Калибры-пробки гладкие проходные неполные диаметром свыше 100 до 300 мм. Конструкция и размеры. ГОСТ 14822-69 |
| Калибры-пробки гладкие проходные неполные с накладками диаметром свыше 160 до 360 мм. Конструкция и размеры. ГОСТ 14824-69 |
| Калибры-пробки гладкие проходные неполные штампованные диаметром свыше 100 до 160 мм. Конструкция и размеры. ГОСТ 14820-69 |
| Калибры-пробки гладкие проходные с насадками диаметром свыше 50 до 100 мм. Конструкция и размеры. ГОСТ 14815-69 |
| Калибры-пробки гладкие проходные со вставками диаметром от 0,3 до 0,95 мм. Конструкция и размеры. ГОСТ 17738-72 |
| Калибры-пробки гладкие проходные со вставками диаметром от 1 до 6 мм. Конструкция и размеры. ГОСТ 14808-69 |
| Калибры-пробки гладкие проходные со вставками диаметром свыше 50 до 75 мм. Конструкция и размеры. ГОСТ 14812-69 |
Калибры-пробки гладкие штампованные непроходные с насадками диаметром свыше 50 до 100 мм. Конструкция и размеры. ГОСТ 14818-69 Конструкция и размеры. ГОСТ 14818-69 |
| Калибры-пробки гладкие штампованные проходные с насадками диаметром свыше 50 до 100 мм. Конструкция и размеры. ГОСТ 14817-69 |
| Калибры-пробки гладкие, оснащенные твердым сплавом, для диаметров от 1 до 6 мм. Размеры. ГОСТ 16778-93 |
| Калибры-пробки шпоночные диаметром от 9 до 18 мм. Конструкция и размеры. ГОСТ 24110-80 |
| Калибры-пробки шпоночные диаметром св. 18 до 56 мм. Конструкция и размеры. ГОСТ 24111-80 |
| Калибры-пробки шпоночные диаметром св. 56 до 125 мм. Конструкция и размеры. ГОСТ 24112-80 |
| Калибры-скобы гладкие регулируемые. Технические условия. ГОСТ 2216-84 |
| Калибры-скобы гладкие, оснащенные твердым сплавом, для диаметров от 3 до 180 мм. Размеры. ГОСТ 16775-93 |
| Калибры-скобы двусторонние для длин свыше 10 до 360 мм. Конструкция и размеры. ГОСТ 18356-73 |
Калибры-скобы двусторонние для длин свыше 300 до 500 мм. Конструкция и размеры. ГОСТ 18357-73 Конструкция и размеры. ГОСТ 18357-73 |
| Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры. ГОСТ 18360-93 |
| Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры. ГОСТ 18365-93 |
| Калибры-скобы одностороние двупредельные для длин свыше 10 до 360 мм. Конструкция и размеры. ГОСТ 18355-73 |
| Калибры-скобы составные для диаметров от 1 до 6 мм. Размеры. ГОСТ 18358-93 |
| Калибры-скобы штампованные для диаметров свыше 10 до 180 мм. Размеры. ГОСТ 18367-93 |
| Кольца резьбовые с полным профилем для трубной цилиндрической резьбы диаметром от 1/16″ до 3 3/4″. Конструкция и основные размеры. ГОСТ 18929-73 |
| Кольца резьбовые с полным профилем для трубной цилиндрической резьбы диаметром от 4″ до 6″. Конструкция и основные размеры. ГОСТ 18931-73 |
Кольца резьбовые с полным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры. ГОСТ 17763-72 Конструкция и основные размеры. ГОСТ 17763-72 |
| Кольца резьбовые с полным профилем резьбы диаметром от 105 до 300 мм. Конструкция и основные размеры. ГОСТ 17765-72 |
| Кольца резьбовые с укороченным профилем для трубной цилиндрической резьбы диаметром от 1/16″ до 3 3/4″. Конструкция и основные размеры. ГОСТ 18930-73 |
| Кольца резьбовые с укороченным профилем для трубной цилиндрической резьбы диаметром от 4″ до 6″. Конструкция и основные размеры. ГОСТ 18932-73 |
| Кольца резьбовые с укороченным профилем резьбы диаметром от 105 до 300 мм. Конструкция и основные размеры. ГОСТ 17766-72 |
| Кольца резьбовые с укороченным профилем резьбы диаметром от 2 до 100 мм. Конструкция и основные размеры. ГОСТ 17764-72 |
| Пробки двусторонние резьбовые со вставками для трубной цилиндрической резьбы диаметром от 1/16″ до 1 1/2″. Конструкция и основные размеры. ГОСТ 18924-73 |
Пробки листовые двусторонние диаметром от 14 до 98 мм. Конструкция и размеры. ГОСТ 24961-81 Конструкция и размеры. ГОСТ 24961-81 |
| Пробки непроходные неполные диаметром от 1О2 до 125 мм. Конструкция и размеры. ГОСТ 24963-81 |
| Пробки проходные неполные диаметром от 1О2 до 125 мм. Конструкция и размеры. ГОСТ 24962-81 |
| Пробки резьбовые с насадками с полным профилем для трубной цилиндрической резьбы диаметром от 1 3/4″ до 3 3/4″. Конструкция и основные размеры. ГОСТ 18925-73 |
| Пробки резьбовые с насадками с укороченным профилем для трубной цилиндрической резьбы диаметром от 1 3/4″ до 3 3/4″. Конструкция и основные размеры. ГОСТ 18926-73 |
| Пробки резьбовые с полным профилем для трубной цилиндрической резьбы диаметром от 4″ до 6″. Конструкция и основные размеры. ГОСТ 18927-73 |
| Пробки резьбовые с полным профилем резьбы диаметром от 105 до 300 мм. Конструкция и основные размеры. ГОСТ 17761-72 |
Пробки резьбовые с полным профилем резьбы диаметром от 52 до 100 мм. Конструкция и основные размеры. ГОСТ 17759-72 Конструкция и основные размеры. ГОСТ 17759-72 |
| Пробки резьбовые с укороченным профилем для трубной цилиндрической резьбы диаметром от 4″ до 6″. Конструкция и основные размеры. ГОСТ 18928-73 |
| Пробки резьбовые с укороченным профилем резьбы диаметром от 105 до 300 мм. Конструкция и основные размеры. ГОСТ 17762-72 |
| Пробки резьбовые с укороченным профилем резьбы диаметром от 52 до 100 мм. Конструкция и основные размеры. ГОСТ 17760-72 |
| Пробки резьбовые со вставками двусторонние диаметром от 2 до 50 мм. Конструкция и основные размеры. ГОСТ 17758-72 |
| Пробки резьбовые со вставками с полным профилем для трубной цилиндрической резьбы диаметром от 1/16″ до 4″.Конструкция и основные размеры. ГОСТ 18922-73 |
| Пробки резьбовые со вставками с полным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры. ГОСТ 17756-72 |
Пробки резьбовые со вставками с укороченным профилем для трубной цилиндрической резьбы диаметром от 1/16″ до 4″. Конструкция и основные размеры. ГОСТ 18923-73 Конструкция и основные размеры. ГОСТ 18923-73 |
| Пробки резьбовые со вставками с укороченным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры. ГОСТ 17757-72 |
| Проволочки и ролики. Технические условия. ГОСТ 2475-88 |
| Ручки ввертные для калибров-пробок и колец. Конструкция и основные размеры. ГОСТ 17767-72 |
| Ручки двусторонние для гладких калибров-пробок с вклеенными вставками диаметром до 1 мм. Конструкция и размеры. ГОСТ 17742-72 |
| Ручки двусторонние для гладких калибров-пробок с разрезными втулками. Конструкция и размеры. ГОСТ 17741-72 |
| Ручки для сферических нутромеров. Конструкция и размеры. ГОСТ 14752-69 |
| Ручки круглые и шестигранные для калибров-пробок. Конструкция и размеры. ГОСТ 14748-69 |
| Ручки односторонние для насадных калибров. Конструкция и размеры. ГОСТ 14749-69 |
Ручки односторонние пластмассовые для насадных калибров. Конструкция и размеры. ГОСТ 14750-69 Конструкция и размеры. ГОСТ 14750-69 |
| Ручки-накладки для гладких неполных пробок. Конструкция и размеры. ГОСТ 14751-69 |
| Ручки-накладки для калибров скоб. Конструкция и размеры. ГОСТ 18369-73 |
| Скобы двусторонние для контроля внутреннего диаметра шлицевых валов с прямобочным профилем при центрировании по d. Конструкция и размеры. ГОСТ 24965-81 |
| Скобы двусторонние для контроля толщины зубьев шлицевых валов с прямобочным профилем. Конструкция и размеры. ГОСТ 24966-81 |
| Скобы непроходные для контроля внутреннего диаметра шлицевых валов с прямобочным профилем при центрировании по D или b. Конструкция и размеры. ГОСТ 24964-81 |
| Уровни строительные. Технические условия. ГОСТ 9416-83 |
OSG Манометр с резьбовой пробкой, тип резьбы метрический, размер резьбы M4 x 0,70, класс резьбы 6H — 33ZN94|1500200300
ОСГ
- Вещь #
33ЗН94 - производитель Модель #
1500200300
UNSPSC #
41111619
- № страницы каталога
Н/Д
Страна происхождения
Варьируется.
