Класс прочности болта: Обозначения, класс прочности и расчет нагрузок для болтов. Справочник ROSTFREI. Петербург +7(812)297-73-38 ПРОТЕХ
Содержание
Классы прочности крепежных изделий
Классы прочности обозначаются двумя числами, разделенными между собой точкой.
Крепежные изделия с наружной метрической резьбой — болты, винты, шпильки и прочие — подразделяют по прочности на 11 классов: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Первое число характеризует предел прочности на разрыв (умноженное на 100, определяет номинальное временное сопротивление в Н/мм²). Так у класса прочности 8.8 первое число означает, что предел прочности на разрыв будет не менее 800 Н/мм². Если нагрузка на болт равна или превышает вышеуказанное значение, происходит разрыв крепежного элемента.
Второе число — это умноженное на 10 отношение минимального предела текучести (напряжения, при котором уже начинается пластическая деформация) к пределу прочности. У класса прочности 8.8 второе число означает, что у изделия, относящегося к этому классу, минимальный предел текучести будет равен 8х8х10=640(Н/мм²).
Например, у двух болтов с классами прочности 4.6 и 4.8 минимальный предел прочности будет одинаков – 400 Н/мм², а вот пластическая деформация разная. У первого болта минимальный предел текучести будет 400х0,6=240(Н/мм²), а у второго — 400х0,8= 320(Н/мм²). То есть при достижении нагрузки на болты в 250 (Н/мм) у первого болта, в отличие от второго, начнется необратимая деформация формы и структуры его материала. Иначе говоря, болт начинет «течь».
Если согнуть руками обычную стальную вилку, она начнет деформироваться. Это означает, что нагрузка на вилку превысила предел текучести ee материала. Вилка не сломалась, а только погнулась, то есть предел ее прочности больше предела текучести. У кухонных ножей предел прочности равен пределу текучести, то есть ножи «хрупкие».
Гайки изготовленные из углеродистой стали, также подразделяют по прочности на 6 классов: 4, 5, 6, 8, 10, 12. Класс прочности маркируется одним числом — это уменьшенное в 100 раз минимальное значение предела прочности болта, с которым можно использовать гайку, что бы она полностью выдержала нагрузку. Например, гайку с классом прочности 10 можно использовать в паре с болтом, у которого минимальный предел прочности равен 1000 Н/мм², т.е. с болтом класса прочности 10.9.
Например, гайку с классом прочности 10 можно использовать в паре с болтом, у которого минимальный предел прочности равен 1000 Н/мм², т.е. с болтом класса прочности 10.9.
Разрушающие нагрузки для болтов:
|
Резьба
|
Рабочая площадь поперечного сечения мм2
|
Класс прочности
| |||||||||
|
3,6
|
4,6
|
4,8
|
5,6
|
5,8
|
6,8
|
8,8
|
9,8
|
10,9
|
12,9
| ||
|
Минимальная разрушающая нагрузка, кН
| |||||||||||
|
М5
|
14,2
|
4,69
|
5,68
|
5,96
|
7,1
|
7,38
|
8,52
|
11,35
|
12,8
|
14,8
|
17,3
|
|
М6
|
20,1
|
6,63
|
8,04
|
8,44
|
10
|
10,4
|
2,1
|
16,1
|
18,1
|
20,9
|
24,5
|
|
М7
|
28,9
|
