Калькулятор окраска швеллера: Калькулятор расчёта веса и площади окраски поверхностей металла
Содержание
антикоррозийная окраска, расчет площади, технология, видео и фото
Контроль качества
5.1. Контроль качества лакокрасочного покрытия производят пооперационно и окончательно окрашенного изделия визуальным методом на отсутствие потеков, сорности, непрокрашенных мест, отслаивания, пузырей.
5.2. Контроль толщины покрытия производят толщиномерами различного типа. Расход краски при двухразовом нанесении — (150-180) г/м2.
5.3. Цвет покрытия определяют методом визуального сравнивания с выбранным эталоном цвета «Картотеки» при естественном или искусственном дневном рассеянном свете.
5.4. Краски «Полифан» после высыхания должны образовывать ровную, однородную матовую или полуматовую поверхность.
ОФОРМЛЕНИЕ ДОКУМЕНТАЦИИ
5.1. Выполнение контрольных
операций и результаты контроля оформляются документально на всех стадиях работы
по нанесению лакокрасочных материалов.
В рабочем журнале (ЖУРНАЛ РАБОТ по гидроизоляции,
антикорозионной защите, окраске стальных конструкций) прораб (мастер) либо
инспектор (ответственное лицо ЗАКАЗЧИКА) ежедневно отмечает все работы, которые
ему пришлось выполнять в течение дня, с указанием даты и времени.
5.2. Акты контроля и приемки
оформляются на отдельные этапы работы, соответствующие подготовке поверхности
под окраску и, как правило, нанесению каждого слоя системы покрытия. В акте
отмечаются результаты технологического процесса нанесения лакокрасочных
материалов и качества сформированных покрытий, включая:
—
марки и качество используемых материалов;
—
работоспособность оборудования, технологической оснастки и приборов контроля;
—
параметры технологического процесса;
—
качество подготовки поверхности под окраску и нанесения каждого слоя покрытия
по основным показателям;
—
качество полностью сформированного покрытия по основным показателям.
В
акте делается заключение о соответствии качества окрасочных работ требованиям
стандартов и Технологического Регламента и принятии конкретного объема работ.
В случае
каких-либо отклонений от требований стандартов или технологического Регламента
на выполнение окрасочных работ, которые не были исправлены по замечаниям
инженера-резидента (инспектора), оформляется УВЕДОМЛЕНИЕ о нарушении требований
нормативных документов.
5.3. По окончании окрасочных работ, т.е. приемке
представителем ТЕХНАДЗОРА ЗАКАЗЧИКА (инспектором) полностью сформированного
лакокрасочного покрытия, оформляется сводный отчет о контроле качества
выполнения окрасочных работ на объекте. В сводный отчет заносятся вся основная
информация об организации работы и значения основных параметров по всему
технологическому процессу. При необходимости к сводному отчету прикладываются
фотографии наиболее характерных (или спорных) участков очищенной или окрашенной
поверхности.
Подготовка металлоконструкций к окрашиванию
На начальном этапе с поверхности металла удаляется старая краска, загрязнения и ржавчина. Ее можно удалить разными способами, включая металлические щетки и шкурки № 12, 16 и 25 (для механической обработки поверхностей).
Химический метод удаления оксида железа – преобразователи ржавчины на основе фосфорной кислоты. После обработки используется спиртовая смывка. Другой вариант – пескоструйная обработка спецоборудованием перед началом окраска металлоконструкций.
Иногда ржавые поверхности сложно обработать вручную, используется подходящая грунтовка или краска, которую можно наносить на неочищенный металл. В их составе есть антикоррозионные и преобразующие компоненты.
На начальном этапе с поверхности металла удаляется старая краска, загрязнения и ржавчина.
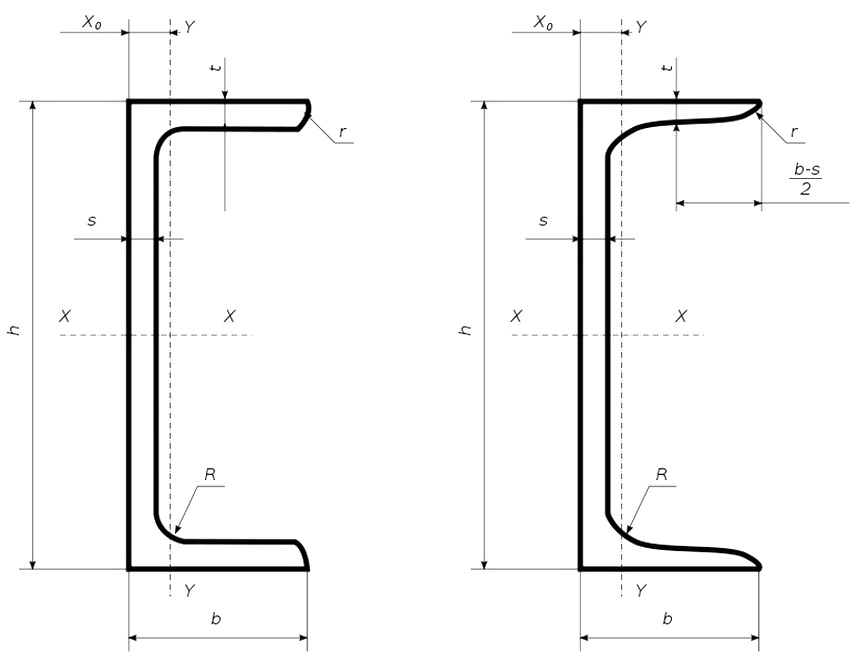
Балки с параллельными гранями полок
(поверхность приведена суммарная со всех сторон)
номер профиля
номер профиля
номер профиля
20Бх
49,1
40Бх
34,9
70Бх
21,0
20Б1
39,4
40Б1
30,8
70Б1
19,1
20Б2
36,7
40Б2
27,8
70Б2
17,4
20Б3
33,6
40Б3
25,5
70Б3
15,8
23Бх
45,9
45Б
32,3
70Б4
14,6
23Б1
38
45Б1
27,5
80Б
19,3
23Б2
35,3
45Б2
24,9
80Б1
17,2
23Б3
32
50Б3
22,8
80Б2
15,5
26Бх
43,2
50Бх
29,3
80Б3
14,2
26Б1
35,9
50Б1
24,8
80Б4
13,1
26Б2
33,3
50Б2
22,8
90Бх
17,8
26Б3
30,4
55Б3
20,3
90Б1
15,7
30Бх
40,7
55Бх
26,7
90Б2
14,5
30Б1
35,4
55Б1
22,6
90Б3
13,2
30Б2
33,0
55Б2
20,8
90Б4
12,0
30Б3
30,1
60Б3
19,1
100Бх
16,7
35Бх
37,8
60Бх
24,4
100Б1
14,4
35Б1
34,4
60Б1
20,5
100Б2
13,0
35Б2
31,1
60Б2
18,6
100Б3
11,7
35Б3
28,4
60Б3
17,2
100Б4
10,6
Краску по металлу какой фирмы лучше выбрать
Полки строительных магазинов не испытывают дефицита, это касается и красок. Но при покупке хочется отдать предпочтение проверенным производителям, которые основательно подходят к разработке своей продукции. По соотношению всех предъявляемых требований лучше всех оказались следующие марки:
Но при покупке хочется отдать предпочтение проверенным производителям, которые основательно подходят к разработке своей продукции. По соотношению всех предъявляемых требований лучше всех оказались следующие марки:
- Panzer – сербская фирма, разрабатывающая материалы для отделочных работ. Инженеры постоянно придумывают новые составы, создавая уникальные формулы. Поэтому их составы нетребовательны к поверхностям и условиям нанесения, а по эксплуатации иной раз превосходят конкурентов.
- Teknos – финская компания, история которой началась в 1948 году. Тогда для начала производства основателям было достаточно арендовать старую птицефабрику. Сегодня она имеет международное значение даже у известных архитекторов. Но не отходит от своих традиций, оставаясь семейным бизнесом.
- Inral – итальянский бренд, выпускающий универсальные эмалевые краски в виде спреев. Руководители уверены, что такой формат наиболее удобный в нанесении и достижении качественного результата.
- Tikkurila – финская компания, основанная в 1862 году.
 Ее основатели начали свой бизнес как маслобойню. Но за 150 произошло много изменений, поэтому сегодня – это крупнейший производитель лакокрасочных материалов по всему миру. Химики стараются создавать экологичные решения для оформления поверхностей.
Ее основатели начали свой бизнес как маслобойню. Но за 150 произошло много изменений, поэтому сегодня – это крупнейший производитель лакокрасочных материалов по всему миру. Химики стараются создавать экологичные решения для оформления поверхностей. - Аквест – российская фирма, работающая с 1998 года. Ежегодно они выпускают более 5000 тонн лакокрасочных материалов. Владельцы стараются поддерживать хорошие показатели, не увеличивая при этом цену
- Graspolimer – российский бренд, занимающийся производством эмалей, наливных полов и защитно-декоративных покрытий. Поэтому их изделия отличаются особой прочностью и долговечностью.
- Teping – российская компания, реализующая бесшовные наливные полы и полимерные материалы. Они тщательно подбирают компоненты с учетом суровых климатических условий и особенностей эксплуатации.
- Hammerite – фирма, положившая начало молотковой краски по металлу. В 1962 химик Ален Форстер проводил эксперименты, в ходе которых ему удалось получить новый состав.
 Его компоненты хорошо боролись с ржавчиной без ее предварительной очистки.
Его компоненты хорошо боролись с ржавчиной без ее предварительной очистки. - Husky – ответвление большого московского производства ЗАО «Декарт». Все этапы разработки выполняются на немецком оборудовании с соблюдением европейский стандартов безопасности. Сегодня под маркой Husky выпускаются 4 разноплановые линейки. На официальном сайте всегда можно связаться с представителем, чтобы получить консультацию.
- Лакра – российский производитель лакокрасочных покрытий. Заводы компании расположены на территории многих стран Европы: Германии, Польши, Франции и других. Поэтому составы постоянно улучшаются, перенимая опыт иностранных коллег.
- Novoсolor – итальянский бренд декоративных покрытий, открывший свое производство в 1982 году. Сейчас разработкой новых формул занимаются 7 заводов. Почти за 30 лет инженерам удалось разработать экологичные составы, применимые для отделочных работ в больницах, детский садах, школах.
Цены на покраску металлоконструкций
| Виды работ | Единицы измерения | Цена, руб |
| Полная зачистка поверхности от ржавчины и неровностей механическим способом (болгарка со стальными щетками) | м2 | от 130 |
| Зачистка поверхности от ржавчины и неровностей ручным способом (шпателями и стальными щетками) | м2 | от 90 |
| Гидродинамическая струйная очистка металлоконструкций (аппаратом высокого давления >350 бар) | м2 | от 50 |
| Пескоструйная очистка металлоконструкций | м2 | от 400 |
| Грунтовка металлоконструкций | м2 | от 75 |
Покраска металлоконструкций безвоздушным методом в 1 слой (аппаратом высокого давления). | м2 | от 120 |
| Покраска металлоконструкций ручным инструментом в 1 слой | м2 | от 150 |
| Комплексная антикоррозийная покраска | м2 | от 300 |
| Огнезащита металлоконструкций | м2 | от 310 |
| Покраска оконных и балконных решеток (по площади решеток) | м2 | от 200 |
| Покраска подоконных отливов (ширина 150 мм) | пог. м. | от 100 |
| Покраска металлических карнизов | м2 | от 100 |
| Покраска металлической кровли | м2 | от 120 |
| Покраска водосточных труб | пог. м. | от 200 |
| Покраска пожарных лестниц | пог. м. | от 250 |
| Покраска заборов | м2 | от 120 |
| Покраска ограждений | м2 | от 120 |
| Покраска канализационных люков с предварительной очисткой | шт. | от 100 |
| Покраска осветительных столбов | пог. м. | от 100 |
Подготовительные мероприятия
Для получения желаемого результата процесс окрашивания должен проводиться с проведением подготовки поверхности
А также выбор краски должен делаться с особым вниманием. Совокупность тщательного выполнения всех этапов поможет получить отличный результат своими руками
Для получения желаемого результата процесс окрашивания должен проводиться с проведением подготовки поверхности.
