Консольный вертикально фрезерный станок: Консольные вертикально-фрезерные станки: особенности и устройство
Содержание
Станок фрезерный вертикальный консольный модели WM5036 c УЦИ (аналог 6Л13) — цена, отзывы, характеристики с фото, инструкция, видео
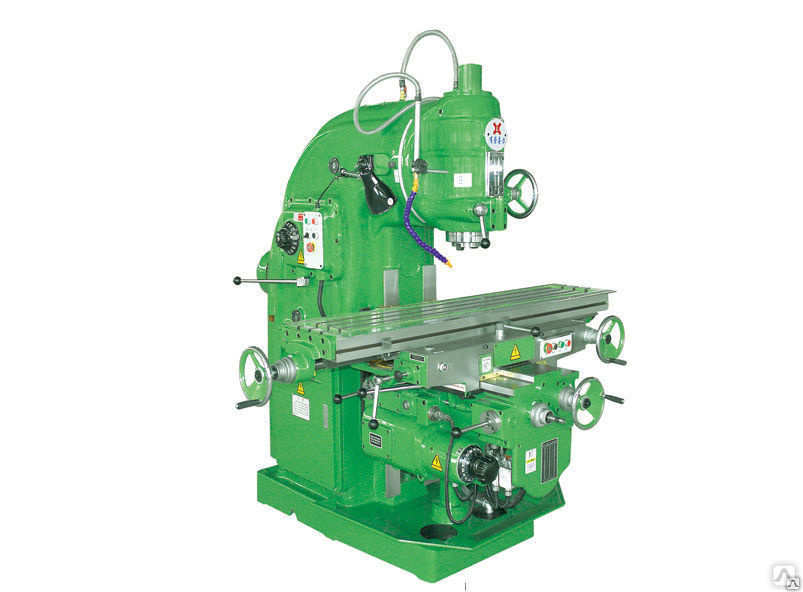
Станок фрезерный вертикальный консольный модели WM5036 (аналог 6Л13) c УЦИ предназначен для выполнения операций фрезерования деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. На станке WM5036 можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д.
Полуавтоматическая система смазки узлов станка WM5036 обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Характеристика
Значение
Размеры рабочей поверхности стола (ширина х длина), мм
360х1600
Т-образные пазы (количество х ширина х расстояние между пазами), мм
3 х 18 х 80
Максимальная нагрузка на стол (по центру), кг
550
Продольное перемещение по оси X (вручную / автоматически), мм
1020 / 1000
Поперечное перемещение по оси Y (вручную / автоматически), мм
300 / 280
Вертикальное перемещение по оси Z (вручную / автоматически), мм
410 / 400
Скорость перемещения по оси X / ускоренное, мм/мин.
15-750 / 2250
Скорость перемещения по оси Y / ускоренное, мм/мин.
15-750 / 2250
Скорость перемещения по оси Z / ускоренное, мм/мин.
5.8-280 / 844
Количество скоростей ускоренного перемещения
18
Макс. угол поворота вертикальной фрезерной головки, град
±45
Конус шпинделя
7:24 ISO50
Наибольшее перемещение пиноли шпинделя, мм
75
Расстояние от центра стола до вертикальных направляющих, мм
235-535
Расстояние от центра шпинделя до вертикальных направляющих, мм
380
Расстояние от торца шпинделя до поверхности стола, мм
50~460
Количество скоростей шпинделя
18
Диапазон скоростей шпинделя, об/мин
30~1500
Мощность привода главного движения, кВт
7,5
Мощность привода подач, кВт
1,5
Мощность помпы СОЖ, Вт
120
Напряжение / Частота
380В / 50Гц
Класс точности станка
Н
Габариты, мм
2307х2067х2096
Масса WM5036 c УЦИ (аналог 6Л13) , кг
3370
Комплектация
Набор инструментов для обслуживания станка
Система смазки
Система СОЖ
Галогенная лампа
Руководство по эксплуатации
Устройство цифровой индикации
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о WM5036 c УЦИ (аналог 6Л13):
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Вертикальный фрезерный станок по металлу в ООО «СТК»
Пресса и гильотины
Сверлильные станки
О фрезерных станках
Ножовочные станки
Точильно-шлифовальные станки
Ленточнопильные станки
Токарно-винторезные станки
Обзоры и рейтинги
Вертикальный фрезерный станок по металлу
Вертикальный фрезерный станок по металлу один из самых используемых станков в производстве: он незаменим там, где требуется разнообразная обработка металлических заготовок.
