Количество электродов в 1 кг: Сколько штук электродов в 1 килограмме?
Содержание
Электроды ЦЧ-4 ф 4мм (ТАНТАЛ) уп.1кг
Основное назначение
Электроды с основным покрытием предназначены для холодной сварки деталей из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью; для сварки поврежденных деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. Сварка в нижнем положении на постоянном токе обратной полярности, возможна на переменном токе.
Технические характеристики
Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Диаметр выпускаемых электродов 3,0; 4,0 и 5,0 мм.
|
Химический состав наплавленного металла, % | |||||
|---|---|---|---|---|---|
|
C |
Si |
Mn |
Fe |
S |
P |
|
≤0,25 |
≤0,8 |
≤1,2 |
основа |
≤0,040 |
≤0,070 |
|
Значения механических свойств металла шва, не менее | |
|---|---|
|
Временное сопротивление, МПа |
490 |
|
Относительное удлинение, % |
8 |
|
Твердость наплавленного металла, НВ, ед |
140-180 |
|
Рекомендуемая сила тока при сварке, А | |
|---|---|
|
Диаметр электрода, мм |
Положение шва нижнее |
|
3,0 4,0 5,0 |
65-85 90-120 130-150 |
Характеристика плавления электродов
Производительность (для диаметра 4,0 мм) 11,0 г/(А x ч) : 1,8 кг/ч.
Расход электродов на 1 кг наплавленного металла 1,8 кг.
Технологические особенности сварки
Сварку производят короткими валиками длиной 25-35 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С, а для изделий из ковкого и высокопрочного чугуна длина валика может быть увеличена до 80-100 мм. Прокалка электродов при увлажнении покрытия (норма не более 0,6%) — 200˚С – 60 мин.
|
УСЛОВНОЕ ОБОЗНАЧЕНИЕ ЭЛЕКТРОДОВ | |
|---|---|
|
ЦЧ-4-Ø | |
|
ГОСТ 9466-75 |
ТУ 1272-031-43941405-2017 |
Сертифицированы Госстандартом РФ.
- Бренд
ТАНТАЛ
- Страна производитель
Россия
- Артикул
DK.
 5160.09088
5160.09088 - Метод сварки
MMA
- Диаметр электрода/проволоки (min-max), мм
4,0
Электроды Монолит РЦ ф 3,0 мм, пачка 2,5 кг — Сваркатверь
Нашли дешевле? Снизим цену!
Категория: Электроды для углеродистых и низколегированных сталей
Товар доступен в наличии на складе.
Звоните 8 (4822) 75-22-53
Доставляем по всей России ТК
ОПЛАТА КУРЬЕРУ ПРИ ПОЛУЧЕНИИ!!!!
Электроды Монолит РЦ ф 3,0 мм, пачка 2,5 кг
Описание:
Назначение и область применения
Универсальный электрод для широкого применения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).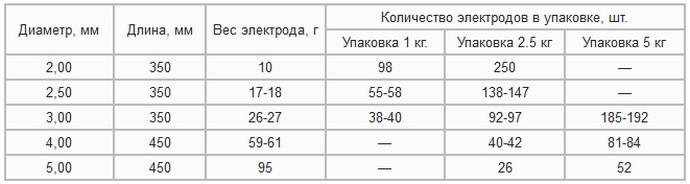
| AWS A 5.1:E 6013 | ISO 2560-A-E 42 0 RC 11 | ГОСТ 9466 — 75 | Э 46 –Монолит РЦ-Ø-УД Е 43 2(3) РЦ 11 |
ТУ У 28.7-34142621-004:2010
ВИД ПОКРЫТИЯ — рутил-целлюлозное
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
| Mn | Si | C | P | S |
| 0.40-0.65 | 0.15-0.40 | ≤ 0.11 | ≤ 0.035 | ≤ 0.030 |
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
| Временное сопротивление, Н/мм² | Относительное удлинение, % | Ударная вязкость, Дж/см² |
| ≥450 | ≥22 | ≥78 |
Условия применения
— Коэффициент наплавки 8,5 — 9,5 г/А. ч. Расход электродов на 1 кг наплавленного металла 1,75 кг.
ч. Расход электродов на 1 кг наплавленного металла 1,75 кг.
— Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
— Электроды малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
— При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали.
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка: 110±10°С 25-30 мин.
Режимы сварки
Сварку проводить постоянным током любой полярности (рекомендуется обратной, «+» на электроде) или переменным током от трансформатора с напряжением холостого хода не менее 50 В.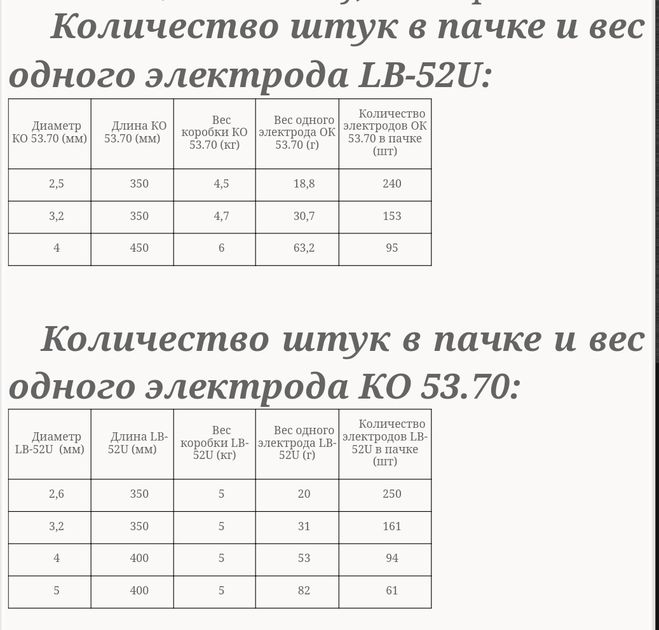
ПОЛОЖЕНИЯ ШВОВ ПРИ СВАРКЕ
PA PB PC PF
PG PE PD
УПАКОВОЧНЫЕ ДАННЫЕ
| Диаметр, мм | Длина, мм | Сила сварочного тока, А | Количество электродов в пачке, шт | Вес пачки, кг |
| 2 | 300 | 40-80 | 50-54; 125-133 | 1; 2.5 |
| 2.5 | 350 | 50-90 | 50-54; 125-133 | 1; 2.5 |
| 3 | 350 | 70-110 | 33-35; 83-88 | 1;2.5 |
| 3.2 | 350 | 80-120 | 50-54; 125-133 | 1; 2.5 |
| 4 | 450 | 110-170 | 77-79 | 5 |
| 5 | 450 | 150-220 | 56 | 5 |
Eh 380 — Magmaweld
- Magmaweld
- Сварочные материалы
- Сварочные электроды
- Электроды для наплавки
- Эх 380
Спецификация
Продукты :
Кусок:
Бирим Адет
Стандарты
AWS/ASME SFA-5. 13 13 | ~EFe6 |
| ЕН 14700 | В Fe4 |
| ТС EN 14700 | В Fe4 |
| DIN 8555 | Э 4-УМ-60-СТ |
Свойства и применение
Наплавочный электрод для изготовления и ремонтной сварки токарных и строгальных резцов, разверток и ножниц, специальных спиральных сверл. Также подходит для изготовления инструментов из нелегированных и низколегированных сталей и для наплавки кромок режущих инструментов из инструментальной стали. Нелегированные и низколегированные стали перед сваркой должны подвергаться предварительному нагреву до 250-400°С и послесварочной термообработке при 400°С с последующим медленным охлаждением свариваемых деталей. Если требуется буферный слой, можно выполнить электродами EI 312 или EI 307B (макс. 2,5 мм), а затем выполнить наплавку электродами EH 380 (макс. 5 мм в высоту). Возможно использование с постоянным током, электродом в положительном (+) полюсе и с переменным током.
Если требуется буферный слой, можно выполнить электродами EI 312 или EI 307B (макс. 2,5 мм), а затем выполнить наплавку электродами EH 380 (макс. 5 мм в высоту). Возможно использование с постоянным током, электродом в положительном (+) полюсе и с переменным током.
Dayanım Gösterdiği Aşınma Tipleri ve Mikroyapısı
Истирание Адгезия Darbe Температура Коррозия |
Типичные области применения
Типичные химические значения металла сварного шва
| Тип анализа | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Защитник Weld | 1. 10 10 | 1,40 | 1,30 | 3.50 | 9.00 | 2.20 | 1.90 | 79,60 | 1.90 | 79,60 31031 | 1,90 | 79,6031 | 1.90 | 79,6031 | 1.90 | 79,6031 | 1,90 | 2,20 | 1.90 | 2,20 |
Типичные механические значения металла сварного шва (%)
| Условия испытаний | ||
|---|---|---|
| Сварной | 60 | 45.11 |
| После термической обработки | 64 |
* Химический состав и механические свойства действительны при использовании защитного газа.
Информация по применению
Позиции сварки:
Полярность:
Параметры сварки и эффективность:
| 2,50×350 | 50-85 | 0,57 | 66 | 0,60 |
| 3,25×350 | 90-130 | 0,59 | 39 | 0,82 |
| 4.00×350 | 125-170 | 0,60 | 25 | 1,15 |
5. 00×350 00×350 | 190-220 |
Информация об упаковке
| Код продукта | Тип упаковки | |||||
|---|---|---|---|---|---|---|
| 18009H9EM1 | 2,50×350 | 10 шт. | 0,30 | 40 | 12,10 | Блистер |
| 18009HDEM2 | 2,50×350 | 77 шт. | ||||
| 18009HQEM2 | 2,50×350 | 77 шт. | ||||
| 18009N9EM1 | 3,25×350 | 8 шт. | 0,38 | 30 | 11,50 | Блистер |
| 18009NEEM2 | 3,25×350 | 95 шт. | ||||
| 18009NQEM2 | 3,25×350 | 47 шт. | ||||
| 18009QEEM2 | 4,00×350 | 64 шт. | 4,21 | 3 | 12,80 | Пластиковый ящик |
| 18009QQEM2 | 4,00×350 | 32 шт. | ||||
| 18009TQEM2 | 5,00×350 | 19 шт. |
Информация о хранении и повторной сушке
>Можно сушить не более 5 раз.
>Необходимо сушить при температуре 350°C в течение 2 часов.
100024 Электрод 3,2 мм 1 кг в упаковке
Электроды из нержавеющей стали 316L 3,2 мм 1 кг Gemini 100024
Получить предложение
Ваше имя
Ваш адрес электронной почты
Характеристики
- Описание
- Функции
- Атрибуты
Отзывы
Электрод из нержавеющей стали для сварки обычных нержавеющих сталей серии 300, включая 301, 302, 304, 304L, 316 и 316L, оставляющий гладкий сварочный наплав с превосходным внешним видом.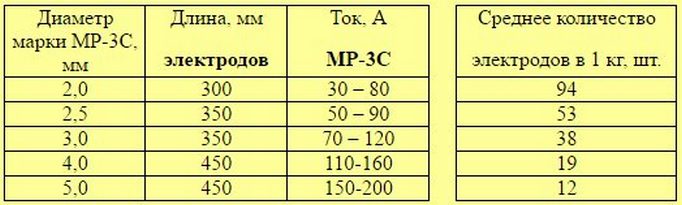
Спецификация AWS / Отраслевая спецификация
A5.4 E 316L-16
Характеристики
- Флюсовое покрытие рутилового типа
- Простота в эксплуатации
- Отличный внешний вид сварного шва
- Доступен в упаковках по 6 палочек Handy Pack, упаковках по 1 кг и упаковках по 5 кг
Сварочные позиции
- Плоско, горизонтально, вертикально вверх и над головой
Применение
- Подходит для обычных нержавеющих сталей серии 300
- Общая сварка 301, 302, 304, 304L, 316, 316L
- Электрод 3,2 мм 1 кг в упаковке 316L-16 AWS A5.4 E 316L-16 Электрод из нержавеющей стали MSDS
Артикул/Артикул: 100024
* Изображения продуктов предназначены только для иллюстрации, если не указано иное, цвет может отличаться.
Характеристики
- Флюсовое покрытие рутилового типа
- Простота в эксплуатации
- Отличный внешний вид сварного шва
- Удобная упаковка 1 кг
Спецификация AWS
A5. 4 E 316L-16
4 E 316L-16
Отраслевая спецификация
A5.4 E 316L-16
Артикул 4 | 100024 | |
| Торговая марка | Близнецы |
| Транспортировочный вес | 1,5000 кг |
| Транспортировочная ширина | 0,060 м |
| Транспортировочная высота | 0,060 м |
| Транспортировочная длина | 0,400 м |
| Транспортировочный куб | 0,001440000м3 |
| Единица измерения | шт. |
Будьте первым, кто оставит отзыв об этом продукте!
Помогите другим пользователям National Welding and Industrial Supplies делать покупки разумнее, написав отзывы о приобретенных вами продуктах.
Написать отзыв о товаре
Описание
Электрод из нержавеющей стали для сварки обычных нержавеющих сталей серии 300, включая 301, 302, 304, 304L, 316 и 316L, оставляющий гладкий наплавленный шов с превосходным внешним видом.
Спецификация AWS / Отраслевая спецификация
A5.4 E 316L-16
Особенности
- Флюсовое покрытие рутилового типа
- Простота в эксплуатации
- Отличный внешний вид сварного шва
- Доступен в упаковках по 6 палочек Handy Pack, упаковках по 1 кг и упаковках по 5 кг
Сварочные позиции
- Плоско, горизонтально, вертикально вверх и над головой
Применение
- Подходит для обычных нержавеющих сталей серии 300
- Общая сварка 301, 302, 304, 304L, 316, 316L
- Электрод 3,2 мм 1 кг в упаковке 316L-16 AWS A5.4 E 316L-16 Электрод из нержавеющей стали MSDS
Функции
Характеристики
- Флюсовое покрытие рутилового типа
- Простота в эксплуатации
- Отличный внешний вид сварного шва
- Ручная упаковка 1 кг
Атрибуты
Спецификация AWS
A5.