9,54
|
11,6
|
12,1
|
14,4
|
15
|
17,3
|
23,1
|
26
|
30,1
|
35,3
|
|
М8
|
36,6
|
12,1
|
14,6
|
15,4
|
18,3
|
19
|
22
|
29,2
|
32,9
|
38,1
|
44,6
|
|
М10
|
58
|
19,1
|
23,2
|
24,4
|
29
|
30,2
|
34,8
|
46,4
|
52,2
|
60,3
|
70,8
|
|
М12
|
84,3
|
27,8
|
33,7
|
35,4
|
42,2
|
43,8
|
50,6
|
67,4
|
75,9
|
87,7
|
103
|
|
М14
|
115
|
38
|
46
|
48,3
|
57,5
|
59,8
|
69
|
92
|
104
|
120
|
140
|
|
М16
|
157
|
51,8
|
62,8
|
65,9
|
78,5
|
81,6
|
94
|
125
|
141
|
160
|
192
|
|
М18
|
192
|
63,4
|
76,8
|
80,6
|
96
|
99,8
|
115
|
159
|
—
|
200
|
234
|
|
М20
|
245
|
80,8
|
98
|
103
|
122
|
127
|
147
|
203
|
—
|
255
|
299
|
|
М22
|
303
|
100
|
121
|
127
|
152
|
158
|
182
|
252
|
—
|
315
|
370
|
|
М24
|
353
|
116
|
141
|
148
|
176
|
184
|
212
|
293
|
—
|
367
|
431
|
|
М27
|
459
|
152
|
184
|
193
|
230
|
239
|
275
|
381
|
—
|
477
|
560
|
|
М30
|
561
|
185
|
224
|
236
|
280
|
292
|
337
|
466
|
—
|
583
|
684
|
|
М33
|
694
|
229
|
278
|
292
|
347
|
361
|
416
|
576
|
—
|
722
|
847
|
|
М36
|
817
|
270
|
327
|
343
|
408
|
425
|
490
|
678
|
—
|
850
|
997
|
|
М39
|
976
|
322
|
390
|
410
|
488
|
508
|
586
|
810
|
—
|
1020
|
1200
|
Источник: ГОСТ 1759. 4-87
4-87
Болти оцинковані М16 клас міцності 10.9 ГОСТ 7805-70, DIN 933, DIN 931 для закріплення важких ферм
Виробництво болтів, що мають зовнішню метричну різьбу і оголівок у вигляді шестикутника, регламентується стандартами ГОСТ 7805-70, DIN 933 і DIN 931. Якщо необхідне кріплення відрізняється від стандартного, ми можемо виготовити його під замовлення.
Болти з класом міцності 10.9 застосовують при будівництві автомагістралей, залізниць, мостів та інших конструкцій, що піддаються високим навантаженням.
Сировиною для їх виготовлення є сталь 40Х та інші. Шестигранні болти можуть бути поставлені без покриття або оцинковані.
Технічні характеристики болта М16 (в мм):
S=24;
18≤l≤300;
k=10.
Крок різьби = 1.5 або 2 мм.
Довжина різьби дорівнює:
- при l < 40 мм різьба розташована по всій довжині стрижня;
- при l≤125: 38;
- при 125≤200: 44;
- при l > 200: 57.

Клас міцності 10.9
Теоретична вага болтів (1000 шт.) М16 ГОСТ 7805-70
Довжина болта (мм) | Вага (кг) |
18 | 65.54 |
20 | 68.49 |
22 | 71.44 |
25 | 75.87 |
28 | 80.29 |
30 | 83.24 |
32 | 86.19 |
35 | 90.62 |
38 | 95.04 |
40 | 97.99 |
45 | 105.70 |
50 | 113.60 |
55 | 121.50 |
60 | 129.40 |
65 | 137. |
70 | 145.20 |
75 | 153.10 |
80 | 161.00 |
85 | 168.90 |
90 | 176.80 |
95 | 184.70 |
100 | 192.60 |
105 | 200.50 |
110 | 208.40 |
115 | 216.30 |
120 | 224.20 |
125 | 232.10 |
130 | 240.00 |
140 | 255.80 |
150 | 271.60 |
160 | 287.40 |
170 | 303.20 |
180 | 319. |
190 | 333.80 |
200 | 350.60 |
220 | 382.20 |
240 | 413.80 |
260 | 445.40 |
280 | 476.90 |
300 | 508.50 |
 30
30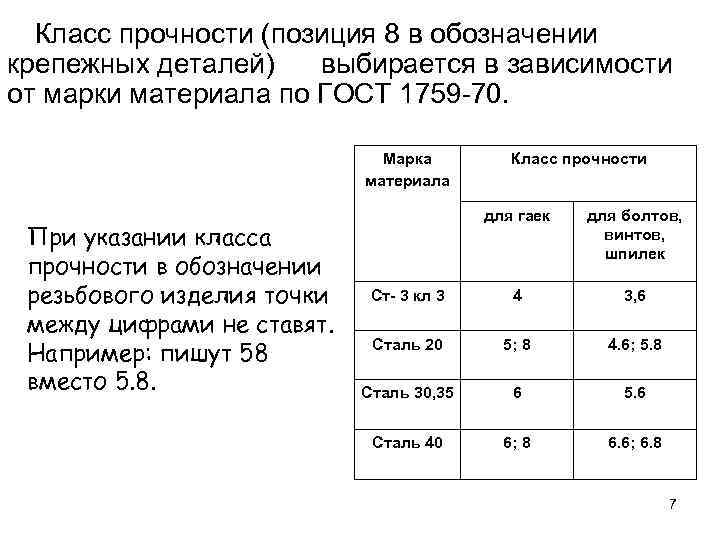 00
00Якщо Вам потрібні якісні шестигранні болти з накатаним різьбленням у класі міцності 10.9 – дзвоніть і наші менеджери допоможуть придбати їх максимально швидко. Доставляємо кріплення в усі регіони України.