Выбор краски
До того, как красить металл, требуется провести анализ, какие функции должна будет выполнять покраска, в каких условиях будет эксплуатироваться предмет, вид изделия: забор, авто, двери или другие предметы. Тогда подобрать красящий состав будет проще, и результат будет хорошим.
Популярные и обычные составы, подходящие для покраски были описаны выше. Здесь же будет рассказано о видах, которые отличаются получением особых свойств на поверхности:
- При наличии участка со ржавчиной можно применить смешивание эпоксидки с химическими компонентами, это создаст покрытие, задерживающее дальнейшее распространение поражения и барьер от новых образований;
- Молотковые краски это подвид разных красок.
 Они подходят для предметов, эксплуатируемых на улице, создают прочную защиту от внешних влияний;
Они подходят для предметов, эксплуатируемых на улице, создают прочную защиту от внешних влияний; - Грунт-эмаль, это одно средство, которое включает характеристики грунтовочной смеси и краски;
- Нитрокраски, отличаются высокой токсичностью, поэтому применимы лишь на улице, производят ее исключительно в баллончиках.
Молотковые краски подходят для предметов, эксплуатируемых на улице, создают прочную защиту от внешних влияний.
Материалы и инструменты
Покраску лучше не прерывать, по этой причине заранее заботятся о наличии всех необходимых инструментов и материалов. Нужно будет подготовить следующие предметы:
- Грунтовочный раствор, который будет подходить под поставленную задачу;
- Тара для красящего состава;
- Валик, кисточка. Вторая необходима для покраски труднодоступных мест, валик больше подходит для работы с большими изделиями. Можно выбрать пульверизатор.
Покраску лучше не прерывать, по этой причине заранее заботятся о наличии всех необходимых инструментов и материалов.
Предварительная обработка поверхности
Чтобы покраска не выделила дефекты, которые были на поверхности, от них нужно избавиться. Поэтому проводится подготовительный этап, включающий следующие действия:
- Убираются все загрязнения. Если есть старое покрытие, то его лучше ликвидировать.
- Наносится средство для обезжиривания, следует обработать все участки, снова промывают поверхность.
- После просушки основания наносится шпаклевочная смесь, чтобы получить гладкую основу.
- Далее удаляют ржавый слой, можно нанести преобразователь ржавчины.
- Маленькие изъяны удаляются шлифованием.
Если есть старое покрытие, то его лучше ликвидировать.
Виды красящих составов
Как правильно красить металл, чтобы добиться ожидаемого результата, рассказано ниже. Сначала о достоинствах и недостатках ЛКМ, представленных на строительном рынке. Это всевозможные эмали и специальная краска по металлу с молотковым или противопожарным эффектом. Выпускают быстро и долго сохнущие составы. Покрытия классифицируются по базовой основе и наполнителям. Виды красящих смесей, их характеристики:
Выпускают быстро и долго сохнущие составы. Покрытия классифицируются по базовой основе и наполнителям. Виды красящих смесей, их характеристики:
- Масляные делаются на основе олифы. Экологичные, но недолговечные, склонны к выгоранию и растрескиванию. В микротрещины проникает влага, появляется ржавчина, желтые подтеки. Наносятся на загрунтованную поверхность в два или три слоя.
- Эпоксидные двухкомпонентные содержат органические смолы и отвердитель. После полимеризации образуют плотную эластичную пленку, надежно защищающую сталь. Устойчивы к воздействию агрессивных паров и повышенной влажности, сохраняют свойства в широком температурном диапазоне. Из-за токсичности применяются только для наружных работ. Технология нанесения довольно сложная, требует определенных навыков.
- Алкидные на основе пентафталевого лака бывают матовыми, полуматовыми и блестящими. Характеризуются хорошей укрывающей способностью, легко наносятся. Не требуется предварительного грунтования обработанной поверхности.
 Применяются для внутренних и наружных работ. Существуют ограничения по горючести.
Применяются для внутренних и наружных работ. Существуют ограничения по горючести. - Резиновые изготавливаются на базе битумной смолы, разработаны для наружных работ, обработки фальцевой и металлочерепичной кровли, стенового профиля. Декоративный слой устойчив к истиранию, ультрафиолету, низким температурам. Надежно защищает стальной прокат от осадков.
- Нитроэмаль на основе органического растворителя быстро сохнет, ровно ложится, легко удаляется с поверхности. Минусы: плохая адгезия, неустойчивость к УФ-излучению, характерный запах.
- Молотковая на основе полимерных смол формирует эластичную пленку. Покрытие с эффектом шероховатости устойчиво к повышенной влажности, низким и высоким температурам, воздействию солнечного света. Краска хорошо прилипает, плохо удаляется, наносится без грунтования.
Обратите внимание на: Как покрасить шапку из норки в домашних условиях
Выпускаются специальные ЛКМ, сложные по составу. Грунт-эмаль, краски по ржавчине с преобразователями коррозии, кузнечные полимерные смеси, термостойкие ЛКМ.
Масляная краска
Эпоксидная краска
Алкидная краска
Резиновая краска
Нитроэмаль
Молотковая краска
Этапы окрашивания металлоконструкций
Зачистка металлической поверхности. Проводится для удаления с поверхности металла ржавчины и коррозии. Выполняется несколькими способами:
- ручная зачистка абразивным материалами и инструментами;
- химическая зачистка осуществляется активными веществами, которые вступают в реакцию с ржавчиной, а затем легко удаляются с металлической поверхности;
- механическая зачистка выполняется специальным оборудованием, которое под высоким давлением очищает поверхность металла с помощью воды или песка;
- Обезжиривание очищает поверхность металла от органических соединений и жиров, применяется для увеличения адгезии металла с лакокрасочным составом и грунтовкой.
- Грунтовка металлоконструкций применяется для лучшего сцепления ЛКМ с металлической поверхностью, при необходимости наносится в несколько слоев.
- Окрашивание металлоконструкций чаще всего производится в несколько слоев, причем необходимо, чтобы каждый слой полностью высох.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ.
6.1. Процесс окраски должен
производится в соответствии с ГОСТ 12.3.005-75,
СНиП 12-09, а также «Санитарными правилами при окрасочных работах с применением
ручных распылителей» М 991-72, утвержденными Минздравом СССР от 22.09.72
6.2. При подготовке
поверхности к окрашиванию необходимо соблюдать требования безопасности по ГОСТ
9.402-80.
6.3. В складах и на участках
по ведению окрасочных работ не допускается производство работ, связанных с
применением открытого огня, искрообразования, курения и т.д. Участки необходимо
снабдить пенными огнетушителями, ящиками с песком и другим противопожарным
инвентарем.
6.4. Производственный
персонал не должен допускаться к выполнению окрасочных работ без индивидуальных
средств защиты, соответствующих требованиям ГОСТ
12. 4.011-89.
4.011-89.
6.5. Рабочие, ведущие
окрасочные работы, должны работать в спецодежде. Спецодежду, облитую растворителем
или лакокрасочными материалами, следует немедленно заменить чистой.
6.6. Для предохранения
органов дыхания от воздействия красочного тумана и паров растворителя рабочие
должны пользоваться респираторами типа РУ-60М или РПГ-67, а так же защитными очками.
6.7. При работе в
противогазах у рабочих должен находится запас сменных «бачков».
6.8. Для защиты кожи рук
необходимо применять резиновые перчатки или мази и пасты по ГОСТ
12.4.068-79 типа ИЭР-1, силиконовый крем и др.
6.9. Тара, в которой
находятся лакокрасочные материалы и растворители, должны иметь наклейки или
бирки с точным наименованием и обозначением материалов. Тара должна быть
исправной и иметь плотно закрывающиеся крышки.
6.10. Опилки, ветошь,
обтирочные концы, тряпки, загрязненные лакокрасочными материалами и
растворителями, следует складывать в металлические ящики и по окончании каждой
смены выносить в специально отведенные места.
6.11. Около рабочего места
должна быть чистая вода, свежеприготовленный физиологический раствор (0,6
÷ 0,9 %-ный раствор хлористого натрия), чистое сухое полотенце,
протирочный материал.
6.12. При попадании в глаза
растворителя или лакокрасочного материала необходимо немедленно обильно промыть
глаза водой, затем физиологическим раствором, после чего обратитесь к врачу.
6.13. После окончания работы
необходимо произвести уборку рабочего места, очистку спецодежды и защитных
средств.
6.14. В каждой смене должны
быть выделены и обучены специальные лица для оказания первой доврачебной
помощи.
Список сотрудников ознакомленных с
регламентом:
№№ | Ф. И. О. | Роспись |
1 | ||
2 | ||
3 | ||
4 | ||
5 | ||
6 | ||
7 | ||
8 | ||
9 | ||
10 | ||
11 | ||
12 | ||
13 | ||
14 | ||
15 | ||
16 | ||
17 | ||
18 | ||
19 | ||
20 | ||
21 | ||
22 | ||
23 | ||
24 |
1. 2. Подготовка поверхности под окраску. 1 3. Технология ремонта покрытия. 3 4. Контроль качества лакокрасочных покрытий. 5 5. Оформление документации. 9 6. Требования безопасности и производственная санитария. 9 |
 Общие положения. 1
Общие положения. 1Покраска металлоконструкций – пошаговый алгоритм
Подмешивая новую порцию краски с разбавителем, следите, чтобы не была заметна разница по консистенции и оттенку. Красящую смесь распределяйте тонким слоем, повторяя окрашивание в 2-3 слоя (не считая грунтовки).
Покраска с помощью валика:
- Предварительно разведенный состав готовится в отдельной емкости непосредственно перед окрашиванием – жидкий растворе проще набирать на насадку валика и равномерно наносить тонким слоем;
- Из удобной кюветы набирается краска, при этом валик погружают не боком, а широкой основой, чтобы исключить наплывы и подтеки;
- Проработку металлического основания лучше начинать с удаленного и наиболее труднодоступного участку, продвигаясь от одного угла к другому;
- Инструмент на телескопической ручке устанавливают над окрашиваемой поверхностью, осуществляя раскатку уверенными жестами снизу-вверх (другой слой будет вправо-влево).

Удобнее работать полосами по ширине, втрое превосходящей рабочую площадь насадки валика, с равномерным надавливанием. Это исключить наплывы и сухие проплешины. По мере распределения краски надавливание можно постепенно усиливать до полного расхода красящего состава.
Когда обрабатывается большая площадь поверхности металлопроката для окраски, лучших результатов можно достичь при точном соблюдении технологии. Рекомендуется обратиться к нормативам ГЭСН 81-02-13-2017 (о защите оборудования и металлоконструкций от коррозии).
Красящую смесь распределяйте тонким слоем, повторяя окрашивание в 2-3 слоя.
Подготовленного красителя и вспомогательных составов должно хватить, как минимум, на одно полноценное нанесение и окрашивание. Для этого нужен предварительный расчет краски для металлоконструкций. Рекомендуется воспользоваться специальными программами, онлайн- калькулятором расчета расходов окраски металла или таблицей площади покраски металлоконструкций.
Особенности покраски металлических конструкций
Качественная окраска металлоконструкций по ГОСТ – многоступенчатый технологический процесс. Предполагается очистка от загрязнений, ржавчины и старой краски. Грунт-преобразователь «съест» ржавчину. Обычная грунтовка нужна для адгезии с гладкой поверхностью.
Предполагается очистка от загрязнений, ржавчины и старой краски. Грунт-преобразователь «съест» ржавчину. Обычная грунтовка нужна для адгезии с гладкой поверхностью.
Важный этап – расчет краски для металлоконструкций. Для завитков и кованых изделий расчет затрат по ЛКМ лишь приблизительный. По гладкой поверхности вести расчеты намного проще.
Наименьший расход краски будет по грунтовке. Для обновления старых конструкций, пораженных коррозией, понадобится несколько составов, включая преобразователь ржавчины и совместимый с краской грунт. Цветной металл не ржавеет, но медь образует зеленоватый налет.
Приступая к покраске, важно определиться с расходом красящего состава – он колеблется от нескольких банок краски до 1-2 тонн. Рекомендуется использовать калькулятор расхода краски для металлоконструкций
Не имея точных расчетов, можно вскрыть краской по металлу только объекты небольшой площади:
- Металлический гараж;
- Кованые ворота, забор или калитку;
- Сельскохозяйственные постройки и ангары;
- Некоторые части грузового автомобиля и прицепа.

Водно-дисперсионные красители абсолютно безопасны, но некоторые компоненты, попадая на кожу, могут вызывать аллергию
Едкие пары красителей и растворителей могут повредить слизистую глаз и носоглотки, поэтому важно работать в защитной одежде
Качественная окраска металлоконструкций по ГОСТ – многоступенчатый технологический процесс.
АКТ НА СКРЫТЫЕ РАБОТЫ ПО ПОДГОТОВКЕ ПОВЕРХНОСТИ МЕТАЛЛА К ОКРАСКЕ
Комиссия в составе:
__________________________________________________________________________
__________________________________________________________________________
__________________________________________________________________________
произвела осмотр и
проверку подготовки поверхности металла для нанесения грунтовочного слоя в
_______________________________________________________
(указать пролет)
на
_______________________________________________________________________
(указать конструктивный элемент)
Состояние поверхности
вышеуказанного конструктивного элемента: _______________
__________________________________________________________________________
(указать
степень очистки от окислов, степень обезжиривания,
__________________________________________________________________________
внешний вид
поверхности и заключение о возможности проведения окрасочных работ)
Подписи: __________________
___________________
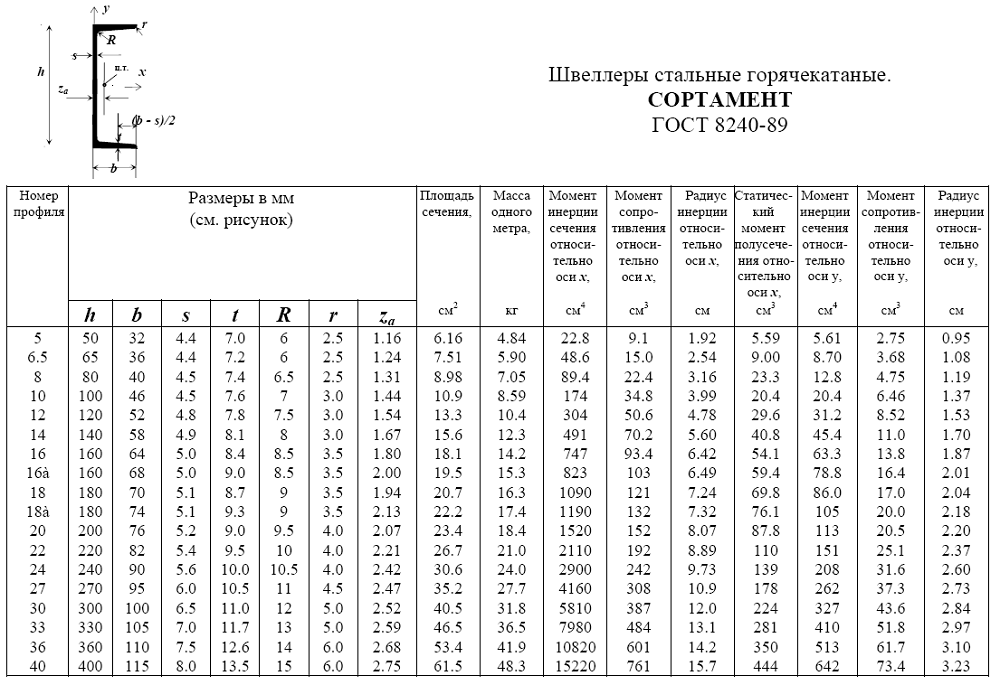
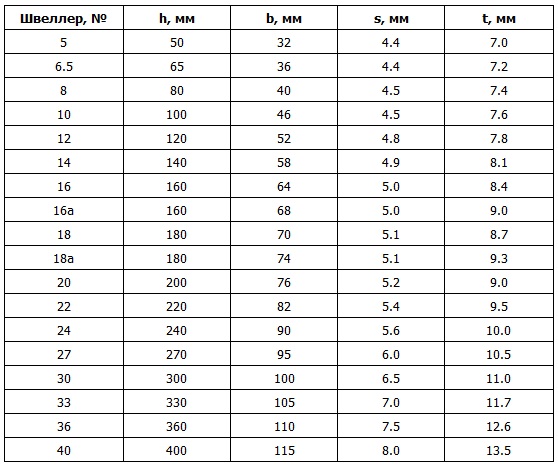
Калькулятор приведенной толщины металлаРасчет расхода огнезащиты ТЕРМОБАРЬЕР 2021
Приведенная толщина металла (ПТМ
) – важнейший параметр, на основе которого рассчитывается огнезащита несущих металлоконструкций.
Приведенная толщина металла определена в НПБ 236-97, как отношение площади поперечного сечения металлоконструкции к обогреваемому периметру.
Расчет приведенной толщины
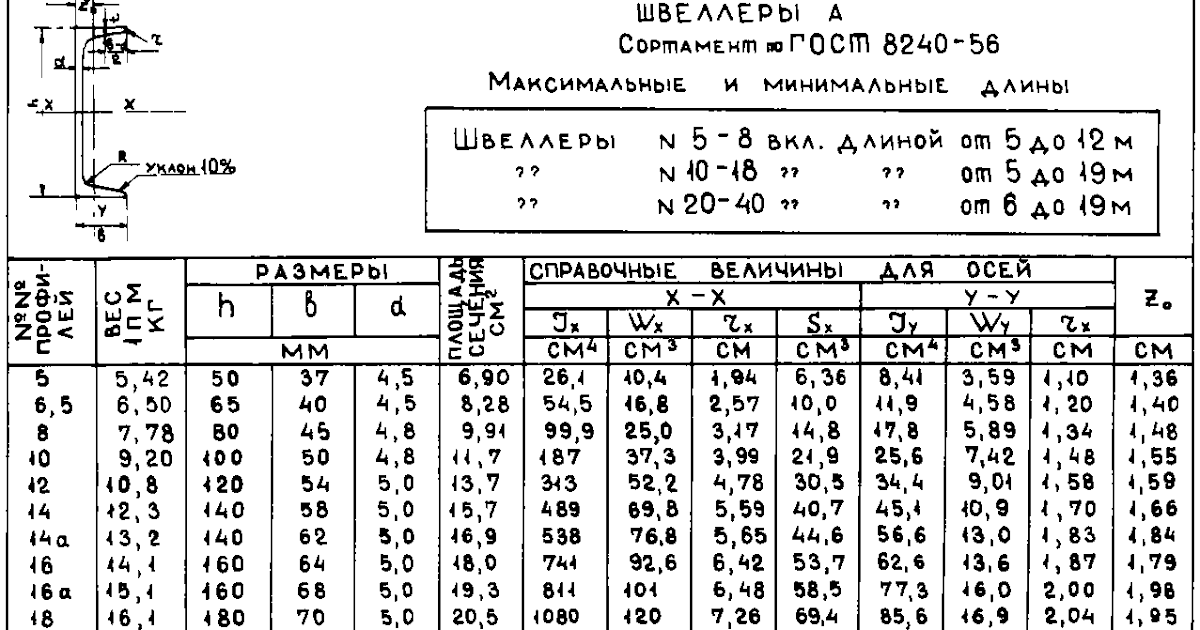
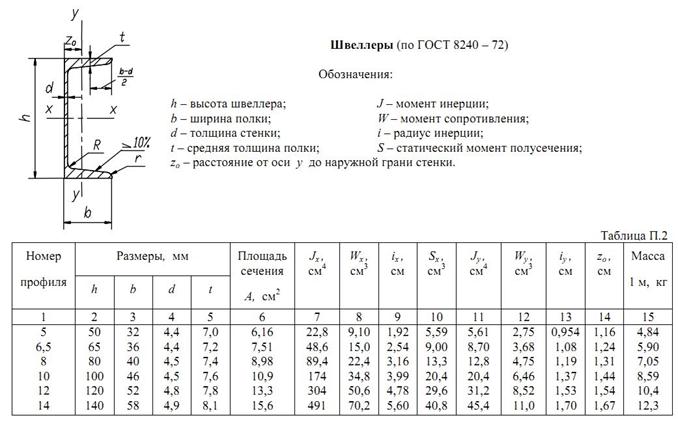
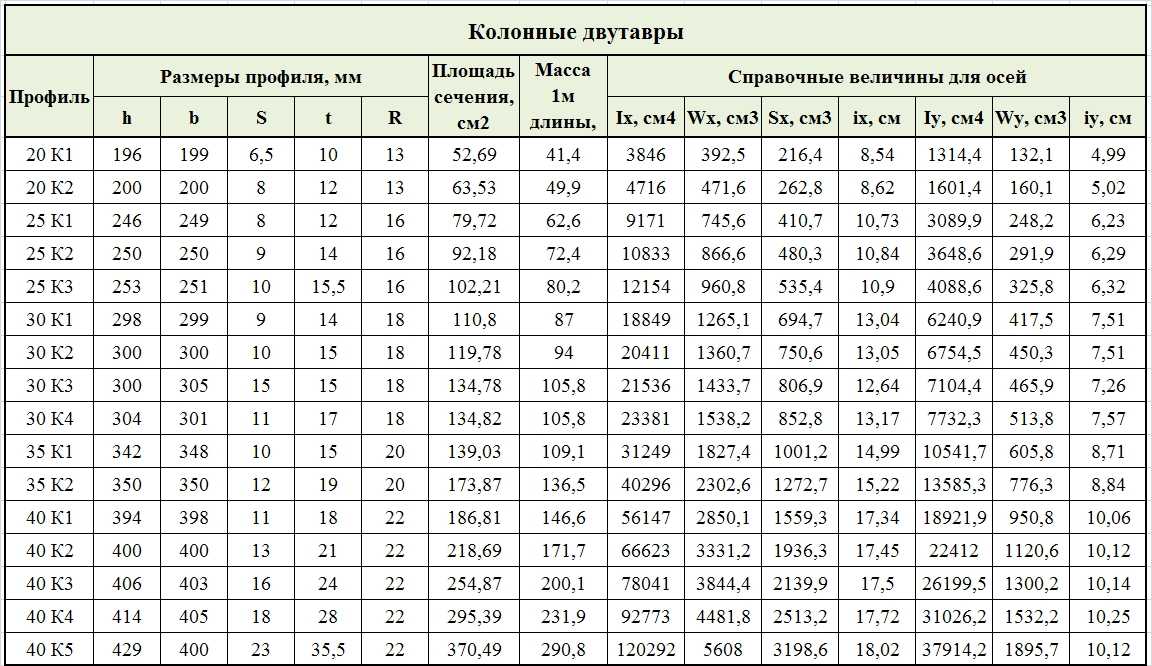
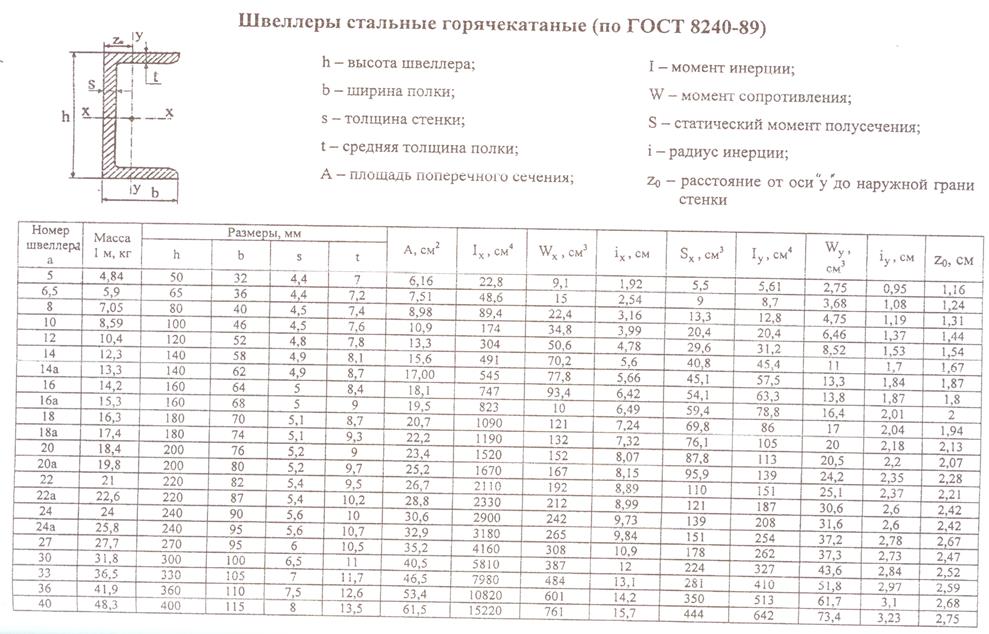
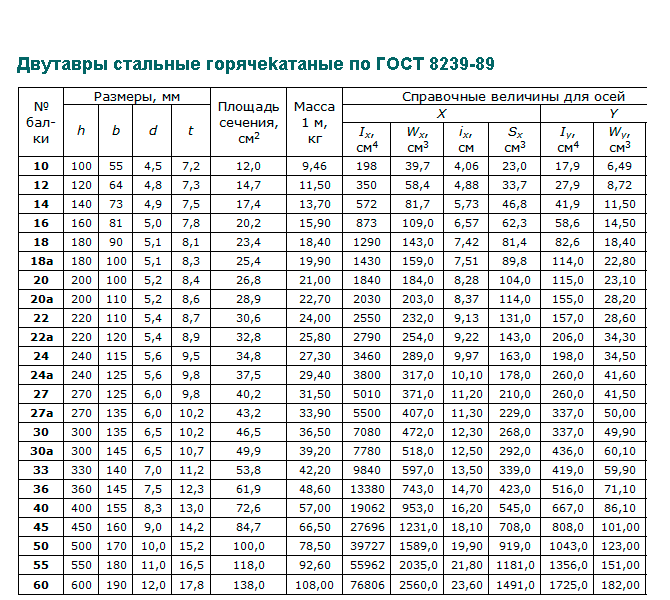
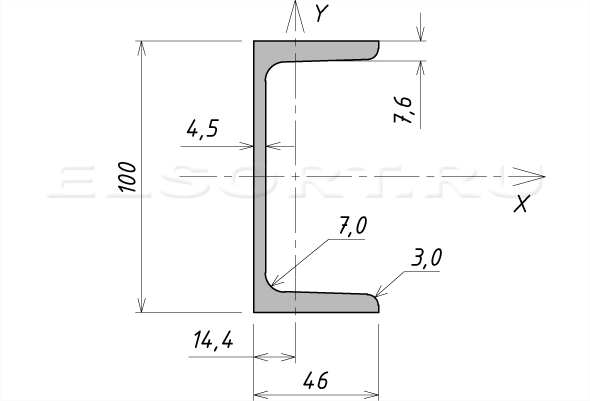
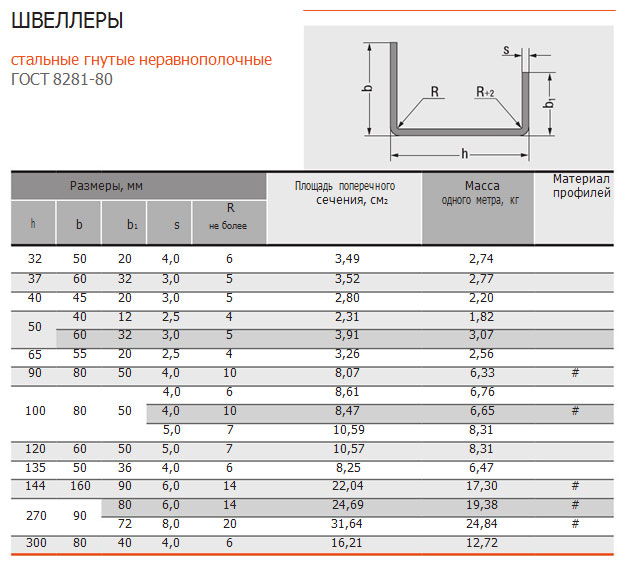
Данный калькулятор позволяет оперативно произвести расчет приведенной толщины для основных строительных профилей: двутавра, швеллера, уголка, замкнутого квадратного и прямоугольного профиля, трубы в различный вариантах обогрева конструкции.
Расчет расхода огнезащитной краски и конструктивной огнезащиты ТЕРМОБАРЬЕР
Рассчитав приведенную толщину, на основе результатов сертификационных испытаний выбирается необходимая толщина огнезащитного покрытия ТЕРМОБАРЬЕР для доведения предела огнестойкости конструкции до заданного в проекте значения. Данный калькулятор позволяет рассчитать толщину сухого слоя, расход материала на 1м² поверхности, расход на 1м профиля и расход на 1т профиля. Эти параметры помогают быстро рассчитать количество огнезащитного материала на основе спецификации металлопроката проекта.
Выбор краски и способы окрашивания металлических конструкций
При выборе краски и грунтовки важно ознакомиться с особенностями двухкомпонентных и многокомпонентных составов – для некоторых нужен особый технологический процесс. Помимо традиционных красителей, есть специализированные составы, они отличаются высокой токсичностью
Для работы нужен достаточный уровень профессионализма
Помимо традиционных красителей, есть специализированные составы, они отличаются высокой токсичностью. Для работы нужен достаточный уровень профессионализма.
Для увеличения надежности антикоррозионного покрытия и долговечности металлических конструкций требуются особые материалы:
- Жидкости или специальные вязкие массы для профилактики коррозии, которым подвержены каркасы, опоры и металлические фермы на открытом воздухе;
- Составы, эффективные для покраски поверхности, затронутой процессом образования ржавчины. В них есть добавки, нейтрализующие этот процесс, которые дают защиту из отвердевшей эпоксидной смолы.
 Окраска металлоконструкций производится на ржавых фрагментах конструкций;
Окраска металлоконструкций производится на ржавых фрагментах конструкций; - Грунт-эмаль. Универсальный состав, совмещающий уникальные свойства разных типов ЛКМ;
- Кузнечные смеси (на основе полимеров) подходят для кованых изделий. Содержат мелкофракционное (перетертое) стекло и алюминиевую пудру, обладают повышенной износостойкостью;
- Молотковые составы дают эффектное покрытие, напоминающее поверхность после мелких ударов. Выпускаются на основе традиционных эмалей (алкидных, нитрат-целлюлозных, эпоксидных) с добавлением алюминиевой пудры и полимеров, что дает подобие «стягиванию», в него добавляют пигмент;