Вертикально фрезерные станки – характеристики
Современная промышленность производит вертикально-фрезерные станки с разными техническими характеристиками: от компактных настольных моделей до крупного высокопроизводительного оборудования.
Чтобы купить вертикально-фрезерный станок по металлу в точном соответствии с потребностями вашего производства, при выборе необходимо отталкиваться от следующих характеристик:
мощности станка в киловаттах;
размеров рабочего стола в миллиметрах;
параметров рабочей зоны в миллиметрах;
диапазона поворота стола в градусах;
перемещения стола по оси в миллиметрах;
максимального диаметра сверления в миллиметрах;
максимального диаметра торцевой фрезы в миллиметрах;
максимального диаметра концевой фрезы в миллиметрах;
рабочего хода шпинделя в миллиметрах;
расстояния до шпинделя в миллиметрах;
оборотов шпинделя в оборотах за минуту;
габаритов машины в миллиметрах;
веса в килограммах.
Назначение вертикального фрезерного станка по металлу
Главным назначением вертикального фрезерного станка по металлу является обработка заготовок с целью придания им заранее определенных форм. Хотя само такое оборудование, конечно, стоит недешево, но оно позволят выполнять в производственном процессе широкий перечень самых разных операций.
Вертикально-фрезерные станки, благодаря своим характеристикам, используются для обработки поверхностей по горизонтали, по вертикали, а также под наклоном. С помощью такого оборудования можно создавать углы, пазы, рамки, спирали и многое другое.
Вертикальный фрезерный станок по металлу способен работать с заготовками:
из чугуна,
из стали,
из цветных металлов,
из сплавов,
из других твердых материалов.
Виды вертикального фрезерного станка по металлу
Вертикально-фрезерные станки по видам управления могут быть моделями:
управляемыми вручную,
управляемыми с помощью автоматических составляющих,
Применение вертикального фрезерного станка по металлу, оснащенного программным оборудованием, позволяет повысить точность обработки изделия в несколько раз. Сверхточность достигает доли миллиметров, а работа может выполняться любой сложности.
Кроме того, вертикально-фрезерные станки по своим характеристикам подразделяются на два вида:
Вертикально-фрезерный консольный станок. В устройство модели входит шпиндель с вертикальным расположением. Также в некоторых видах оборудования шпиндель может поворачиваться вокруг горизонтальной линии и смещаться вдоль своей линии, что позволят выполнять большее количество операций.
Вертикально-фрезерный бесконсольный станок. Согласно характеристикам, в аппарате нет консольного элемента, а движение стола и салазок производится с помощью направляющих станины, размещенной на основе. Такой станок может обрабатывать вертикальные поверхности, находящиеся под наклоном, а также пазы в деталях крупного размера.
Данная конструкция способна работать с более высокой степенью жесткости, а также обеспечивать большую точность обработки заготовок по сравнению со своим консольным аналогом: это дает возможность работать с деталями, обладающими большим весом и габаритами.
Возможности вертикального фрезерного станка по видам фрез
Главной рабочей частью вертикального фрезерного станка по металлу является фраза. Она производится из особо прочной стали, а ее зубы выполнены с помощью сварки пластин разных форм. Также на практике широко используются составные фрезы: в них зубы, без сварки, просто вставляются в основное тело.
Применение составных фрез значительно увеличивает возможности вертикально-фрезерных станков разных моделей:
Торцевая фреза. Лезвие состоит из трех частей, в котором вспомогательное лезвие находится под углом в 10 градусов, что позволяет получить более гладкую итоговую поверхность. Работать такой фрезой более производительно, так как угол ее нажима зависит только от ширины фрезерования, а не от припуска. Также она лучше устойчива к вибрации. Выполняет широкий круг действий.
Дисковая фреза. Предназначена для выполнения малых пазов, для подготовки залов и канавок.
Угловая фреза. Применяется для резьбы под углом граней и пазов. Чаще всего используется для получения стружечных канавок.
Концевая фреза. Производит углубления по контуру, глубокому пазу и разным уступам.
Шпоночная фреза. Выполняет действия по принципу сверла: сначала глубоко погружается в материал, а потом продвигается по канавке.