Підтвердження авторства на Google+ : Святослав Чередниченко
Підтвердження авторства:
Характеристики
Специфікація
- 9229_gost_780570.pdf
Інформація для замовлення
Механические свойства — застежки Fuller : застежки Fuller
Механические свойства
| Свойство | 3,6 | 4,6 | 4,8 | 5,6 | 5,8 | 6,8 | 8,8 | 10,9 | 12,9 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| <= 16 мм | > 16 мм | ||||||||||
Прочность на растяжение | номинальное значение | 300 | 400 | 400 | 500 | 500 | 600 | 800 | 800 | 1000 | 1200 |
| минимум | 330 | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 1040 | 1220 | |
| Твердость по Виккерсу HV=F 98N | минимум | 95 | 120 | 130 | 155 | 160 | 190 | 230 | 255 | 310 | 372 |
| максимум | 220 | 220 | 220 | 220 | 220 | 250 | 300 | 336 | 382 | 434 | |
| Твердость по Бринеллю HB F=30D 2 | минимум | 90 | 114 | 124 | 147 | 152 | 181 | 219 | 242 | 295 | 353 |
| максимум | 209 | 238 | 285 | 319 | 363 | 412 | |||||
| Твердость по Роквеллу HR | минимум HRB | 52 | 67 | 71 | 79 | 82 | 89 | ||||
| минимум HRC | 20 | 23 | 31 | 38 | |||||||
| максимум HRB | 95 | 95 | 95 | 95 | 95 | ||||||
| максимум HRC | 30 | 34 | 39 | 44 | |||||||
| Твердость поверхности HV 0,3 | максимум | 320 | 356 | 402 | 454 | ||||||
| Предел текучести R el в МПа (Н/мм 2 ) | номинальное значение | 180 | 240 | 320 | 300 | 400 | 480 | ||||
| минимум | 190 | 240 | 340 | 300 | 420 | 480 | |||||
| Предел удлинения 0,2 % R p 0,2 дюйм МПа (Н/мм 2 ) | номинальное значение | 640 | 640 | 900 | 1080 | ||||||
| минимум | 640 | 660 | 940 | 1100 | |||||||
| Испытательное напряжение S p | S p /R eL или R p0. 2 2 | 0,94 | 0,94 | 0,91 | 0,94 | 0,91 | 0,91 | 0,91 | 0,91 | 0,88 | 0,88 |
| МПа (Н/мм 2 ) | 180 | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 830 | 970 | |
| Удлинение после разрушения А 5 в % | минимум | 25 | 22 | 14 | 20 | 10 | 8 | 12 | 12 | 9 | 8 |
| Минимальная энергия удара надреза в джоулях | 25 | 30 | 30 | 20 | 15 | ||||||
| Ударная вязкость головы | Без перелома | ||||||||||
| Максимальная высота зоны резьбы Не обезуглероженный E | 1/2H 1 | 1/2H 1 | 2/3H 1 | 3/4H 1 | |||||||
| Максимальная глубина обезуглероживания, гмм | .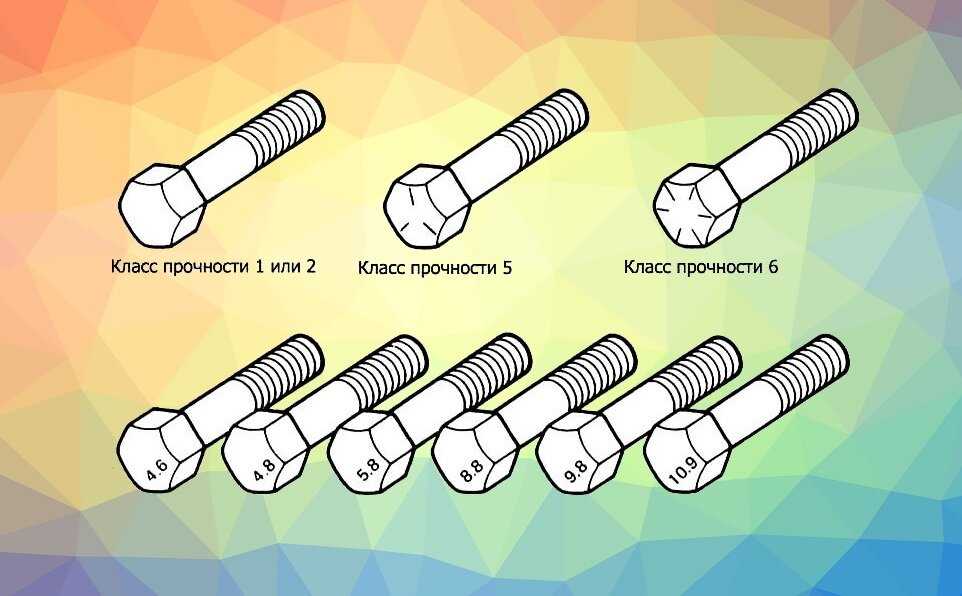 015 015 | .015 | .015 | .015 | |||||||
Механические свойства изделий с головками
Винты с головкой под ключ DIN 912
| Класс прочности | 12,9 |
|---|---|
| Твердость (HRC) | 39-44 |
| Прочность на растяжение (МПа) | 1220 мин. |
| Предел текучести при смещении 0,2 % (МПа) | 1100 мин. |
| Удлинение (%) | 8 мин. |
ASME B18.3 Винты с головкой под торцевой ключ
| Диаметр d | д <= 1/2 | д > 1/2 |
|---|---|---|
| Твердость (HRC) | 39-44 | 37-44 |
| Прочность на растяжение (psi) | 145 000 мин. | 135 000 мин. |
DIN 7984 Крышки с низкой головкой
| Класс прочности | 10,9 |
|---|---|
| Твердость (HRC) | 32-39 |
| Прочность на растяжение (МПа) | 832 мин. |
ASME B18.3 Крышки с низкой головкой
| Диаметр d | д <= 1/2 | д > 1/2 |
|---|---|---|
| Твердость (HRC) | 39-45 | 37-45 |
| Прочность на растяжение (psi) | 180 000 мин. | 170 000 мин. |
| Предел текучести при смещении 0,2% (psi) | 153 000 мин. | 153 000 мин. |
| Удлинение (%) | 10 мин. | 10 мин. |
Винты с плоской головкой и потайной головкой под ключ DIN 7991
| Класс собственности | 10,9 |
|---|---|
| Твердость (HRC) | 32-39 |
| Прочность на растяжение (МПа) | 835 мин. |
ASME B18.3 Винты с потайной головкой и внутренним шестигранником
| Диаметр d | д <= 1/2 | д > 1/2 |
|---|---|---|
| Твердость (HRC) | 39-44 | 37-44 |
| Прочность на растяжение (psi) | 145 000 мин. | 135 000 мин. |
Винты с полукруглой головкой под торцевой ключ ISO 7380
| Класс прочности | 10,9 |
|---|---|
| Твердость (HRC) | 32-39 |
| Прочность на растяжение (МПа) | 835 мин. |
ASME B18.3 Винты с полукруглой головкой под торцевой ключ
| Диаметр d | д <= 1/2 | д > 1/2 |
|---|---|---|
| Твердость (HRC) | 39-44 | 37-44 |
| Прочность на растяжение (psi) | 145 000 мин. | 135 000 мин. |
Винты с буртиком под торцевой ключ ISO 7379
| Класс прочности | 12,9 |
|---|---|
| Твердость (HRC) | 39-44 |
| Прочность на растяжение (МПа) | 1100 мин. |
ASME B18.3 Винты с буртиком под торцевой ключ
| Твердость (HRC) | 39-43 |
| Прочность на растяжение (psi) | 140 000 мин. |
Установочные винты DIN 916
| Класс прочности | 45H |
|---|---|
| Твердость (HRC) | 45-53 |
Установочные винты ASME B18.3
| Класс прочности | 45H |
|---|---|
| Твердость (HRC) | 45-53 |
Механические свойства изделий с шестигранной головкой
Болты с шестигранной головкой ISO 4014 / 4017
| Класс прочности | 10,9 | 12,9 |
|---|---|---|
| Твердость (HRC) | 32-39 | 39-44 |
| Прочность на растяжение (МПа) | 1040 мин. | 1220 мин. |
| Предел текучести при смещении 0,2% (МПа) | 940 мин. | 1100 мин. |
| Удлинение (%) | 9 мин. | 8 мин. |
Болты с шестигранной головкой ASME B18.2.1
| Класс собственности | SAE J429, класс 8 |
|---|---|
| Твердость (HRC) | 33-39 |
| Твердость поверхности (30 Н) | 58,6 макс. |
| Прочность на растяжение (psi) | 150 000 мин. |
| Предел текучести при смещении 0,2% (psi) | 130 000 мин. |
| Удлинение (%) | 12 мин. |
Болты с шестигранной головкой ISO 4162
| Класс собственности | 10,9 | 12,9 |
|---|---|---|
| Твердость (HRC) | 32-39 | 39-44 |
| Прочность на растяжение (МПа) | 1040 мин.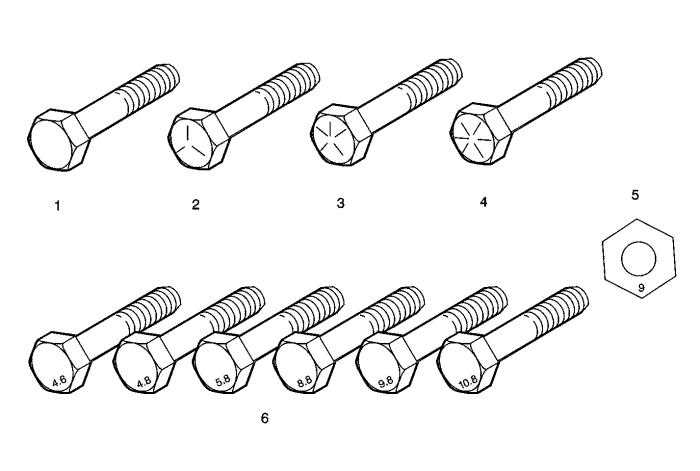 | 1220 мин. |
| Предел текучести при смещении 0,2% (МПа) | 940 мин. | 1100 мин. |
| Удлинение (%) | 9 мин. | 8 мин. |
Винты с шестигранной головкой с фланцем IFI-111
| Класс прочности | SAE J429, класс 8 |
|---|---|
| Твердость (HRC) | 33-39 |
| Твердость поверхности (30 Н) | 58,6 макс. |
| Прочность на растяжение (psi) | 150 000 мин. |
| Предел текучести при смещении 0,2% (psi) | 130 000 мин. |
| Удлинение (%) | 12 мин. |
*Вся информация является строго информативной
Блог
Причины для использования резьбовых соединений из нержавеющей стали те же, что и для выбора других компонентов из нержавеющей стали — в целом устойчивость к коррозионным или высокотемпературным средам. Однако в дополнение к очевидным преимуществам в улучшении эстетики и долговечности может быть значительная экономия средств, если соединение потребует разборки и повторной сборки.
Однако в дополнение к очевидным преимуществам в улучшении эстетики и долговечности может быть значительная экономия средств, если соединение потребует разборки и повторной сборки.
МАРКИ И СТАНДАРТЫ
Коррозионностойкие крепежные изделия доступны «с полки» из различных материалов, но, безусловно, наиболее полный ассортимент представлен из нержавеющей стали. получены в короткие сроки. Как правило, они изготавливаются из стали марки 304 (A2), марки 316 (A4) или, для менее требовательных применений, марки 303 (A 1 ). Классификация классов A 1, A2 и A4 соответствует международному стандарту ISO 3506; отметины на голове часто показывают эту классификацию. Общепринятой и законной практикой является производство изделий марки 304 (или A2) из марок 302HQ или 304 в зависимости от типа крепежных изделий и производственного процесса. Реже крепежные детали доступны из закаленных и отпущенных мартенситных нержавеющих сталей, таких как 410 (C 1), или из версии с более высоким содержанием молибдена марки 316, часто обозначаемой «2343». Обзор ассортимента крепежных изделий из нержавеющей стали, доступных в Австралии, можно найти в Австралийском справочном руководстве по нержавеющей стали.
Обзор ассортимента крепежных изделий из нержавеющей стали, доступных в Австралии, можно найти в Австралийском справочном руководстве по нержавеющей стали.
Крепежные изделия из нержавеющей стали, представленные на австралийском рынке, в основном имеют такую же или более высокую прочность на растяжение, чем коммерчески используемые крепежные детали из углеродистой и низколегированной стали, и имеют более высокую прочность, чем большинство других коррозионностойких крепежных изделий. В таблице 1 показано сравнение крепежа из нержавеющей стали и крепежа из углеродистой и низколегированной стали различных марок, а на рисунке 1 показано сравнение прочности различных коррозионно-стойких материалов.
Подавляющее большинство доступных крепежных изделий из нержавеющей стали производится в соответствии с классом 70 стандарта ISO 3506 (это означает минимальный предел прочности при растяжении 700 МПа) и имеет соответствующую маркировку. При отсутствии маркировки следует считать, что продукт относится к классу 50 (минимальная прочность на растяжение 500 МПа).
Если требуется крепеж из нержавеющей стали с более высокой прочностью на растяжение, некоторые продукты доступны в классе 80, они обычно изготавливаются из нержавеющей стали марки 316. Недавно стали доступны некоторые изделия из нержавеющей стали класса 100, а также материала марки 316.
РЕКОМЕНДАЦИИ ПО КОРРОЗИИ
Если проблема связана с коррозией, недорогим решением будет использование стальных крепежных деталей с каким-либо гальваническим или органическим покрытием, а не использование изделий, изготовленных из коррозионно-стойких материалов. Хотя окрашенные, гальванизированные или оцинкованные крепежные детали обычно подходят для применений, где коррозионные условия не являются серьезными, следует также учитывать стоимость возможного отказа и потери эстетического вида, когда защитное покрытие повреждается или подвергается риску, по сравнению со стоимостью изделие из нержавеющей стали. Повреждение покрытия на стальных изделиях может быть легко вызвано гаечным ключом или отверткой, используемой для затяжки, неправильными методами нанесения покрытия или просто из-за вращения одной резьбы относительно другой при сборке.
ЗАТЯЖКА И ЗАЕДИНЕНИЕ
Как и в случае со всеми крепежными изделиями, правильная установка изделий из нержавеющей стали имеет решающее значение для их работы; это особенно верно в отношении затягивания и истирания.
Истирание происходит, когда оксидная пленка на поверхности нержавеющей стали разрушается в результате прямого контакта с металлом. Затем может иметь место сварка в твердой фазе (при которой материал переносится с одной поверхности на другую). Симптомы истирания включают повреждение поверхности, заедание и замерзание оборудования. Истирание обычно происходит при совместном использовании гаек и болтов из нержавеющей стали, где точки контакта подвергаются высоким моментам затяжки.
Крепеж, изготовленный в соответствии с международно признанными стандартами, должен обеспечивать однородность резьбовых изделий. Следует проявлять разумную осторожность при обращении с крепежными изделиями из нержавеющей стали, чтобы избежать повреждения резьбы и содержать резьбу в чистоте и на ней не должно быть грязи, крупной сажи или песка. Если резьба затягивается на песке или грязи, увеличивается вероятность истирания или заедания.
Если резьба затягивается на песке или грязи, увеличивается вероятность истирания или заедания.
Способы уменьшения истирания включают:
НАКАТНАЯ РЕЗЬБА
Накатанная резьба менее подвержена истиранию, чем обработанная, поскольку она имеет более гладкую поверхность и линии волокон следуют за резьбой, а не пересекают ее, как в случае с обработанной резьбой. потоки.
МОМЕНТ ЗАТЯЖКИ
Болты должны быть затянуты с правильным моментом с помощью динамометрического ключа, так как чрезмерная затяжка будет способствовать истиранию.
СМАЗКА
Перед сборкой рекомендуется нанести на резьбу некоторую форму смазки. Доступны соответствующие консистентные смазки, содержащие вязкие металлы, масла и т.д. Некоторые часто используемые смазочные материалы содержат дисульфид молибдена или порошок никеля (иногда с графитовыми материалами*).
МОДИФИКАЦИЯ ПО ТВЕРДОСТИ
Истирание также можно уменьшить, используя две разные нержавеющие стали с существенно разной твердостью на сопрягаемых поверхностях. Разница в твердости по Бринеллю в 50HB может преодолеть истирание.
Разница в твердости по Бринеллю в 50HB может преодолеть истирание.
Распространенное мнение, что использование шпилек класса 316 с гайками класса 304 (или наоборот) позволяет избежать истирания, является мифом (существует заметная разница в степени истирания).
В таблице 2 приведены некоторые рекомендуемые максимальные значения крутящего момента для различных диаметров крепежных изделий из нержавеющей стали. Эта таблица является ориентировочной, основанной только на отраслевых испытаниях, которые обеспечивают максимальное значение зажима при минимальном риске заедания. Приведенные значения основаны на сухих крепежных деталях, очищенных от каких-либо смазочных материалов и очищенных от любых посторонних веществ. Добавление смазки может оказать существенное влияние на соотношение крутящий момент-напряжение. Смазанный крепеж требует меньшего крутящего момента для достижения того же уровня натяжения, а также делает соотношение крутящий момент-натяжение более предсказуемым. Различные смазочные материалы также могут иметь различные эффекты.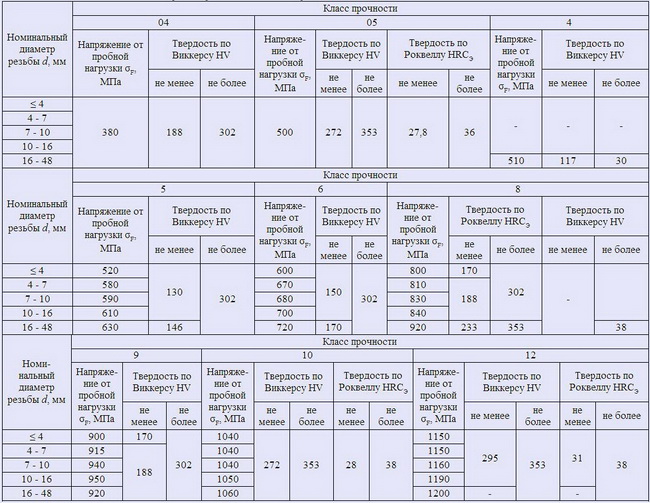 На рисунке 2 показано влияние добавления смазки на соотношение крутящий момент-напряжение.
На рисунке 2 показано влияние добавления смазки на соотношение крутящий момент-напряжение.
| ТАБЛИЦА 2: НАПРАВЛЯЮЩАЯ КРУТЯЩИЙ МОМЕНТ (Нм) | ||
| Размер болта | Класс 304 (А2) | Класс 316 (А4) |
| 1/4″ — 20 | 8,5 | 9 |
| 1/4″ — 28 | 11 | 11 |
| 5/16″ — 18 | 15 | 16 |
| 5/16″ — 24 | 16 | 17 |
| 3/8″ — 16 | 27 | 28 |
| 3/8″ — 24 | 29 | 31 |
| 7/16″ — 14 | 42 | 44 |
| 7/16″ — 20 | 45 | 47 |
| 1/2″ — 13 | 58 | 61 |
| 1/2″ — 20 | 61 | 64 |
| 9/16″ — 12 | 77 | 81 |
| 9/16″ — 18 | 85 | 89 |
| 5/8″ — 11 | 125 | 131 |
| 5/8″ — 18 | 141 | 147 |
| 3/4″ — 10 | 173 | 179 |
| 3/4″ — 16 | 168 | 176 |
| 7/8″ — 9 | 263 | 275 |
| 7/8″ — 14 | 262 | 273 |
| 1″ — 8 | 389 | 406 |
| 1″ — 14 | 351 | 367 |
| 1 1/8″ — 7 | 560 | 586 |
| 1 1/8″ — 12 | 529 | 553 |
| 1 1/4″ — 7 | 709 | 740 |
| 1 1/4″ — 12 | 651 | 683 |
| 1 1/2″ — 6 | 1 204 | 1 261 |
| 1 1/2″ — 12 | 953 | 993 |
Влияние смазки на соотношение крутящий момент-напряжение показано выше на диаграмме, основанной на результатах, полученных при закручивании стального болта 9/16″ — 18 в алюминий.