Страна происхождения может быть изменена.
Эти калибры-пробки с резьбой используются для проверки и проверки крупной и мелкой внутренней метрической резьбы. Доступны отдельные проходные или непроходные калибровочные элементы или сборки с одно- или двухкалиберными элементами с ручкой.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ОСГ
- Вещь #
33ЗН94 - производитель Модель #
1500200300
UNSPSC #
41111619
- № страницы каталога
Н/Д
Страна происхождения
Варьируется.
Страна происхождения может быть изменена.
Эти калибры-пробки с резьбой используются для проверки и контроля крупной и мелкой внутренней метрической резьбы. Доступны отдельные проходные или непроходные калибровочные элементы или сборки с одно- или двухкалиберными элементами с ручкой.
(PDF) Расчет размеров рабочего калибра для проверки метрической резьбы
L ПРОМЕЖУТОЧНЫЕ И УГЛОВЫЕ ИЗМЕРЕНИЯ
РАСЧЕТ РАБОЧИХ РАЗМЕРОВ ДЛЯ ПРОВЕРКИ МЕТРИЧЕСКИХ
РЕЗЬБЫКудинова Г.С. УДК 621.753.3.001.24
1 января 1983 г. ГОСТ 24997-81 «Калибры для метрических резьб:
Допуски» внедрялись в промышленности, которая была разработана
из одноименного СТ СЭВ 2647-80, что соответствует ISO
1502. Этот стандарт полностью удовлетворяет упраздненному ГОСТу
18107-72 в части калибров для метрической резьбы с
пространство. Отличие от СТ СЭВ 2647-80 в том, что в стандарте
дополнены некоторыми положениями о расчете калибра
размеры, которые позволяют полностью связать работу
размеры калибров, рассчитанные от этого стандарта до
рабочие калибров по ГОСТ 18465-73 «Калибры для
Резьба метрическая от i до 68 мм: Рабочие размеры» и ГОСТ
18466-73 «Калибры для метрической резьбы свыше 68 и до 200 мм:
Рабочие размеры». Таким образом, новый стандарт не требует
Таким образом, новый стандарт не требует
пересмотр любой конструкторской или технологической документации или внесение изменений в
оборудование на заводах по изготовлению манометров. Тем не менее авторы
стандарта касается многих тем, касающихся расчета
рабочих размеров в соответствии с формулами, приведенными в
стандарт. В этой статье я даю пояснения и рекомендации по
расчет рабочих габаритов и рассмотрим пример для
конкретный калибр.Общие аспекты расчета калибровочных диаметров. Когда один
рассчитывает рабочие диаметры по ГОСТ 24997-81
формул (таблицы i0 и ii) следует определить минимальное
предельный размер для калибра-кольца и максимальный предельный размер для
вилку (см. примечание 3 к таблице i0 и примечание i к таблице II), т. е.
номинальный диаметр калибра-кольца уменьшен, а калибра-пробки
увеличивается на половину допуска. Предельные отклонения будут
односторонний: положительный для калибров-колец и отрицательный для калибров-пробок.Внутренний диаметр калибра-пробки и наружный диаметр
для кольца приведены по формулам ГОСТ 24997-81 (в
соответствии с ST S~V и ISO) по отношению к канавке или
радиус, а в ГОСТ 18465-73 и ГОСТ 18466-73 значения
соответственно для внутреннего или внешнего диаметра (см.
чертежи 1-4 ГОСТ 24997-81), поэтому при расчете
рабочих диаметров, H/6 и H/12 в этих формулах должны быть
Исключенный. Это отражено в пунктах 5 и 6 в справке.
приложение к ГОСТ 24997-81.В соответствии с этим стандартом (примечание 2 к таблице 5) один
ограничивает количество калибров для данного размера резьбы для данного
базовое отклонение по среднему диаметру путем проектирования проходных калибров
исходя из допусков на наименьшую точность. За
например, калибры с полем допуска 8ч разработаны на основе
допусков по точности 6, что подразумевает и ГОСТ
18465-73 и ГОСТ 18466-73, в которых такие калибры с допуском
диапазоны 6h и 8h объединены в одну строку.Расчеты по изношенным датчикам. ГОСТ 24997-81 дает формулы для
вычисление изношенного среднего диаметра для калибра-пробки PR или NE.