- Нитрокраска менее востребована из-за токсичности, применяется, преимущественно, для наружных работ. Простая технология покраски металлоконструкций, но удобнее работать баллончиком или пульверизатором.
Наряду с красками и эмалями, выпускаются лаки для металлических изделий. Наиболее востребованы термостойкие – «печной», полиуретановый и алкидный лак. Черный битумный используют намного реже, чем акриловый лак (безвредный интерьерный состав).
Черный битумный используют намного реже, чем акриловый лак (безвредный интерьерный состав).
Молотковые составы дают эффектное покрытие, напоминающее поверхность после мелких ударов.
Подготовка поверхности к покраске
Даже если выбран правильный красящий состав, для получения ожидаемого результата необходимо подготовить поверхность. Следы ржавчины зачищаются до блеска, удаляется пыль, влага. Подготовка металла к покраске включает обезжиривание, при обработке металла растворителем улучшается адгезия. В зависимости от состава ЛКМ покраска осуществляется сразу или только на слой грунтовки. Грунт улучшает прилипание, снижается расход красящей смеси. Шпаклевка необходима для выравнивания сварных соединений, выполняется специальной шпатлевкой. Краска или грунт наносятся после затвердевания выравнивающей смеси.
Перед покраской необходимо удалить следы ржавчины
Слой старого красителя нужно удалить перед покраской
Валик.
Для нанесения краски 3 в 1 «Прямо на ржавчину» на однородную большую поверхность рекомендуется использовать валик. Средняя высота ворса инструмента может быть 4-11см. Валик позволит равномерно распределить краску по поверхности и сделать покрытие гладким.
Средняя высота ворса инструмента может быть 4-11см. Валик позволит равномерно распределить краску по поверхности и сделать покрытие гладким.
При работе валиком для первого слоя, при необходимости, разбавьте краску Растворителем и очистителем Hammerite в соотношении 1 часть растворителя на 10 частей краски (1:10). Для следующего слоя разбавление не требуется. Однако при разбавлении стоит учесть, что из-за уменьшения толщины покрытия, возможно снижение защитных свойств краски, а также ухудшение декоративных свойст
Важно помнить, при перемешивании краски необходимо избегать образования пузырьков воздуха в банке, или дать краске отстояться после несколько минут
Качественная очистка поверхности
Перед нанесением защитного покрытия необходимо произвести подготовку поверхности. Данный этап включает в себя удаление инея, снега, льда, а также грязи и ржавчины с окрашиваемого металла. Чтобы полностью избавить конструкцию от влаги, можно использовать газовые или другие горелки. Также необходимо провести работы по обезжириванию поверхности. Для этих целей можно использовать ацетон или изопропиловый спирт.
Также необходимо провести работы по обезжириванию поверхности. Для этих целей можно использовать ацетон или изопропиловый спирт.
Хочется отметить, что высыхание краски при отрицательной температуре замедляется в 2-3 раза, делая процесс окрашивания более длительным и трудоемким.
Учитывая выше сказанное, можно придти к выводу, что антикоррозионная защита металлоконструкций зимой, пускай и не простое, но в тоже время реальное дело.
Сервис | Группа София
Промышленная группа СОФИЯНадежность. Всегда. Во всём
Логистика
Доставка автотранспортом
ООО «группы «София»» оказывает услуги по доставке металлопроката как в пределах Санкт-Петербурга и Ленинградской области,…
Read MoreДоставка ж/д транспортом
ООО «группы «София»» оказывает услуги по отгрузке металлопроката железнодорожными полувагонами и контейнерами в любую точку…
Read MoreКомплектация сборных грузов
В числе основных направлений деятельности ООО «группы «София»» — комплектация промышленных предприятий и строительных организаций качественным…
Read MoreПроизводство
ООО «группы «София»» предлагает услуги по изготовлению металлоконструкций любой сложности и любого объема, начиная от…
Read More
Металлообработка
Гибка сортового проката
Предлагаемая нашей компанией гибка сортового проката включает в себя гибку арматуры, швеллера, балки, горячекатанной полосы.
 …
…
Read MoreГибка стального листа
На профессиональном оборудовании нашей компании производится гибка стального листа, балок, труб, профиля. Профилегибы придают различные…
Read MoreГибка труб
Нашей компанией производится гибка труб для трубопроводов. Гнутые металлические трубы предпочтительней угловых тем, что проходящие…
Read MoreИзготовление гнутого швеллера
Наша компания, специализирующаяся на комплексных поставках металлопроката, предлагает изготовление гнутого швеллера, получившего наиболее широкое применение…
Read MoreИзготовление закладных деталей
Группа «София» осуществляет изготовление закладных деталей из сталей высокого качества для скрепления железобетонных сборных и…
Read MoreЛазерная резка
Процесс лазерной резки представляет собой современную технологию резки материала с использованием лазера высокой мощности.
 Основной…
Основной…
Read MoreНарезание резьбы
Группа «София» предлагает качественное нарезание резьбы, то есть обработку отверстий в деталях специальным инструментом для…
Read MoreОкраска краскопультом
Создать ровное, прочное покрытие – задача не из простых. Но окраска краскопультом позволяет быстро и эффективно…
Read MoreПескоструйная обработка
Сегодня пескоструйная обработка поверхности камня, стекла, металла производится песком (другим твердым порошком) или водой (другой…
Read MoreПлазменная резка
Современная плазменная резка – локальное интенсивное плавление с последующим удалением разжиженного металла из полостей реза посредством…
Read MoreПоперечная резка рулонов
При изготовлении различного вида оригинальных металлоизделий из тонколистового металла возникает необходимость в листовом металле разнообразных…
Read MoreПорошковая окраска
Последние несколько лет особую популярность приобрела новая экологически безопасная технология нанесения защитных и декоративных покрытий.
 …
…
Read MoreПродольная резка рулонов
Металлургические заводы в виде готовой продукции выпускают листовую сталь в рулонах стандартных размеров. Но в…
Read MoreРазмотка бухтовой арматуры
Специалистами группы «София» производится качественная и быстрая размотка бухтовой арматуры на собственном высокотехнологичном оборудовании. Благодаря…
Read MoreРазмотка рулонов
Наша компания, работающая около семи лет в сфере продажи, изготовления металлопроката и металлообработки, предлагает новый…
Read MoreРаскрой листа без остатка
Одним из направлений деятельности группы «София» является оказание услуг по раскрою листов.
 Профессионализм наших специалистов…
Профессионализм наших специалистов…
Read MoreРезка абразивно-отрезным станком
Стандартная резка абразивно-отрезным станком представляет собой крой металла без сопутствующего смятия кромки и образовавшегося наплыва.…
Read MoreРезка газом вручную
В спектр услуг компании группы «София» входит резка газом вручную. Наши цеха по обработке оснащены…
Read MoreРезка газоразрезательной машиной
Одна из услуг обработки металла, предлагаемых группой «София» — резка гозоразрезательной машиной. Она применяется в случаях,…
Read MoreРезка ленточнопильным станком
Группа «София» осуществляет современную обработку металлопроката — резка ленточнопильным станком.
 В основном она используется для изготовления…
В основном она используется для изготовления…
Read MoreРубка гильотиной
Процесс металлообработки включает в себя рубку металла. Она необходима для получения изделий разных форм, от…
Read MoreСварка неответственных конструкций
группа «София» предлагает востребованную на сегодняшний день услугу — сварка неответственных конструкций. С ее помощью осуществляется…
Read MoreСверление металлопроката
группа «София» предлагает сверление металлопроката — механическую обработку металлических изделий, в результате которой в них образуются…
Read MoreСлесарные работы
Квалифицированные специалисты нашей компании осуществляют слесарные работы по нарезанию метрической, дюймовой и трубной резьбы и…
Read MoreЦены на металлообработку
Read More
Цинкование металла
Наиболее эффективной антикоррозийной защитой металла является цинкование, при котором его поверхность покрывают тонким слоем цинка.
 …
…
Read More
Если вы нашли ошибку в тексте, вы можете уведомить об этом администрацию сайта, выделив текст с ошибкой и нажав сочетание кнопок Ctrl+Enter
АДМИНИСТРАЦИЯ
- 194156, Россия, г. Санкт-Петербург, Новороссийская ул, д. 28, к.2
- [email protected]
все о методе, преимущества и недостатки
Порошковая краска, предназначенная в основном для окрашивания металла, начала применяться в широкой практике в 60-е годы прошлого века. Сегодня она уверенно занимает лидирующие позиции среди всех лакокрасочных покрытий.
Материал представляет собой многокомпонентную композицию, в которой дисперсионной средой является воздушная струя, подаваемая под высоким давлением. В процессе напыления частицы краски приобретают электрический заряд, благодаря которому плотно притягиваются к противоположно заряженной поверхности обрабатываемой детали. Первоначально использовались краски термопластичного типа, но сегодня в основном востребованы термореактивные композиции, обеспечивающие стойкость и долговечность ЛКП.
Первоначально использовались краски термопластичного типа, но сегодня в основном востребованы термореактивные композиции, обеспечивающие стойкость и долговечность ЛКП.
Характеристики порошковой краски
Главные требования к окрашивающему составу: однородность, физическая и химическая стабильность, размер частиц – 50-100 мкм. Порошковые краски содержат:
- твердые частицы;
- пленкообразующие смолы – эпоксидные, полиэфирные, полиэтиленовые, поливинилхлоридные;
- отвердители;
- наполнители;
- специальные добавки.
В зависимости от наличия или отсутствия красящих пигментов, различают пигментированные и непигментированные системы. Материалы первого типа образуют поверхностный слой в выбранной цветовой гамме. Непигментированные композиции, часто называемые порошковым лаком, востребованы для покрытия токопроводящих изделий из металла.
Первые порошковые краски были изготовлены на основе эпоксидных смол.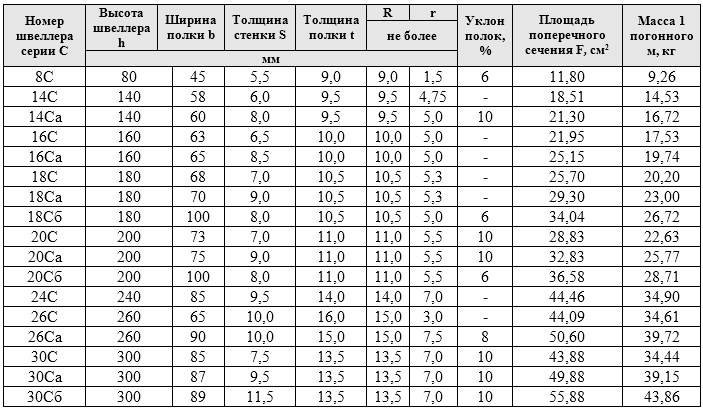 Они используются и сегодня благодаря высокой адгезии к основанию, прочности и устойчивости покрытия к различного рода растворителям. Их минус – появление желтого оттенка при нагревании. Он не ухудшает эксплуатационные свойства ЛКП, но отражается на внешнем виде.
Они используются и сегодня благодаря высокой адгезии к основанию, прочности и устойчивости покрытия к различного рода растворителям. Их минус – появление желтого оттенка при нагревании. Он не ухудшает эксплуатационные свойства ЛКП, но отражается на внешнем виде.
Порошковые составы на основе полиэфиров подходят для окраски металлических изделий и конструкций, используемых на открытом воздухе. Такое покрытие не желтеет, имеет хороший глянец, удовлетворительную адгезию к металлоизделиям, хорошую химическую стойкость. Суперпрочные полиэфиры используются при высоких требованиях к механической прочности ЛКП. Один из существенных плюсов полиэфирных композиций – низкая температура отверждения, позволяющая наносить состав на материалы, плохо переносящие высокие температуры. Свойства, похожие на полиэфирные порошки, имеют уретановые материалы.
Области применения «сухого» окрашивания
Этот метод позволяет создавать долговечное, устойчивое к царапинам и сколам ЛКП на металлических и других поверхностях, способных выдерживать высокие температуры.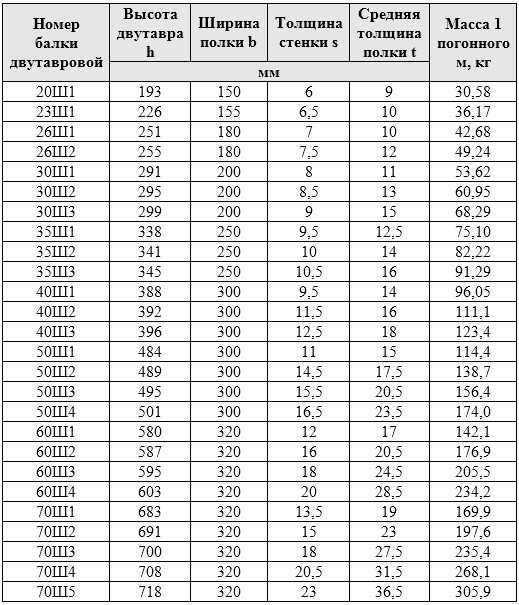 Он занял прочные позиции в следующих отраслях:
Он занял прочные позиции в следующих отраслях:
- производство бытовой техники – кухонных плит, стиральных машин, газовых и электрических плит, кондиционеров;
- транспортостроение – покраска кузовов и других элементов транспортных средств;
- строительство – защита и придание декоративного вида металлическим дверям, воротам и другим металлоконструкциям:
- производство промышленного оборудования, инструмента, элементов инженерных коммуникаций.
Способы покраски металла порошковой краской
Существует несколько технологий окрашивания металлических изделий: электростатическая, трибостатическая, в псевдоожиженном слое, газопламенным напылением.
Электростатический способ
Впервые краскопульт для электростатического окрашивания был запатентован в 40-е годы прошлого века. В его конструкцию входит пистолет, использующий сжатый воздух, и высоковольтный электрод, заряжающий порошок на выходе из ствола.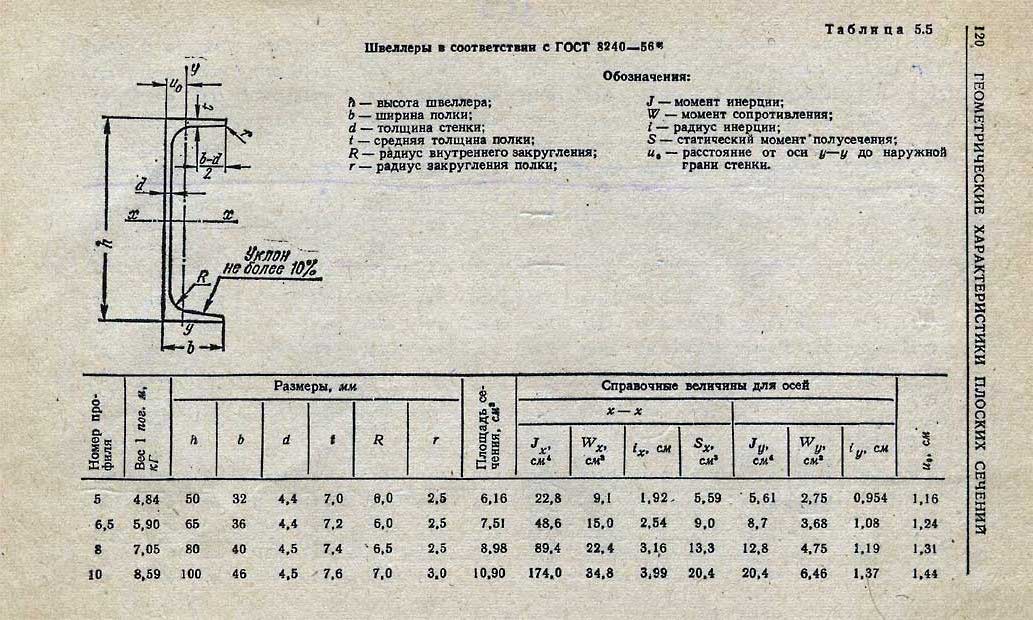 Заземленная деталь притягивает частицы краски, обычно имеющие отрицательный заряд, в случае нейлонных композиций – положительный.
Заземленная деталь притягивает частицы краски, обычно имеющие отрицательный заряд, в случае нейлонных композиций – положительный.
Электростатическим пистолетом коронного типа лучше всего создавать толстый ЛКП, наносить краски металлик, обрабатывать материалы с высокой проводимостью заряда.
Популярные формы сопла – дефлекторная и плоская. В первом случае обеспечивается хорошее рассеивание красителя, во втором – оказывается четко направленное действие. Существуют и другие формы сопла, но они применяются гораздо реже.
Трибостатический
Пистолет для трибостатического порошкового покрытия металлических изделий имеет длинный ствол, на внутренней поверхности которого закреплен абразивный материал. Частицы краски, как и при электростатическом способе, движутся с помощью сжатого воздуха. Заряд они приобретают благодаря трению по абразиву. Плюсы такого решения – качественное окрашивание углублений, создание тонкослойного ЛКП, отсутствие высоковольтного источника электротока. Минусы – невысокая скорость процесса и ограниченное количество порошковых красок, для которых может использоваться эта технология.
Минусы – невысокая скорость процесса и ограниченное количество порошковых красок, для которых может использоваться эта технология.
В псевдоожиженном слое
Этот способ полимерно-порошкового покрытия металла применяется для создания толстого, надежного и прочного, антикоррозионного ЛКП. Порошок переводится в аэрозольное состояние. При подаче заряда образуется облако заряженных частиц, в которое погружается заземленная вращающаяся деталь. На ее поверхности оседает толстый равномерный слой краски. Этот метод подходит для термопластичных и термореактивных порошков.
Газопламенное напыление
Термопластичный порошок пропускают через пламя газовой горелки. Частицы красителя плавятся и покрывают изделие. Плюсы этого способа – мобильность оборудования, окрашивание крупногабаритных объектов. Такой способ покрытия металла порошковой краской может использоваться при любых температуре и влажности.
Виды составов для порошковой окраски металла
Такие краски могут иметь термопластичную, термореактивную и УФ-отверждаемую основу.
- В термопластичных композициях связующими смолами являются винил, нейлон, полиэстер. Большинство таких материалов нуждается в предварительном грунтовании поверхности. Окрашивание осуществляется при высоких температурах, химические реакции при этом отсутствуют. Частицы порошка под высоким давлением наносятся на поверхность детали, сплавляются между собой, а после остывания образуют защитно-декоративный слой – мягкий и эластичный.
- В материалах с УФ-основой имеется фотоиницииатор. Отверждение ЛКП происходит при попадании на поверхность ультрафиолетовых лучей.
- Популярные сегодня термореактивные красители, содержащие специальный отвердитель, образуют прочный и надежный поверхностный слой благодаря протеканию химических реакций между компонентами состава. В горячем состоянии порошок, попавший на деталь, растекается, а при охлаждении полимеризуется с образованием прочной и долговечной пленки, устойчивой к химическим веществам, царапинам, ударам. Доля таких материалов во всем объеме порошковых красителей – примерно 80%.

Оборудование для порошковой окраски стали и других металлов
Для этого процесса необходимы:
- Пистолет, конструкция которого зависит от поставленной технической задачи.
- Компрессор для выработки сжатого воздуха, который необходим для окрашивания, пескоструйной обработки, обдува деталей.
- Устройства для очищения сжатого воздуха от масла и воды, подготовки поверхности к покраске.
- Покрасочная камера. Имеет хорошее освещение рабочей зоны, вентиляционную систему, фильтры для улавливания излишне распыленного материала.
- Полимеризационная печь, габариты которой выбираются в зависимости от размеров предметов, с которыми планируется работать. Она необходима для нагрева детали после нанесения краски. В процессе такого нагрева происходит плотное сшивание химических связей компонентов красителя – полимеризация. Популярные виды печей – конвекционный и терморадиационный.
Этапы процесса окрашивания
Для получения красивого, равномерного ЛКП, устойчивого к механическим и химическим повреждениям, необходимо:
- Подготовить поверхность.
 Очистку выполняют паром, погружной мойкой, мойкой высокого давления, пескоструем. Для улучшения адгезии очищенный металл фосфатируют, хроматируют, покрывают железофосфатами, цинкофосфатами.
Очистку выполняют паром, погружной мойкой, мойкой высокого давления, пескоструем. Для улучшения адгезии очищенный металл фосфатируют, хроматируют, покрывают железофосфатами, цинкофосфатами. - Грунтовать предмет цинксодержащими или бесцинковыми составами. Этот этап необходим для ограниченного числа окрашивающих композиций.
- Нанести порошок в соответствии с выбранной технологией.
- Отправить окрашенный предмет или металлоконструкцию в полимеризационную печь для отверждения ЛКП. Обычно это происходит при температурах +160…+230°C. Время операции зависит от размеров и формы объекта.
После охлаждения на воздухе металлопродукция готова к отправке заказчику.
Правила безопасности при порошковом окрашивании металлических деталей и конструкций
При электростатической покраске электрозаряд передается частицам состава. Для обеспечения их хорошего притягивания к предмету и безопасности процесса необходимо заземлить остальных участников этой технологической операции.
Если человек не заземлен, то частицы красителя будут огибать его контуры, а не двигаться к обрабатываемому объекту. Пол, на котором стоит оператор, должен быть сухим и чистым, а подошва его обуви – кожаной. Необходимо заземлить: крюки, на которые подвешивается изделие, воздушный рукав, емкость, из которой подается краситель, и прочие токопроводящие предметы.
Негативные последствия отсутствия или неэффективности заземления:
- неоднородный слой;
- перерасход красителя из-за его оседания на стенках камеры, полу, стенах;
- слишком тонкое ЛКП;
- необходимость постоянно настраивать применяемое оборудование.
Преимущества и недостатки порошковой покраски металлических изделий
Популярность этого метода обеспечивают:
- экологичность красящего состава благодаря отсутствию токсичных летучих соединений, оказывающих вредное влияние на окружающую среду и здоровье людей;
- минимальная усадка покрытия, обеспеченная отсутствием растворителя;
- отсутствие дефектов, возникающих при нанесении жидких ЛКМ;
- широкие цветовая гамма и спектр текстур;
- краткое время отвердевания защитно-декоративного слоя;
- минимальные потери окрашивающего материала – примерно 5%, при распылении жидких ЛКМ они могут составлять до 70%;
- возможность выполнять работы оператору с низкой квалификацией или полностью автоматизировать этот процесс;
- устойчивость ЛКП к механическим повреждениям, ультрафиолетовому излучению, низким и высоким температурам;
- долговечность защитно-декоративного слоя – 15-20 лет.

Этот метод порошковой покраски металла имеет небольшие ограничения. С его помощью сложно нанести тонкослойное и очень гладкое покрытие, получить высокий глянец. Жидкие аналоги однозначно побеждают, если речь идет о необходимости получить необычный сложный оттенок.
Преимущества заказа услуги порошкового окрашивания деталей и конструкций в компании «Адамант Сталь»
Мы обеспечиваем высокое качество результата и оперативное выполнение даже крупных заказов благодаря:
- профессиональному проведению подготовительных операций;
- наличию современного, технически передового оборудования;
- ответственному и внимательному отношению наших сотрудников к каждому заказу.
Калькулятор цветовой температуры — Lee Filters
Для работы калькулятора цветовой температуры необходимо включить Javascript.
Используйте ползунки для расчета значения.
Показать все
Вольфрам
Дневной свет
ВЕЛ
Оригинальный источник
2000
2000K
10000K
Введите значение от 2000 до 10000 с шагом 50
Конвертированный источник
2000
2000K
10000K
Введите значение между 2000 и 10000 с шагом 50
-274
200 Double C.
 T. Синий
T. СинийПреобразует вольфрам (3200K) в дневной свет (26000K).
Дополнительная информация Синий
Преобразует вольфрам (3200K) в фотографический дневной свет (5700K).
Дополнительная информация
-215
201 Полный К.Т. Синий
Преобразует вольфрам (3200K) в фотографический дневной свет (5700K).
Дополнительная информация Синий
Преобразует вольфрам (3200K) в фотографический дневной свет (5700K).
Дополнительная информация Синий
Преобразует вольфрам (3200K) в фотографический дневной свет (5700K).
Дополнительная информация
-137
201 Полный К.
 Т. Синий
Т. СинийПреобразует вольфрам (3200K) в фотографический дневной свет (5700K).
Дополнительная информация
-215
202 Half C.T. Синий
Преобразует вольфрам (3200K) в дневной свет (4300K).
Дополнительная информация
-190
202 Half C.T. Синий
Преобразует вольфрам (3200K) в дневной свет (4300K).
Дополнительная информация
-156
202 Половина К.Т. Синий
Преобразует вольфрам (3200K) в дневной свет (4300K).
Дополнительная информация
-113
202 Half C.
 T. Синий
T. СинийПреобразует вольфрам (3200K) в дневной свет (4300K).
Дополнительная информация
-96
202 Half C.T. Синий
Преобразует вольфрам (3200K) в дневной свет (4300K).
Дополнительная информация
-78
202 Половина К.Т. Синий
Преобразует вольфрам (3200K) в дневной свет (4300K).
Дополнительная информация
-172
203 Quarter C.T. Синий
Преобразует вольфрам (3200K) в дневной свет (3600K).
Дополнительная информация
-147
203 Quarter C.
 T. Синий
T. СинийПреобразует вольфрам (3200K) в дневной свет (3600K).
Дополнительная информация
-127
203 Quarter C.T. Синий
Преобразует вольфрам (3200K) в дневной свет (3600K).
Дополнительная информация
-70
203 Quarter C.T. Синий
Преобразует вольфрам (3200K) в дневной свет (3600K).
Дополнительная информация
-53
203 Quarter C.T. Синий
Преобразует вольфрам (3200K) в дневной свет (3600K).
Дополнительная информация
-35
203 Quarter C.
 T. Синий
T. СинийПреобразует вольфрам (3200K) в дневной свет (3600K).
Дополнительная информация
159
204 Полная К.Т. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3200K).
Дополнительная информация Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3200K).
Дополнительная информация Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3200K).
Подробная информация
268
204 Полная К.Т. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3200K).
Дополнительная информация Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3200K).
Дополнительная информация
109
205 Half C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3800K).
Дополнительная информация
135
205 Half C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3800K).
Дополнительная информация
173
205 Half C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3800K).
Дополнительная информация
218
205 Half C.
 T. Оранжевый
T. ОранжевыйПреобразует дневной свет (6500K) в лампу накаливания (3800K).
Дополнительная информация
235
205 Half C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3800K).
Дополнительная информация
268
205 Half C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3800K).
Дополнительная информация
64
206 Quarter C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (4600K).
Дополнительная информация
90
206 Quarter C.
 T. Оранжевый
T. ОранжевыйПреобразует дневной свет (6500K) в лампу накаливания (4600K).
Дополнительная информация
128
206 Quarter C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (4600K).
Дополнительная информация
173
206 Quarter C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (4600K).
Дополнительная информация
188
206 Quarter C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (4600K).
Дополнительная информация
223
206 Quarter C.
 T. Оранжевый
T. ОранжевыйПреобразует дневной свет (6500K) в лампу накаливания (4600K).
Дополнительная информация Оранжевый + .3ND
Преобразует дневной свет (6500K) в вольфрамовый (3200K) и уменьшает свет на 1 стоп.
Подробная информация
159
208 Полная К.Т. Оранжевый + .6ND
Преобразует дневной свет (6500K) в вольфрамовый (3200K) и уменьшает свет на 2 ступени.
Дополнительная информация
34
212 L.C.T.Yellow (Y1)
Снижает цветовую температуру дуг с низким содержанием углерода до 3200K.
Дополнительная информация
-155
218 Восьмой КТ.
 Синий
СинийПреобразует вольфрам (3200K) в дневной свет (3400K).
Дополнительная информация
-130
218 Восьмой КТ. Синий
Преобразует вольфрам (3200K) в дневной свет (3400K).
Дополнительная информация
-96
218 Восьмая КТ. Синий
Преобразует вольфрам (3200K) в дневной свет (3400K).
Дополнительная информация
-53
218 Восьмая КТ. Синий
Преобразует вольфрам (3200K) в дневной свет (3400K).
Дополнительная информация
-36
218 Восьмой К.
 Т. Синий
Т. СинийПреобразует вольфрам (3200K) в дневной свет (3400K).
Дополнительная информация
-18
218 Восьмой КТ. Синий
Преобразует вольфрам (3200K) в дневной свет (3400K).
Дополнительная информация
-142
219 LEE Флуоресцентно-зеленый
Общая коррекция вольфрамовых и флуоресцентных ламп для использования, когда цветовая температура флуоресцентных ламп неизвестна, для обеспечения средней коррекции.
Дополнительная информация
26
223 Восьмой КТ. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (5550K).

Дополнительная информация
52
223 Восьмой КТ. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (5550K).
Дополнительная информация
90
223 Восьмой КТ. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (5550K).
Дополнительная информация
135
223 Восьмой К.Т. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (5550K).
