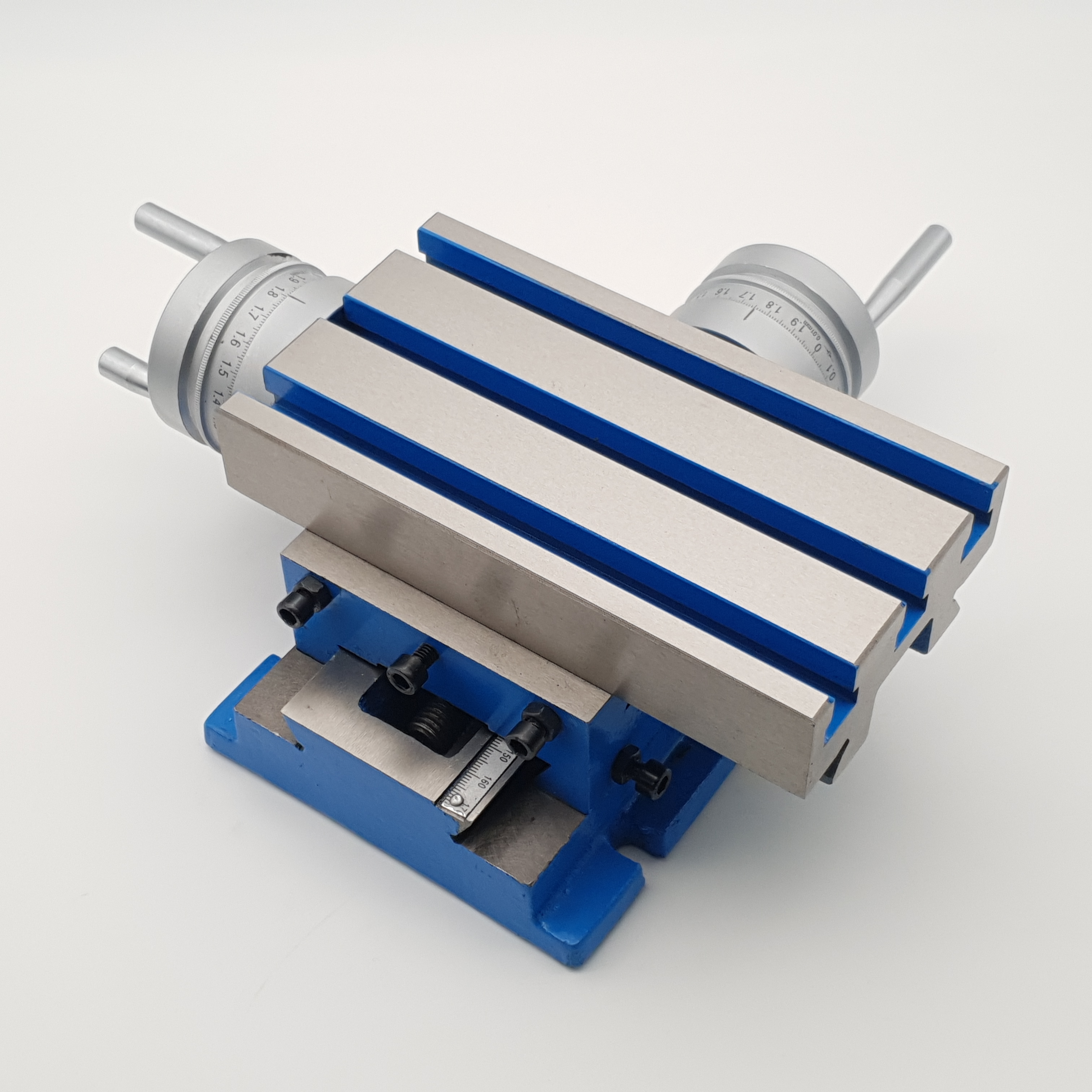
Координатный стол для чпу: Координатный стол Proxxon KT 70 подготовленный для ЧПУ ¦ производство
Содержание
Координатный стол своими руками — Автоматика, Челябинск, официальный сайт дилера Delta Electronics
Есть желание собрать и автоматизировать координатный стол своими силами?
Предлагаем Вам ознакомиться с нашими «исследованиями» в этой сфере и примерным набором компонентов конструкции и системы управления (ЧПУ).
Координатный стол – это манипулятор, состоящий из нескольких осей, и предназначенный для перемещения технологической головки (лазер или плазма, фреза или стеклорез) в двух или трех плоскостях. Координатные столы используются в установках для контактной обработки материала (фрезерование, электроэрозия, сварка, гравировка, резка или раскрой материала), и бесконтактной обработки материала (лазер, плазма, нанесение герметиков и т.д.).
Основа координатного стола — рама или каркас, облегченная конструкция подходит для применения в станках без контактной обработки материала (лазер, плазма) или транспортных манипуляторах для небольших нагрузок. Усиленная конструкция может применяться для создания сверлильных и фрезерных станков, а также для манипуляторов, испытывающих большие нагрузки. Аналогично с каркасом элементы конструкции тоже выпускаются в разных исполнениях. Рассмотрим их поподробнее…
Усиленная конструкция может применяться для создания сверлильных и фрезерных станков, а также для манипуляторов, испытывающих большие нагрузки. Аналогично с каркасом элементы конструкции тоже выпускаются в разных исполнениях. Рассмотрим их поподробнее…
Если вы решили разработать конструкцию станка сами, придерживайтесь нескольких простых правил:
- Не экономьте на жесткости.
- В силовом каркасе станка применяйте глухие или прессовые посадки и по возможности сварку, т.к. простое болтовое соединение жесткости не дает. Если конструкция сварная, организуйте каркас фермами.
- При кручении жесткость пропорциональна квадрату размеров сечения, а при изгибе — четвертой степени, т.е. при увеличении размеров сечения детали 2 раза, ее жесткость на изгиб увеличивается 16 раз.
- При выборе материалов предпочтение отдается легким конструкциям. Монолитная алюминиевая деталь жестче, чем равная ей по весу стальная, но оребренная.
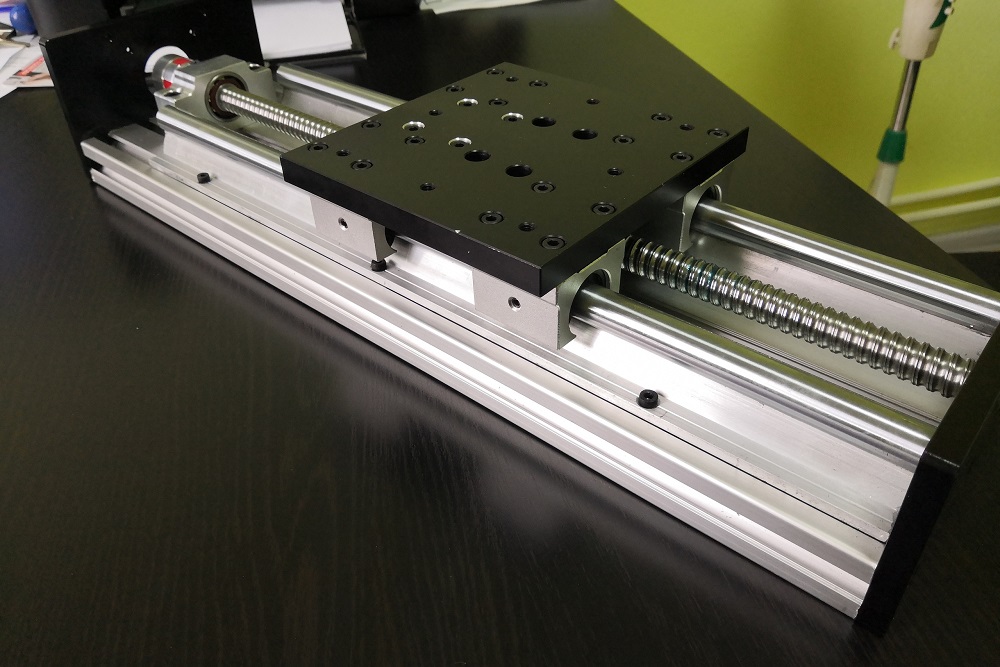
В основном, сборка столов выполняется из линейных модулей на основе алюминиевого профиля или профильной трубы и направляющих по которым будут перемещаться узлы стола: портал и каретка.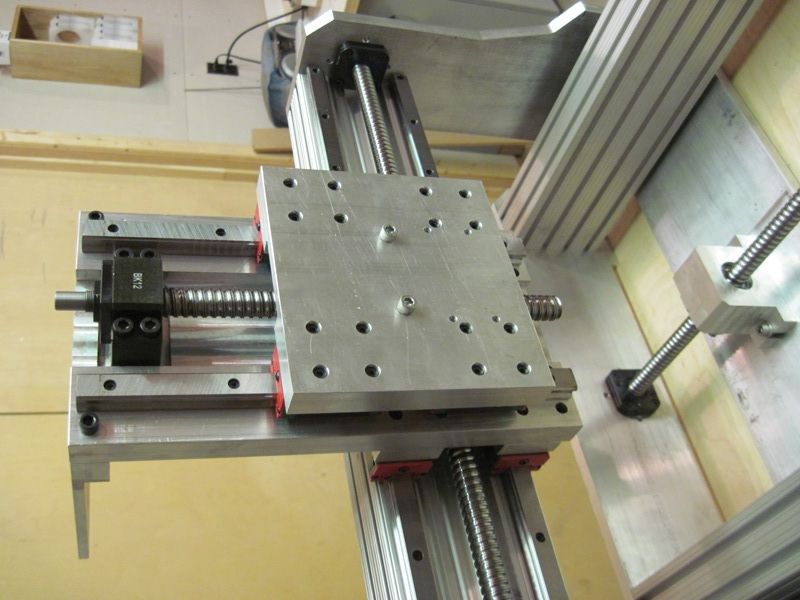
Направляющие могут быть цилиндрические и рельсовыми, поставляются с каретками со встроенными подшипниками. При выборе направляющих стоит отметить, что основная нагрузка в двигателей подач состоит в преодолении сил трения, потому выбор направляющих определяет мощности приводов подачи. При выбор подшипников качения трение будет меньше, но при этом пострадает точность, так как подшипники скольжения имеют меньший люфт.
В качестве передачи, как правило, используются зубчатая рейка, ШВП или армированный зубчатый ремень.
Передача подбирается исходя из требований к системе по нагрузке, точности и скорости перемещения. Шарико-винтовая пара обеспечивает высокую точность позиционирования (6-12 микрон), плавность хода, низкий люфт, однако имеет скоростные ограничения, особенно при длине винта от 1500 мм и более. Посчитать скорость не сложно: сервопривода мощностью до 1 кВт имеют стандартные показатели скорости 3000 об/мин, в пересчете шага винта 10мм (хотя бывают и более тихоходные винты) это 30 метров в минуту или 0,5 м/сек, то есть 3 метра винт преодолеет за 6 секунд. При удешевлении проекта можно ставить передачу винт-гайка, но необходимо обеспечить достаточную смазку.
При удешевлении проекта можно ставить передачу винт-гайка, но необходимо обеспечить достаточную смазку.
Пара шестерня-рейка имеет высокую точность перемещения (до 10 микрон) и высокие скоростные характеристики. Дает возможность создания крупногабаритной системы за счет стыковки (наращивания) реек. Недостатком системы является необходимость компенсации люфта в редукторе привода и самой передаче.
Ременная передача самая недорогая и простая в обслуживании, она обеспечивает достаточно высокие скорости перемещения. Ее недостатки — ограничения по ускорению, относительно быстрый износ, невысокая точность и удлинение про приложении нагрузки.
В качестве приводов подачи в таких системах обычно применяются шаговые двигатели постоянного тока и синхронные двигатели (серводвигатели). Шаговые двигатели по сравнению с синхронными имеют более низкие скоростные и динамические характеристики и меньшую мощность, зато и цена их значительно ниже. В системах, не испытывающих высоких динамических нагрузок, допускается применение асинхронных двигателей с обратной связью.
В системах, не испытывающих высоких динамических нагрузок, допускается применение асинхронных двигателей с обратной связью.
Управление приводом и механизмами координатного стола осуществляется системами ЧПУ. По принципу формирования управляющего сигнала они делятся на аналоговые, импульсные и цифровые. Аналоговые схемы ЧПУ сегодня самые распространенные и широко используются в машиностроении. Тем не менее из-за ограниченного быстродействия их применение не всегда возможно в системах, работающих на высоких скоростях.
Импульсные системы используются для управления шаговыми двигателями или синхронными двигателями, имеющими импульсный вход. По характеристикам они уступают цифровым, но поскольку стоимость таких устройств почти на порядок ниже, их часто используют в бюджетных системах, не требующих особой точности позиционирования и обратной связи.
Современные цифровые системы получают сегодня все большее распространение благодаря широким возможностям обработки сигнала, удобству интерфейса, помехоустойчивости. Они реализуются с использованием стандартных протоколов — Profibus, CAN, Sercos и других. Управляющая программа для систем ЧПУ генерируется вручную либо конвертируется из файлов, подготовленных в специальных программах, таких, как AutoCAD, SolidWork, Компас.
Они реализуются с использованием стандартных протоколов — Profibus, CAN, Sercos и других. Управляющая программа для систем ЧПУ генерируется вручную либо конвертируется из файлов, подготовленных в специальных программах, таких, как AutoCAD, SolidWork, Компас.
Гибкие кабель-каналы (системы защиты кабеля) — необходимый элемент современных машин и механизмов. Высокие скорости перемещения подвижных частей станков, промышленных манипуляторов, автоматизированных сборочных линий требуют специальных мер по защите движущихся кабелей и шлангов от механических, химических, температурных и иных внешних воздействий.
Щвейцарская компания Kanya предлагает конструкционный алюминиевый профиль высокой точности. Главным конкурентным преимуществом продукции Kanya является удобство монтажа и большой выбор дополнительных элементов. Все соединения в системах алюминиевых профилей Kanya унифицированы и обеспечивают максимально простой, удобный и надежный монтаж. Оригинальные дополнительные элементы — опорные, соединительные, крепежные, защитные, декоративные, специального назначения позволяют одинаково легко собрать как станину станка, каркас промышленной установки или сборочного конвейера, так и выставочный стенд, систему стеллажей, офисное кресло, стол или оконную раму.
Компания Gudel производит достаточно широкий ряд зубчатых реек и шестерней модульного и метрического типа.
Одним из наиболее продвинутых решений для систем линейных перемещений является комплект Alpha Solution от Alpha Getriebebau.
SBC Linear Co., Ltd (Сеул, Корея) – крупнейший азиатский производитель систем и компонентов линейных перемещений.
Сегодня ни один современный станок, ни один механизм, в котором используется подвижная проводка, не обходится без кабельных каналов. Пневмошланги, шланги подачи жидкости, газа или смеси, в том числе высокого давления, силовые и сигнальные кабели — для каждого применения разработаны и широко применяются гибкие кабельные цепи.
Корейская компания CP System Co., Ltd была основана в 1993 году для обеспечения нужд быстрорастущего национального производства компонентов микроэлектроники и полупроводниковой техники современными высококачественными кабель-каналами.
Для производства кабель-каналов CPS используются только качественные, не содержащие вредных примесей, нетоксичные материалы — очищенный полиамид-6, износостойкая резина и стекловолокно. Экологически чистое производство компании CPS сертифицировано по стандартам ISO 9001 и национальным стандартам качества KOR-483-00-01.
SBC производит рельсовые направляющие качения (линейные направляющие) трех типов – общепромышленные (SBG/SBS), миниатюрные (SBM) и для высоких скоростей перемещения (SPG/SPS).
Для систем управления координатными столами применяются контроллеры движения и ЧПУ фирмы Delta Electronics (Тайвань), например DVP-PM, DVP-MC или плата PCI-DMC-A01. Эти контроллеры имеют широкую возможность к адаптации системы управления к различным технологическим задачам. В качестве приводов используются сервопривода фирмы Delta Electronics серии ASDA, обеспечивающие необходимые статические и динамические характеристики. Характеристики данных контроллеров приведены в разделе Каталог продукции. По Вашему желанию предоставим всю самую новую информацию а также референс внедрений, пишите, звоните: (351) 235-20-38, [email protected].
По Вашему желанию предоставим всю самую новую информацию а также референс внедрений, пишите, звоните: (351) 235-20-38, [email protected].
DVP-PM
Специализированный ПЛК блочного типа для управления движением
- 16 точек вводавывода с расширением до 512
- Память программы: 64К шагов
- Память данных: 10 000 слов
- 2-х/3-х осевое позиционирование с линейной, круговой, винтовой интерполяцией
- Два (три) встроенных A/B-фазных дифференциальных выхода с частотой до 500 кГц
- Встроенные RS-232 и RS-485, совместимые с MODBUS ASCII/RTU
- Полная совместимость с модулями расширения DVP-Eh3
- Поддержка G-Code/M-Code (загрузка с помощью программы с персонального компьютера либо с панели оператора Delta Electronics)
- Подключение задающего энкодера (MPG)
- Профиль E-CAM: 2048 точек
Пример программы для контроллера и панели для тестирования загрузки G-кодов.
DMCNET
Модуль для управления позиционированием по коммуникационному интерфейсу
Модуль DMCNET является устройством управления в режиме реального времени сетью из 12 сервоприводов — четыре группы сервоприводов с 3-х координатной интерполяцией каждая. Скорость обмена 1мс, опрос одновременно 768 входов. Благодаря DMCNET в одной системе могут быть объединены различные устройства, например, сервомоторы, линейные двигатели, устройства с дискретными и аналоговыми входами/выходами, шаговые моторы и ручные задающие устройства импульсных команд.
Реализована высокопроизводительная функция контроля – имеется два типа проверок CRC кодов по двум различным каналам, что уменьшает частоту ошибок связи.
Простота электрических соединений и монтажа снижает конечную стоимость системы, а высокая помехоустойчивость модуля повышает стабильность работы всей системы. К тому же, встроенный PROFIBUS интерфейс обеспечивает возможность оперативного контроля работоспособности подключённых устройств.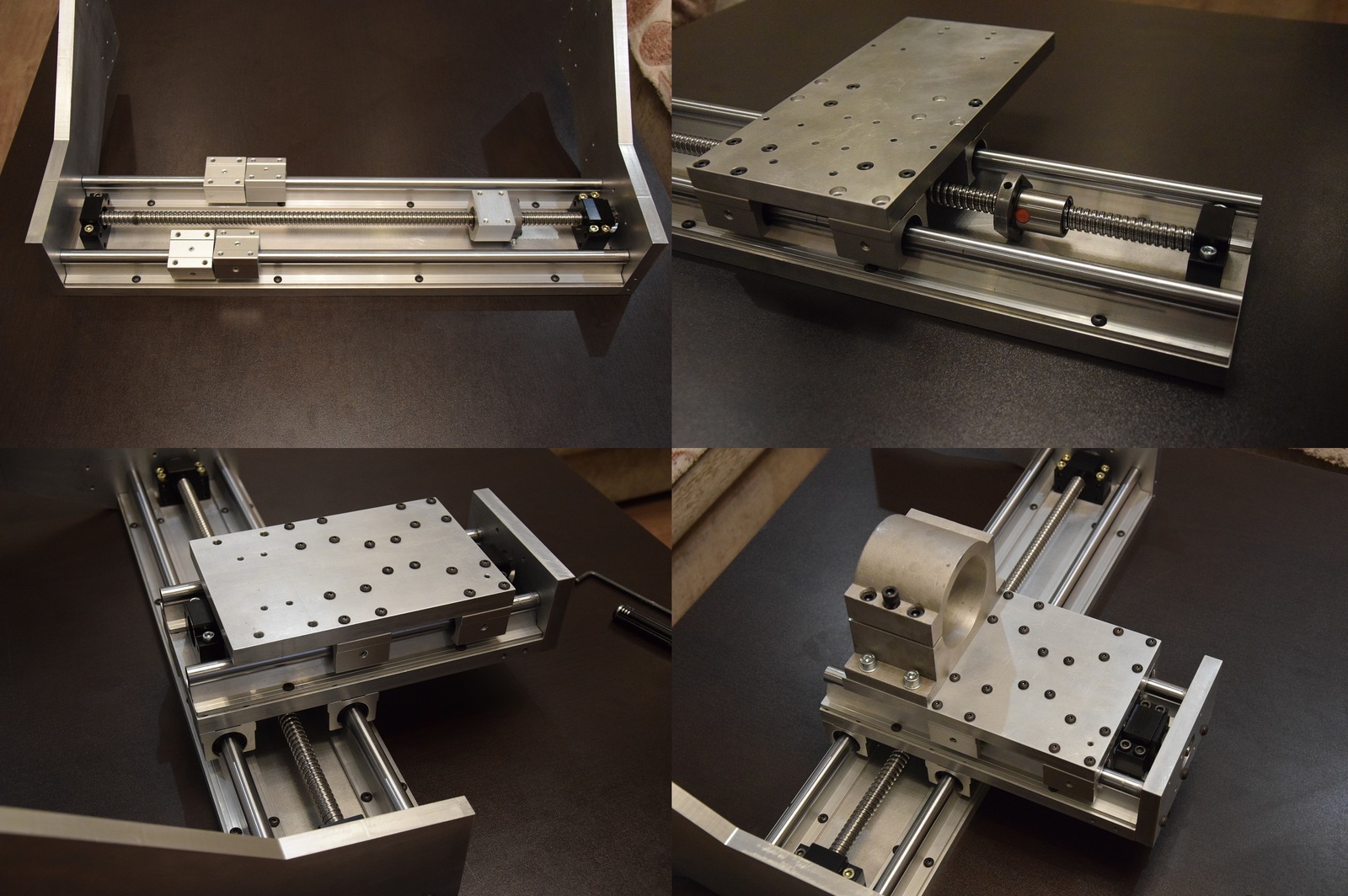
Быстрое и точное управление даёт возможность обеспечивать такие характеристики как скорость позиционирования 3 м/сек, ускорение до 5g, и разрешение до 0.001 мм.
Простая структура механической части
Использование 64-разрядных вычислений с плавающей запятой и энкодера с разрешением 1280000 импульсов /оборот даёт возможность обеспечить высокую точность работы. Имеется 35 внутренних режимов работы, поддерживаются команды абсолютного и относительного позиционирования. