Консольно фрезерный станок 6м82: 6М82 Станок фрезерный консольный горизонтальный с поворотным столом (универсальный). Паспорт, схемы, характеристики.
Содержание
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Фрезерный
Типы, конструкция и особенности фрез по металлу
Фрезы по металлу – инструмент с универсальными характеристиками. В статье вы найдете их назначение, конструкцию, классификацию, нюансы выбора, особенности.
Фрезерный
Описание основных технических характеристик фрезерного станка НГФ-110
Фрезерные станки НГФ 110 подходят, чтобы обучать старшеклассников основам ремесла. Техника уже многие годы стабильно работает на производствах, в цехах.
Фрезерный
Что можно сделать на фрезерном ЧПУ станке
Узнаем, что же можно сделать на ЧПУ фрезерном станке, рассмотрим плюсы и минусы бизнеса в этом направлении и преимущества автоматики над ручным инструментом.
Фрезерный
Общее описание технических характеристик зубофрезерных станков
Как устроены зубофрезерные станки, их технические характеристики. Виды, область применения. Работа моделей 5К32 и 5К32А, их сравнительная характеристика.
Токарный
Предназначение, типы и самостоятельное изготовление токарных резцов своими руками
Без токарных резцов сложно представить современную обработку дерева и металла. Особенности конструкции, классификация, изготовление своими руками.
Токарный
Технические характеристики токарно-винторезного станка 1Е61М, схемы
Технические характеристики токарного станка 1E61M сделали его весьма распространённым среди профессионалов и любителей. Подробная информация о станке.
Подробная информация о станке.
Вопрос-Ответ
Суть программирования для станков с ЧПУ
Программирование станков с ЧПУ на современном этапе развития машиностроения и электроники. Плюсы работы в САМ системах, ход написания программ, вопросы оптимизации.
Вопрос-Ответ
Что из себя представляет процесс нормирования наладочных работ на станках с ЧПУ
Помимо обработки деталей, подлежат нормированию наладочные работы на станках с ЧПУ. Это необходимо, чтобы при разработке технологических операций, предусмотреть и эти затраты времени.
Лазерный
Изготовление ЧПУ станка из CD-ROM своими руками
Изготовить собственноручно ЧПУ из CD-ROM – вполне реально. Достаточно иметь необходимый багаж знаний, набор комплектующих, немного старания и терпения. И самодельный станок послужит своему конструктору не один год.
Достаточно иметь необходимый багаж знаний, набор комплектующих, немного старания и терпения. И самодельный станок послужит своему конструктору не один год.
Фрезерный
Как устроен многошпиндельный 3d фрезерный станок с ЧПУ?
Конструктивные особенности многошпиндельного 3d фрезерного станка с ЧПУ. Где находит применение оборудование?
6Т82Г Станок горизонтальный консольно-фрезерный. Паспорт, схемы, характеристики, описание
Сведения о производителе консольно-фрезерного станка 6Т82Г
Производитель серии универсальных фрезерных станков 6Т82г — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
В 1985 году завод начал выпуск серию горизонтальных консольно-фрезерных станков 6Т82 и 6Т83, которые являются дальнейшим развитием станков аналогичных моделей серии Р (6Р82, 6Р83).
Сегодня консольно-фрезерный станок 6Т82г — выпускает:
- ООО «Станочный Парк»;
- ООО СО «ПРЕССМАШ»;
- Станкостроительное объединение ООО СО «СтанРос».
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
6Т82Г, 6Т82ГБ Станок консольно-фрезерный горизонтальный.
 Назначение и область применения
Назначение и область применения
Горизонтальный консольно-фрезерный станок 6Т82Г сконструирован на основе базовой модели 6Т82Г-1
с высокой степенью унификации функциональных узлов и деталей.
Консольно-фрезерные станки моделей 6Т82Г предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
По сравнению с ранее выпускавшимися станками серии Р (6р82г, 6р83г) в станках серии Т (6т82г, 6т83г) увеличены частоты вращения шпинделя, скорости быстрых перемещений и подач стола. Для удобства перемещения стола вручную маховик помещен с передней стороны станка.
Консольно-фрезерные станки моделей 6Т82Г, 6Т82ГБ представляют собой оригинальные станки высокой точности и жесткости.
Универсальный консольно-фрезерный станок модели 6Т82 отличается от горизонтального консольно-фрезерного станка модели 6Т82Г тем, что его стол может быть повернут вокруг вертикальной оси на угол до 45° в обе стороны, тогда как стол станка модели 6Т82Г — неповоротный.
Станки модели 6Т83Г отличаются от станков 6Т82Г увеличенными размерами рабочего стола и более мощным двигателем главного движения.
Горизонтальный быстроходный консольно-фрезерный станок модели 6Т82ГБ отличается от станка модели 6Т82Г наличием более высоких чисел оборотов шпинделя и подач стола.
На горизонтальном консольно-фрезерном станке 6Т82Г можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т.д.
Станки предназначены для выполнения различных фрезерных работ в условиях как индивидуального, так и крупносерийного производства. В условиях крупносерийного производства станки могут быть успешно использованы также для выполнения работ операционного характера.
В условиях крупносерийного производства станки могут быть успешно использованы также для выполнения работ операционного характера.
Техническая характеристика и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента. Большая мощность привода главного движения и тяговое усилие продольной подачи стола позволяют производить за один проход обработку широких горизонтальных поверхностей набором цилиндрических или фасонных фрез, установленных на горизонтальной оправке.
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Станки автоматизированы и могут быть настроены на различные, автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станков рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.
Особенностями конструкции станка являются:
- широкие диапазоны величин подач стола
- быстросменное крепление инструмента
- наличие механизма замедления подачи
- замедление рабочей подачи в автоматическом цикле
- возможность работы в автоматических циклах, включая обработку по рамке
- автоматическая смазка узлов
- применение бесконтактных быстродействующих электромагнитных муфт в приводе подач
- повышенная точность станка за счет расположения винта поперечной подачи но оси фрезы
- возможность перемещения стола одновременно по двум и трем координатам
- возможность применения электродвигателя постоянного тока в приводе подач
- возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопочно-рукояточпого типа (спереди и с левой стороны станка)
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола
- изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поповоротом лимба без прохождения промежуточных ступеней
- торможение постоянным током
Класс точности станка Н по ГОСТ 8—77.
Модификации консольно-фрезерных станков серии «Т»
На базе станков серии «Т» разработаны различные модификации и специализированные станки:
- 6Т12 — 6Т12-27, 6Т12-29, 6Т12-30
- 6Т13 — 6Т13-27, 6Т13-29, 6Т13-30
- 6Т82Г — 6Т82Г-27 (ГФ2793), 6Т82Г-29, 6Т82Г-30
- 6Т83Г — 6Т83Г-27 (ГФ2797), 6Т83Г-29, 6Т83Г-30
- 6Т82 — 6Т82-27 (ГФ2794), 6Т82-29, 6Т82-30
- 6Т83 — 6Т83-27 (ГФ2798), 6Т83-29, 6Т83-30
- 6Т82Ш — 6Т82Ш-27, 6Т82Ш-29, 6Т82Ш-30, 6Т82Ш-35, 6Т82Ш-36, 6Т82Ш-37, 6Т82Ш-38
- 6Т83Ш — 6Т83Ш-27, 6Т83Ш-29, 6Т83Ш-30, 6Т83Ш-35, 6Т83Ш-36, 6Т83Ш-37, 6Т83Ш-38
Модификации 6Т…-27 имеют увеличенное на 100 мм расстояние от оси (торца) шпинделя до рабочей поверхности стола и механизм пропорционального (в 2 раза) замедления рабочей подачи.
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
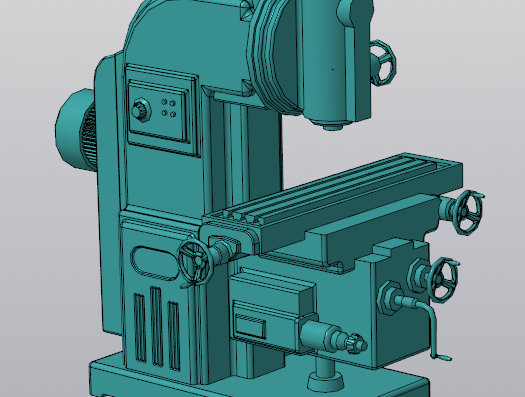
Общий вид горизонтального консольно-фрезерного станка 6Т82Г
Фото консольно-фрезерного станка 6Т82Г
Фото консольно-фрезерного станка 6Т82Г
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на фрезерном станке серии 6Т
Перечень графических символов на фрезерном станке серии 6Т
Перечень графических символов на фрезерном станке серии 6Т
Все органы управления электрооборудованием станка снабжены символами, определяющими их функциональное назначение.
Перечень графических символов и обозначения органов управления приведены в первой части руководства.
Перечень органов управления фрезерным станком 6Т82Г
- Указатель скоростей шпинделя
- Кнопка «Толчок шпинделя»
- Переключатель «Зажим-отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Переключатель выбора направления перемещения стола
- Кнопка «Перемещение стола назад, вправо, вниз»
- Кнопка «Стоп перемещения стола»
- Кнопка «Замедленная подача»
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Стоп шпинделя» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- Кнопка «Пуск шпинделя» (дублирующая)
- Ручное перемещение хобота
- Зажим серег
- Зажимы салазок
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещение стола»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — механический»
- Маховик ручного продольного перемещения стола
- Кнопка «Пуск шпинделя»
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Кнопка «Стоп» аварийная
- Ручное вертикальное перемещение стола
- Переключатель выбора режима работы станка
- Грибок переключения подач
- Кнопка «Стоп шпинделя»
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стала»
- Клавиш «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Зажим хобота
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево-вправо»
- Переключатель насоса охлаждения «Включено-выключено»
- Переключатель выбора автоматических циклов по рамке
- Переключатель выбора автоматических циклов стола
- Зажим консоли
- Зажимы поворотных салазок
- Рукоятка ручного вертикального и поперечного перемещений стола, (съемная)
Состав и конструкция фрезерного станка 6Т82
Состав и конструкция фрезерного станка 6Т82
Перечень составных частей фрезерного станка 6Т82
- станина
- коробка переключения
- пульт боковой
- коробка скоростей
- устройства электромеханического зажима инструмента
- шкаф управления
- стол и салазки
- механизм замедления подачи
- пульт основной
- консоль
- коробка подач
Кинематическая схема фрезерного станка 6Т82Г
Кинематическая схема фрезерного станка 6Т82Г
Привод подач осуществляется от отдельного фланцевого электродвигателя, смонтированного в консоли.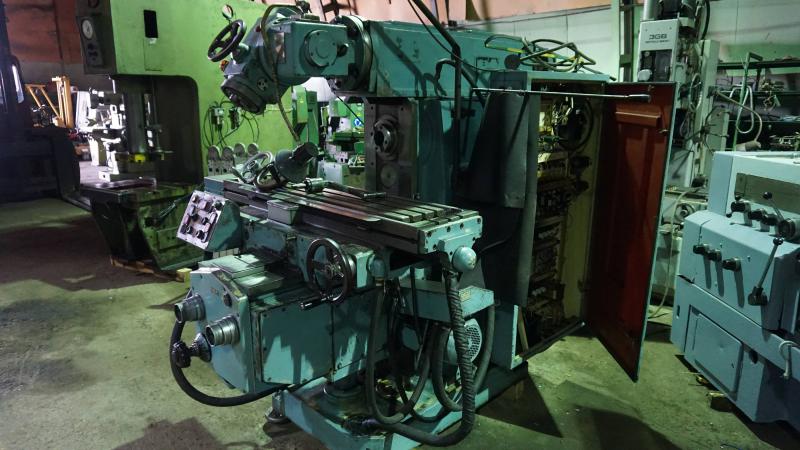 Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок.
Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок.
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и таким образом осуществляются продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных подач.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя через паразитные зубчатые колеса непосредственно на зубчатое колесо фрикциона быстрого хода, смонтированного на последнем валу коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач, тем самым устраняются случаи их одновременного включения.
Органы управления консольно-фрезерными станками 6Т82Г, 6T82, 6T12, 6Т82Ш, 6Т83Г, 6T83, 6T13, 6Т83Ш
Управление приводами станка осуществляется с пультов управления: основного 6 и бокового 7 (рис.1).
На основном пульте управления расположены: кнопки (клавиши)
- управления приводом стола;
- кнопки управления шпинделями;
- кнопка аварийного отключения.
переключатели:
- SА3 — выбора режима работы;
- SА6 — замедленного хода стола.
На боковом пульте управления расположены:
- QS3 переключатель для включения и отключения привода зажима инструмента;
- SА5 переключатель для выбора координаты перемещения стола;
- SВ5 кнопка для импульсного включения шпинделя;
- дублирующие кнопки управления приводами станка и аварийного отключения.
На правой боковой стенке электрошкафа выведена ручка 3 вводного выключателя.
На крышке левой ниши станины выведены ручки переключателей:
- QS1 — реверс первого шпинделя;
- SA2 — насоса охлаждения;
- QS2 — реверс второго шпинделя;
- SA7 — выбора циклов;
- SA4 — выбора вида рамочного цикла.
Технические характеристики станков моделей 6Т82Г
| Наименование параметра | 6Т82 | 6Т82Г | 6Т83 | 6Т83Г |
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Рабочий стол | ||||
| Максимальная нагрузка на стол (по центру), кг | 400 | 400 | 630 | 630 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250 х 320 | 1250 х 320 | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное/ поперечное/ вертикальное механическое, мм | 800/ 320/ 370 | 800/ 320/ 370 | 1000/ 400/ 360 | 1000/ 400/ 360 |
| Расстояние от оси шпинделя до стола при ручном перемещении, мм | 30…400 | 30…400 | 30…390 | 30…390 |
| Расстояние от оси шпинделя до хобота, мм | 155 | 155 | 190 | 190 |
| Наибольший угол поворота стола, град | ±45 | нет | ±45 | нет |
| Цена одного деления шкалы поворота стола, град | 1 | нет | 1 | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное/ поперечное/ вертикальное, мм | 6/ 6/ 2 | 6/ 6/ 2 | 6/ 6/ 2 | 6/ 6/ 2 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 31,5…1600 | 31,5…1600 | 31,5…1600 | 31,5…1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Механика станка | ||||
| Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин | 4/ 4/ 1,33 | 4/ 4/ 1,33 | 4/ 4/ 1,33 | 4/ 4/ 1,33 |
| Число ступеней рабочих подач стола | 22 | 22 | 22 | 22 |
Пределы рабочих подач. Продольных и поперечных, мм/мин Продольных и поперечных, мм/мин | 12,5…1600 | 12,5…1600 | 12,5…1600 | 12,5…1600 |
| Пределы рабочих подач. Вертикальных, мм/мин | 4,1…530 | 4,1…530 | 4,1…530 | 4,1…530 |
| Наибольшее усилие резания при продольной/ поперечной/ вертикальной подаче, кН | 15/ 12/ 5 | 15/ 12/ 5 | 20/ 12/ 8 | 20/ 12/ 8 |
| Выключающие упоры подачи продольных | есть | есть | есть | есть |
| Выключающие упоры подачи поперечных, вертикальных | нет | нет | нет | нет |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка раздельного включения подачи | есть | есть | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет | нет | нет |
| Торможение шпинделя | есть | есть | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть | есть | есть |
| Привод | ||||
| Электродвигатель привода главного движения, кВт/ об/мин | 7,5/ 1455 | 7,5/ 1455 | 11/ 1460 | 11/ 1460 |
| Электродвигатель привода подач, кВт/ об/мин | 3/ 1435 | 3/ 1435 | 3/ 1435 | 3/ 1435 |
| Электродвигатель зажима инструмента, кВт/ об/мин | 0,25/ 2760 | 0,25/ 2760 | 0,25/ 2760 | 0,25/ 2760 |
| Электродвигатель насоса охлаждающей жидкости, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | 0,12/ 2800 | 0,12/ 2800 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М | Х14-22М |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 | 22 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 | 10,87 | 14,37 | 14,37 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2280 1965 1690 | 2280 1965 1690 | 2579 2252 1770 | 2579 2252 1770 |
| Масса станка, кг | 3150 | 3900 |
- Станки консольно-фрезерные 6Т82Г-1, 6Т82-1, 6Т83Г-1, 6Т83-1.