Подробнее
150
223 Восьмой К.
 Т. Оранжевый
Т. ОранжевыйПреобразует дневной свет (6500K) в лампу накаливания (5550K).
Дополнительная информация
185
223 Восьмой К.Т. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (5550K).
Дополнительная информация
63
230 Суперкоррекция L.C.T. Желтый
Преобразует желтую углеродную дугу (с низкой цветовой температурой) в вольфрамовую.
Дополнительная информация
125
232 Суперкоррекция W.F. Зеленый
Преобразует дугу белого пламени в 3200K для использования с вольфрамовой пленкой.

Дополнительная информация
161
236 H.M.I. (в вольфрам)
Преобразует HMI в 3200K для использования с вольфрамовой пленкой.
Дополнительная информация
204
237 C.I.D. (в вольфрам)
Преобразует CID в 3200K для использования с вольфрамовой пленкой.
Дополнительная информация
105
238 C.S.I. (в вольфрам)
Преобразует CSI в 3200K для использования с вольфрамовой пленкой.
Дополнительная информация
-137
241 LEE Люминесцентные лампы 5700 Кельвинов
Преобразует вольфрамовые лампы в флуоресцентные лампы 5700K (холодный белый/дневной свет).
Дополнительная информация
-79
242 LEE Флуоресцентный 4300 Кельвин
Преобразует вольфрамовый свет в люминесцентный свет 4300K (белый).
Дополнительная информация
-34
243 LEE Флуоресцентный 3600 Кельвин
Преобразует вольфрамовый свет в флуоресцентный свет 3600K (теплый белый).
Дополнительная информация
-249
281 Three Quarter C.T. Синий
Преобразует вольфрам в дневной свет.
Дополнительная информация
-224
281 Three Quarter C.
 T. Синий
T. СинийПреобразует вольфрам в дневной свет.
Дополнительная информация
-190
281 Three Quarter C.T. Синий
Преобразует вольфрам в дневной свет.
Дополнительная информация
-147
281 Three Quarter C.T. Синий
Преобразует вольфрам в дневной свет.
Дополнительная информация
-130
281 Три четверти C.T. Синий
Преобразует вольфрам в дневной свет.
Дополнительная информация
-112
281 Three Quarter C.
 T. Синий
T. СинийПреобразует вольфрам в дневной свет.
Дополнительная информация
-200
283 Полутора К.Т. Синий
Преобразует вольфрам (3200K) в дневной свет (8888K).
Дополнительная информация
124
285 Три четверти КТ Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3600K).
Дополнительная информация
150
285 Three Quarter C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3600K).
Дополнительная информация
188
285 Three Quarter C.
 T. Оранжевый
T. ОранжевыйПреобразует дневной свет (6500K) в лампу накаливания (3600K).
Дополнительная информация
235
285 Три четверти C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3600K).
Дополнительная информация
248
285 Three Quarter C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3600K).
Дополнительная информация
283
285 Three Quarter C.T. Оранжевый
Преобразует дневной свет (6500K) в лампу накаливания (3600K).

Дополнительная информация
245
286 Полтора К.Т. Оранжевый
Преобразует дневной свет (6500K) в вольфрамовый (2507K).
Подробнее
318
287 Двойной Т.Т. Оранжевый
Преобразует дневной свет (6500K) в вольфрамовый (2147K).
Дополнительная информация Straw
Преобразует 6500K в 3200K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
180
441 Полный К.Т. Straw
Преобразует 6500K в 3200K — дневной свет в вольфрамовый свет с желтым уклоном.

Дополнительная информация
202
441 Полный C.T. Straw
Преобразует 6500K в 3200K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация Straw
Преобразует 6500K в 3200K — дневной свет в вольфрамовый свет с желтым уклоном.
Подробная информация
320
441 Полная К.Т. Straw
Преобразует 6500K в 3200K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
81
442 Half C.T. Straw
Преобразует 6500K в 4300K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
101
442 Half C.T. Straw
Преобразует 6500K в 4300K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
123
442 Half C.T. Straw
Преобразует 6500K в 4300K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
162
442 Half C.T. Straw
Преобразует 6500K в 4300K — дневной свет в вольфрамовый свет с желтым уклоном.
Подробнее
241
442 Half C.
 T. Straw
T. StrawПреобразует 6500K в 4300K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
42
443 Quarter C.T. Straw
Преобразует 6500K в 5100K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
62
443 Quarter C.T. Straw
Преобразует 6500K в 5100K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
84
443 Quarter C.T. Straw
Преобразует 6500K в 5100K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
123
443 Quarter C.T. Straw
Преобразует 6500K в 5100K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
202
443 Quarter C.T. Straw
Преобразует 6500K в 5100K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
20
444 Восьмой КТ. Straw
Преобразует 6500K в 5700K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
40
444 Восьмой КТ.
 Straw
StrawПреобразует 6500K в 5700K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
62
444 Восьмой КТ. Straw
Преобразует 6500K в 5700K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
101
444 Восьмой КТ. Straw
Преобразует 6500K в 5700K — дневной свет в вольфрамовый свет с желтым уклоном.
Дополнительная информация
180
444 Восьмой КТ. Straw
Преобразует 6500K в 5700K — дневной свет в вольфрамовый свет с желтым уклоном.

Дополнительная информация
151
806 Циркон Теплый янтарный 2
Фильтр с увеличенным сроком службы для серьезной коррекции нагрева холодного белого светодиода до вольфрама.
Дополнительная информация
83
807 Циркон Теплый янтарный 4
Фильтр с увеличенным сроком службы для коррекции среднего прогрева белого светодиода до вольфрама.
Дополнительная информация
48
808 Циркон Теплый янтарный 6
Фильтр с увеличенным сроком службы для коррекции теплого белого светодиода на вольфрам.
Дополнительная информация
37
809 Циркон Теплый янтарный 8
Фильтр с увеличенным сроком службы для точной коррекции теплого белого светодиода на вольфрам.
Дополнительная информация
92
813 Циркон Теплый янтарный 5 (O32)
Фильтр с увеличенным сроком службы для коррекции среднего прогрева белого светодиода с минусовым зеленым оттенком.
Дополнительная информация
50
814 Циркон Теплый янтарный 9 (R31)
Фильтр с увеличенным сроком службы для тонкого прогрева и коррекции зеленого теплого белого светодиода.

Дополнительная информация
-48
818 Циркон Холодный синий 6
Фильтр с увеличенным сроком службы используется для охлаждения тепло-белых светодиодов, чтобы они выглядели белее.
Дополнительная информация
-37
819 Циркон Холодный синий 8
Фильтр с увеличенным сроком службы, используемый для небольшого охлаждения цвета теплых белых светодиодов, чтобы они выглядели белее.
Дополнительная информация
-21
820 Циркон Холодный синий 10
Фильтр с увеличенным сроком службы, используемый для незначительного охлаждения цвета теплых белых светодиодов, что позволяет использовать разные партии светодиодов вместе.

Дополнительная информация
Обработка цветных изображений
Типы цветных изображений
Цветные изображения бывают трех разных форм: псевдоцветное, 24-битное RGB-изображение или цветное составное изображение.
Псевдоцвет
Псевдоцветное изображение имеет одноканальное (т. е. серое) изображение, цвет которого определяется с помощью «таблицы поиска» или LUT (также известной как палитра, таблица цветов). Это таблица значений серого (от нуля до 256 или 4095, будь то 8-битный или 12-битный серый) с соответствующими значениями красного, зеленого и синего. Вместо отображения серого цвета изображение отображает пиксель с определенным количеством каждого цвета. Различия в цвете на псевдоцветном изображении отражают различия в интенсивности объекта, а не различия в цвете образца, который был изображен. О функциях псевдоцвета см. далее.
24-битные изображения RGB
Цвета изображений RGB (24-битные с 8-битными для каждого из красного, зеленого и синего каналов) используются для отображения многоканальных изображений. Цвета предназначены для отражения подлинных цветов (т. е. зеленый цвет в изображении RGB отражает зеленый цвет в образце). На Фиджи есть несколько функций RGB. Нативные функции можно найти в Image › Color.
Цвета предназначены для отражения подлинных цветов (т. е. зеленый цвет в изображении RGB отражает зеленый цвет в образце). На Фиджи есть несколько функций RGB. Нативные функции можно найти в Image › Color.
Цветные составные изображения
Цветные составные изображения аналогичны цветным изображениям, которые можно найти в программе обработки изображений Photoshop. В Photoshop эти изображения состоят из «слоев», а в Фиджи — из «каналов». И «слои», и «каналы» — это одна и та же идея. Преимущества использования этого типа изображения вместо изображений RGB включают в себя:
- Каждый канал хранится отдельно от других и может быть включен или выключен с помощью «Инструмента каналов» (Изображение › Цвет › Инструмент каналов). У вас есть возможность просматривать изображение как совокупность всех или некоторых различных каналов, как отдельные каналы или как отдельные каналы в оттенках серого. В нижней части окна есть кнопка с надписью «Дополнительно», которая позволяет создавать композицию, преобразовывать изображение в RGB, объединять или разделять каналы, редактировать LUT изображения или выбирать новые цвета каналов из списка.

- Каждый исходный канал можно оставить 16-битным.
- Можно объединить более 3 каналов и оставить их отдельными. Каждый канал можно выбрать с помощью полосы прокрутки в нижней части окна.
- Контрастность и яркость отдельных каналов можно регулировать после объединения.
Цветные составные изображения можно преобразовать в 24-битный формат RGB с помощью диалогового окна «Инструмент каналов».
Недостатком типа изображения Composite является то, что эта относительно недавняя разработка Фиджи не поддерживается всеми существующими плагинами. Иногда композит может вернуться к многослойному стеку. Чтобы преобразовать его обратно в композит, вы можете использовать команду меню Изображение › Цвет › Сделать композит.
Слияние многоканальных изображений
Многоканальные эксперименты с чередованием
Многоканальные эксперименты, полученные на некоторых системах, импортируются с чередованием различных каналов, т. е. срез 1 — это точка времени 1-канал 1, а срез 2 — это точка времени 1-канал 2. Стек должен быть «де-чередован», прежде чем его можно будет объединить в RGB. Это можно сделать с помощью Image › Stacks › Tools › Deinterleave и ввода количества каналов в диалоговом окне (обычно «2»). Вы также можете установить флажок, чтобы сохранить исходные стеки. Затем два стека можно объединить с помощью: Изображение › Цвет › Объединение RGB.
Стек должен быть «де-чередован», прежде чем его можно будет объединить в RGB. Это можно сделать с помощью Image › Stacks › Tools › Deinterleave и ввода количества каналов в диалоговом окне (обычно «2»). Вы также можете установить флажок, чтобы сохранить исходные стеки. Затем два стека можно объединить с помощью: Изображение › Цвет › Объединение RGB.
Объединение цветов RGB
Собственная функция Fiji Изображение › Цвет › Объединить каналы… может использоваться для объединения изображений красного, зеленого и/или синего канала или стеков изображений
Это уменьшает 16-битные изображения до 8-битных ( на основе текущих значений яркости и контрастности), затем генерирует 24-битное изображение RGB.
Альтернативой обычному объединению красного и зеленого является объединение изображений на основе голубого и пурпурного, голубого и желтого или любой другой комбинации цветов.
Это может помочь визуализировать колокализацию из-за нашего плохого восприятия красного и зеленого цветов.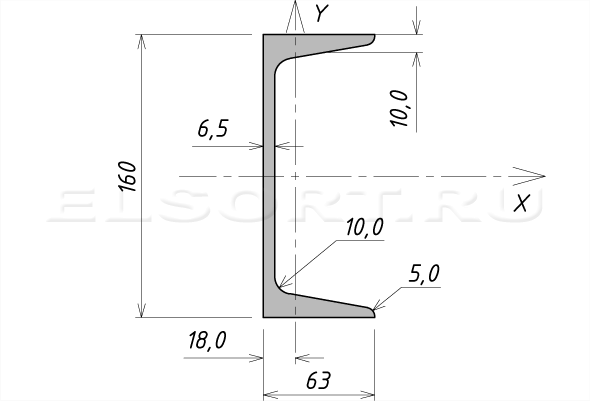 Плагин Colour_merge дает пользователю возможность использовать «разностную» арифметическую обработку для выбранных вами стеков изображений. Это не совсем слияние (при слиянии голубого и пурпурного они дают белый, а не желтый цвет), но облегчает визуализацию отдельных каналов (см. Demandolx and Davoust, J. Microscopy, 19).97 в185. стр. 21 1 ). Вы можете выполнить настоящее слияние, если отключите опцию «Разница».
Плагин Colour_merge дает пользователю возможность использовать «разностную» арифметическую обработку для выбранных вами стеков изображений. Это не совсем слияние (при слиянии голубого и пурпурного они дают белый, а не желтый цвет), но облегчает визуализацию отдельных каналов (см. Demandolx and Davoust, J. Microscopy, 19).97 в185. стр. 21 1 ). Вы можете выполнить настоящее слияние, если отключите опцию «Разница».
Запустите плагин и выберите два изображения, которые нужно объединить. Выберите нужные цвета из раскрывающегося списка. использует LUT, который в данный момент имеет изображение (часто это желаемая LUT). Опция «Разность» выполняет арифметическую операцию «разность», а не «сложение». Если отмечена опция «Pre-sub 2 from 1», второе изображение вычитается из первого перед слиянием.
Слияние изображений в проходящем свете и флуоресценции
Флуоресцентные изображения и изображения в светлом поле в проходящем свете можно объединить с помощью команды Изображение › Цвет › Объединить каналы…. Эта инструкция позволяет вам выбрать вариант C4 (серый). Это может предотвратить «размытый» вид флуоресценции.
Эта инструкция позволяет вам выбрать вариант C4 (серый). Это может предотвратить «размытый» вид флуоресценции.
Это также уменьшает 16-битные изображения до 8-битных (на основе текущих значений яркости и контрастности), а затем создает 24-битное изображение RGB.
Объединение изображений в цветной композит
Команда меню Изображение › Цвет › Объединить каналы… открывает диалоговое окно для объединения каналов серого, красного, зеленого, синего, голубого, пурпурного и желтого в новое составное изображение.
Разделение многоканальных изображений
Изображение или стек RGB можно разделить на соответствующие красный, зеленый и синий компоненты изображения с помощью команды меню Изображение › Цвет › Разделить каналы.
Иногда может потребоваться отобразить объединенное изображение RGB вместе с отдельными каналами в конечном рисунке. Это можно сделать с помощью плагина «RGB to Montage».
Работает с однослойными изображениями RGB.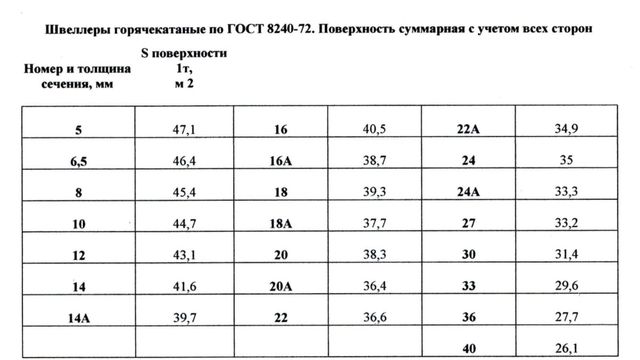 Создается новый стек RGB, канал 1 является красным каналом; 2 зеленых и 3 синих. Четвертый фрагмент является объединенным фрагментом. Если канал пуст (например, объединенное красно-зеленое изображение не будет иметь синего цвета), то срез пропускается. Затем плагин предложит вам макет монтажа. У вас есть возможность изменить ширину белой границы между панелями изображений. Если опция «Псевдоцвет» отключена, каждый канал будет в оттенках серого. Если размер линейки масштаба установлен равным нулю, линейка масштаба добавлена не будет.
Создается новый стек RGB, канал 1 является красным каналом; 2 зеленых и 3 синих. Четвертый фрагмент является объединенным фрагментом. Если канал пуст (например, объединенное красно-зеленое изображение не будет иметь синего цвета), то срез пропускается. Затем плагин предложит вам макет монтажа. У вас есть возможность изменить ширину белой границы между панелями изображений. Если опция «Псевдоцвет» отключена, каждый канал будет в оттенках серого. Если размер линейки масштаба установлен равным нулю, линейка масштаба добавлена не будет.
Цветной композит
Композит можно преобразовать в стек в оттенках серого с помощью команды меню Изображение › Гиперстеки › Гиперстеки в стек. Каналы могут быть впоследствии разделены на отдельные изображения с помощью команды меню Image › Stacks › Stack to Images.
Псевдоцвет
Разумное использование LUT может быть очень полезным для выделения нужных особенностей изображения. Человеческий глаз может воспринимать относительно небольшое количество оттенков в одном изображении. Псевдораскрашивание изображений может сделать данные более наглядными
Псевдораскрашивание изображений может сделать данные более наглядными
Традиционная «зеленая» LUT
Улучшенная «зеленая горячая» LUT
Микротрубочки под ядром теперь более заметны
Поиграйте и посмотрите, какая LUT поможет проиллюстрировать особенности вашего изображения.
Монтаж, составленный из стека, сгенерированного с помощью команд меню Изображение › Цвет › Показать LUT.
Различные LUT доступны через команды меню Image › Lookup Tables.
При использовании нестандартной LUT может быть полезно добавить шкалу оттенков серого, чтобы пользователь мог определить, какой цвет представляет какое значение шкалы серого. Кривая может быть добавлена с помощью встроенной функции Analyze › Tools › Calibration Bar…. Если для пандуса нет места, попробуйте увеличить холст изображения с помощью команды меню Изображение › Настройка › Размер холста….
Анализ › Инструменты › Калибровочная линейка…
doi:10.
 1046/j.1365-2818.1997.1470704.x ↩
1046/j.1365-2818.1997.1470704.x ↩
Кривые распространения ЧМ и ТВ
Этот Javascript-калькулятор использует кривые распространения ЧМ или ТВ для определения расстояния до контура обслуживания или помехи или соответствующей напряженности поля на заданном расстоянии контура. Больше после формы.
Эта функция использует программу FCC CURVES для расчета сервисных кривых F(50,50) FM и NTSC (аналогового) телевидения, кривых сигнала помех F(50,10) и F(50,10) 90) кривые обслуживания цифрового телевидения. Печатные копии этих кривых распространения доступны на графиках кривых распространения FM и TV.
Значения высоты антенны выше средней местности (HAAT) для конкретной FM- или ТВ-станции можно получить из FM-запроса или ТВ-запроса или использовать калькулятор HAAT. Класс FM-станции можно получить из FM-запроса.
FM-радиовещание
F(50,50) защищенные контуры обслуживания для FM-станций определяются следующим образом:
- Контур 54 dBu для коммерческих станций класса B
- Контур 57 dBu для коммерческих станций класса B1
- Контур 60 dBu (1 мВ/м) для коммерческих станций классов A, C3, C2, C1 и C
- 60 dBu для всех классов некоммерческих образовательных станций в зарезервированном диапазоне (от 88,1 до 91,9 МГц)
Для станций LPFM (ЧМ малой мощности) служебный контур 60 dBu не защищен от помех, вызванных изменениями, внесенными в обычные FM-станции:
- Служебный контур 60 dBu для станций LPFM
Для радиостанций служебный контур обычно не определяет внешнюю границу слышимого сигнала. При отсутствии помех FM-станции часто можно услышать далеко за пределами защищенного контура обслуживания. Эта расширенная услуга не защищена от помех, создаваемых другими станциями.
При отсутствии помех FM-станции часто можно услышать далеко за пределами защищенного контура обслуживания. Эта расширенная услуга не защищена от помех, создаваемых другими станциями.
Покрытие города для коммерческих FM-станций определяется контуром F(50,50) 70 dBu согласно Разделу 73.315. Для некоммерческих образовательных станций (кроме LPFM) зона действия лицензии определяется контуром 60 dBu (см. Раздел 73.515).
Соответствующий контур FM-помех см. в Разделе 73.509 для некоммерческих образовательных станций (от 88,1 МГц до 91,9 МГц) или в Разделе 73.215 для коммерческих FM-станций (от 92,1 МГц до 107,9 МГц).
Если вы уже знаете класс FM-станции и HAAT, используйте FMpower для расчета эффективной излучаемой мощности (ERP), необходимой для достижения покрытия, эквивалентного эталонным (максимальным) средствам для класса станции.
Цифровое телевидение (DTV)
Для телевизионных станций DTV услуга определяется как существующая, когда мощность принимаемого сигнала превышает предел, указанный в следующей таблице, с использованием F(50,90) кривые распространения.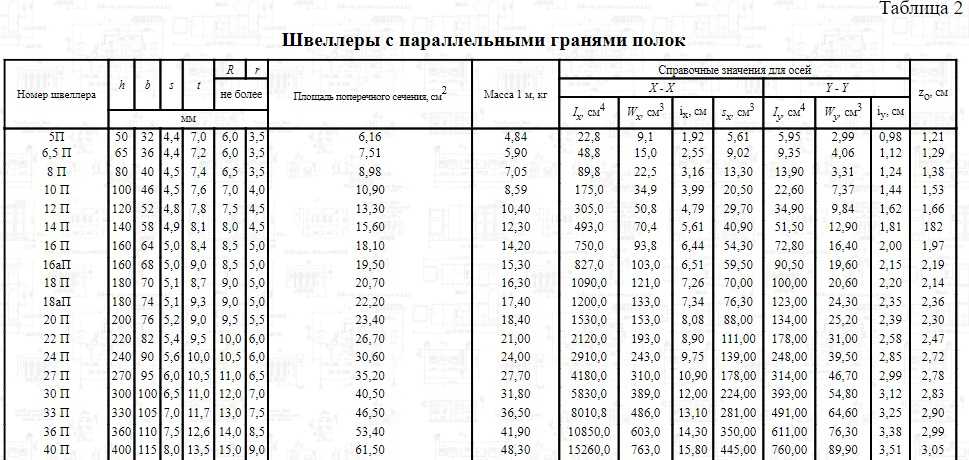 Эти значения напряженности поля определены в разделах 73.622 и 73.625). Обратите внимание, что канал соответствует каналу, на котором вещает станция, что может не соответствовать номеру «виртуального канала», который видит зритель.
Эти значения напряженности поля определены в разделах 73.622 и 73.625). Обратите внимание, что канал соответствует каналу, на котором вещает станция, что может не соответствовать номеру «виртуального канала», который видит зритель.
| Каналы | Служба DTV с ограничением шума | Минимальная напряженность поля по лицензии сообщества |
|---|---|---|
| Каналы передачи со 2 по 6 | 28 дБн | 35 дБн |
| Каналы передачи с 7 по 13 | 36 дБн | 43 дБн |
| Каналы передачи с 14 по 69 | 41 дБн | 48 дБн |
Примечание. Использование ERP и HAAT для определения контура F(50,90) может не давать результатов, идентичных более сложным методам прогнозирования покрытия с ограничением по шуму, используемым для распределения DTV.
Использование ERP и HAAT для определения контура F(50,90) может не давать результатов, идентичных более сложным методам прогнозирования покрытия с ограничением по шуму, используемым для распределения DTV.
NTSC (аналоговый) Телевидение (сохранено для справки)
Для NTSC (аналоговых) телеканалов контуры обслуживания были следующими (из Раздела 73.683 и Раздела 73.685):
| Каналы | Марка B Сервисный контур | Класс A Сервисный контур | Городской класс Сервисный контур |
|---|---|---|---|
| Каналы передачи со 2 по 6 | 47 дБн | 68 дБн | 74 дБн |
| Каналы передачи с 7 по 13 | 56 дБн | 71 дБн | 77 дБн |
| Каналы передачи с 14 по 69 | 64 дБн | 74 дБн | 80 дБн |
Частоты, соответствующие телеканалам, доступны в Разделе 73.
