Коэффициент наплавки: Что такое коэффициент наплавки электродов
Содержание
Что такое коэффициент наплавки электродов
При сварочных работах одним из основных показателей, который учитывается при разработке технологического процесса, является коэффициент наплавки электродов. Это величина расплавленного металла электрода, которая пошла непосредственно на формирования шва, без потерь, в зависимости от пропущенного через дугу тока за единицу времени. Фактически, это величина производительности, или эффективности сварных работ. Она позволяет сварщику определить потребное количество электродов, для обеспечения непрерывности работ.
Также выбрать лучшее положение для сварки и заранее знать приблизительное время выполнения назначенного объема работ. Ведь для некоторых видов электродов количество положений при сварке ограничено, и это напрямую влияет на скорость формирования шва. А также подбирать оптимальную разновидность электродов для данного вида работ.
Коэффициент выражается формулой:
α=Gh/I
где α – коэффициент наплавки электрода, Gh – масса наплавленного на шов металла за отрезок времени, I – сварочный ток в амперах. Также коэффициент наплавки зависит от типа используемого тока – постоянного или переменного, использует он прямую или обратную полярность.
Также коэффициент наплавки зависит от типа используемого тока – постоянного или переменного, использует он прямую или обратную полярность.
Если рассматривать состав электродов, то это по сути металлический стержень, со специальным покрытием. Назначение покрытия – это выделение дополнительных ионов, изоляция сварочной ванны для создания в ней определенных условий и защиты электрода от воздействия внешней среды.
Это необходимое условие, ведь в зоне сварной ванны температуры крайне высокие, и если рассмотреть частный случай, при прямом контакте с кислородом многие металлы окисляются, что приведет к излишней трате сварного материала и разупрочнению сварного шва за счет большого количества неметаллических вкраплений. За счет варьирования толщины покрытия электродов производители также регулируют величину наплавки. Их выпускают средней, большой и повышенной толщины.
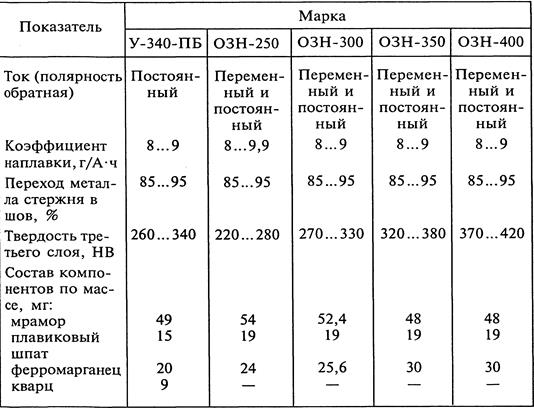
При использовании электродов со средней толщиной покрытия, они выдают коэффициент наплавки 7-8 г/А-ч. И сварочные работы можно проводить практически в любом пространственном положении. Если брать электроды с большой толщиной дают лучшие показатели производительность – до 12 г/А-ч. При этом допускается проведение работ во всех допустимых положениях, но наибольшую эффективность они покажут в нижнем положении при большей протяженности шва. А в случае использования покрытия повышенной толщины на электродах, они относятся к классу высокопроизводительных. И способны выдать показатель до 18 г/А-ч, но при этом их можно использовать только при сварке в нижнем положении. А если требуется большая длина сварного шва, то они являются самым эффективным выбором для данного варианта сварных работ.
И сварочные работы можно проводить практически в любом пространственном положении. Если брать электроды с большой толщиной дают лучшие показатели производительность – до 12 г/А-ч. При этом допускается проведение работ во всех допустимых положениях, но наибольшую эффективность они покажут в нижнем положении при большей протяженности шва. А в случае использования покрытия повышенной толщины на электродах, они относятся к классу высокопроизводительных. И способны выдать показатель до 18 г/А-ч, но при этом их можно использовать только при сварке в нижнем положении. А если требуется большая длина сварного шва, то они являются самым эффективным выбором для данного варианта сварных работ.
Говоря о коэффициенте наплавки электродов, нельзя не упомянуть о таком важном индивидуальном параметре электрода, как коэффициент расплавления. Это та часть собственной массы электрода, которая переходит в расплавленный металл под воздействием электрического тока за интервал горения дуги в один час. При этом очевидно, что не вся масса этого металла идет на формирование самого шва. Ведь в процессе сварки металл разбрызгивается, испаряется и выгорает под воздействием сварной дуги. Это зависит от типа сварного соединения, режима сварки, типа покрытия самого электрода и конечно от типа проволоки стержня электрода.
При этом очевидно, что не вся масса этого металла идет на формирование самого шва. Ведь в процессе сварки металл разбрызгивается, испаряется и выгорает под воздействием сварной дуги. Это зависит от типа сварного соединения, режима сварки, типа покрытия самого электрода и конечно от типа проволоки стержня электрода.
Как правило, потери металла возрастают прямо пропорционально в зависимости от плотности тока и длины электрической дуги. В большинстве случаев, коэффициент наплавки электродов на 7-15% меньше, чем коэффициент расплавления электродов. Но иногда эти величины практически равны. А в частных случаях, например при наличии порошка железа в покрытии электрода, коэффициент наплавки может быть даже больше второго.
В целом в каждом отдельном случае сварочных работ слишком много факторов, и табличные данные всегда дают лишь приблизительные данные. А для определения боле точных показателей, всегда лучше определять конкретные коэффициенты экспериментальным путем.
Рекомендуем вам так же ознакомится ознакомится с материалом расчет расходов сварочных электродов
Сварочные электроды озл-20
Для сварки арматуры
Электроды Wutmarc
Коэффициент наплавки — Энциклопедия по экономике
| Таблица 58. Коэффициенты наплавки для различных марок электродов |
Марка электрода Коэффициент наплавки Коэффициент перехода металла в шов Марка электрода ЦК 1Г1 наплавки фициент перехода металла
[c.232]
Доля электродного металла, перешедшего в сварной шов, различна и зависит от способа и режима сварки, а также от вида шва. Часть металла электрода теряется ввиду разбрызгивания и угара. Эти потери при ручной дуговой сварке достигают 25— 30 %, а при автоматической под слоем флюса составляют только 2—3 % общего количества расплавленного электродного металла. Количество электродного металла, перешедшего в сварной шов, оценивают коэффициентом наплавки. При ручной сварке его значение устанавливают по маркам электродов (табл. 58).
[c.232]
При ручной сварке его значение устанавливают по маркам электродов (табл. 58).
[c.232]
Таким образом, скорость наложения сварного шва прямо пропорциональна коэффициенту наплавки и силе сварочного тока и обратно пропорциональна величине поперечного сечения шва. Кроме того, она зависит от химического состава присадочного материала и его покрытия (влияющих на величину пк и Ок). [c.233]
Коэффициенты наплавки электродной проволоки ан, принимаемые при расчете основного времени полуавтоматической дуговой сварки в защитном газе, даны в табл. 3.47. [c.138]
| Таблица 3.47 Коэффициент наплавки электродной проволоки, г/(А-ч) |
Средний ток 1св одного поста в а Коэффициент включения сварочной, дуги е Диаметр электродов d в мм Коэффициент наплавки ак в г/а-ч Вес металла G, наплавляемого одним постом, в кг [c.84]
Моральный износ имеет две формы. Первая форма характеризуется тем, что уменьшение стоимости действующего оборудования происходит вследствие уменьшения затрат на его производство, в результате чего пересматриваются и цены на него. Вторая форма морального износа имеет место, когда оборудование технически устарело и подлежит замене более совершенным с более высокими техническими показателями. Так, например, при появлении автоматов для сварки под флюсом, работающих на более интенсивных сварочных режимах и обеспечивающих более высокий коэффициент наплавки, становится невыгодным использовать автоматы устаревших конструкций для сварки незащищенной дугой, обес-20
[c.20]
Вторая форма морального износа имеет место, когда оборудование технически устарело и подлежит замене более совершенным с более высокими техническими показателями. Так, например, при появлении автоматов для сварки под флюсом, работающих на более интенсивных сварочных режимах и обеспечивающих более высокий коэффициент наплавки, становится невыгодным использовать автоматы устаревших конструкций для сварки незащищенной дугой, обес-20
[c.20]
Влияние морального износа может быть во многих случаях ослаблено модернизацией оборудования, в результате которой улучшается его эксплуатационная характеристика (например, повышаются скорость сварки и коэффициент наплавки, улучшается защита металла шва от воздуха и т. д.). [c.21]
Установленные веса наплавленного металла суммируются по маркам и длинам электродов, которыми производится наплавка. В соответствии с марками и длинами электродов устанавливаются величины коэффициентов Кс по табл. 1, на которые, соответственно маркам и длинам электродов, умножаются установленные веса наплавленного металла. Путем суммирования полученных величин по маркам электродов определяется расход сварочной проволоки.
[c.453]
Путем суммирования полученных величин по маркам электродов определяется расход сварочной проволоки.
[c.453]
По коэффициентам плавления и наплавки рассчитывают потребность в электродном металле для сварного шва установленного сечения и скорости наложения шва. [c.232]
При наплавке чугуна к нормативному времени, приведенному в табл. 65, применяют поправочный коэффициент Кч — 1,15, при наплавке латуни Кч = 0,85, а при наплавке меди Км = = 0,90. [c.241]
Скорость наплавки зависит от величины силы тока / (в А) и коэффициента наплавки ан, который определяется в соответствии л маркой члектрода и его покрытия, родом тока (постоянного переменного). [c.162]
Производительность наплавки указанными электродами в сравнении с известными электродами ЦМ-7 повышается более чем на 50%, а удельный расход электроэнергии снижается на 30 % . Увеличение производительности и экономия электроэнергии при сварке этими электродами обеспечиваются за счет повышения коэффициента наплавки, повышения сварочного тока, а также применения метода глубокого проплавления. [c.260]
[c.260]
Основное время сварки равно времени горения дуги. Его определяют, как показано выше, делением массы наплавленного металла QH на произведение силы сварочного тока / и коэффициента наплавки ан, т. е. t0 = 60QH/(aH/). [c.235]
Коэффициент теплового расширения — Обработка поверхностей
Вы здесь: Домашняя страница / Ресурсы / Коэффициент теплового расширения
Материал | 10 -6 дюйма/дюйма. | Низкий | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Цинк и его сплавы | 34,7 | 19,4 | 19,3 | 10,8 | ||||||||||||
| Lead & its Alloys | 29.3 | 25.9 | 16.3 | 14.4 | ||||||||||||
| Magnesium Alloys | 28. 8 8 | 25.2 | 16 | 14 | ||||||||||||
| Aluminum & its Alloys | 24.7 | 21.1 | 13,7 | 11,7 | ||||||||||||
| Олово и его сплавы | 23,4 | 13,0 | ||||||||||||||
| Tin & Aluminum Brasses | ||||||||||||||||
| Tin & Aluminum Brasses | 18.5 | 11.8 | 10.3 | |||||||||||||
| Plain & Leaded Brasses | 20.9 | 18.0 | 11.6 | 10.0 | ||||||||||||
| Silver | 19.6 | 10.9 | ||||||||||||||
| Cr- Ni-Fe Superalloys | 18,9 |  56″ align=»right»> 16,6 56″ align=»right»> 16,6 | 10,5 | 9,2 | ||||||||||||
| Теплостойкие сплавы (отлив) | 18,9 | 11,5 | 18,9 | 11,5 | .0032 | 6.4 | ||||||||||
| Nodular or Ductile Irons (cast) | 18.7 | 11.9 | 10.4 | 6.6 | ||||||||||||
| Stainless Steels (cast) | 18.7 | 11.5 | 10.4 | 6.4 | ||||||||||||
| Tin Bronzes (отлив) | 18,5 | 18,0 | 10,3 | 10 | ||||||||||||
Austenitic Steels Stain. 0037 9.0 0037 9.0 | ||||||||||||||||
| Phosphor Silicon Bronzes | 18.4 | 17.3 | 10.2 | 9.6 | ||||||||||||
| Coppers | 17.6 | 13.9 | 9.8 | 7.7 | ||||||||||||
| Nickel-Base Superalloys | 17.6 | 9,8 | ||||||||||||||
| Алюминиевые бронзы (отлив) | 17.1 | 16,2 | 9,5 | 9.0 | ||||||||||||
| 1132 | ||||||||||||||||
| 111137 | ||||||||||||||||
| 1111370032 | 16.9 | 12.2 | 9.4 | 6.8 | ||||||||||||
| Beryllium Copper |  74″ align=»right»> 16.7 74″ align=»right»> 16.7 | 9.3 | ||||||||||||||
| Cupro-Nickels & Nickel Silvers | 17.1 | 16.2 | 9.5 | 9.0 | ||||||||||||
| Nickel & its Alloys | 16.6 | 12.2 | 9.2 | 6.8 | ||||||||||||
| Cr-Ni-Co-Fe Superalloys | 16.4 | 14.4 | 9.1 | 8.0 | ||||||||||||
| Alloy Steels | 15.5 | 11.3 | 8.6 | 6.3 | ||||||||||||
| Carbon Free-Cutting Steels | 15.1 | 14.6 | 8.4 | 8. 1 1 | ||||||||||||
| Alloy Steels (cast) | 14.9 | 14.4 | 8.3 | 8.0 | ||||||||||||
| Age Hardenable Stainless Steels | 14.8 | 9.9 | 8.2 | 5.5 | ||||||||||||
| Gold | 14.2 | 7.9 | ||||||||||||||
| High Temperature Steels | 14.2 | 11.3 | 7.9 | 6.3 | ||||||||||||
| Ultra High Strength Steels | 13.7 | 10.3 | 7.6 | 5,7 | ||||||||||||
| СДЕЛАЖНЫЕ ПРЕДУПРЕЖДЕНИЯ | 13,5 | 10,6 | 7,5 | 5,9 | ||||||||||||
| Титаниум Carbide Cermet | ||||||||||||||||
| Titanium Carbide Cermet | ||||||||||||||||
. 0037 13.5 0037 13.5 | 7.7 | 7.5 | 4.3 | |||||||||||||
| Wrought Irons | 13.3 | 7.4 | ||||||||||||||
| Titanium & its Alloys | 12.8 | 8.8 | 7.1 | 4.9 | ||||||||||||
| Nichrome | 12,5 | 6.9 | ||||||||||||||
| Кобалт | 12,2 | 6,8 | ||||||||||||||
| Мартенситный Стейль | ||||||||||||||||
| .0037 11.7 | 9.9 | 6.5 | 5.5 | |||||||||||||
| Nitriding Steels | 11.7 | 6.5 | ||||||||||||||
| Palladium | 11.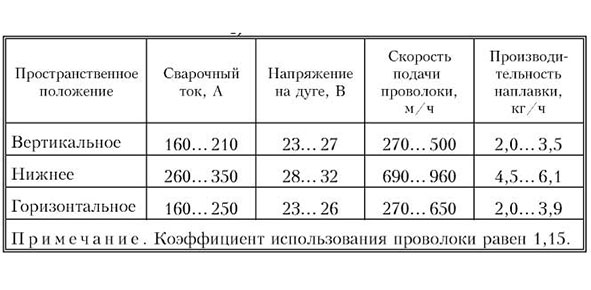 7 7 | 6.5 | ||||||||||||||
| Beryllium | 11.5 | 6.4 | ||||||||||||||
| Хром Карбид Carmet | 11,3 | 10,4 | 6,3 | 5,8 | ||||||||||||
| Торий | 11,2 | |||||||||||||||
| Thorium | 11.2 | |||||||||||||||
| .0032 | 6.2 | |||||||||||||||
| Ferritic Stainless Steels | 10.8 | 10.4 | 6.0 | 5.8 | ||||||||||||
| Gray Irons (cast) | 10.8 | 6.0 | ||||||||||||||
| Beryllium Carbide | 10.4 | 5. 8 8 | ||||||||||||||
| Low Expansion Nickel Alloys’ | 9.9 | 2.7 | 5.5 | 1.5 | ||||||||||||
| Beryllia & Thoria | 9.5 | 5.3 | ||||||||||||||
| Alumina Cermets | 9.4 | 8.5 | 5.2 | 4.7 | ||||||||||||
| Molybdenum Disilicide | 9.2 | 5.1 | ||||||||||||||
| Ruthenium | 9.2 | 5.1 | ||||||||||||||
| Platinum | 8,8 | 4,9 | ||||||||||||||
| Vanadium | 8,6 | 4,8 9 | 8,6 | 4,8 9 |  64″ align=»right»> 8,6 64″ align=»right»> 8,6 | 4,8 9 | 8,6 | 4,8 9 | 8,6 | 4,80032 | ||||||
| Rhodium | 8.3 | 4.6 | ||||||||||||||
| Tantalum Carbide | 8.3 | 4.6 | ||||||||||||||
| Boron Nitride | 7.7 | 4.3 | ||||||||||||||
| Columbium & its Alloys | 7,4 | 6,8 | 4,1 | 3,8 | ||||||||||||
| ТИТАНИЙ Карбид | 7,4 | 4,1 | 4,1 | 4,1 | 4,1 | 4,1 | 4,1 | 7.2 | 5.9 | 4 | 3.3 | |||||
| Tungsten Carbide Cermet | 7.0 | 4.5 | 3.9 | 2.5 | ||||||||||||
| Iridium | 6.8 | 3.8 | ||||||||||||||
| Alumina Ceramics | 6.7 | 5.6 | 3.7 | 3.1 | ||||||||||||
| Zirconium Carbide | 6.7 | 3.7 | ||||||||||||||
| Osmium and Tantalum | 6.5 | 3.6 | ||||||||||||||
| Zirconium & its Alloys | 6. 5 5 | 5.6 | 3.6 | 3.1 | ||||||||||||
| Hafnium | 6.1 | 3.4 | ||||||||||||||
| Zirconia | 5.6 | 3.1 | ||||||||||||||
| Molybdenum & its Alloys | 5.6 | 4.9 | 3.1 | 2.7 | ||||||||||||
| Silicon Carbide | 4.3 | 4.0 | 2.4 | 2.2 | ||||||||||||
| Tungsten | 4.0 | 2.2 | ||||||||||||||
| Electrical Ceramics | 3.6 | 2.0 | ||||||||||||||
| Zircon | 2,3 | 1,8 | 1,3 | |||||||||||||
| Boron Carbide | 3,1 | 1,7 | ||||||||||||||
| и граф.0032 | 2,7 | 2,3 | 1,5 | 1,3 | ||||||||||||
 0031 Steatite
0031 SteatiteNICROTEC
Aviso Legal
1. informacin General.
Las Presentes Condiciones (en adelante, Condiciones de Uso) regulan el uso licensedo de la pgina con URL www.nicrotec.com,
que SOLDADURAS NICROTEC, S.A. (en adelante, el Prestador del Servicio), pone a disposicin de los usuarios de Internet (en adelante, los Usuarios).
Se pone a disposicin de los Usuarios los siguientes medios donde podrn dirigir sus peticiones, cuestiones y quejas:
Direccin Postal: calle Joiers, 5 Pligono Industrial Riera de Caldes, 08184 Palau Solit i Plegamans
Direccin de correo electrornico: soldaduras@nicrotec. com
com
Телефон абонента: 93 863 96 76
Datos registrales de SOLDADUR, SOLDEC. : inscrita en el el Registro Mercantil de Barcelona, en el tomo 31638, folio 25, hoja B-196701.
2. Интеллектуальная и промышленная собственность.
2.1 Los derechos de propiedad intelectual de la pgina www.nicrotec.com, su cdigo fuente, diseo, fotografas, textos, estructura de
navegacin, bases de datos y los distintos elementos en l contenidos, son titularidad del Prestador del Servicio a quien reporte el
ejercicio exclusivo de los derechos de explotacin de los mismos en cualquier forma y, en especial, los derechos de reproduccin, distribucin,
коммуникацин пблика и трансформацин.
2.2 El Prestador del Servicio es titular de los derechos de propiedad Industrial Referidos a sus productos y servicios, y especficamente
de los relativos a la marca registrada Nicrotec, quedando prohibido su uso, salvo autorizacin expresa y firmada por parte del Prestador
дель Сервисио.
2.3 Использование без авторизации на информацию, содержащуюся в Интернете, на ревенте, как комо-ла-ла-лесин-де-лос-дерехос-де-Интеллектуал
o Industrial de el Prestador del Servicio dar lugar a las responsabilidades legalmente establecidas.
2.4 El usuario asume la responsabilidad del uso que effecte en la Web. El usuario se compromete a hacer un uso adecuado de los
contenidos y servicios que NICROTEC ofrece a travs del mismo. En este sentido, con carcter enunciativo pero no limitativo, el usuario se
compromete (i) a no utilizar las imgenes para un mal uso (ii) incurrir en actividades ilcitas, ilegales o contrarias a la buena fe y al orden
пблико; (iii) provocar daos en los sistemas fsicos y lgicos de NICROTEC, de sus proofedores o de terceras personas; (iv) introducir o difundir
en la redvirus informticos o cualesquiera otros sistemas fsicos o lgicos que sean visibles de provocar cualquier tipo de daos.
3. Aceptacin de las Condiciones de Uso.
Estas Condiciones de Uso regulan el acceso y utilizacin del site www. nicrotec.com que el Prestador del Servicio pone gratuitamente a
nicrotec.com que el Prestador del Servicio pone gratuitamente a
disposicin де лос Usuarios. El acceso al mismo implica su aceptacin sin reservas.
4. Разрешения на использование.
Se autoriza la visualizacin, impressin y descarga parcial del contenido de la Web slo y exclusivamente si concurren las siguientes condiciones:
4.1. Que морской совместимый кон-лос-штрафы де-ла-Web.
4.2. Que se realice con el exclusivo nimo de obtener la informacin contenida para uso personal y privado. Se prohbe expressamente su utilizacin ограничивается коммерческими или пунктами su distribucin, comunicacin pblica, transformacin или descompilacin.
4.3. Que ninguno de los contenidos relacionados en la Web Шон modificados де Manera Alguna.
4.4. Queningn grfico, icono или imagen disponible en la Web sea utilizado, copyado или distribuido separadamente del texto or resto de imgenes que lo acompaan.
5. Modificaciones en la Web y las Condiciones de Uso.
El Prestador del Servicio se reserva la facultad de efectuar, en cualquier momento y sin necesidad de previo aviso, modificaciones y актуализирует de la informacin contenida en la Web, de la configuracin y Presentacin de sta y de las condiciones de acceso. Как mismo эль Prestador дель Servicio себе резерва эль derecho де актуализа лас представляет Condiciones де Uso грех previo aviso лос Usuarios, дие сын лос nicos responsables де су Consulta Como Paso previo a acceder а-ля Интернет.
6. Limitacin de responsabilidad.
6.1 El Prestador del Servicio не гарантирует несуществование прерываний или ошибок в доступе к Интернету или на су contenido, ni que ste se encuentreactualizado. El Prestador del Servicio llevar a cabo, siempre que no concurran causas que lo hagan imposible o de difcil ejecucin, y tan pronto tenga noticia de los errores, desconexiones o falta de actizacin en los contenidos, todas aquellas Labores tendentes a subsanar los errores, restablecer ла comunicacin у актуализировать лос contenidos.
6.2 Tanto el accesso a la Web como el uso inconsentido que pueda efectuarse de la informacin contenida en la misma, es de la exclusiva responsabilidad de quien lo realiza. El Prestador del Servicio не отвечает ninguna consecuencia, dao o perjuicio que pudieran derivarse de dicho acceso o uso. El Prestador del Servicio no se hace responsable de los errores de seguridad, que se puedan producir ni de los daos que puedan causarse al sistema informtico de los Usuarios (аппаратное и программное обеспечение), o a los ficheros o documentos almacenados en el mismo, como consecuencia de :
(i) la presencia de un virus en el ordenador de los Usuarios que sea utilizado para la conexin a los servicios y contenidos de la Web,
(ii) un mal funcionamiento del navegador o
(iii) del uso de versiones no actizadas del мимо.
6.3 El Prestador del Servicio no asume responsabilidad alguna derivada de los contenidos enlazados desde la Web, siempre que sean ajenos a la misma, ni garantiza la ausencia de virus u otros elementos en los mismos que puedan producir alteraciones en sistema inform аппаратное и программное обеспечение), en los documentos o los ficheros de los Usuarios, excluyendo cualquier responsabilidad por los daos de cualquier clase causados a los Usuarios por este motivo.
8. Законодательство применимо и компетентно.
Las Presentes Condiciones де Uso estn sometidas лас leyes espaolas у cualquier споров се dirimir ан лос juzgados де ла Сьюдад-де-Сабадель.
Poltica de privacidad
1. SOLDADURAS NICROTEC, S.A. (en adelante, NICROTEC), informa a los usuarios que respeta la legislacin vigente en materia de proteccin de datos personales, la privacidad de los usuarios y el secreto y seguridad de los datos personales, acceptando para ello las medidas tcnicas y organizativas necesarias para evitar la prdida, mal uso, alteracin, acceso no autorizado y robo de los datos personales facilitados, habida cuenta del estado de la tecnologa, la naturaleza de los datos y лос-риесгос лос-куе estn expuestos.
2. El accesso a los contenidos de esta web est exclusivamente dirigida a mayores de 18 aos 146 aos, por lo que cualquier persona que entregue sus datos personales, manifestate tener dicha edad, quedando prohibido el uso de www. nicrotec.com y ла entrega де datos personales персоны menores де esa edad.
nicrotec.com y ла entrega де datos personales персоны menores де esa edad.
3. NICROTEC tratar los datos de conformidad con los principios de calidad exigidos por la Ley Orgnica 15/1999, de 13 de diciembre de Proteccin de Datos (LOPD), de forma confidencial y con las medidas de seguridad exigidas por el Real Decreto 1720/2007, 21 декабря, por el que se aprueba el Reglamento de desarrollo de la Ley Orgnica 15/1999, de 13 de diciembre, de proteccin de datos de carcter personal.
4. Los datos de carcter personal que se faciliten en la Web, quedarn registradossern tratados en un fichero de NICROTEC debidamente declarado e inscrito en el Registro General de la Agencia Espaola de Proteccin de Datos, con la finalidad de llevar a cabo la prestacin de los servicios ofrecidos, as como para enviar por cualquier medio, incluido el correo electrornico, ofertas de productos y servicios personalizados, mejorar la relacin Comercial y gestionar las peticiones realizadas por nuestros Clientes.
5. El simple hecho de enviar un usuario sus datos de carcter personal a NICROTEC supondr el acceptimiento para su incorporacin al fichero y tratamiento.
NICROTEC facilitar лос-проверки, которые запрашивают una contrasea para acceder al sistema dedicado a ellos. La contrasea ser личное и непередаваемое. En todo caso deber mantener dicha contrasea bajo su control y en caso de que sospechara que un tercero no autorizado ha tenido acceso a la misma deber comunicarlo a NICROTEC.
6.
NICROTEC se reserva el derecho de modificar las contraseas en cualquier momento.
5.7. El usuario pod revocar el acceptimiento prestado, sin que tenga efectos retroactivos, y ejercer los derechos de acceso, rectificacin, cancelacin y opposicin dirigindose mediante carta adjuntando su DNI u otro documento identificativo a NICROTEC C/ Joiers, 5 P.I. Риера-де-Кальдес CP 08184 Палау-Солит-и-Плегаманс.
6.8. El usuario garantiza que los datos personales facilitados a NICROTEC son veraces y se hace responsable de comunicar cualquier modificacin de los mismos para que, en todo momento responsean a su situacin fact.