износ по среднему диаметру там можно определить с помощью К-I и
КИ-НЕ соответственно проверьте манометры. Следовательно, в ГОСТ 24997-81
(как и в СТ СЭВ и ИСО) не приведены формулы, определяющие износ
калибров- колец ПР и НЭ. Предельные значения износа
Предельные значения износа
средние диаметры там (WGo и WNG) приведены в таблице 5 в
ГОСТ 24997-81, по которому можно рассчитать степень износа
и размеры калибров К-И и КИ-НЭ. Когда человек вычисляет
В последнем случае значения WGO и WNG следует брать из таблицы 5 для
калибры-кольца (см. примечание 4 к таблице и0 ГОСТ 24997-81).Что касается износа внутреннего диаметра калибров- колец PR или
наружный диаметр для штекеров ПР, рабочих нет
формулы в советских или международных стандартах. Степень
износ заложен в ГОСТ 18465-73 и ГОСТ 18466-73 на основании
существующей практики изготовления и использования калибров.При необходимости калибровочный износ можно установить либо по
производственный допуск на соответствующий диаметр или
аналогия с тем, что заложено в ГОСТ 18465-73 и ГОСТ 18466-73.
По ГОСТ 24997-81 и СТ СЭВ 2647-80 не устанавливают значения для
износ контрольных калибров прохода и упора, это можно установить по
снижение толерантности TCp. Там-Перевод с «Измерительная техника», № 9, стр.
 11-14,
11-14,
Сентябрь 1989 г.850 0543-1972/89/3209-0850512.50 9 1990 Пленум Издательство
КорпорацияТАБЛИЦА i. Калибр-кольцо, резьба М24 1,5-8г мм
Калибр
PR(1)
NE(II)
ТАБЛИЦА 2.
Наружный диаметр не менее»
D I ES D+TPL
24—0,032+0,011 =-23,979
D+ES D «PTPL
24—0,032+0,014 = = 23,982
Средний диаметр
Максимум. ,+eS d —Z R — T R/2
23,026—0,032 —0,008— —0,000=22,977
d=+esd=-Td=-T R
23,026—0,032—0,236— —0,023=22,735
Предельное отклонение
-I T R
+0,018
+ T R
+0,023
Предельный размер для изношенного калибра
d, -I-esds—Z R + WGO
23,020—0,032—0,0081″ +0,021=23,007
d=-l-eS dz—T d=— —TR/2″r WNG
23,026—0,032—0,236—
—O,Ol 15-= 0,0195=22,766
Внутренний.диаметр
максимальный предельный размер.
d=+esdt—TR/2
22,376—0,032—0,009 = =22,335
dl-~es a —T,~ — — u= =t
—3TR/2-2F = 23,020—0,032—0,236— —.
 0,03.l 5—0,3=22,424
0,03.l 5—0,3=22,424предельное отклонение
-[ T R
-I-0.018
+2T R
+0,040
Контрольная пробка Калибр, резьба M24 x 1,5-8g мм
Калибр
KPR-PR(2), U-PR(3)
0 NE(3)
K — I (6 )
KNE-PR(12)
KNE-N~(Z3)
K.~-NE(16)
u-~(].o)
Наружный диаметр
Максимальный предельный размер
d+es d -‘r TpL
24—0,032 +0,01 [ = 23,979
d,-I-esd,—Z R+ +TR/_’+ 2Fcl-Tpl/2
23,026—0,032—0,008+ +,0,009+0,3+0,0055=
=23,300
ds’Pes d -Z R+WGO+ +2Ft+TpL/2
23,022—0,0326—0,0326—0,0326
— -0,008+0,021 +0,3+ +0,0056=23,312
d+es d +TpL—B 1 ~
24—0,013a+0,014— 9 -4X021 =23,961
Рис. i
~ 1 ?-‘ ., о, ос ~.
‘ \г/ Рис. 2
ТАБЛИЦА 3. Калибр-пробка, резьба M24 x 1,5-7H
Калибр
PR(21)
Максимальный предельный наружный диаметр
deviation—2TpL
—0,022
—2TpL
~0,028
~ximum limiting dimension
D,+Z pL + T pLI2
23,026+0,012+0,0055=
= 23,044
Диаметр средний I предельный I предельный размер по
отклонение изнашиваемого калибра
—TpL
—0,011
— TpL
—~),014
D,+Z pL—WO0
23,026+0,012—0,021 = =23,020
D,+TD,+T pL/2— — WNG
23,026+0,250+0,007— —0,015—23,268
D+Z PL+T PL
24+0,012+0,011 = 24,023
D,+TD+3TPL/2+2F*
23,014 D,+TD+3TPL/2+2F*
23,014 D,+TD+3TPL/2+2F*
23,014 D,+TD+3TPL/2+2F*
23,014 D,+TD+3TPL/2+2F*
23,014 D,+TD+3TPL/2+2F*
23366. 0,260+ 0,021 + +0.
 3—23.597′
3—23.597′Di+TD +TpL
23.026+0.260+0.014— ~23.290
Internal diameter not more than
Dt
22,376
Dl
22,376
Прежде можно рассчитать рабочие размеры, как указано в
ГОСТ 18465-73 и ГОСТ 18466-73 за счет уменьшения допуска на
средние диаметры для калибров-пробок КПР-ПР, КНЭ-ПР, У-ПР, У-НЭ
на 1/3 TCp за счет предельного отклонения, которое принимается
как 2/3 TCP. Эта ситуация отражена в примечании i к таблице 5 в
ГОСТ 24997-81.Так же есть пункт, никак не отраженный в ГОСТ
24997-81 тем, что средние диаметры непроходных калибров
типов КПР-НЭ, КНЭ-НЭ, К-И и К I-НЭ по ГОСТ 18465:73
и ГОСТ 18466-73 отличаются на 1-2 мкм от рассчитанных по
ГОСТ 24997-81 формул, потому что формула в Таблице i0 имеет 1/3 TCp
добавлен, а не TCP/2, что уменьшает допуски на среднее
диаметров этих калибров примерно на 30% и, соответственно,
предельные отклонения составляют 2/3 TCp, а не TCp.Этот пункт связан со стандартной практикой в Советском Союзе.

промышленность изготовления непроходных калибров, которая была принята при составлении
ГОСТ 18107-72. Следовательно, точность, достигаемая в этих датчиках
в советской промышленности сохранялась, а с введением ГОСТ
24997-81, рабочие размеры этих калибров приведены по ГОСТ
18465-73 и ГОСТ 18466-73 остаются без изменений.Расчеты калибров с малым шагом резьбы и большим
Допуски на средний диаметр. Примечание 6 к таблице i0 и примечание 2 к таблице
ii в ГОСТ 24997-81 означают увеличение наружного диаметра
для калибров- колец NE и проверьте калибры-пробки KNE-PR или увеличьте
внутренние диаметры в калибрах-пробках NE.Следующие формулы используются для расчета снижения B в
наружный диаметр для калибров- колец NE или B I для контрольной пробки KNE-PR
калибров (см. рис. i, где I — наружный диаметр
номинальный профиль резьбы, II номинальный профиль резьбы и III
профиль резьбы в калибре-кольце СВ):B =HI4— (Td-~-O .05ctg =12) ; Bi ,=H/4—(Td,.q-Tt~ +0,005ctg
~12), (i), где H — высота исходного треугольника для номинального
профиль резьбы, T d – допуск 2 на средний диаметр резьбы.
наружная резьба, T R – допуск на изготовление среднего
диаметр резьбы для калибра-кольца NE и 0,05 cot ~/2 составляет
максимально допустимое уменьшение наружного диаметра НЭ
кольцевой калибр.852
Формула увеличения внутреннего
диаметр калибра-пробки СВ (рис. 2, где I — номинальный
профиль резьбы, II профиль резьбы в калибре-пробке NE,
и III внутренний диаметр номинального профиля резьбы):E=To,q-TpLqO.~ctg~/2~H/2, где T D — допуск на
средний диаметр внутренней резьбы, Тпл допуск 2 дюйма
изготовление среднего диаметра резьбы в калибре-пробке NE,
0,05 ctg~/2 — максимально допустимое увеличение
внутренний диаметр калибра-пробки NE.Если B и B I положительные, не следует снижать внешний
диаметр резьбы, а если они отрицательные, то следует
уменьшить наружный диаметр калибров- колец NE и заглушки KNE-PR
на ту же сумму. На практике наружный диаметр
уменьшается для калибра-кольца с шагом резьбы до 1,25 мм, тогда как
что не делается для калибра-кольца с шагом резьбы более 1,25 мм.
потому что нарезание канавки обеспечивает подходящий калибр без уменьшения
наружный диаметр. Если можно сделать манометр с
канавка на наружном диаметре, возможно, нет необходимости уменьшать
наружный диаметр калибра-кольца с шагом резьбы менее
1,25 мм.Если значение Е положительное, внутренний диаметр калибра-пробки NE равен
увеличилась на эту сумму. Если он отрицательный, внутренний диаметр равен
не увеличился. Увеличивают его в основном в калибрах-пробках, имеющих
шаг резьбы 0,5 мм.Замена диапазона допуска 5H6H для калибра-пробки на 5H. Один
можно сделать эту замену как в ГОСТ 18465-73 из-за
аналогичная замена на введение ГОСТ 16093-81 «Метрические
Резьба: Допуски: Фитинги с зазорами», которая была основана на
СТ СЭВ 640-77.Калибр-пробка с резьбой 5H подходит для контроля резьбы
с полем допуска 5Н или 5Х6Н, т.к. рабочие размеры
калибры-пробки PR и NE рассчитываются из допусков на
средний диаметр резьбы, которые в этом случае идентичны для 5H
и диапазоны допусков 5H6H.
3 d+es 90 d -Td,+TpL
24-0,032—0,236+ +0,0fl4—23,746
d+es d -T d —T R/2+ *WNo+TpL
24-0,032—0,236- — —‘O,O 115+0,0198+
+0,014=23,754
d+e$ d —T d —T R/2+ +TpL
24—0,032—0,236— —0,0118+0,014=23,734
размеры предельных максимальных предельных отклонений
-2TpL df+eSd —Z R — — ,n+ + T cp/2
— 0,022 -TPL
—0. O11
O11
-TPL
—0,011
-2TPL
—0,028
—2TPL
—0,028
—2TPL
-028
—2TPL
-028
—2TPL 9000 3
-028
—2T
—2TpL
— -0,028
23,026—0,0T2—0,008— —0,018 +0,0045=22,972
ds+eS d —Z R -t- T R /2+ + TCP/3
23,026—0,03t2—.0,008 + +0,’009+0,003=22,998
I
d=+esdf—Z R 4-WGO + +Tcp/3
23,026—0,026—0,026 —0,008+ +0,021 +0,003=23,010
I
d=+esd, —T ds — T R 12— —m+Tcp/2
23,026—,0,032 —0,236— — 0,0115—0,022+0,006 =
= 22,730 I
DS+ES DS-T D =+TCP/3
23,026—0,032—0,236+0,004 = 22,762
I
+0,004 = 22,762
I
+0,004 = 22,762
I
+0 004 = 22,762
I
9
+0,004 = 22,762
I
9
+0,004 = 22,762
I 9000 336+0,004 = 22,762
I 9000 336+0,004 = 22,762
I 9000 336. —T d,—T R /2+ +WNG + T cpl3
28,026—0,0~2—0,236— —0,0118-1-0,0195+0,004=
=22,770
d=+esd,—T d —T R /2
23,026—0,032—0,236— . —0,0115=22,740
—0,0115=22,740
4 Средний диаметр предельный размер! не более отклонения для изношенных
калибр
—2/3Tcp ds+es # —Z R —m— d ,+es d t— ZR —m —T cpI2
—0,006 23,026—0,032—0,008— 22,376—0,032—0,008—
—0,018—0,0045=22,964 -0,018=22,318
—2/3Tcl,
—0,006
— 2/3Tc p
—0,000
d,q eS d —Z R —m
22,376—‘0,032—0,008— — -0 ,018=22,318
I
d,+es dt — — r R 12
- 2,003114 —0,032—0,009=
=22,335
-2/3Tcp ds JfeS ds—Td= —m— d,+eS dt—Tde — —Tcp/2 —T R
/2-м
—0,008 23,026—0,032—0,236— 22,376—0,032—0,236—
«—0,0115—0,022—0,006= —0,0115—0,022=22,074
=22,718 i
—2/3Tcp __ d=+esd I —T de
— -0,008 22,376—0,032—0,238~ — -22,108
I I
—2/3T cp
—0,008
da+eSde—T d,—T R /2— —TCp
23,026—0,032—0,236— — 0,0115—0,012=22,734
d,4-esdl—‘f d=
99,376—0,032—0,236— ~22,108
dt+esd,—T d,
2,20,14 —0,236— =оо,108
-213ТОр
—0,008
В1 рассчитано согласно (i).
851