 Руководство по эксплуатации 6Т82Г-1.00.000 РЭ,
Руководство по эксплуатации 6Т82Г-1.00.000 РЭ, - Станки фрезерные консольные широкоуниверсальные 6Т82Ш, 6Т83Ш. Руководство по эксплуатации 6Т82Ш.00.000 РЭ, 1986
- Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.
 В. Фрезерование,1977
В. Фрезерование,1977 - Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта.
 Фрикционный вал. Муфты фрикционные в металлорежущих станках
Фрикционный вал. Муфты фрикционные в металлорежущих станках - Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
- Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
- Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
- Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
- Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
- Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
- Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Указания по обслуживанию электрооборудования
Надежность и долговечность работы электрооборудования станка обеспечивается правильной эксплуатацией и надлежащим уходом.
Систематические технические осмотры и чистка электрооборудования от загрязнений являются обязательными.
Технические осмотры магнитных пускателей, реле и аппаратов защиты производить не реже одного раза в месяц. При осмотрах особо обратите внимание на правильное функционирование подвижных частей аппаратов, надежность крепления резъемных контактных соединений и крепежа аппаратов. Проверьте контактные системы электроаппаратов, при необходимости зачистить от нагара и отрегулировать.
Технические осмотры аппаратов ручного управления, трансформаторов, конденсаторов, резисторов и других неподвижных аппаратов производите не реже одного раза в шесть месяцев. При осмотрах проверьте надежность креплений, состояние цепей заземления. У трансформаторов проверьте величину сопротивления обмоток, которая должна быть не менее 0,5 Мом, измеренная мегомметром при напряжении 1000 В.
Периодичность осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При осмотрах электродвигателей необходимо очистить их от загрязнений, проверить надежность заземления и соединения с приводным механизмом.
При осмотрах электродвигателей необходимо очистить их от загрязнений, проверить надежность заземления и соединения с приводным механизмом.
Периодичность профилактических ремонтов электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в год или 4000 часов работы. При профилактическом ремонте производится разборка электродвигателя, внутренняя чистка и замена смазки подшипников. Перед набивкой свежей смазкой подшипники необходимо промыть бензином, камеру заполнить свежей смазкой на 2/3 ее объема. Рекомендуемые смазки для подшипников приведены в табл.8.
Схемы электрические принципиальные станка показаны на рис.2, 3.
Схемы электрические соединений станка, консоли, основного пульта, станции управления показаны на рис. 4…7.
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6Т82Г-29, 6T82-29, 6T12-29, 6Т82Ш-29, 6Т83Г-29, 6T83-29, 6T13-29, 6Т83Ш-29
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
На главную§ 77. ПАСПОРТ ФРЕЗЕРНОГО СТАНКАЗначение паспорта станка для рациональной эксплуатацииКаждый фрезерный станок, находящийся в цехе, имеет паспорт, приложенный к нему заводом-изготовителем и хранящийся в отделе главного механика завода. В заголовке паспорта фрезерного станка помещены общие сведения: инвентарный номер, тип станка (универсальный, горизонтальный, вертикальный, шпоночный, резьбофрезерный), его модель, завод-изготовитель, заводской номер, год выпуска, место установки (цех), время пуска в эксплуатацию. На первой странице паспорта приводятся основные данные станка: габарит и вес станка, расстояние оси шпинделя до стола, до хобота; размеры рабочей площади стола; наибольшее ручное и механическое перемещение стола; цена деления лимба вертикальной, поперечной и продольной подач; размеры конуса гнезда шпинделя; эскизы конца шпинделя; размеры хобота с серьгой. На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. , допускаемые механизмами продольной, поперечной и вертикальной подач. Кроме паспорта, к каждому станку прилагается руководство по уходу и обслуживанию, которое хранится у цехового, механика или на рабочем месте. В руководстве, кроме сведений, имеющихся в паспорте, приведены рекомендации для использования станка по мощности и силовым нагрузкам, кинематика станка со спецификацией зубчатых колес и червяков (как цепи главного движения, так и цепи подач), ходовых винтов и гаек, описание конструкции станка и его узлов, возможные неполадки в работе и способы их устранения, включая регулирование механизмов, приемы наладки станка и настройки коробки скоростей и коробки подач, описание и схемы электрооборудования,рекомендации по транспортированию, распаковке станка и установке на фундамент, проверке на точность, смазке и т. Паспорт консольно-фрезерных станков 6М82, 6М82Г и 6М12ПКроме общих сведений о станке, в паспорте консольно-фрезерного станка второй размерной гаммы (6М82, 6М82Г и 6М12П) приведены следующие сведения об основных размерах станка. Основные данные станков * Габариты станка, приведенные в паспорте, характеризуют «упаковочные» или наибольшие их размеры при условии установки перемещающихся узлов в среднее положение. При расчете занимаемой станком площади необходимо к паспортному размеру длины прибавить значение паспортного продольного хода 700 мм (в каждую сторону по 350 Пределы использования станков по мощности и силовым нагрузкамПри высоких и средних числах оборотов шпинделя пределы использования станка ограничиваются главным образом допустимыми значениями скоростей резания для фрез и мощностью электродвигателя главного движения. , поперечной 1200 КОНТРОЛЬНЫЕ ВОПРОСЫ 1.
|
 В оснастке используются торцевые, дисковые, цилиндрические, угловые и специальные фрезы. Благодаря особенностям конструкции и максимальной универсальности агрегат используется на небольших производствах.
В оснастке используются торцевые, дисковые, цилиндрические, угловые и специальные фрезы. Благодаря особенностям конструкции и максимальной универсальности агрегат используется на небольших производствах. К нему монтируется одна или больше серег. Отдельно монтируется емкость, куда собирается охлаждающая жидкость.
К нему монтируется одна или больше серег. Отдельно монтируется емкость, куда собирается охлаждающая жидкость. Непосредственно рядом с этими органами управления расположены:
Непосредственно рядом с этими органами управления расположены:
 2 см;
2 см;
 Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.
Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.


 Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта регулируется специальной гайкой.
Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта регулируется специальной гайкой. Если жидкость не поступает в агрегат, то его необходимо отключить от питания, а затем проверить работу всей системы. Перед запуском станка следует проверить исправность всех систем, нормальную работу проводки, а также наличие заземления.
Если жидкость не поступает в агрегат, то его необходимо отключить от питания, а затем проверить работу всей системы. Перед запуском станка следует проверить исправность всех систем, нормальную работу проводки, а также наличие заземления.
 На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ
На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми.
п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми. Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70 — 75% мощности электродвигателя при работе на низких (4 — 5 ступенях) числах оборотов. Во всех случаях обработки, где возможна работа с твердосплавными фрезами, рекомендуется применять станок на скоростных режимах резания, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станка. Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ
Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70 — 75% мощности электродвигателя при работе на низких (4 — 5 ступенях) числах оборотов. Во всех случаях обработки, где возможна работа с твердосплавными фрезами, рекомендуется применять станок на скоростных режимах резания, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станка. Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ Как определить крутящий момент при фрезеровании? 2. Чем характеризуется мощность, необходимая для фрезерования? 3. Что такое к. п. д. станка? 4. Как определить правильность выбора станка по мощности? 5. Для чего нужен паспорт станка?
Как определить крутящий момент при фрезеровании? 2. Чем характеризуется мощность, необходимая для фрезерования? 3. Что такое к. п. д. станка? 4. Как определить правильность выбора станка по мощности? 5. Для чего нужен паспорт станка?
 Владельцы крупных производств ценят данное оборудование за высокую производительность и уменьшение затрат, поскольку на одном станке можно обработать деталь со всех сторон. Консольно-фрезерный станок производился Дмитровским заводом фрезерных станков и до сих пор используется на мелкосерийных и серийных производствах в металлургии и машиностроении.
Владельцы крупных производств ценят данное оборудование за высокую производительность и уменьшение затрат, поскольку на одном станке можно обработать деталь со всех сторон. Консольно-фрезерный станок производился Дмитровским заводом фрезерных станков и до сих пор используется на мелкосерийных и серийных производствах в металлургии и машиностроении.Основные узлы фрезерного станка и их назначение. Основные узлы консольно-фрезерных станков
Принцип работы фрезерного станка
Принцип работы фрезерного станка представлен блок-схемой на рис. 37.
Рис.37. Структурная схема фрезерного станка.
Для формирования плоскости цилиндрической фрезой необходимо вращательное движение фрезы. IN 1 и заготовки для движения вперед P 2 , в результате чего по P 2 на ощупь образуется образующая линия.
Еще одна производственная линия по оси фрезы получается копированием образующей цилиндра фрезы. вращательное движение В 1 — основное движение — осуществляется от электродвигателя М 1 через редуктор и в . От другого двигателя M 2 движение получает ходовой винт t 1, обеспечивающий поступательное движение P 2. перемещения Р 3 и Р 4 в данном случае выполняют функцию установочных перемещений.
От другого двигателя M 2 движение получает ходовой винт t 1, обеспечивающий поступательное движение P 2. перемещения Р 3 и Р 4 в данном случае выполняют функцию установочных перемещений.
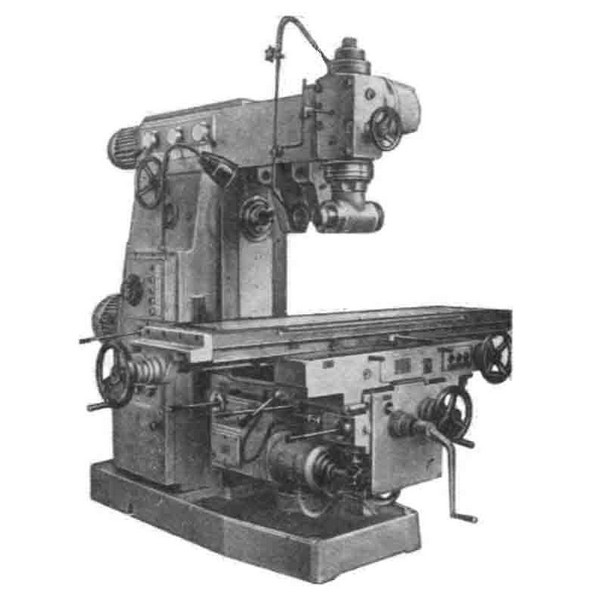
Горизонтально-фрезерные станки характеризуются горизонтальным шпинделем (рис. 38). На опорной плите 1
кровать установлена 2
, внутри которого расположен механизм главного движения с приводом от электродвигателя 3
и редукторы 4
. Консоль монтируется в вертикальные направляющие кровати 5
, которые могут перемещаться вертикально по направляющим рамы. Поперечные салазки установлены на горизонтальных направляющих консоли 9.0011 6
поворотная пластина 7
, а в направляющих последней — стол продольный (рабочий) 5
.
Рис.38. Станок горизонтально-фрезерный 6М82
Таким образом, деталь, закрепленная непосредственно на столе, в тисках или приспособлении, может получать подачу в трех направлениях.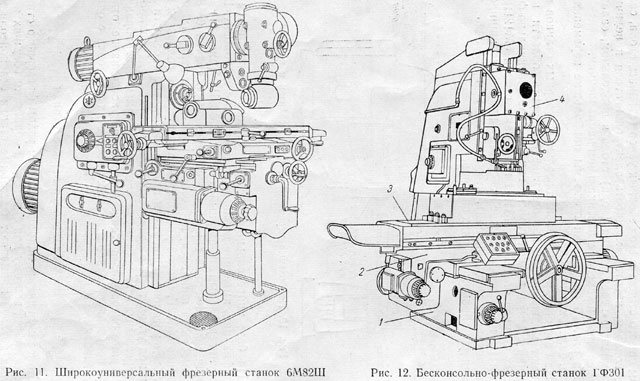 Наличие поворотной пластины позволяет при необходимости поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на нужный угол. Некоторые горизонтально-фрезерные станки не имеют поворотного стола. В этом случае их называют простыми, в отличие от универсальных. Привод подачи стола расположен внутри консоли 5
Наличие поворотной пластины позволяет при необходимости поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на нужный угол. Некоторые горизонтально-фрезерные станки не имеют поворотного стола. В этом случае их называют простыми, в отличие от универсальных. Привод подачи стола расположен внутри консоли 5
и состоит из электродвигателя 9
, коробки подачи 10
и другие механизмы.
Фрезерные патроны и короткие оправки вставляются непосредственно в конусное гнездо шпинделя 11
и закрепите длинным болтом 1
(шомпол) проходящий через отверстие в шпинделе 2
(рис. 39). Длинные оправки 3
требуют дополнительной опоры, поэтому один ее конец закрепляется в шпиндельном отверстии, а другой помещается в подвесной подшипник 4
багажник. Багажник 12
(см. рис. 38) находится в верхней части кровати 2
.
Рис. 39. Прием фиксирующих патронов и оправок
Подвес устанавливается в направляющие 13
с центром (слева) или подшипником (справа). К багажнику также можно прикрепить две опоры 14
К багажнику также можно прикрепить две опоры 14
, нижние концы которого соединены с консолью. Опоры служат для увеличения жесткости консоли.
Продолжаем публиковать материалы из Справочника Миллера под редакцией В.Ф. Без языка. На этот раз мы разберем основные узлы фрезерных станков.
Несмотря на разнообразие типов и размеров, станки фрезерной группы имеют общие узлы, к которым относятся: основание станка, станина, салазки, шпиндель, редуктор и подача, консоль (для консольных станков) .
Станина предназначена для крепления всех узлов и механизмов машины. В зависимости от типа машины грядки могут быть горизонтальными или вертикальными. Горизонтальные станины крупногабаритных, например, продольно-фрезерных станков устанавливаются на фундамент всей опорной поверхностью. Вертикальные станины монтируются на основании станка, который устанавливается или закрепляется на фундаменте. У большинства станков станины изготавливаются из серого чугуна.
Шпиндель фрезерного станка служит для передачи крутящего момента на режущий инструмент от редуктора. Точность обработки во многом зависит от точности вращения шпинделя, его жесткости и виброустойчивости. Примерно 50 % всех проверок точности, выполняемых при изготовлении, сборке и ремонте станка, приходится на шпиндельный узел.
Точность обработки во многом зависит от точности вращения шпинделя, его жесткости и виброустойчивости. Примерно 50 % всех проверок точности, выполняемых при изготовлении, сборке и ремонте станка, приходится на шпиндельный узел.
Редуктор является основным узлом привода главного движения станка и предназначен для передачи шпинделя станка различных скоростей от приводного двигателя. Коробка передач расположена внутри рамы. Коробка управляется с помощью механизма переключения скорости вращения шпинделя.
Редуктор обеспечивает рабочие подачи и быстрые перемещения стола, салазок, консоли (для консольных станков).
Стол станка установлен на рельсах и перемещается по ним в продольном направлении. На консольных станках направляющие стола монтируются на полозьях , которые являются промежуточным элементом между столом и консолью. Нижняя часть салазок установлена на поперечных направляющих консоли и может перемещаться вместе со столом в поперечном направлении.
Консоль — элемент консольных коробчато-фрезерных станков с вертикальными и горизонтальными (поперечными) направляющими . Консоль соединена с рамой вертикальными направляющими и может перемещаться по ней. Салазки перемещаются по горизонтальным (поперечным) направляющим. Консоль фиксируется на станине по высоте специальными зажимами и является основным узлом, объединяющим все остальные звенья цепи подачи и распределяющим движение на продольную, поперечную и вертикальную подачу. Консоль поддерживается стойкой с телескопическим винтом для ее подъема и опускания.
Рассмотрим типичное устройство фрезерного станка:
В зависимости от расположения узлов станка (компоновки) различают консольные и неконсольные фрезерные станки. Основным конструктивным отличием устройства консольно-фрезерного станка (рис. 1) является наличие консоли, перемещающейся в вертикальном направлении по направляющим станины. На консоли выполнены горизонтальные направляющие, по которым перемещаются салазки, несущие стол, на котором закреплена заготовка.
Консольные горизонтальные универсальные станки отличаются тем, что на салазках установлена промежуточная поворотная пластина 5, по горизонтальным направляющим которой перемещается стол. Шпиндель станка расположен горизонтально, а ствол установлен на станине, несущей опорную серьгу. Резец или набор резцов закреплен в оправке, один конец которой установлен в шпинделе, а другой — в отверстии серьги.
Широкий универсальный горизонтально-фрезерный станок отличается наличием дополнительного шпинделя, закрепленного на выдвижном стволе. Голову можно поворачивать на любой угол в вертикальной плоскости. Еще большую универсальность станку придает наличие накладной фрезерной головки, со шпинделем, вращающимся под любым углом в горизонтальной плоскости. У этих машин нет поворотного стола.
Вертикально-консольно-фрезерный станок имеет вертикально расположенную шпиндельную головку, которая может вращаться в вертикальной плоскости. Известны конструкции станков такого типа, в которых происходит осевое перемещение шпинделя.
Бесконсольные вертикально- и горизонтально-фрезерные станки (рис. 2) отличаются тем, что салазки, несущие стол, перемещаются по горизонтальным направляющим станины 1, а шпиндельная головка перемещается в вертикальном направлении по направляющим стойки.
В горизонтально-фрезерных станках валы шпинделя и редуктора часто устанавливаются непосредственно в рейке. Изменение частоты вращения шпинделя обеспечивается рядом последовательно соединенных групповых шестерен с подвижными зубчатыми блоками.
Дополнительная информация на нашем сайте:
Прочие металлорежущие станки:
купить станок токарно-винторезный универсальный;
купить токарный станок по металлу;
Токарный станок с ЧПУ, фрезерный станок с ЧПУ купить;
токарный станок настольный , купить мини токарный станок;
Станок фрезерный (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить;
Вертикальный обрабатывающий центр с ЧПУ купить;
Лаборатория №6
Кинематический расчет и построение конструктивной сетки редуктора горизонтально-фрезерного станка мод. 6Р82.Конструктивные особенности
6Р82.Конструктивные особенности
Особенности основных узлов и механизмов станка
Задача:
1. Ознакомиться с компоновкой и основными узлами горизонтально-фрезерный
Машина мод. 6П82.
2. Научитесь выполнять кинематический расчет
и строительный структурный
сетки коробки скоростей горизонтально-фрезерного станка мод. 6П82.
Рабочий заказ :
Ознакомьтесь с описанием «Лабораторные работы».
Фрезерование представляет собой тип резания инструментом, называемым фрезой. резак
— режущий инструмент с несколькими зубьями, каждый из которых представляет собой простую фрезу. Фреза при вращении врезается своими зубьями в продвигающуюся по ней заготовку и каждым зубом срезает стружку с ее поверхности. После окончания прохода фреза снимается с обрабатываемой поверхности
заготовка слоя металла. Поверхность, полученная после прохода фрезы, называется обработанная поверхность
Поверхность, полученная после прохода фрезы, называется обработанная поверхность
. Поверхность, образуемая на обрабатываемой заготовке непосредственно режущей кромкой фрезы, называется 9.0003 режущая поверхность.
В зависимости от расположения оси фрезы относительно обрабатываемой поверхности различают фрезерные цилиндрические
резак и конец
резак . Вращательное движение фрезы называется основное движение
,
и поступательное движение заготовки — движение подачи
.
Оба эти движения должны выполняться фрезерным станком. Главное движение, т. е. вращение фрезы, определяется числом оборотов шпинделя станка в минуту, подача определяется величиной минутного перемещения стола станка с закрепленной на нем заготовкой относительно резак.
Схемы обработки
заготовки на станках фрезерная группа
(рис. 1) включают обработку как плоскостных, так и фасонных поверхностей.
1. Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках с цилиндрическими фрезами (рис. 1, а) и на вертикально-фрезерных станках с концевыми фрезами (рис. 1, б). Горизонтальные плоскости шириной до 120 мм целесообразно обрабатывать цилиндрическими фрезами. В большинстве случаев обрабатывать плоскости торцевыми фрезами удобнее из-за большей жесткости их крепления в шпинделе и более плавной работы, так как число одновременно работающих зубьев торцевой фрезы больше числа зубьев цилиндрической резак.
2. Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках с концевыми фрезами (рис. 1, в) и торцевыми фрезерными головками, а также на вертикально-фрезерных станках с концевыми фрезами (рис. 1, Г).
3. Наклонные плоскости фрезерованные торцевые (рис. 1, е) и концевые фрезы на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем вращается в вертикальной плоскости. Наклонные плоскости небольшой ширины фрезеруют на горизонтально-фрезерном станке дисковой одноугловой фрезой (рис. 1, 9).0011 д).
Наклонные плоскости небольшой ширины фрезеруют на горизонтально-фрезерном станке дисковой одноугловой фрезой (рис. 1, 9).0011 д).
4. Комбинированные поверхности фрезеруют комплектом фрез (рис. 1, г) на горизонтально-фрезерных станках. Точность взаимного расположения обрабатываемых поверхностей зависит от жесткости крепления резцов по длине оправки. Для этого применяют дополнительные опоры (подвесы), избегают применения непропорциональных по диаметру резцов (рекомендуемое соотношение диаметров резцов не более 1,5).
Рис. 1. Схемы обработки заготовок на фрезерных станках
Рис. 2. Станок горизонтально-фрезерный мод. 6П82:
1-базовый; 2 — станина: 3 — консоль; 4-салазный 5-столовый;
Шпиндель: 7 — ствол
Рис. 3. Кинематическая схема горизонтально-фрезерного станка мод. 6Р82
5. Выступы и прямоугольные пазы торцевые фрезерованные (рис. 1, з) и дисковые (рис. 1, А) фрезы на вертикально- и горизонтально-фрезерных станках. Выступы и канавки лучше всего фрезеровать дисковыми фрезами, так как они имеют большее количество зубьев и позволяют работать с большими скоростями резания.
1, з) и дисковые (рис. 1, А) фрезы на вертикально- и горизонтально-фрезерных станках. Выступы и канавки лучше всего фрезеровать дисковыми фрезами, так как они имеют большее количество зубьев и позволяют работать с большими скоростями резания.
6. Фасонные пазы фрезеруют фасонными дисковыми фрезами (рис. 1, — ), угловые пазы — одноугловыми и двухугловыми (рис. 1, l ) фрезами на горизонтально-фрезерных станках.
7. V-образный паз фрезерованы на вертикально-фрезерном станке в 2 прохода: паз прямоугольный
концевая фреза, затем канавки скосы
— резак одноугловой (рис. 1, м ).
8. Т-образные пазы (рис. 1, n ), которые широко применяются в машиностроении в качестве станочных пазов, например, на столах фрезерных станков, их фрезеруют в 2 прохода: первый, паз прямоугольный профиль
— концевой фрезой, затем нижняя часть паза — фрезой на Т-образные пазы
.
9. Шпоночные пазы фрезерованные с торцевым или шпоночным пазом (рис. 1, о) фрезами на вертикально-фрезерных станках. Точность получения шпоночного паза является важным условием фрезерования, так как от него зависит характер посадки на шпонке сопрягаемых с валом деталей. Фрезерование ключевой фрезой обеспечивает более точный паз; при переточке по торцевым зубьям диаметр ключевой фрезы практически не изменяется.
10. Фасонные поверхности открытого контура с криволинейной образующей и прямой направляющей, фрезеруются на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля (рис. 1, Р ). Применение фасонных фрез эффективно при обработке узких и длинных фасонных поверхностей. Широкие профили обрабатываются комплектом фасонных фрез.
11. Горизонтальные, вертикальные, наклонные плоскости и пазы одновременно обрабатываемые на продольно-фрезерных двухколонных станках торцовыми и концевыми фрезами с перемещением продольной подачи стола, на котором корпус заготовки закреплен в приспособлении ( Рис. 1, Р ).
1, Р ).
12. Горизонтальные плоскости по методу непрерывного фрезерования, их обрабатывают на ротационно-фрезерных станках концевыми фрезами (рис. 1, из ). Заготовки устанавливаются в приспособления, равномерно расположенные по окружности стола, и сообщаются о движении круговой подачи. Заготовка сначала подвергается черновой обработке (размер H 1
), а затем фреза, установленная во втором шпинделе, дорабатывается (размер Нг
).
13. Пространственно сложные поверхности , обработанные на копировально-фрезерных полуавтоматах (рис. 1, Т ). Обработка осуществляется специальной концевой фрезой. Фрезерование ведется по 3 координатам: x, y, z
(3D фрезерование).
Изучить назначение основных узлов по горизонтали — станок фрезерный мод. 6Р82
(рис. 2). Выполнить компоновочный эскиз станка с указанием основных узлов.
3. Проектирование технологическая корректировка обработка деталей на горизонтально-фрезерная
машины (по рис. 1).
1).
4. Построить кинематическую схему
коробки передач (рис. 3) машины обр. 6Р82
(ширина зубчатых колес не менее 5 мм, Ǿ минимальное зубчатое колесо не менее 15 мм).
5. Сборка структурная сетка редукторы машины мод. 6Р82 (ширина и
высота не менее 120 мм ).
Горизонтально-фрезерные станки являются наиболее распространенным оборудованием во всей группе фрезерных станков благодаря своей функциональности, универсальности и широкому спектру применения. Сфера их применения – как единичное, так и серийное производство. Это оборудование позволяет обрабатывать детали из черных и цветных металлов, а также их сплавов.
Как и во всех других фрезерных станках, принцип работы горизонтальных моделей основан на вращении фрезы, которая обрабатывает заготовку (заготовку), которая закреплена на подвижном столе. Такое оборудование может быть консольным и неконсольным.
С помощью горизонтально-фрезерных станков можно обрабатывать детали небольших размеров и веса методом фрезерования. Станки оснащены столом, перемещающимся в поперечном и продольном направлениях, шпинделем, расположенным горизонтально, и предназначены для работы с различными фрезами: цилиндрическими, торцевыми, фасонными и др. Позволяют обрабатывать поверхности как в горизонтальной, так и в вертикальной плоскостях, включая углы, пазы, фигурные поверхности. Специальные делительные устройства позволяют с высокой точностью обрабатывать заготовки, требующие периодического деления.
Станки оснащены столом, перемещающимся в поперечном и продольном направлениях, шпинделем, расположенным горизонтально, и предназначены для работы с различными фрезами: цилиндрическими, торцевыми, фасонными и др. Позволяют обрабатывать поверхности как в горизонтальной, так и в вертикальной плоскостях, включая углы, пазы, фигурные поверхности. Специальные делительные устройства позволяют с высокой точностью обрабатывать заготовки, требующие периодического деления.
Простой визуальный осмотр горизонтально-фрезерного станка позволяет увидеть, что все его основные узлы смонтированы на станине, внутри которой находится редуктор и механический шпиндельный узел. Оправка с фрезой поддерживается специальным стволом.
Некоторые модели горизонтально-фрезерных станков имеют статус широкоуниверсальных, т.к. в их оснащение входит не только удобный рабочий стол большой площади, но и поворотно-фрезерная головка, что создает максимальное удобство в работе и гарантирует высокую точность сверления, растачивания, зенкования. Управление таким оборудованием осуществляется с помощью приборной панели, расположенной в удобном для оператора месте. В некоторых моделях такие панели расположены с обеих сторон рамы, что создает дополнительный комфорт для работающего.
Управление таким оборудованием осуществляется с помощью приборной панели, расположенной в удобном для оператора месте. В некоторых моделях такие панели расположены с обеих сторон рамы, что создает дополнительный комфорт для работающего.
Как выбрать станок с ЧПУ для бизнеса
Прежде чем заняться производственным бизнесом, крайне важно выбрать лучший станок. Можно начать собственный бизнес с помощью станка с ЧПУ или сотрудничать с производственными компаниями, такими как Xometry Europe. Цель этой статьи — дать обзор того, как выбрать станок с ЧПУ для бизнеса.
Типы станков с ЧПУ
В основном существует пять типов станков с ЧПУ. Они различаются по способу работы.
Оси станка с ЧПУ
Токарный станок с ЧПУ
Токарный станок с ЧПУ состоит из токарного станка, который регулирует и перемещает материал в требуемое положение, как запрограммировано на компьютере. Машины вращают материалы относительно инструмента во время работы и, таким образом, субтрактивно изготавливают требуемую деталь. Обычно они имеют меньшее количество осей, чем фрезерные станки с ЧПУ, что делает их меньше и компактнее.
Обычно они имеют меньшее количество осей, чем фрезерные станки с ЧПУ, что делает их меньше и компактнее.
Токарный станок с ЧПУ (Изображение: Engineering.com)
Существует два основных типа токарных станков с ЧПУ:
Токарный станок с ЧПУ с фиксированной головкой (обычный тип)
В обычном токарном станке с фиксированной головкой имеется фиксированная передняя бабка. Заготовка удерживается в патроне и входит в корпус станка в виде консоли или может поддерживаться на конце задней бабкой. Инструмент движется к нему, выполняя такие операции, как торцевание, нарезание резьбы и т. д. Разница лишь в том, что этот станок управляется ЧПУ. Токарный станок с фиксированной головкой обрабатывает более крупные и твердые детали размером более 20 мм и обычно подходит для толстых и коротких изделий.
Токарный станок с ЧПУ с подвижной головкой (швейцарского типа)
Токарные станки с подвижной головкой позволяют заготовке перемещаться по оси Z, в то время как инструмент остается неподвижным. Это отличается от традиционных токарных станков, где заготовка остается на месте, а инструменты перемещаются вокруг нее. Преимущество этого заключается в повышении точности и сокращении времени обработки. Заготовки меньше 33 мм, естественно, идеальны. Он подходит для длинных, тонких и деликатных деталей. Этот токарный станок приобретает большую точность и сложные детали по сравнению с обычным станком.
Это отличается от традиционных токарных станков, где заготовка остается на месте, а инструменты перемещаются вокруг нее. Преимущество этого заключается в повышении точности и сокращении времени обработки. Заготовки меньше 33 мм, естественно, идеальны. Он подходит для длинных, тонких и деликатных деталей. Этот токарный станок приобретает большую точность и сложные детали по сравнению с обычным станком.
Фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ является одним из наиболее распространенных и широко используемых станков. Они оснащены встроенными инструментами для резки и сверления. Материалы, подлежащие обработке, помещаются внутрь фрезерного станка с ЧПУ, после чего компьютер направляет инструменты для резки или сверления. Эти многооперационные станки доступны от 3 до 6 осей.
Существует два распространенных типа фрезерных станков с ЧПУ, основанных на выравнивании оси шпинделя, т. е. вертикально-фрезерные и горизонтально-фрезерные станки.
Image: Thomas
Comparison between the two milling machines :
| Vertical milling machine | Horizontal milling machine | |
| The spindle axis is aligned vertically | The spindle axis is aligned горизонтально | |
| Обычно имеют длинные и тонкие режущие инструменты | Обычно имеют короткие и толстые режущие инструменты | |
Идеально подходит для детализации, точности и прецизионности. Лучше всего подходит для операций с одним самолетом Лучше всего подходит для операций с одним самолетом | Идеально подходит для больших, тяжелых и глубоких пропилов и канавок. Работает в нескольких плоскостях одновременно | |
| Работает медленнее по сравнению с | Быстрее, чем вертикальная, так как позволяет обработать три грани за один цикл | Отличное качество поверхности |
| Неправильное удаление стружки | Лучшее в своем классе удаление и отделение стружки от рабочей зоны | |
| Дешевле, легче и занимает меньше места | Дорогостоящий, прочный, тяжелый и занимает больше места | |
| Лучше всего подходит для малых предприятий, специализирующихся на фрезеровании сложных деталей и мелких операций тяжелые материалы и серийное производство благодаря своей скорости |
Станок плазменной резки с ЧПУ
Станки плазменной резки с ЧПУ оснащены мощной плазменной горелкой, которая достигает температуры около 28 000 градусов Цельсия, что примерно в пять раз превышает температуру, достигаемую при электрической сварке машины.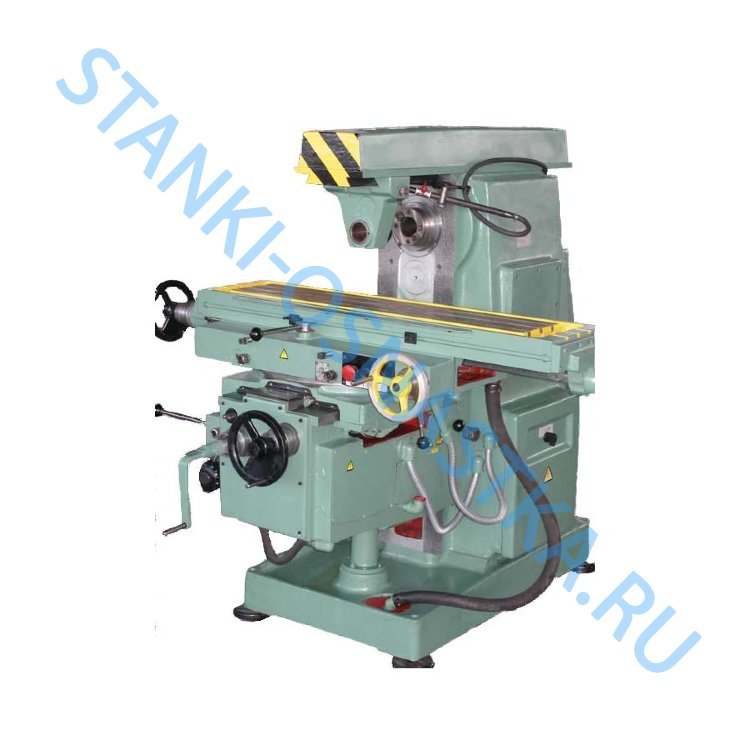 Эта температура помогает плазменной горелке проникать сквозь твердые металлы. Плазмотрон управляется компьютерной программой.
Эта температура помогает плазменной горелке проникать сквозь твердые металлы. Плазмотрон управляется компьютерной программой.
Станок для лазерной резки с ЧПУ
Станки для лазерной резки с ЧПУ почти аналогичны станкам для плазменной резки, но в первом для резки материалов используется лазер вместо плазменной горелки. Лазеры обычно обеспечивают более высокую точность резки, но не так сильны, как машины для плазменной резки. Обычно используются лазеры на Co2, неодимовом (Nd) или иттрий-алюминиевом гранате (Nd-YAG).
Электроэрозионный станок с ЧПУ
Электрический разряд может деформировать материал при воздействии и вызвать его эрозию. Электроэрозионный станок с ЧПУ производит управляемые искры электрического разряда для изменения формы материалов. Поэтому его также называют искровым станком с ЧПУ. Машина имеет анод и катод. Материал помещается между электродами, а количество разряда контролируется компьютером.
Соображения по поводу покупки станка с ЧПУ
Покупка станка с ЧПУ должна быть сделана осторожно, так как это стоит дорого. От первоначальных затрат на покупку до программирования, затрат на рабочую силу и затрат на техническое обслуживание — нужно учитывать многое. Помимо затрат, необходимо учитывать множество факторов
От первоначальных затрат на покупку до программирования, затрат на рабочую силу и затрат на техническое обслуживание — нужно учитывать многое. Помимо затрат, необходимо учитывать множество факторов
Цель машины
Необходимо тщательно продумать, какие услуги вы хотите предоставлять. Токарный станок идеально подходит для торцовки, токарной обработки, снятия фасок, нарезания резьбы, накатки и растачивания. Фрезерный станок также может эффективно выполнять свои операции наряду с изготовлением галтелей, вырезкой пазов, сверлением. Последний почти в два раза дороже первого. Это на усмотрение покупателя в отношении того, что он хочет купить и угодить клиентам.
Понесенные расходы
Цены варьируются в зависимости от типа, спецификации и состояния машины. Хороший станок с ЧПУ от качественного бренда обычно имеет хороший срок службы. Они даже предлагают пожизненную гарантию и другие услуги, ориентированные на клиента, без больших затрат. Перед выбором рекомендуется провести тщательное исследование. Также рекомендуется покупать машину, которая имеет хорошую доступность запасных частей и легко ремонтируется техническим специалистом. Стоимость означает не только стоимость машины, но и трудозатраты, техническое обслуживание и т. д.
Перед выбором рекомендуется провести тщательное исследование. Также рекомендуется покупать машину, которая имеет хорошую доступность запасных частей и легко ремонтируется техническим специалистом. Стоимость означает не только стоимость машины, но и трудозатраты, техническое обслуживание и т. д.
Вес станка
В станках с ЧПУ обычно используются алюминий, композитный полимер и чугун. Если вы ищете долговечную и прочную машину для сложных и тяжелых задач, лучше всего подойдет чугунная конструкция. Более легкие и мелкие операции можно выполнять на других более легких машинах.
Правильный выбор системы ЧПУ
Станок с ЧПУ может быть установлен и оснащен различным программным обеспечением и системами ЧПУ. Конкретная система повышает производительность и качество, но также увеличивает цену. У разных компаний разные системы с разными характеристиками. Его следует выбирать, исходя из основных характеристик машин. После того, как требования покупателя будут выполнены, проверьте цену. При выборе системы ЧПУ всегда лучше проконсультироваться с опытным производителем.
При выборе системы ЧПУ всегда лучше проконсультироваться с опытным производителем.
Выбор основных характеристик станка с ЧПУ
Диапазон или длина хода нескольких осей с ЧПУ и мощность двигателя шпинделя считаются основными характеристиками станка с ЧПУ. Аналогичная машина может иметь разную комплектацию по мощности основного двигателя. Мощность главного двигателя прямо пропорциональна жесткости резания и быстродействию шпинделя станков. Более легкие машины имеют меньшую мощность по сравнению со стандартными
Потребляемая мощность
Всегда проверяйте требования к мощности машины. В случае, если машине требуется больше, может потребоваться увеличить доступную мощность в мастерской, что повлечет за собой затраты.
Заключение
Покупать ЧПУ дорого. Крайне важно изучить его перед покупкой. Иногда подержанная машина может служить цели и может быть дешевой и столь же эффективной. Какой станок с ЧПУ рассмотреть и какую услугу вы хотите предложить, полностью зависит от вашего усмотрения.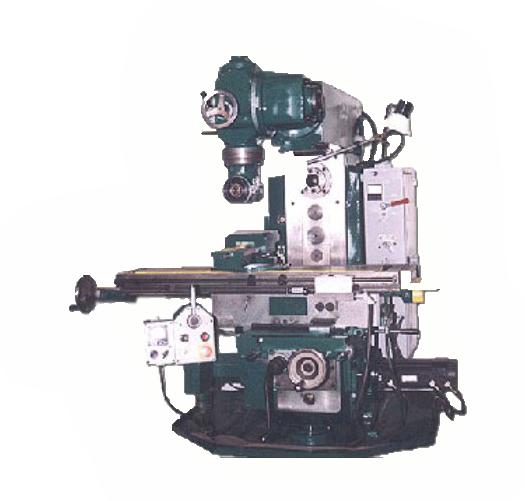 Обладая сетью из более чем 2000 партнеров по всей Европе, Xometry гордится тем, что принимает новых партнеров.
Обладая сетью из более чем 2000 партнеров по всей Европе, Xometry гордится тем, что принимает новых партнеров.
Hurco VC500i — Машины D и R
Hurco VC500i — D and R Machinery — Станки с ЧПУ Arizona
Hurco VC500i
2015
portfolio_page-template-default,single,single-portfolio_page,postid-2015,qode-quicklinks-1.0,ajax_fade,page_not_loaded,qode-title-hidden,qode_grid_1300,footer_responsive_adv,hide_top_bar_on_mobile_header,qode-content-sidebar-responsive ,transparent_content,qode-theme-ver-14.1,qode-theme-bridge,wpb-js-composer js-comp-ver-5.4.7,vc_responsive
5-осевой вертикальный обрабатывающий центр
5-осевой консольный станок VC500i
5-осевой консольный фрезерный станок с ЧПУ Hurco VC500i обеспечивает максимальную гибкость. Он начинается с тяжелой ребристой рамы из мелкозернистого высококачественного чугуна. Предварительно натянутые шарико-винтовые пары с двойной гайкой закреплены на обоих концах для повышения точности и жесткости.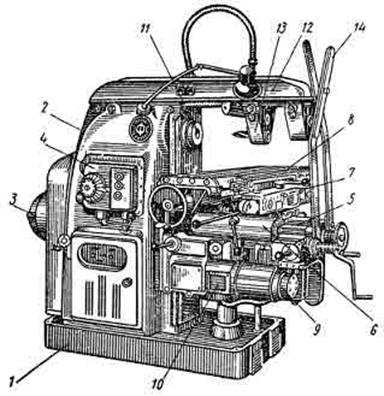 VC500i обеспечивает превосходную производительность резки с возможностью использования более коротких инструментов, сохраняя при этом высокую жесткость и сниженные характеристики вибрации. Сократите время настройки и сэкономьте деньги за счет меньшей подготовки приспособлений. Исключительные скорости подачи при резании достигаются за счет запатентованной технологии высокоскоростного движения, что обеспечивает максимально быструю резку с лучшим качеством поверхности.