Фасонная фреза. Обрабатывает только фасонные поверхности. Позволяет получить более ровную поверхность, а также, если сравнивать с затыловонной фрезой, имеет больший срок эксплуатации.
ООО «СТК» предлагает купить вертикально-фрезерный станок по металлу. У нас представлен широкий ассортимент указанного оборудования. Наши консультанты помогут сделать правильный выбор, и вы сможете приобрести станок, который будет точно соответствовать всем особенностям вашего производства. Доставка у нас производится железнодорожным транспортом по всей России. Цены разумные.
Фрезерный станок с ЧПУ по металлу Универсальный вертикально-револьверно-сверлильный станок для режущего инструмента Vmc 960
Фрезерный станок с ЧПУ по металлу Универсальный вертикально-револьверно-сверлильный станок для режущего инструмента Vmc 960
Станина гидравлического консольно-сверлильного станка с ЧПУ изготовлена из стальной конструкции, основная рама изготовлена из стальных конструкционных деталей, внутреннее напряжение снимается с помощью термообработки с искусственным старением, динамическая и статическая жесткость хорошая, и она не деформируется.
Отправить запрос
Подробная информация о продукте
На протяжении многих лет мы впечатляли клиентов в стране и за рубежом нашей искренностью, высокой квалификацией нашего консольно-сверлильного станка с ЧПУ, фрезерного станка с ЧПУ портального типа, вертикального обрабатывающего центра из ТВ-сплава и хорошее послепродажное обслуживание. С быстрым развитием промышленности требования к качеству продукции все выше и выше. Мы будем продолжать добиваться скачкообразного развития со строгим отношением и новаторским духом.
Гидравлический консольно-сверлильный станок с ЧПУ ALCPD300×2000 в основном состоит из верстака, мобильного портала, подвижного суппорта, сверлильно-фрезерной головки, устройства автоматической смазки и защиты, циркуляционного охлаждающего устройства, цифровой системы управления, гидравлической системы. и электрическая система.
ВИДЕО
Основные технические параметры
Артикул
Единица измерения
ALCPD300×2000
The largest processing workpiece size
Length × diameter
mm
2000×300
Maximum thickness of workpece
220
Вертикальная буровая головка
Кол-во.
ШТ
1
Конус шпинделя
BT40
drilling diameter
mm
Φ1-Φ30
Tapping diameter
mm
M3-M16
Spindle speed
r/min
30~3000
Variable frequency spindle motor
кВт
3,7
Расстояние между нижним торцом шпинделя и центром патрона
мм
200-600 мм
ось вращения заготовки9 (Y)0028
Diameter range
mm
5000
X-axis moving speed
m/min
0~9
X-axis servo motor power
KW
2.4
Power head moves vertically (X axis)
Maximum travel
mm
300
Y-axis movement speed
m/min
0~9
Y-ось мощности моторной мощности оси
кВт
2,4*1
Вертикальный Скорость
м/мин
0 ~ 8
Z Аси Сервомотор мощность
KW
1 × 2,4 Площадь
666677777777777777. 0028
X/Y/Z
mm
±0.05/300
Three-axis repeat positioning accuracy
X/Y/Z
mm
±0.025/300
Machine dimension
Длина × ширина × высота
мм
3770*1500*2300
Грубая вес
T
(около) 3,5
593569
.GLILLIRILIRILIRILIAL. изготовлен из стальной конструкции, основная рама изготовлена из стальных конструкционных частей, внутреннее напряжение снимается с помощью термообработки искусственного старения, а динамическая и статическая жесткость хорошая и не деформируется. Процесс обработки с ЧПУ, высокая эффективность, высокая точность, простота программирования, простота в эксплуатации, повышение эффективности производства и качества обработки.
Лазерный интерферометр Три координаты
Превосходство их собственного качества активно поддерживается банками и правительствами.
. sdalles.com.60. Мы всегда помним о наших первоначальных намерениях и миссии и активно берем на себя социальную ответственность. Компания продолжит совершенствовать свою научную и технологическую мощь, повышать качество продукции, улучшать маркетинговую сеть, создавать надежную систему послепродажного обслуживания и всесторонне укреплять корпоративный бренд.
Hot Tags: Гидравлический консольно-сверлильный станок с ЧПУ, Китай, производители, завод, низкая цена, Ленточнопильный станок с углом поворота плиты, Сверлильный станок для двутавровой балки со стальной конструкцией, Угловой сверлильный станок с ЧПУ для морской промышленности, Производственная линия для резки угловой штамповки, Станок с ЧПУ Центр, Станок для сверления ствола котла с ЧПУ
Похожие выставочные залы
Сверлильный станок Дпд2016 2 плиты стальной конструкции ЧПУ. ..
Цена по прейскуранту завода-изготовителя с ЧПУ Угловая штамповка и…
Сверлильно-фрезерный станок с ЧПУ для больших стальных пластин…
Угловые линии с ЧПУ для штамповочных, маркировочных и режущих станков
Высокоскоростная односторонняя линия для производства гофрокартона…
AA4c Расточной станок для седел клапанов Tqz8560
Запрос
Обычный вертикально-фрезерный станок — MorekTECHTechniki Wytwarzania i Procesy Technologiczne
Фрезерование после токарной обработки можно считать наиболее часто используемым методом обработки. Фрезерные станки не имеют такой долгой истории, как токарные станки. Первый фрезерный станок был разработан и построен американским инженером Эли Уитни в 1818 г. Этот фрезерный станок осуществлял вращательное движение фрезы и автоматическое перемещение рабочего стола. Более чем через 40 лет, в 1862 году, другой американец, Джозеф Роджерс Браун, запустил производство универсально-фрезерного станка. В этот период были созданы конструкции копировально-фрезерных станков, позволяющих обрабатывать предмет по пространственному очертанию шаблона. В 1953, также в США, был реализован первый автоматический фрезерный станок с электронным управлением. Однако обычные фрезерные станки использовались и используются уже более 200 лет. В этой статье я представляю основы конструкции обычного горизонтально-фрезерного и вертикально-фрезерного станка и возможную обработку на них.
Независимо от того, имеем ли мы дело с обычным горизонтально-фрезерным станком, основное движение передается инструменту (резцу), а дополнительно перемещение рабочего стола осуществляется, в зависимости от конструкции, либо вдоль Оси X или X и Y. В фрезерных центрах с ЧПУ выделяют конструкции, обеспечивающие 5-осевую обработку. Помимо движения по трем осям, выполняются повороты вокруг двух осей (X и Y). В этой статье я сосредоточусь на обычных фрезерных станках. Рабочий стол предназначен для крепления и зажима технологического оборудования (патронов) и заготовок.
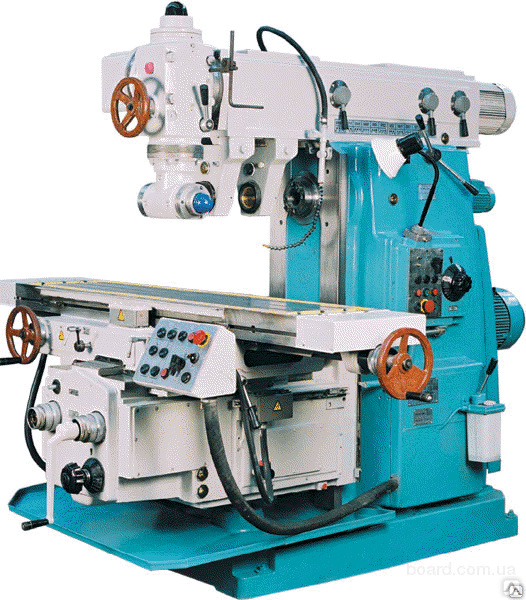
На рисунках 1 и 2 показан обычный вертикально-фрезерный станок коленного типа со скользящей шпиндельной головкой. Обычные фрезерные станки коленного типа используются для обработки заготовок малых и средних размеров. Заготовки фиксируются и зажимаются на рабочем столе. Рабочий стол опирается на вертикально подвижную опору, также известную как кронштейн. В составе коленно-фрезерных станков различают фрезерные станки: легкие, упрощенные, серийные и универсальные.
Рис. 1. Конструкция обычного вертикально-колено-фрезерного станка с подвижной головкой.
Рис. 2. Кронштейн на обычном вертикально-колено-фрезерном станке с подвижной головкой.
На рис. 3 показан шпиндель в подвижной головке. В случае представленного фрезерного станка головка перемещается только по оси Z (вертикально). Для фиксации инструмента (фрезы) в шпинделе необходимо использовать резцедержатель с определенным конусом на одной линии с конусом в шпинделе. В обсуждаемом обычном фрезерном станке следует исходить из того, что наконечник шпинделя изготовлен в соответствии со стандартом PN-76/M-55081. Конус SK использовался в соответствии с DIN 69.871 с конусностью 7:24 с драйверами переднего блока. Задача конического гнезда — центрировать положение зажимаемых инструментов. Задача драйверов блоков – передавать крутящий момент.
Рис. 3. Шпиндель и его наконечник.
Державки (конические хвостовики) с конусом этого типа балансируются по запросу и предназначены для обычной и высокоскоростной обработки (HSM – High Speed Machining). Как правило, этот тип держателя изготавливается из хромомарганцовистой стали, науглероженной до глубины поверхностного слоя 0,7 мм. Поверхность конуса закалена и прецизионно отшлифована. Поверхностная твердость конуса составляет 58 ± 2 HRC. Конические резцедержатели прижимаются к конической посадке шпинделя винтом, проходящим через отверстие шпинделя. Другие типы конусов также используются в конструкции фрезерных шпинделей.
Способ крепления инструмента к показанному наконечнику шпинделя зависит от его размера и конструкции. Хвостовые фрезы и фрезы большого диаметра располагаются непосредственно в носовой части шпинделя. С другой стороны, для концевых фрез меньшего диаметра и цилиндрических хвостовиков требуются зажимные или редукционные держатели. Фрезерные оправки используются для фрезерных оправок.
Фиксация заготовки
Заготовка фиксируется и зажимается либо непосредственно на рабочем столе, либо в технологическом оборудовании, напр. в машинных тисках (рис. 4). В серийном производстве используются специальные держатели для механической обработки (рис. 5). В специальном станочном приспособлении, показанном на рис. 5, заготовка закреплена на опорной поверхности в качестве основного контактного основания, а угловая фиксация осуществляется с помощью полного болта и усеченного болта. Заготовка фиксируется с помощью двух зажимов. Перед обработкой канавки инструмент (резец) устанавливался с помощью так называемого установочного блока (на рис. 5 под левым зажимом). Само приспособление было закреплено на рабочем столе и закреплено винтами и Т-образными пазами. Пазы для винтов показаны на обеих сторонах корпуса патрона на рис. 5.
Рис. 4. Рабочий стол с Т-образными пазами с фиксированными и фиксированными машинными тисками.
Рис. 5. Пример специального фрезерного патрона для серийной обработки.
Прижимы различной конструкции применяются для фиксации заготовки, а также технологического оборудования на обрабатывающем столе с Т-образными пазами. На рис. 6 показана современная конструкция зажимов, используемых на станках с ЧПУ.
Иллюстрация 6. Пример современных зажимов – здесь они используются на станке с ЧПУ.
Для настройки инструмента требуется ручная настройка с помощью искры, т.е. контакт инструмента с определенной поверхностью. В держателях серийного производства (рис. 5) использовались так называемые установочные блоки, которые существенно помогали в настройке инструмента на заданный проход фрезы. Благодаря установленным блокам была получена приемлемая повторяемость лечения. В случае представленного коленчато-фрезерного станка с подвижной головкой установленный в шпинделе инструмент имеет ограниченное вертикальное перемещение. Установка инструмента относительно заготовки по оси Z и, в принципе, установка объекта относительно инструмента по оси Z требует вертикального перемещения суппорта и головки при ее движении. Настройка ширины реза зависит от положения заготовки на рабочем столе и положения стола в поперечном направлении (поперечные салазки – рис. 1). В конструкции представленного фрезерного станка предусмотрена возможность короткой поперечной подачи и длинной продольной подачи.
Значения скорости вращения шпинделя и скорости подачи
Как и в случае обычного универсального токарного станка , установка скорости вращения шпинделя и скорости подачи заключается в установке значений из доступного диапазона постоянных значений — например, для частоты вращения главного привода это могут быть следующие значения: 500; 640; 760; 955; 1200; 1500. Значения плавного изменения параметров, в том числе частоты вращения главного привода, определялись стандартом ПН-62/М-03150 Металлообрабатывающие станки, который был окончательно отозван в 2001 году. Значения в пределах вышеупомянутый стандарт является производным от серии Renard R20. Выбор определенного значения производится установкой положения шестерен в редукторах. Имея в своем распоряжении конкретные передачи и возможные их комбинации в 2 или 3 передачи, мы можем получить постепенное изменение значений. На рис. 7 показаны циферблаты, показывающие выбранные значения частоты вращения главного привода вместе с выбранным значением скорости подачи (рис. 8) и рычаг переключения направления вращения.
Рис. 7. Циферблаты, показывающие значения частоты вращения главного привода, скорости подачи и рычага направления вращения (слева).
На рис. 8 показан вид дисков с указанием значений частоты вращения главного привода и скорости подачи со стороны оператора.
Рис. 8. Вид дисков с указанием значений скорости основного привода (справа – больший диск) и выбранной скорости подачи (слева – меньший диск).
Установка значения скорости главного привода и значения скорости подачи задается с помощью электрического блока управления (рис. 9). Значение скорости подачи доступно в диапазоне заданных значений [мм/мин]. Часто при фрезеровании значение подачи указывается в мм/зуб, поэтому необходимо преобразовать значение в [мм/мин] и выбрать ближайшее доступное значение, но меньшее. О параметрах обработки при фрезеровании я писал в статье Фрезерование — выбор параметров обработки .
Рис. 9. Электрический блок управления – выделенные кнопки, отвечающие за установку частоты вращения главного привода, величины рабочей подачи, а также включение и выключение оборотов шпинделя.
На первом этапе выбор параметров обработки состоит в выборе скорости резания для данного материала и материала лезвия. В случае обычных фрезерных и токарных станков мы имеем дело с градуированными скоростями вращения главных приводов. После определения скорости резания по классической формуле скорости резания vc следует определить значение частоты вращения n главного привода. Затем значение скорости вращения n сравнивается с имеющимися значениями на данном станке. Обычно определяемое значение не согласуется с имеющимися, и тогда следует выбрать значение скорости n от станка, ближайшее к определяемому n, но меньшее по величине значение. Это, в свою очередь, требует пересчета скорости резания.
Ступенчатые диапазоны скоростей вращения и скорости подачи в случае обычных фрезерных и токарных станков являются следствием технологических возможностей десятилетий назад, когда числовое управление было максимально предсказуемым. В настоящее время такую градацию значений по отношению к бесступенчатому выбору значений на станках с ЧПУ можно считать недостатком. Здесь, однако, следует подчеркнуть, что на обычных токарных и фрезерных станках только решения с использованием кинематических цепей (зубчатых передач) могли обеспечить какую-либо возможность выбора скорости вращения и скорости подачи. В представленном обычном фрезерном станке переключение между отдельными значениями как частоты вращения главного привода, так и рабочей подачи происходит с помощью электроприводов, изменяющих положение шестерен. Нажав кнопку (рис. 9) оператор осуществляет одиночные операции переключения до тех пор, пока не будет получено требуемое значение заданного параметра.
В случае обычного токарного станка, описанного в статье Универсальный токарный станок, конструкция и возможная обработка – основы , переключение между значениями отдельных параметров происходило путем ручного поворота рычага, что приводило к механическому переключению шестерен переключения в шестернях машины.
На рисунках 10 и 11 показаны другие выбранные части системы рулевого управления и настройки.
Рис. 10. Ручка управления положением подвижной головки рассматриваемого фрезерного станка по оси Z.
Рис. 11. Ручка регулировки положения кронштейна по оси Z и ручка положения поперечных салазок рабочего стола по оси Y.
Примеры возможной обработки на вертикально-фрезерном станке с консольным коленом
На рис. 12 показаны типичные операции обработки, которые можно выполнять на этом обычном вертикально-фрезерном станке с консольным коленом:
фрезерование боковой поверхности концевой фрезой – рис. 12.г;
обработка фаски под определенным углом концевой фрезой – рисунок 12.д.
Обработка фаски под определенным углом, показанная на рисунке 12.д, возможна, когда конструктивно предусмотрен поворот подвижной фрезерной головки вокруг оси Y.
Рис. 12. Возможные операции обработки на вертикальном обычном консольно-фрезерном станке: а) фрезерование плоскости фрезерной головкой или концевой фрезой; б) фрезерование Т-образного паза специальной фрезой; в) фрезерование паза концевой фрезой; г) фрезерование боковой поверхности концевой фрезой; д) обработка фаски под заданным углом концевой фрезой.
На рисунках 13 и 14 показаны примеры держателей и инструментов, используемых на обычных фрезерных станках.
Рис. 13. Пример концевой фрезы.
Рис. 14. Слева держатель инструмента, затем фрезерная головка и справа концевая фреза из быстрорежущей стали.
Конструкция и кинематика представленного обычного вертикально-консольного фрезерного станка не позволяют нарезать резьбу. Возможна обработка отверстий, но она ограничена расстоянием вершины шпинделя от рабочего стола. Технологические возможности обычных фрезерных станков по отношению к современным вертикально-фрезерным обрабатывающим центрам с ЧПУ невелики. Несмотря на такую последовательность, обычные фрезерные станки по-прежнему эффективны в области обработки основных поверхностей и подготовки заготовки (заготовки).
Модернизация и ревитализация
Интересной возможностью является модернизация или ревитализация обычного станка. Благодаря этому можно не только продлить срок службы данного станка, но прежде всего повысить точность позиционирования и обработки. Ревитализация включает в себя общий ремонт, часто модернизацию направляющих, замену приводов и новую систему управления. В рамках процесса ревитализации обычный станок превращается в станок с ЧПУ. Примером модернизации является обычный вертикально-фрезерный станок, оснащенный линейками с цифровым отсчетом (рис. 15 и 16).
Рис. 15. Модернизированный обычный фрезерный станок, оснащенный измерительными линейками и цифровой индикацией положения по отдельным осям.
Рис. 16. Измерительные линейки осей Y и Z, установленные на обычном вертикально-фрезерном станке, показанном на рис. 12.
Рис. 14. Слева держатель инструмента, затем фрезерная головка и справа быстрорежущая сталь концевая фреза.
На рис. 17 показан обычный токарный станок, глубоко модернизированный фирмой SIEMENS (новые приводы, измерительные линейки, ЧПУ). В 2016 году на стенде CAMdivision на международной выставке MACH TOOL 2016 в Познани можно было увидеть, как модернизировать токарный станок.



 Хотя само такое оборудование, конечно, стоит недешево, но оно позволят выполнять в производственном процессе широкий перечень самых разных операций.
Хотя само такое оборудование, конечно, стоит недешево, но оно позволят выполнять в производственном процессе широкий перечень самых разных операций. Сверхточность достигает доли миллиметров, а работа может выполняться любой сложности.
Сверхточность достигает доли миллиметров, а работа может выполняться любой сложности.
 Применяется для резьбы под углом граней и пазов. Чаще всего используется для получения стружечных канавок.
Применяется для резьбы под углом граней и пазов. Чаще всего используется для получения стружечных канавок.

 0028
0028
 ..
.. В этот период были созданы конструкции копировально-фрезерных станков, позволяющих обрабатывать предмет по пространственному очертанию шаблона. В 1953, также в США, был реализован первый автоматический фрезерный станок с электронным управлением. Однако обычные фрезерные станки использовались и используются уже более 200 лет. В этой статье я представляю основы конструкции обычного горизонтально-фрезерного и вертикально-фрезерного станка и возможную обработку на них.
В этот период были созданы конструкции копировально-фрезерных станков, позволяющих обрабатывать предмет по пространственному очертанию шаблона. В 1953, также в США, был реализован первый автоматический фрезерный станок с электронным управлением. Однако обычные фрезерные станки использовались и используются уже более 200 лет. В этой статье я представляю основы конструкции обычного горизонтально-фрезерного и вертикально-фрезерного станка и возможную обработку на них.
 В обсуждаемом обычном фрезерном станке следует исходить из того, что наконечник шпинделя изготовлен в соответствии со стандартом PN-76/M-55081. Конус SK использовался в соответствии с DIN 69.871 с конусностью 7:24 с драйверами переднего блока. Задача конического гнезда — центрировать положение зажимаемых инструментов. Задача драйверов блоков – передавать крутящий момент.
В обсуждаемом обычном фрезерном станке следует исходить из того, что наконечник шпинделя изготовлен в соответствии со стандартом PN-76/M-55081. Конус SK использовался в соответствии с DIN 69.871 с конусностью 7:24 с драйверами переднего блока. Задача конического гнезда — центрировать положение зажимаемых инструментов. Задача драйверов блоков – передавать крутящий момент.
 5 под левым зажимом). Само приспособление было закреплено на рабочем столе и закреплено винтами и Т-образными пазами. Пазы для винтов показаны на обеих сторонах корпуса патрона на рис. 5.
5 под левым зажимом). Само приспособление было закреплено на рабочем столе и закреплено винтами и Т-образными пазами. Пазы для винтов показаны на обеих сторонах корпуса патрона на рис. 5. Благодаря установленным блокам была получена приемлемая повторяемость лечения. В случае представленного коленчато-фрезерного станка с подвижной головкой установленный в шпинделе инструмент имеет ограниченное вертикальное перемещение. Установка инструмента относительно заготовки по оси Z и, в принципе, установка объекта относительно инструмента по оси Z требует вертикального перемещения суппорта и головки при ее движении. Настройка ширины реза зависит от положения заготовки на рабочем столе и положения стола в поперечном направлении (поперечные салазки – рис. 1). В конструкции представленного фрезерного станка предусмотрена возможность короткой поперечной подачи и длинной продольной подачи.
Благодаря установленным блокам была получена приемлемая повторяемость лечения. В случае представленного коленчато-фрезерного станка с подвижной головкой установленный в шпинделе инструмент имеет ограниченное вертикальное перемещение. Установка инструмента относительно заготовки по оси Z и, в принципе, установка объекта относительно инструмента по оси Z требует вертикального перемещения суппорта и головки при ее движении. Настройка ширины реза зависит от положения заготовки на рабочем столе и положения стола в поперечном направлении (поперечные салазки – рис. 1). В конструкции представленного фрезерного станка предусмотрена возможность короткой поперечной подачи и длинной продольной подачи. Значения плавного изменения параметров, в том числе частоты вращения главного привода, определялись стандартом ПН-62/М-03150 Металлообрабатывающие станки, который был окончательно отозван в 2001 году. Значения в пределах вышеупомянутый стандарт является производным от серии Renard R20. Выбор определенного значения производится установкой положения шестерен в редукторах. Имея в своем распоряжении конкретные передачи и возможные их комбинации в 2 или 3 передачи, мы можем получить постепенное изменение значений. На рис. 7 показаны циферблаты, показывающие выбранные значения частоты вращения главного привода вместе с выбранным значением скорости подачи (рис. 8) и рычаг переключения направления вращения.
Значения плавного изменения параметров, в том числе частоты вращения главного привода, определялись стандартом ПН-62/М-03150 Металлообрабатывающие станки, который был окончательно отозван в 2001 году. Значения в пределах вышеупомянутый стандарт является производным от серии Renard R20. Выбор определенного значения производится установкой положения шестерен в редукторах. Имея в своем распоряжении конкретные передачи и возможные их комбинации в 2 или 3 передачи, мы можем получить постепенное изменение значений. На рис. 7 показаны циферблаты, показывающие выбранные значения частоты вращения главного привода вместе с выбранным значением скорости подачи (рис. 8) и рычаг переключения направления вращения.
 Затем значение скорости вращения n сравнивается с имеющимися значениями на данном станке. Обычно определяемое значение не согласуется с имеющимися, и тогда следует выбрать значение скорости n от станка, ближайшее к определяемому n, но меньшее по величине значение. Это, в свою очередь, требует пересчета скорости резания.
Затем значение скорости вращения n сравнивается с имеющимися значениями на данном станке. Обычно определяемое значение не согласуется с имеющимися, и тогда следует выбрать значение скорости n от станка, ближайшее к определяемому n, но меньшее по величине значение. Это, в свою очередь, требует пересчета скорости резания. Нажав кнопку (рис. 9) оператор осуществляет одиночные операции переключения до тех пор, пока не будет получено требуемое значение заданного параметра.
Нажав кнопку (рис. 9) оператор осуществляет одиночные операции переключения до тех пор, пока не будет получено требуемое значение заданного параметра. а;
а; Пример концевой фрезы.
Пример концевой фрезы. В рамках процесса ревитализации обычный станок превращается в станок с ЧПУ. Примером модернизации является обычный вертикально-фрезерный станок, оснащенный линейками с цифровым отсчетом (рис. 15 и 16).
В рамках процесса ревитализации обычный станок превращается в станок с ЧПУ. Примером модернизации является обычный вертикально-фрезерный станок, оснащенный линейками с цифровым отсчетом (рис. 15 и 16).