Кольцо резьбовое калибр гост: Госты на инструмент: Калибры для метрической резьбы
Содержание
Прицелы Henry Ghost Ring (только прицелы)
Создайте идеальное рычажное ружье для любого приключения, добавив прицелы XS Sights Ghost Ring к карабину Henry Big Boy, карабину Big Boy X или винтовке .45-70. Прицельные приспособления XS Ghost Ring изготовлены из прецизионной стали и полностью регулируются по горизонтали и высоте. Благодаря большой призрачной кольцевой апертуре и мушке с белой полосой они видны на любой цели в самых разных условиях освещения.
- Кольцевые прицелы Ghost обеспечивают улучшенное поле зрения в полевых условиях
- Поставляется с апертурой внутреннего диаметра 0,230 дюйма и 0,191 дюйма для точной настройки в соответствии с условиями съемки
- Простая установка своими руками (DIY)
- Прецизионная обработка с ЧПУ
- Доступно для карабинов Henry Big Boy и Big Boy X (всех калибров) и винтовок .45-70 с круглым стволом
- Сделано в Америке для американской винтовки
Прицелы XS Sights Ghost Ring для винтовок Генри предназначены для простой установки на карабины Генри Биг Бой и винтовки калибра . 45-70, оснащенные рычажной планкой XS. Прочная цельностальная конструкция полностью регулируется по горизонтали и высоте. Расширенное поле зрения и белая полоса высокой видимости обеспечивают максимально быстрое обнаружение прицела с прицелом.
45-70, оснащенные рычажной планкой XS. Прочная цельностальная конструкция полностью регулируется по горизонтали и высоте. Расширенное поле зрения и белая полоса высокой видимости обеспечивают максимально быстрое обнаружение прицела с прицелом.
Артикул: HN-0001-5
Подходит: Henry .45-70 с мушкой, навинченной на круглый ствол Henry .45-70 с мушкой, навинченной непосредственно на ствол
Артикул: HN-0003-5
Подходит для: карабинов Henry Big Boy калибра .357 Magnum с мушкой, навинченной на круглый ствол
Артикул: HN -0004-5
Подходит для: карабинов Henry Big Boy калибра .357 Magnum с передней частью, вставленной непосредственно в ствол
Артикул: HN-0005-5
Подходит для карабинов Henry Big Boy и Big Boy X калибра .44 Magnum с мушкой, навинченной на круглый ствол
Артикул: HN-0006-5
Подходит для Henry Карабины Big Boy калибра .44 Magnum с передним прицелом, навинченным непосредственно на ствол
Номер артикула: HN-0007-5
Подходит для: карабинов Henry Big Boy X калибра . 357 Magnum с мушкой, навинченной на круглый ствол
357 Magnum с мушкой, навинченной на круглый ствол
Прицел XS Sights Ghost Ring для винтовок Генри представляет собой полностью регулируемый прицел из стали с прецизионной механической обработкой, установленный на вашей винтовке. Кольцевой прицел-призрак поставляется с внутренним диаметром .230” и .19.Диафрагма внутреннего диаметра 1 дюйм позволяет настроить изображение прицела по своему усмотрению. Доступна апертура с внутренней резьбой, в которую можно установить прицельный диск Williams или Brownell для еще более точной настройки.
Мушка с белой полосой, доступная для конфигурации с наклоном или ласточкиным хвостом, обеспечивает улучшенную видимость на рассвете, в сумерках или при охоте в глубоком лесу. Белая полоса обеспечивает превосходный контраст с темными мишенями или дичью, а края из вороненой стали увеличивают полезность при стрельбе по светлым оленям или бумажным мишеням. Из-за переноса целика со ствола на ствольную коробку могут возникнуть проблемы с пристрелкой. Доступны мушки другой высоты, и на них распространяется гарантия XS без вопросов. Только для использования с рычажной направляющей.
Доступны мушки другой высоты, и на них распространяется гарантия XS без вопросов. Только для использования с рычажной направляющей.
Посмотреть письменные инструкции по установке.
Если у вас есть одна из показанных ниже мушек с полосами, система прицела XS Ghost Ring не будет работать с вашей винтовкой.
