Конструкция сверла: Сверла — конструкция, виды,применение
Содержание
Конструкция сверла, углы заточки сверла с коническим и цилиндрическим хвостовиком, размеры сверла
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» На керамической связке»»» Тип 1 (прямой профиль) 25А»»» Тип 1 (прямой профиль) 63С»»» Тип 11(чашечные конические) 25А»»» Тип 11(чашечные конические) 63С»»» Тип 12 (тарельчатые плоские) 25А»»» Тип 12 (тарельчатые плоские) 63С»»» Тип 14 (тарельчатые) 25А»»» Тип 14 (тарельчатые) 63С»»» Тип 6 (чашечные цилиндрические)»»» Бруски»» На бакелитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» На гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Пробки гладкие»»» Резьбовые М и Mf»»» Резьбовые UNC»»» Резьбовые UNF»»» Резьбовые G»»» Резьбовые BSW»»» Резьбовые Rc и R»»» Резьбовые NPT»»» Резьбовые PG»»» Резьбовые Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» STANDART ( стандартные требования, до 800 МПа)»» CYRILLIC (кириллица)»» OVERSIZES (высота>16мм)»» EXTRA (для нержавеющих сталей, защита от коррозии)»» SPECIAL (повышенная точность оттиска)»» T (контролируемая глубина оттиска)»» RP (точечные)»» R (бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» M- метрическая резьба с основным (крупным) шагом»»»» M- машинные метчики для материалов до 600 MПа (N/mm2)»»»» M- машинные метчики для материалов до 800 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1200 MПа (N/mm2)»»»» M- машинные метчики для чугуна до 1400 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» M- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» M- машинные метчики HSSE-PM универсального применения»»»» M- машинные метчики удлиненной серии EL»»»» M- машинно-ручные однопроходные метчики»»»» M- гаечные метчики»»»» M — комплекты метчиков из 2-х или 3-х штук»»»» M- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» Mf- метрическая резьба с мелким шагом»»»» Mf- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 800 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» Mf- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» Mf- машинные метчики HSSE-PM универсального применения»»»» Mf- гаечные метчики»»»» Mf-машинно-ручные однопроходные метчики»»»» Mf — комплекты метчиков из 2-х штук»»»» Mf- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» G- трубная цилиндрическая резьба»»» UNC- дюймовая резьба с крупным шагом»»» UNF- дюймовая резьба с мелким шагом»»» BSW / BSF- дюймовая резьба Витворта с крупным и мелким шагом»»» NPT- дюймовая коническая резьба»»» Rc — трубная коническая резьба»»» Pg — электротехническая трубная резьба»»» Vg- вентильная резьба»» Плашки круглые»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf — метрическая резьба с мелким шагом»»» NPT ( К ) — дюймовая коническая резьба»»» R — трубная коническая резьба»»» G — трубная цилиндрическая резьба»»» BSW, BSF — дюймовая резьба Витворта»»» Pg — электротехническая трубная резьба»»» UNC — дюймовая цилиндрическая резьба с основным (крупным) шагом»»» UNF — дюймовая цилиндрическая резьба с мелким шагом»»» Vg — вентильная резьба»» Наборы сверл, метчиков и плашек»» Зенковки»»» Зенковки 60 градусов»»» Зенковки 90 градусов»» Развертки»»» Развертки ручные»»» Развертки машинные»»» Развертки — расширители 1:16»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Пластины твердосплавные»»» Токарные пластины»»»» Пластины для наружного и внутреннего точения»»»»» CCMT»»»»» CNMG»»»»» DNMG»»»»» VNMG»»»»» WNMG»»»» Пластины для резьбы»»»» Пластины отрезные ( канавочные)»»» Пластины для свёрл»»» Фрезерные пластины»»»» APKT»»»» APMT»» Державки токарные для сменных пластин из тв. сплава»» Мини-резцы»» Токарные резцы с напайными пластинами из тв. сплава»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т.
сплава»» Мини-резцы»» Токарные резцы с напайными пластинами из тв. сплава»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2. 5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC — метчики для дюймовой резьбы с крупным шагом»»» UNF — метчики для дюймовой резьбы с мелким шагом» VÖLKEL — металлорежущий инструмент»» МЕТЧИКИ»»» M, MF — метрическая резьба»»»» Машинные метчики»»»»» Машинные метчики универсального применения»»»»» Машинные метчики для нержавеющей стали и титана»»»» Метчики-раскатники»»»» Ручные метчики»»»» Машинно-ручные метчики»»»» КОМБИНИРОВАННЫЕ МЕТЧИКИ-СВЕРЛА»»»» УДЛИНЕННЫЕ МАШИННЫЕ МЕТЧИКИ»»» UNC, UNF — дюймовая резьба»»» BSW, BSF — дюймовая резьба Уитфорта»»» G — трубная резьба»»» NPT- коническая дюймовая резьба»»» Pg — электротехническая резьба»»» Rc — трубная коническая резьба»» ПЛАШКИ»»» M, Mf — плашки с метрической резьбой»»» UNC, UNF — плашки с дюймовой резьбой»»» G — плашки с трубной резьбой»»» BSW, BSF — плашки с резьбой Витворта»»» NPT — плашки с конической дюймовой резьбой»»» Vg — плашки с вентильной резьбой»»» Pg — плашки с электротехнической резьбой»» ВОРОТКИ ДЛЯ МЕТЧИКОВ И ПЛАШЕК
5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC — метчики для дюймовой резьбы с крупным шагом»»» UNF — метчики для дюймовой резьбы с мелким шагом» VÖLKEL — металлорежущий инструмент»» МЕТЧИКИ»»» M, MF — метрическая резьба»»»» Машинные метчики»»»»» Машинные метчики универсального применения»»»»» Машинные метчики для нержавеющей стали и титана»»»» Метчики-раскатники»»»» Ручные метчики»»»» Машинно-ручные метчики»»»» КОМБИНИРОВАННЫЕ МЕТЧИКИ-СВЕРЛА»»»» УДЛИНЕННЫЕ МАШИННЫЕ МЕТЧИКИ»»» UNC, UNF — дюймовая резьба»»» BSW, BSF — дюймовая резьба Уитфорта»»» G — трубная резьба»»» NPT- коническая дюймовая резьба»»» Pg — электротехническая резьба»»» Rc — трубная коническая резьба»» ПЛАШКИ»»» M, Mf — плашки с метрической резьбой»»» UNC, UNF — плашки с дюймовой резьбой»»» G — плашки с трубной резьбой»»» BSW, BSF — плашки с резьбой Витворта»»» NPT — плашки с конической дюймовой резьбой»»» Vg — плашки с вентильной резьбой»»» Pg — плашки с электротехнической резьбой»» ВОРОТКИ ДЛЯ МЕТЧИКОВ И ПЛАШЕК
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELOGLOBUSGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHVÖLKELWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
3.
 1.1. Особенности геометрии и конструкции универсального (спирального) сверла
1.1. Особенности геометрии и конструкции универсального (спирального) сверла
Общетехнические дисциплины / Режущий инструмент / 3.1.1. Особенности геометрии и конструкции универсального (спирального) сверла
Типичным представителем сверлящего инструмента являются универсальные (спиральные) сверла.
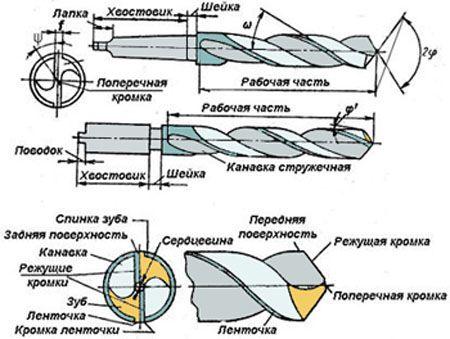
Спиральное сверло состоит из следующих частей (рис. 3.1): режущая часть 1, транспортирующая часть 2, шейка 3, хвостовик 4 и лапка 5.
Режущая часть сверла. Участки сверла, производящие резание, образуют режущую часть сверла. Режущая часть имеет две главные 1, две вспомогательные 2 и одну поперечную 3 режущие кромки (рис. 3.2). Главные режущие кромки наклонены к оси сверла под углом — главным углом в плане. Обычно рассматривают не угол , а его удвоенное значение 2— угол при вершине. Значения угла 2для стандартных быстрорежущих сверл принимают в пределах 118…1200, а для твердосплавных сверл – 130…1400.
Поперечная кромка 3 с проекциями режущих кромок образует угол — угол наклона поперечного лезвия; обычно .
Рис. 3.1. Конструкция спирального сверла
Рис. 3.2. Режущая часть сверла
Передний угол главных режущих кромок определяется в нормальном сечении N-N и является величиной переменной. Наибольшее его значение на периферии сверла, а
наименьшее – в центре. Его максимальное значение находится по следующей зависимости:
. (3.1)
Передний угол может быть определен и в цилиндрическом сечении — в каждой точке режущей кромки он равен углу наклона винтовой канавки:
. (3.2)
Задний угол главных режущих кромок сверла, как и передний, может измеряться в двух сечениях: в цилиндрическом и нормальном . Эти углы связаны между собой зависимостью:
Эти углы связаны между собой зависимостью:
. (3.3)
Задние углы являются переменными; минимальное значение они принимают на периферии сверла. Для стандартных сверл из быстрорежущей стали принимается равным 8…150, для твердосплавных сверл =4…60.
Угол наклона винтовых канавок сверла оказывает влияние на прочность и жесткость сверл, а также на стружкоотвод. Рекомендуются следующие значения углов : для обработки хрупких материалов (чугун, бронза и др.) ; для обработки материалов средней прочности и вязкости (конструкционные стали) ; для обработки вязких материалов (алюминий, медь) .
Иногда, кроме угла задается и шаг винтовых канавок:
, (3. 4)
4)
где D – диаметр сверла; — угол наклона стружечной канавки на диаметре D.
Рис. 3.3. Форма поперечного сечения транспортирующей части сверла
Транспортирующая часть сверла (рис. 3.3) предназначена для удаления стружки из зоны резания и служит для направления сверла в отверстии ленточками . Ширина ленточек должна быть возможно меньшей для снижения трения об обрабатываемое отверстие, но вместе с тем и такой, чтобы обеспечить достаточную прочность ленточек.
Ширину ленточки следует выбирать по формуле:
. (3.5)
Ленточки по длине сверла имеют обратную конусность в пределах 0,03…0,12 мм на каждые 100 мм длины сверла – для быстрорежущих сверл и 0,1…0,2 мм – для твердосплавных сверл.
Диаметр сердцевины сверла К принимается равным (0,125-0,145)dи с целью упрочнения инструмента увеличивается к хвостовику сверла (до 1,7 мм на 100 мм длины).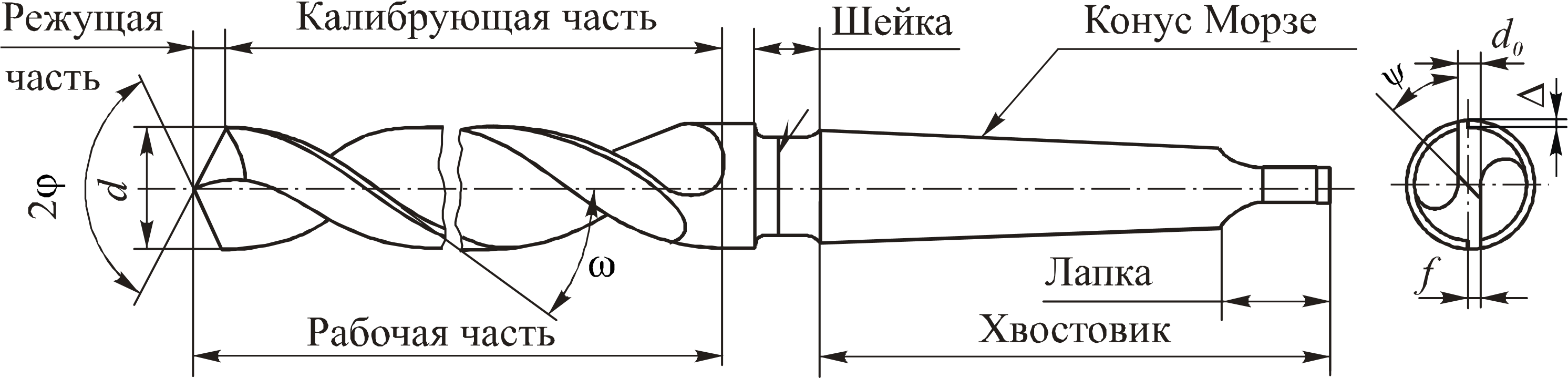
Диаметр спинки сверла выбирают по зависимости .
Угол стружечной канавки сверла обычно равен углу спинки или больше него на 2…30. Исходя из этого, определяется ширина пера в нормальном к оси сечении. На чертеже инструмента обычно указывается ширина пера в сечении, нормальном направлению стружечной канавки, связанная с зависимостью
. (3.6)
Радиусы дуг, образующих профиль винтовой канавки сверла, принимаются равными и , а центры дуг лежат на прямой, проходящей через центр поперечного сечения сверла.
Шейка выполняется только у сверл с коническим хвостовиком и служит для выхода шлифовального круга, а также для маркировки сверла.
Хвостовики спиральных сверл изготавливаются цилиндрическими или коническими с конусами Морзе, которые стандартизированы ГОСТ 25557-82.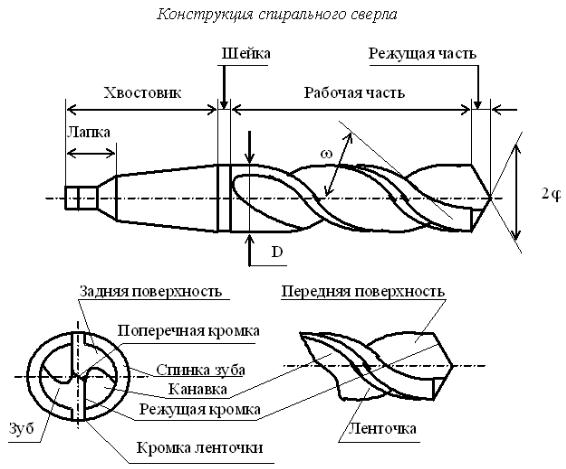
Лапка служит для выбивания сверла из шпинделя или из оправки.
Отечественный и зарубежный опыт показывает, что на стойкость сверл влияет большое число факторов, главными из которых являются:
— точность выполнения режущих элементов сверл;
— геометрия режущей части: двойной угол при вершине 2, угол наклона винтовой стружечной канавки , задний угол ;
— способ заточки;
— жесткость инструмента и системы СПИД, а также величина вылета сверла;
— применяемые режимы резания и условия эксплуатации сверл.
Обобщенные данные отечественного и зарубежного передового научно-технического опыта позволяют определить главные направления в развитии современных конструкций быстрорежущих спиральных сверл:
1. Повышение динамических характеристик сверла – прочности, жесткости и виброустойчивости — за счет установления рациональной толщины сердцевины; увеличения диаметра спинки сверла; уменьшения длины спирали и вылета сверла; применения различных методов заточки сверла и подточки сердцевины; применения термообработки, обеспечивающей максимальную прочность и жесткость; увеличения жесткости крепления сверла путем применения конических цапф для цилиндрических сверл; изыскания новых конструкций и т. д.
д.
2. Повышение точности выполнения геометрических параметров режущей части сверла – приближение к идеальному сверлу, которое имеет нулевое биение ленточек на всей длине спирали и полную симметричность лезвий.
3. Изыскание и применение современных инструментальных материалов для изготовления спиральных сверл, обеспечивающих высокую красностойкость при высокой прочности и достаточной упругости, например, заменой быстрорежущей стали Р6М5 в тяжелых условиях сверления на стали повышенной производительности.
4. Улучшение структуры и термообработки сталей применением быстрорежущих сталей с минимальной карбидной неоднородностью, обеспечивающих получение гарантированной термообработки по единой технологии для данной марки стали.
Конструкции спиральных сверл. Не рассматривая подробно всего многообразия существующих конструкций сверл, форм режущей части, подточек перемычки и ленточек, проанализируем лишь некоторые конструкции, удовлетворяющие первому, главному требованию в совершенствовании спиральных сверл – увеличению динамических характеристик сверла.
Конструкция сверла полного спектра | Дизайнеры
«Сила команды в каждом отдельном члене. Сила каждого участника — команда». – Фил Джексон
Бен Хилтон
Бен Хилтон — действующий композитор, музыкальный педагог, трубач и врач, в настоящее время проживающий в Остине, штат Техас.
Бен аранжирует и сочиняет музыку для всех типов ансамблей и коммерческих музыкальных групп, а также разрабатывает конкурсные шоу для театрализованного искусства. За последние 10 лет г-н Хилтон был учителем музыки в начальной школе, руководителем оркестра в средней и старшей школе в Вирджинии, Северной Каролине и Флориде.
Бен был членом «Синих рыцарей» и «Синих дьяволов» и преподавал духовые инструменты в «Мэдисон Скаутс», «Синие рыцари», «Призрачный полк» и визуал в «Кроссмэнах». Бен в настоящее время является главным руководителем The Academy Drum and Bugle Corps из Темпе, штат Аризона.
Бен выступал в качестве сольного трубача на юго-востоке США и в странах Карибского бассейна, а также выступал с членом Зала славы рок-н-ролла Перси Следжем, регги-джазовым исполнителем Юджином Греем, джазовым пианистом Дональдом Брауном и с Carnival Cruise Lines. другие.
Бен получил степень бакалавра в области музыкального образования в Университете Восточной Каролины, степень магистра игры на трубе в Университете Северной Каролины в Гринсборо, а также прошел дополнительное обучение джазу в Университете штата Флорида.
Для получения дополнительной информации о Бене Хилтоне посетите сайт www.hyltonmusicdesign.com
Стив Венто
Г-н Стив Венто более 25 лет преподает театральное искусство. Его успешные группы говорят сами за себя. Он сочинил более 50 оригинальных композиций и организовал более 450 шоу для оркестра и барабанной группы. Его техника аранжировки заставляет каждую группу, для которой он пишет, звучать потрясающе в любом классе. Он пишет свою музыку визуально, чтобы максимизировать все эффекты. Стив не только организует, но и помогает с дизайном с нуля. Конечный продукт — феноменальное транспортное средство от начала до конца.
Он пишет свою музыку визуально, чтобы максимизировать все эффекты. Стив не только организует, но и помогает с дизайном с нуля. Конечный продукт — феноменальное транспортное средство от начала до конца.
Стив также является активным консультантом по всей стране. Он помогает воплотить в жизнь написанные им шоу, путешествуя и тесно сотрудничая с творческими группами. У мистера Венто есть степень бакалавра. в области образования со степенью исполнительского мастерства Западного государственного университета Миссури и степенью магистра музыкального образования с акцентом на дирижировании Университета Талсы.
Его аранжировки и композиции завоевали более 50 государственных титулов по всей стране, а также имели большой успех на национальном уровне на мероприятиях Bands of America. Среди его наград и похвал: 18-кратный чемпион класса BOA, 3-кратный региональный чемпион BOA, 70-кратный региональный финалист BOA, 18-кратный национальный полуфиналист BOA и 10-кратный национальный финалист BOA. Аранжировки и композиции Стива также получили сотни оценок «I» на местных, региональных и национальных конкурсах, включая BOA и UIL. Его работа была очень успешной по всей стране, включая десятки финалистов Техаса и продвигающихся групп. Стив также имеет более чем 20-летний опыт работы с группой барабанщиков. С 2011 года Стив работает в составе медных духовых инструментов The Blue Devils, а с лета 2017 года является духовым аранжировщиком барабанного корпуса Legends.
Аранжировки и композиции Стива также получили сотни оценок «I» на местных, региональных и национальных конкурсах, включая BOA и UIL. Его работа была очень успешной по всей стране, включая десятки финалистов Техаса и продвигающихся групп. Стив также имеет более чем 20-летний опыт работы с группой барабанщиков. С 2011 года Стив работает в составе медных духовых инструментов The Blue Devils, а с лета 2017 года является духовым аранжировщиком барабанного корпуса Legends.
Чтобы узнать больше о Стиве Венто, посетите сайт www.vmvdesigns.com
Джон Михан
Джон Михан в настоящее время является главным руководителем и аранжировщиком 18-кратного выпуска D.C.I. чемпионы, а также музыкальный руководитель и аранжировщик программ корпусов «В» и «С». С момента прихода в команду The Blue Devils в 1994 году Джон помог A Corps выиграть 12 D.C.I. чемпионатов, а также 12 высших наград Джима Отта.
Джон сочиняет и аранжирует музыку для оркестров и барабанщиков с 19 лет. 92. Клиенты John’s выиграли множество титулов государственных оркестров, а также региональных оркестров Америки и были финалистами Большого национального чемпионата оркестров Америки.
92. Клиенты John’s выиграли множество титулов государственных оркестров, а также региональных оркестров Америки и были финалистами Большого национального чемпионата оркестров Америки.
Другие неконкурсные работы включают в себя сочинение музыки для альбома «The Music of WYLAND», музыку к фильму «Игры разума», написание двух роликов для Kaiser Permanente и получение заказа на сочинение нескольких пьес для ансамбля духовых инструментов.
Заметные карьерные достижения включают ведущего дизайнера серий медных духовых инструментов System Blue и King, разработку и производство звуковых библиотек Sample Logic и System Blue, а также исполнение (в качестве перкуссиониста) саундтрека к фильму «Университет монстров».
Джон является художником Conn-Selmer и System Blue и использует исключительно Sibelius.
Джон живет в Калифорнии со своей женой Джеки, тремя дочерьми и двумя собаками-спасателями.
Чтобы узнать больше о Джоне Михане, посетите сайт www.jksmusic. com
com
Доктор Уорд Миллер
Уорд Миллер (1978 г.р.) вырос в Лоачапоке, небольшом фермерском поселке недалеко от города Оберн, штат Алабама. Он получил степень бакалавра музыкального образования в Обернском университете в 2001 году, где работал веб-мастером, аранжировщиком и ассистентом преподавателя в оркестре Обернского университета. В 2003 году он окончил Аризонский государственный университет со степенью магистра по игре на тромбоне. Находясь в районе Феникса, он подрабатывал ассистентом и клиницистом в оркестрах средней школы Парадайз-Вэлли, ансамбле духовых инструментов муниципального колледжа Меса и молодежном оркестре симфонической гильдии Феникса. Он преподавал в государственной школе в Алабаме в течение трех лет, работая директором групп в средних школах Андалусии и Плезант-Гроув. В 2006 году он получил должность ассистента преподавателя в Университете Айовы, где учился дирижированию у доктора Майрона Уэлча. Находясь в Айове, он также работал ассистентом преподавателя в оркестре Hawkeye Marching Band, где он писал, преподавал и проводил несколько аранжировок и тренировок в перерыве между таймами. Он также дирижировал концертным оркестром Университета Айовы, а также концертным оркестром Юго-Восточной Айовы в Уэслианском университете Айовы. В 2008 году он получил выдающуюся награду помощника преподавателя для выпускников Колледжа свободных искусств и наук. Доктор Миллер окончил в 2011 году Университет Айовы со степенью доктора медицины. в оркестровом дирижировании.
Он также дирижировал концертным оркестром Университета Айовы, а также концертным оркестром Юго-Восточной Айовы в Уэслианском университете Айовы. В 2008 году он получил выдающуюся награду помощника преподавателя для выпускников Колледжа свободных искусств и наук. Доктор Миллер окончил в 2011 году Университет Айовы со степенью доктора медицины. в оркестровом дирижировании.
С 2008 по 2013 год доктор Миллер был заместителем директора групп и директором спортивных групп Университета Южной Алабамы в Мобиле. Находясь в Южной Алабаме, доктор Миллер основал марширующий оркестр Jaguar, состоящий из 230 человек, и руководил набором, обучением и написанием песен для группы. Кроме того, он руководил баскетбольными группами. В его обязанности преподавателя входили методы маршевого оркестра, методы духовых инструментов, квартет тромбонов, симфонический оркестр (второй концертный ансамбль, прошедший прослушивание и примерно 65% музыкальных специальностей), а также дирижирование студентов. Он также дирижировал ансамблем духовых инструментов, ведущим инструментальным концертным ансамблем школы.
Для получения дополнительной информации о докторе Уорде Миллере посетите сайт www.drwardmiller.com
Джим Вундерлих
Джим является владельцем и основным композитором/аранжировщиком Wunderpit music. С 2006 по 2017 год он был руководителем ансамбля и аранжировщиком Blue Devils. Его аранжировки помогли Blue Devils выиграть 7 чемпионатов DCI и 4 награды Фреда Сэнфорда. Кроме того, с 2007 года Джим был руководителем ансамбля и аранжировщиком токийского ансамбля Soka Renaissance Vanguard.89.
В южной Калифорнии Джим работает музыкальным координатором RCC, занимающейся перкуссией в помещении, и школьным марширующим оркестром Vista Murrieta.
За пределами Калифорнии Джим организует несколько программ, в том числе среднюю школу «Сломанная стрела» удавов 2015 года.
Прошлые перкуссионные заслуги в помещении включают 22 года аранжировки и преподавания в средней школе Mission Viejo, семикратного призера WGI psw, и 15 лет в старшей школе Loara, пятикратного призера WGI psa.
Джим — член Зала славы WGI. Он является одним из основателей Южнокалифорнийского союза перкуссионистов (sc-pa.org) и с гордостью поддерживает перкуссию Pro-Mark, System Blue, Zildjian, Evans, Planet Waves и Meinl.
Чтобы узнать больше о Джиме, посетите сайт www.wunderpitmusic.com
Шон Гордон
Для тех, кто занимается искусством, занимается спортом или преподает в академических кругах, существует старая поговорка «платить вперед» — идея о том, что те, кто когда-то были артистами, спортсменами или студентами, становятся вовлеченными в аналогичные образовательные пути. их соответствующих наставников; сохранить идеалы и традиции, переданные из поколения в поколение, и передать их новому поколению.
Шон Гордон входит в новую волну многообещающих инструкторов, которые соответствуют этой позитивной тенденции.
Шон начал заниматься перкуссией с молотком, когда учился в седьмом классе в старшей школе Каньон-Хиллз-младший.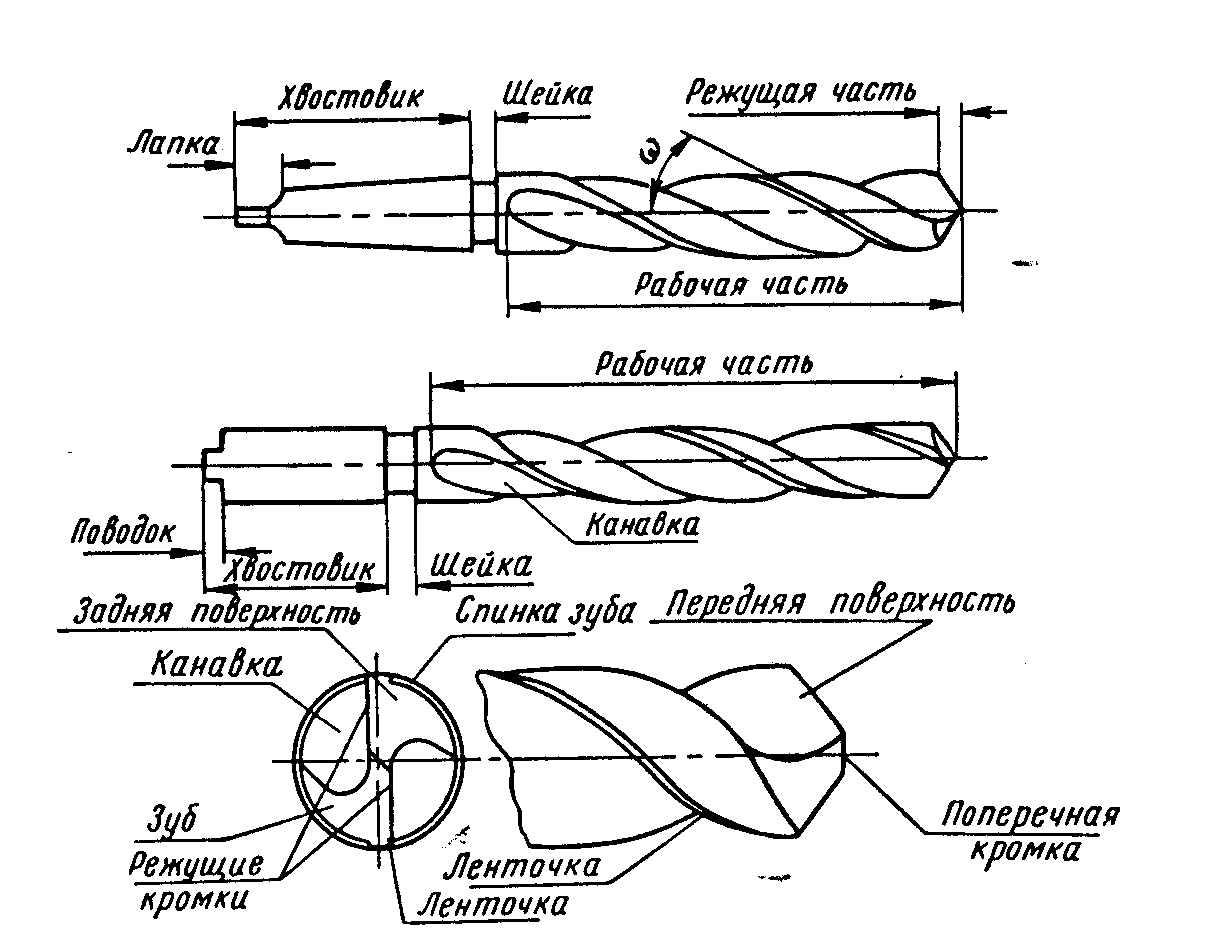 Он продолжал играть на молотках в секции перкуссии Аялы все четыре года, прежде чем получить высшее образование и участвовать в таких группах, как Pulse Percussion, Riverside Community College, Impulse Drum and Bugle Corps, и состариться с чемпионами DCI 2007 года, The Blue Devils, в качестве перкуссиониста. .
Он продолжал играть на молотках в секции перкуссии Аялы все четыре года, прежде чем получить высшее образование и участвовать в таких группах, как Pulse Percussion, Riverside Community College, Impulse Drum and Bugle Corps, и состариться с чемпионами DCI 2007 года, The Blue Devils, в качестве перкуссиониста. .
В ходе своей карьеры в закрытых помещениях Шон вернулся к своим выпускникам в качестве техника молотка в 2007 году, занимая эту должность до тех пор, пока в 2009 году его не повысили до начальника переднего ансамбля, работая с такими, как его бывший инструктор, Калеб Рот, Брайан. Нунгарай и Джим Вундерлих. Он начал аранжировку для ансамбля концертных перкуссионных инструментов, 8-кратного чемпиона PSCW, в 2016 году и завершил свое пребывание в ансамбле после завершения сезона в помещении 2017 года.
Преподавательское мастерство Шона также перекочевало в барабанную группу и на сцену независимого ансамбля перкуссии, поскольку он работал инструктором фронтового ансамбля в The Academy (2011–2012), The Mandarins (2010), Pulse Percussion (2009). -2011) и в настоящее время преподает в The Blue Devils Drum & Bugle Corps (2013-настоящее время).
-2011) и в настоящее время преподает в The Blue Devils Drum & Bugle Corps (2013-настоящее время).
В настоящее время Шон проживает в Иствейле, штат Калифорния, и гордится тем, что является сторонником барабанных пластиков REMO, а также палочек и молотков Innovative Percussion в сфере образования.
Брайан Даттон
Брайан Даттон занимается маршевым искусством с начала 2000-х годов во множестве аспектов от исполнителя до дизайнера. Брайан был выступающим участником группы L.D. Bell Blue Raider Band (2001–2004), где он начинал как трубач. По окончании учебы Брайан продолжил свое инструментальное образование и начал свое образование в области цветной стражи в марширующем оркестре Bearkat Государственного университета Сэма Хьюстона из Хантсвилля, штат Техас, одновременно получив степень бакалавра математики.
Во время учебы в колледже Брайан выступал на соревнованиях DCI с Корпусом барабанщиков и горна «Синие мундиры» из Кантона, штат Огайо (2004-2007). Опыт Брайана в театрализованном представлении расширился за счет организации финалистов мирового класса Winter Guard International по всему штату Техас с 2008 по 2015 год. Брайан работал преподавателем, хореографом и дизайнером в Spirit of Atlanta Drum Corps (2013 г.), Genesis Drum Corps (2015 г.), ATX Winter Guard (2019 г.), Avidity Independent (2016 г.), бронзовом призере WGI Eclectix Independent (2015 г.), и множество школьных охранных групп по всей стране. Брайан был директором цветной стражи средней школы Бентонвилля (2014–2019 гг.).), где он добился одного из своих величайших достижений, отправив их университетское подразделение зимней охраны на чемпионат мира WGI в 2018 году, и стал первым учебным подразделением из штата Арканзас, когда-либо достигшим статуса финалиста WGI! Живя в Арканзасе, Брайан учился в Университете штата Арканзас и получил степень магистра в области лидерства в специальном образовании, одновременно преподавая математику в классе, руководя программой защиты Бентонвилля, а также создавая и руководя Northwest Independent, ансамблем мирового класса WGI.
Опыт Брайана в театрализованном представлении расширился за счет организации финалистов мирового класса Winter Guard International по всему штату Техас с 2008 по 2015 год. Брайан работал преподавателем, хореографом и дизайнером в Spirit of Atlanta Drum Corps (2013 г.), Genesis Drum Corps (2015 г.), ATX Winter Guard (2019 г.), Avidity Independent (2016 г.), бронзовом призере WGI Eclectix Independent (2015 г.), и множество школьных охранных групп по всей стране. Брайан был директором цветной стражи средней школы Бентонвилля (2014–2019 гг.).), где он добился одного из своих величайших достижений, отправив их университетское подразделение зимней охраны на чемпионат мира WGI в 2018 году, и стал первым учебным подразделением из штата Арканзас, когда-либо достигшим статуса финалиста WGI! Живя в Арканзасе, Брайан учился в Университете штата Арканзас и получил степень магистра в области лидерства в специальном образовании, одновременно преподавая математику в классе, руководя программой защиты Бентонвилля, а также создавая и руководя Northwest Independent, ансамблем мирового класса WGI.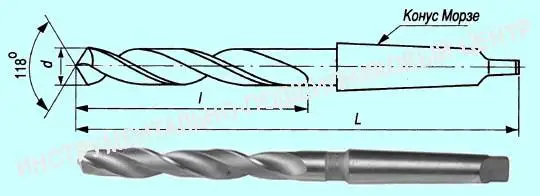 Текущие роли Брайана в театрализованных представлениях включают среднюю школу Блю-Спрингс и Академию барабанов и горна. Брайану очень нравится обниматься и обниматься со своими тремя кошками Иззи, Эддисон и Шим.
Текущие роли Брайана в театрализованных представлениях включают среднюю школу Блю-Спрингс и Академию барабанов и горна. Брайану очень нравится обниматься и обниматься со своими тремя кошками Иззи, Эддисон и Шим.
Zachary Barber
Г-н Барбер начал свою карьеру в компании Avidity Independent Университета Маккендри, где он открыл в себе любовь к исполнительскому искусству. За 5 лет его работы в программе они перешли от открытого класса к мировому классу. Он маршировал 4 года с Мэдисонским скаутским корпусом барабанов и горна и служил в руководящей группе цветной гвардии. Закари также был частью зимней охраны Lexis World во время их первого сезона в финалах мирового класса.
Закари также много лет преподает цветную стражу и зимнюю стражу, и всю свою жизнь он построил вокруг этой деятельности. Он проводит свои сезоны, путешествуя по Среднему Западу, ставя хореографию для школьных групп, таких как Blue Springs, Миссури; Северный Хардин, Кентукки; и Кеннесо-Маунтин, Джорджия, и это лишь некоторые из них. Когда он не занимается хореографией, его можно найти работающим над дизайном для групп самых разных категорий и размеров в осенне-зимний сезон. Г-н Барбер также является хореографом The Academy Drum and Bugle Corps 9.0004
Когда он не занимается хореографией, его можно найти работающим над дизайном для групп самых разных категорий и размеров в осенне-зимний сезон. Г-н Барбер также является хореографом The Academy Drum and Bugle Corps 9.0004
Линдси Венто
Линдси Венто последние 15 лет занимается педагогической деятельностью, режиссером, дизайнером, судьей и хореографом. Она работала с оркестрами и знаменосцами в Арканзасе, Иллинойсе, Луизиане, Миннесоте, Миссури, Оклахоме и Техасе. Ее проекты и работы были отмечены титулами чемпиона штата по марширующим оркестрам, выступлениями в региональных финалистах BOA, выступлениями в финалах Grand National BOA, наградами чемпионов штата в классе Winter Guard в Миссури, Оклахоме и Техасе, а также финалистами Winter Guard International (WGI) в классе A и открытом классе. появления. Линдси была в визуальном штате Каролины Краун в 2017 году и в начале лета 2018 года; Линдси станет художественным руководителем и координатором программы The Academy Drum and Bugle Corps.
Линдси имеет степень бакалавра музыкального образования, и в дополнение к своей работе в мире театрализованного представления, она является активной вокальной исполнительницей, выступала в Лирической опере Канзас-Сити и в настоящее время выступает в качестве солистки с высокими школьные и студенческие джазовые ансамбли.
Нужен ли вам дизайн конкурсного шоу с нуля, блок-схема запланированных постановочных идей для духовых, гвардии и батареи, книга хореографии гвардии, визуальная книга духового тела, видеоанализ ваших еженедельных выступлений или практические занятия с врачом. на репетиции Линдси может помочь вам сделать предстоящий сезон самым лучшим и плавным процессом.
Для получения дополнительной информации о Линдси Венто посетите сайт www.vmvdesigns.com
Кит Дантон
Кит Уильям Дантон — международный музыкальный клиницист, музыкант-фрилансер и продюсер маршевого искусства, живущий в Лос-Анджелесе, Калифорния. Он имеет степень бакалавра музыки: игра на трубе Колледжа Св. Олафа.
Он имеет степень бакалавра музыки: игра на трубе Колледжа Св. Олафа.
В настоящее время он является художественным дизайнером и координатором нескольких программ в США и Азии.
Для получения дополнительной информации о Кейт Дантон посетите сайт www.designbykeith.com
Конструкция сверла полного спектра | Ценообразование
Схема тренировки — $6,000+
Цена моей тренировки зависит от количества участников в ансамбле, а также от количества страниц упражнений, желаемых руководителем программы. Эта структура ценообразования гарантирует, что все мои клиенты получат цену, адаптированную к конкретному размеру и потребностям их ансамбля. Если вы новый директор группы с растущей программой или опытный ветеран, которому нужны качественные тренировки по разумной цене, тогда моя система ценообразования подходит именно вам! Дополнительные расходы, связанные с проектированием буровой установки, могут включать в себя переписывание по причинам, не зависящим от меня, демонстрацию сложности и интеграцию реквизита или сокращение сроков проектирования из-за запросов в последнюю минуту.
Узнать больше
Конструкция сверла (внутри помещения) — $2,500+
Все цены на конструкции сверла для помещений распределяются по уровням в зависимости от конкурентоспособного класса комплектов, а также времени, запрошенного клиентом. Все мои тренировки в помещении или в небольшом ансамбле написаны с использованием Pyware3D. Это позволяет моим клиентам обучать их собственным упражнениям так же, как они это делают во время сезона на открытом воздухе. Ускорив процесс обучения упражнениям, мои клиенты могут тратить больше времени на разработку своих постановок с меньшим временем простоя, посвященным традиционной постановочной деятельности. Дополнительные расходы, связанные с проектированием буровой установки, могут включать в себя переписывание по причинам, не зависящим от меня, демонстрацию сложности или сокращение сроков проектирования из-за запросов в последнюю минуту.
Узнать больше
Клиники — 400 долларов США в день + расходы
Если вы ищете кого-то, кто разработает программу техники, или вам нужен человек, который поможет улучшить ваше шоу перед соревнованиями, я предлагаю информацию, которая поможет вывести вашу программу роста на новый уровень. . Я могу работать с вами и вашими сотрудниками, чтобы максимально эффективно использовать ваше время на репетициях, помогая вашим ученикам максимизировать свои визуальные обязанности, от идей для больших картинок в ложе для прессы до комментариев на местах, предназначенных для отдельных лиц. Цены для всех континентальных клиник США основаны на фиксированной ставке 400 долларов США в день, а также на всех транспортных расходах. Командировочные расходы включают, помимо прочего, питание, авиабилеты и проживание в гостинице. Для получения информации о международных клиниках и консультациях отправьте электронное письмо по адресу [email protected].
. Я могу работать с вами и вашими сотрудниками, чтобы максимально эффективно использовать ваше время на репетициях, помогая вашим ученикам максимизировать свои визуальные обязанности, от идей для больших картинок в ложе для прессы до комментариев на местах, предназначенных для отдельных лиц. Цены для всех континентальных клиник США основаны на фиксированной ставке 400 долларов США в день, а также на всех транспортных расходах. Командировочные расходы включают, помимо прочего, питание, авиабилеты и проживание в гостинице. Для получения информации о международных клиниках и консультациях отправьте электронное письмо по адресу [email protected].
Узнать больше
Видео-консалтинг — 1000 долларов за сезон
Я предлагаю эту услугу всем группам независимо от того, пользуетесь ли вы моими дизайнерскими услугами или нет. Моя цель — помочь вашей программе раскрыть свой потенциал в каждом соревновательном сезоне, а моя служба видеоконсультаций предлагает взгляд со стороны, чтобы помочь вам «убрать лишнее» и максимизировать ваше шоу.