VC500i обеспечивает превосходную производительность резки с возможностью использования более коротких инструментов, сохраняя при этом высокую жесткость и сниженные характеристики вибрации. Сократите время настройки и сэкономьте деньги за счет меньшей подготовки приспособлений. Исключительные скорости подачи при резании достигаются за счет запатентованной технологии высокоскоростного движения, что обеспечивает максимально быструю резку с лучшим качеством поверхности.
Основные характеристики:
- Ход: 20,5″ x 17,7″ x 15,8″
- Ось B: +/-110º
- Диаметр стола: 19,7″
- Шпиндель: 12 000 об/мин
- Емкость инструмента: 30 CAT40
- Вес машины: 18 520 фунтов
Усовершенствованная технология 5-осевого управления
Hurco обладает множеством функций, разработанных для повышения эффективности 5-сторонних и 5-осевых операций.
- Управление центральной точкой инструмента устраняет необходимость учета осевых линий вращения обрабатывающего центра.
 Вместо этого вы просто используете нулевое положение твердотельной модели. Разместите программу независимо от того, где на столе закреплена ложа.
Вместо этого вы просто используете нулевое положение твердотельной модели. Разместите программу независимо от того, где на столе закреплена ложа.
- Плоскость преобразования вычисляет другие положения для каждого вращательного движения после определения нулевой точки детали. Управляющему программному обеспечению требуется, чтобы вы определили ноль детали только один раз, и оно автоматически определяет все остальные местоположения нулей детали.
- Трехмерная компенсация инструмента устраняет необходимость повторной публикации программы для корректировки диаметра инструмента из-за износа. Для трехмерных поверхностей операторы обрезают центральную линию инструмента, чтобы получить лучшее качество поверхности и продлить срок службы инструмента. Эта функция позволяет компенсировать износ без необходимости репоста.
- Линеаризация траектории инструмента устраняет выдалбливание заготовки и линейных сегментов в форме движений XYZBC или AC, которые использует система CAM, что приводит к более гладкой поверхности и сокращению программы.

- Векторный ввод инструмента позволяет системе управления вычислять углы и положения станка, а также вычислять угол, на который инструмент будет наклоняться от точки контакта с поверхностью. Это означает, что программа обработки детали не зависит от станка.
- Вектор отвода инструмента сообщает шпинделю о необходимости отвода из отверстия или кармана вдоль угла вектора инструмента, что исключает поломку инструмента и/или повреждение детали.
У НАС 5-осевой + 5-сторонний
В Hurco мы погружены в 5-осевую технологию. Мы заняли свою нишу на этой арене, потому что пятнадцать лет назад взяли на себя обязательство сосредоточиться на 5-осевом оборудовании. Мы решили, что этот тип обрабатывающего центра в сочетании с возможностями нашего управления сделает наших клиентов более прибыльными. Подобно переходу от ручных фрезерных станков к фрезерным станкам с ЧПУ, мы считаем, что настало время для магазинов по всей стране увеличить прибыль, инвестируя в 5-осевые станки.
Поскольку мы прислушались к замечаниям наших клиентов по поводу перехода с 3-осевого процесса на 5-осевой, мы собрали команду по применению 5-осевого оборудования с выделенным номером телефона и адресом электронной почты, чтобы помочь. Если у вас НЕТ 5-осевого обрабатывающего центра, самое важное сообщение, которое вы должны знать: 5-сторонняя обработка на 5-осевом обрабатывающем центре увеличит прибыль от деталей, которые вы производите на своих 3-осевых обрабатывающих центрах. . Система управления Hurco упрощает программирование для 5-сторонней печати — CAM не требуется!
Не оставайтесь позади
Согласно эталонным данным журнала Modern Machine Shop, 24% самых эффективных магазинов в США используют 5-осевое позиционирование. Благодаря многолетним исследованиям и разработкам Hurco заняла нишу на рынке 5-осевых станков. Когда мы решаем, куда инвестировать наши ресурсы в Hurco, нашими главными критериями являются продуктивность работы с клиентами и прибыльность. Мы оцениваем прошлое, настоящее и возможности будущего, чтобы определить, какая технология принесет наибольшую пользу нашим клиентам. Почти десять лет назад мы решили, что 5-осевая обработка заслуживает нашего внимания, и решили стать экспертами. Мы продолжаем лидировать в отрасли по разработке технологий управления, которые оптимизируют процесс для полного 5-осевого и 5-стороннего (3+2).
Мы оцениваем прошлое, настоящее и возможности будущего, чтобы определить, какая технология принесет наибольшую пользу нашим клиентам. Почти десять лет назад мы решили, что 5-осевая обработка заслуживает нашего внимания, и решили стать экспертами. Мы продолжаем лидировать в отрасли по разработке технологий управления, которые оптимизируют процесс для полного 5-осевого и 5-стороннего (3+2).
Поскольку наша промышленность перешла от ручного фрезерования к станку с ЧПУ, многие мастерские остались позади. Переход от 3-осевой к 5-осевой может оказаться похожей ситуацией. По крайней мере, вы должны оценить преимущества интеграции 5-сторонних процессов в свою работу. С 5-сторонней, также называемой 3+2, вы сокращаете время настройки, повышаете точность и расширяете возможности вашего цеха для будущей одновременной 5-осевой работы.
Приобретая 5-осевой обрабатывающий центр с ЧПУ Hurco, вы получаете два станка в одном. Станок, который сразу же увеличит рентабельность деталей, которые вы производите на 3-осевом обрабатывающем центре, благодаря мощному 5-стороннему программированию (без CAM) и жесткому станку, полностью совместимому с пакетами CAD/CAM для одновременного 5 -ось.
Характеристики
Консольный 5-осевой станок VC500i оснащен CTS и линейными шкалами, шпинделем 10k и перемещением по оси B +110/-110 градусов. Мощные функции 5-осевого/5-стороннего управления упрощают переход от традиционной 3-осевой обработки.
Стандартный
- Корпус из мелкозернистого чугуна с большим оребрением, оптимизированный с помощью анализа методом конечных элементов (FEA)
- Линейные роликовые направляющие
- Предварительно натянутые шарико-винтовые пары с двойной гайкой, закрепленные с обоих концов
- Встроенный шпиндель, 12 000 об/мин
- Шпиндель CAT40
- Шнек для стружки
- Цифровые сервоприводы переменного тока Yaskawa Sigma V
- Быстрый 945 изобр./мин Скорость быстрого хода (X, Y, Z)
- Электрическая поворотная станция 30 ATC — Произвольный доступ
- 2,5 секунды ATC-время от инструмента к инструменту
- блокировок безопасности двери/ANSI B11.
 23
23 - Охлаждающие и воздушные пистолеты пистолетного типа
- Металлические телескопические крышки
- Автоматическая централизованная система смазки
- Система разделения направляющей смазки
- Модульная цельная стойка управления ITX
- Линейные стеклянные весы
- Система промывки охлаждающей жидкостью
- Нефтяной скиммер
- Термический охладитель шпинделя
- Двухъядерный процессор с тактовой частотой 2,7 ГГц
- 4 ГБ оперативной памяти
- Твердотельный жесткий диск емкостью 128 ГБ
- 12 месяцев на детали и 6 месяцев гарантии на работу
Технические характеристики машины Hurco VC500i
| Путешествие | |
| Ось X | 20,5″ |
| Ось Y | 17,7″ |
| Ось Z | 15,8″ |
| Нос шпинделя к столу | 5,9″ – 21,7″ |
| Стол | |
| Размеры | Диаметр 19,7″ |
| Максимальная нагрузка | 550 фунтов |
| Перемещение по оси B | +/-110º |
| Движение по оси C | 360º |
| Шпиндель | |
| Тип шпинделя | Прямой привод |
| Скорость шпинделя | 12 000 об/мин |
| Крутящий момент шпинделя | 35,3 фут/фунт |
| Двигатель шпинделя | 10 л.  |