ПРЕДУПРЕЖДЕНИЕ Рак и репродуктивный вред – www.P65Warnings.ca.gov
1 отзыв
ГОСТ 3262-75 / Ауремо
ГОСТ ИСО 13680-2016
ГОСТ 34004-2016
ГОСТ Р 57385-2017
ГОСТ 19277-2016
ГОСТ Р 54864-2016
ГОСТ Р ИСО 13679-2016
ГОСТ Р 56594-2015
ГОСТ 32931-2015
ГОСТ Р 51906-2015
ГОСТ 32678-2014
ГОСТ 33228-2015
ГОСТ 32528-2013
ГОСТ Р 56349-2015
ГОСТ Р 56329-2014
ГОСТ Р 56175-2014
ГОСТ Р 56030-2014
ГОСТ Р 55942-2014
ГОСТ Р 54918-2012
ГОСТ Р ИСО 21809-2-2013
ГОСТ 31448-2012
ГОСТ Р 55436-2013
ГОСТ Р 54929-2012
ГОСТ Р 54864-2011
ГОСТ Р 54159-2010
ГОСТ Р 54157-2010
ГОСТ Р ИСО 2531-2008
ГОСТ Р 53365-2009
ГОСТ Р 53384-2009
ГОСТ Р 53383-2009
ГОСТ Р ИСО 3183-1-2007
ГОСТ Р ИСО 3183-3-2007
ГОСТ Р ИСО 3183-2-2007
ГОСТ 6238-77
ГОСТ 11017-80
ГОСТ 12132-66
ГОСТ 8646-68
ГОСТ 8645-68
ГОСТ 8733-74
ГОСТ 8965-75
ГОСТ 10707-80
ГОСТ 632-80
ГОСТ 8644-68
ГОСТ 8966-75
ГОСТ 9567-75
ГОСТ 8967-75
ГОСТ 8968-75
ГОСТ 8969-75
ГОСТ 21945-76
ГОСТ 10706-76
ГОСТ 24950-81
ГОСТ 9941-81
ГОСТ 631-75
ГОСТ 550-75
ГОСТ 21729-76
ГОСТ 800-78
ГОСТ 14162-79
ГОСТ 8696-74
ГОСТ 11249-80
ГОСТ 10498-82
ГОСТ 26250-84
ГОСТ 20295-85
ГОСТ 13663-86
ГОСТ 7909-56
ГОСТ 8638-57
ГОСТ 8642-68
ГОСТ 8731-74
ГОСТ 5654-76
ГОСТ 633-80
ГОСТ 24030-80
ГОСТ 5005-82
ГОСТ 8467-83
ГОСТ 1060-83
ГОСТ 22897-86
ГОСТ Р 50278-92
ГОСТ 30564-98
ГОСТ 22786-77
ГОСТ 11068-81
ГОСТ 10705-80
ГОСТ Р 52568-2006
ГОСТ 8639-82
ГОСТ 30563-98
ГОСТ 3262-75
ГОСТ 8732-78
ГОСТ 8734-75
ГОСТ 9940-81
ГОСТ 10704-91
гост-3262-75.
 pdf
pdf
(333,04 КиБ)ГОСТ 3262-75
ГОСТ 3262-75
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОВОЗА
Технические условия
Трубы стальные для водопровода и газоснабжения. Технические характеристики
ИКС 23.040.10
ОКП 13 8500, 8501 13
Дата введения 1977−01−01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
Стругар В.И., канд. тех. наук; В. М. Кроу, к.т.н. тех. наук; Ю. М. Миронов, канд. тех. наук; А. И. Постолова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта СССР от 11.09.75 N 2379
3. Периодичность проверок — 5 лет
4. ВЗАМЕН ГОСТ 3262-62
5. СПРАВОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение ссылочного документа | Артикул |
| ГОСТ 9.301-86 | 4,5 |
ГОСТ 9. 302-88 302-88 | 4,5 |
| ГОСТ 9.307-89 | 2,7 |
| ГОСТ 380-94 | 2.1 |
| ГОСТ 1050-88 | 2.1; 2.10; 3.1 |
| ГОСТ 2216-84 | 4,9 |
| ГОСТ 2533-88 | 4,6; 4.9 |
| ГОСТ 3728-78 | 4.4 |
| ГОСТ 3749-77 | 4,8 |
| ГОСТ 3845-75 | 4.3 |
| ГОСТ 5378-88 | 4,8 |
| ГОСТ 6357-81 | 2.11 |
| ГОСТ 6507-90 | 4,9 |
| ГОСТ 7502-98 | 4,9 |
| ГОСТ 8026-92 | 4,7 |
| ГОСТ 8694-75 | 4.4 и |
| ГОСТ 8695-75 | 4,4 б |
| ГОСТ 8944-75 | 2,3 |
| ГОСТ 8954-75 | 2. 3 3 |
| ГОСТ 8965-75 | 2.3 |
| ГОСТ 8966-75 | 2.3 |
| ГОСТ 10006-80 | 4.1 |
| ГОСТ 10692-80 | 3.1; 5.1 |
| ГОСТ 11358-89 | 4,9 |
| ГОСТ 18242-72 | 3,2 |
| ГОСТ 18360-93 | 4.9 |
6. Срок годности снят Постановлением Госстандарта от 12.11.91 N 1726
7. ИЗДАНИЕ (май 2007 г.), с Изменениями N 1, 2, 5, 4, 3, 6, утверждены в ноябре 1977 г., декабре 1978 г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (ИУС 1-78, 2-79, 4-87, 8-88, 2-90, 2-92)
Настоящий Стандарт распространяется на стальные неоцинкованные и оцинкованные сварные трубы с накатанной или нарезанной цилиндрической резьбой и без резьбы, применяемые для водопроводных и газопроводных труб, систем отопления и для частей водогазопроводных сооружений.
(Измененная редакция, ред. № 2, 3, 5).
1. НАБОР
1.1. Трубы, изготовленные по размерам и массе, приведены в табл.1.
По требованию потребителя трубки светлых серий проектируются под накатную резьбу, размеры и масса выпускаемых изделий приведены в табл.2.
(Измененная редакция, ред. № 1, 3).
1.2. Длина трубы, изготавливаемой от 4 до 12 м:
или кратная мерная длина с припуском на каждый разрез 5 мм и продольное отклонение всей длины плюс 10 мм.
произвольной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % длины труб от 1,5 до 4 м.
(Измененная редакция, ред. № 3, 4).
Таблица 1
Размеры, мм
| Условный проход | Внешний диаметр | Толщина стенки трубы | Масса 1 м трубы, кг | ||||
| легкая | общий | усиленный | свет | обычный | усиленный | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | — | — | 1,10 | — | — |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | — | — | 1,42 | — | — |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,50 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | Из 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | Из 5.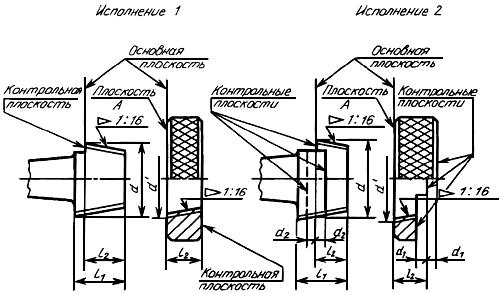 71 71 | 7.05 | Из 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | Из 7.34 | До 8.34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | Из 13.44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17.81 | 21,63 |
Таблица 2
Размеры, мм
| Условный проход | Внешний диаметр | Толщина стенки | Масса 1 м трубы, кг |
| 10 | 16 | 2, 0 | 0,69 |
| 15 | 20 | 2,5 | 1. 08 08 |
| 20 | 26 | 2,5 | 1,45 |
| 25 | 32 | 2,8 | 2,02 |
| 32 | 41 | 2,8 | 2,64 |
| 40 | 47 | 3,0 | 3,26 |
| 50 | 59 | 3,0 | 4,14 |
| 65 | 74 | 3,2 | 5,59 |
Примечания:
1. Для резьбы, изготовленной накаткой, допускается уменьшение внутреннего диаметра трубы на 10 % по всей длине резьбы.
2. Масса 1 м труб в расчете на плотность стали равна 7,85 г/см. Оцинкованные трубы тяжелее неоцинкованных на 3%.
1.3. Допуски на размеры труб не должны превышать указанные в табл.3.
Таблица 3
| Размер труб | Максимальное отклонение для прецизионного изготовления труб | |
| нормальный | высокий | |
| Номинальные размеры наружного диаметра: | ||
до 40 мм вкл. | +0,4 мм -0,5 | ±0,4 мм |
| более 40 мм | +0,8% А 1,0 | ±0,8% |
| Толщина стенки | -15% | — 10% |
Примечания:
1. Предельное отклонение в плюс толщины стенки ограничивается предельными отклонениями по массе трубы.
2. Трубы обычной точности изготовления применяются для водопроводных, газовых и отопительных систем. Изготовление труб высокой точности для водо- и газоснабжения.
(Измененное издание, версия № 3).
1.4. Допуски по весу труб не должны превышать +8%.
По требованию потребителя предельные отклонения по массе не должны превышать:
+7,5% — на партию;
+10% — для отдельных пробирок.
(Измененная редакция, ред. № 2, 5).
1.5. Кривизна трубы на 1 м длины не должна превышать:
2 мм — при условном проходе до 20 мм включительно;
1,5 мм — с условным проходом более 20 мм.
1.6. Резьба на трубе может быть длинной или короткой. Обозначения тем должны соответствовать указанным в таблице 4.
Таблица 4
| Условный проход, мм | Количество потоков для условного прохода | Длина резьбы до конусности, мм | |
| длинная | короткий | ||
| 6 | — | — | — |
| 8 | — | — | — |
| 10 | — | — | — |
| 15 | 14 | 14 | 9,0 |
| 20 | 14 | 16 | 10,5 |
| 25 | 11 | 18 | 11,0 |
| 32 | 11 | 20 | 13,0 |
| 40 | 11 | 22 | 15,0 |
| 50 | 11 | 24 | 17,0 |
| 65 | 11 | 27 | 19,5 |
| 80 | 11 | 30 | 22,0 |
| 90 | 11 | 33 | 26,0 |
| 100 | 11 | 36 | 30,0 |
| 125 | 11 | 38 | 33,0 |
| 150 | 11 | 42 | 36,0 |
1. 7. Труба номинальным размером 6, 8, 10,15 и 20 мм по требованию потребителя наматывается в бухты.
7. Труба номинальным размером 6, 8, 10,15 и 20 мм по требованию потребителя наматывается в бухты.
Примеры условного обозначения
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с внутренним диаметром 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
Труба 20Х2,8 ГОСТ 3262-75
То же с муфтой:
Труба М-20Х2,8 ГОСТ 3262-75
Труба той же размерной длины, с резьбой 003
Р-20Х2,8-4000 ГОСТ 3262-75
То же с цинковым покрытием нестандартной длины, резьба:
Труба ТС-Р-20Х2,8 ГОСТ 3262-75
То же с цинковым покрытием, длина, резьба:
Труба ТС-Р-20Х2,8-4000 ГОСТ 3262-75
Для труб под накатную резьбу в условном обозначении после слова «труба» указывается буква Н.
Для труб с длинной резьбой в легенде после слова «труба» указывается буква Д.
Трубы и трубки производства высокой точности в условном обозначении после размера условного прохода указывается буква П.
(Измененная редакция, Ред. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Труба изготавливается в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке, из стали по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Детали труб водогазопроводных сооружений из сталей погост 1050.
2.2. По требованию потребителя на концах свариваемых труб с толщиной стенки 5 мм и более должна быть снята фаска под углом 35°-40° к торцу трубы. При этом следует оставить ширину кольца гнезда 1-3 мм.
По требованию потребителя для обычных и армированных труб с внутренним диаметром более 10 мм резьбу наносят на оба конца трубы.
2.1, 2.2. (Измененная редакция, ред. N 3, 4).
2.3. По требованию потребителя муфты для труб изготовили погол 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966, из расчета одна муфта на каждую трубу.
(Измененная редакция, версия № 3).
2.4. На поверхности трубы не допускаются трещины, заусенцы, вздутия и закаты.
Концы трубок пучка не допускаются.
Допускаются отдельные вмятины, сколы, риски, следы зачистки и другие дефекты, обусловленные способом изготовления, если они не принимают толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
Трубы, изготовленные печной сваркой, допускаются в шве уменьшение наружного диаметра до 0,5 мм при наличии в этом месте наклонного утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, ред. № 3, 4).
2.5. По требованию потребителя для труб с условным проходом 20 мм и более на внутренней поверхности шва трубы решетка должна быть срезана или скошена, а высота заусенцев или их следов не должна превышать 0,5 мм.
По требованию потребителя для труб номинальным размером более 15 мм, изготовленных печной сваркой и методом горячего обжатия, на внутренней поверхности трубы в зоне шва допускается пологая выпуклость высотой не более 0,5 мм.
(Измененная редакция, ред. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина наклона торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При удалении заусенцев допускается образование тупых (закругленных) концов. Разрешена резка линейных труб на мельнице.
По согласованию изготовителя с потребителем на трубах номинальным размером 6-25 мм, изготовленных печной сваркой, допускаются заусенцы до 1 мм.
(Измененная редакция, ред. № 4, 6).
2.7. Оцинкованная труба должна иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 микрон. Допускается отсутствие цинкового покрытия на концах и труб с резьбой.
На поверхности оцинкованных труб не допускаются пузырьки и посторонние включения (харцинк, окислы, нагар), отслоение покрытия от основного металла.
Допускаются отдельные пятна флюса и следы захвата грузоподъемных устройств, шероховатости и небольшие локальные наплывы цинка.
Исправления неотделимых участков 0,5% наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, ред. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см) труба обычная и легкая;
При 3,1 МПа (32 кгс/см) — трубы.
По требованию заказчика трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см).
2.9. Трубы номинальным диаметром до 40 мм включительно должны выдерживать испытание на изгиб вокруг оправки с радиусом, равным 2,5 наружного диаметра, и условным проходом 50 мм на оправке с радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание рукой:
для труб с условным проходом от 15 до 50 мм — не менее 7%;
для труб с условным проходом 65 мм — не менее 4%.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между коническими поверхностями, равного 2/3 наружного диаметра трубы.
2.8, 2.9. (Измененная редакция, ред. N 2, 3, 5).
2.10. По требованию заказчика механические свойства труб для водогазопроводных частей сооружений должны соответствовать ГОСТ 1050.9.0003
2.11. Трубы с резьбой должны быть чистыми, без дефектов и заусенцев и соответствовать ГОСТ 6357, класс точности В.
Трубы с цилиндрической резьбой применять при наращивании с уплотнениями.
2.10, 2.11. (Измененная редакция, ред. N 3, 4).
2.12. В шве допускается чернота на нитке, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а требование потребителя превышает 10 %.
Допускаются резьбы со снятой (нарезанной) или неполной (под накатку) резьбой при условии, что их длина в размере не превышает 10 % требуемой длины резьбы, а по требованию потребителя менее 5 %.
2.13. Допускается в резьбе уменьшение полезной длины резьбы (без конусности) до 15 % по сравнению с приведенной в табл.4, а по требованию потребителя — до 10 %.
2. 12, 2.13. (Измененная редакция, ред. N 2, 3, 5).
12, 2.13. (Измененная редакция, ред. N 2, 3, 5).
2.14. Врезка в оцинкованную трубу осуществляется после оцинковки.
2.15. (Исключено, ред. N 3).
2.16. По требованию заказчика сварные трубы подвергаются методам неразрушающего контроля.
(Измененная редакция, ред. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы берут по сторонам. Партия должна состоять из труб одного размера, одной марки стали и сопровождаться одним документом о качестве по ГОСТ 10692 с добавлением труб, предназначенных для изготовления деталей водогазопроводных сооружений, из стали ГОСТ 1050; химический состав и механические свойства стали в соответствии с документом о качестве изготовителя заготовки.
Масса партии — не более 60 т
(Измененная редакция, ред. № 3, 4).
3.2. Проверке поверхности, размера и кривизны подвергается каждая труба партии.
Возможно использование статистических методов контроля ГОСТ 18242* с нормальным уровнем. Планы контроля устанавливаются по соглашению между производителем и потребителем.
________________
* На территории Российской Федерации ГОСТ Р 50779.71-99.
Контроль наружного диаметра труб осуществляется не менее чем на 15 мм от конца трубы.
(Измененная редакция, ред. № 3, 4, 5).
3.3. Для контроля параметров резьбы, на растяжение, сплющивание, изгиб, высоту внутреннего валика, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками) механические свойства принимают не более 1%, но не менее двух труб из партии, а для труб, изготовленных методом сварки в печи непрерывного действия, двух труб из партии.
(Измененная редакция, ред. № 3, 4).
3.4. Контрольной массе подвергаются все трубы.
(Измененная редакция, версия № 3).
3.5. Испытанию гидравлического давления подвергается каждая труба. При 100% прочности контроль качества сварного шва неразрушающими методами контроля гидравлическим давлением допускается не проводить. Гарантируется способность трубы выдерживать гидравлическое испытательное давление.
(Измененная редакция, ред. № 6).
3.6. Проверить толщину цинкового покрытия на внешней поверхности и в доступных местах внутренней поверхности двух труб, выбранных партией.
(Измененная редакция, ред. N 2).
3.7. При неудовлетворительных результатах испытаний хотя бы по одному из показателей проводится повторное испытание на двукратной выборке.
Результаты повторных тестов распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества каждой выбранной трубы вырезали по одному образцу для каждого испытания.
Испытание на растяжение проводят по ГОСТ 10006. Допускается замена испытания на растяжение для контроля механических свойств неразрушающими методами.
(Измененная редакция, ред. № 3, 6).
4.2. Осмотр поверхности трубы осуществляется визуально.
4.3. Гидравлические испытания проводят по ГОСТ 3845 с выдержкой под испытательным давлением не менее 5 с.
4.4. Испытательный изгиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают до покрытия.
Оцинкованные трубы испытывают до покрытия.
(Измененная редакция, версия № 3).
4.4. Испытание разводкой проводят по ГОСТ 8694 на конической оправке с углом конусности 6°.
Проведение испытаний на оправке с углом конусности 30°.
(Измененная редакция, ред. № 3, 4).
4.4 б. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, ред. N 3).
4.4 V. Контроль сварных швов проводится неразрушающими методами согласно нормативной документации.
(добавлено, версия № 3).
4.5. Толщину цинкового покрытия на наружных поверхностях и участках внутренней поверхности контролируют по ГОСТ 9.301 и 9.302 ГОСТ, а также приборы типов МТ-41НЦ, МТСОН или типа «Импульс» в нормативной документации.
4.6. Резьбу проверяют размерами винтов-колец по ГОСТ 2533 (третий класс точности).
Винчестер непроходимый калибр-кольцо до резьбы должно быть не более трех витков.
(Измененная редакция, ред. № 3, 4).
4. 7. Кривизну труб контролируют линейкой по ГОСТ 8026 и набором щупов для НД.
7. Кривизну труб контролируют линейкой по ГОСТ 8026 и набором щупов для НД.
(Измененная редакция, ред. № 3, 5).
4.8. Концы труб прямого угла контролируют углом 90° размером 160х100 мм 3 класса по ГОСТ 3749, щупами-крыльчатками комплектом из 4 шт. на НД или транспортиром по ГОСТ 5378. Угол фаски фаски контролируют угломером по ГОСТ 5378.
(Измененная редакция, ред. N 3, 6).
4.9. Контроль наружного диаметра осуществляется гладким микрометром по ГОСТ 6507, калибрами-зажимами по ГОСТ 2216 или ГОСТ 18360.
Толщина стенки, внутренний заусенец и высота заусенца измеряются микрометром погоном 6507 или сантомером по ГОСТ 11358 оба конца трубы.
Длина трубной рулетки по ГОСТ 7502. Резьбовые контрольные калибры по ГОСТ 2533.
Контроль массы партии труб осуществляется на весах не более 10 т с делениями не более 20 кг.
(Измененная редакция, ред. № 3, 4, 5, 6).
4.10. Контроль сварного шва осуществляется неразрушающими методами по технической документации.
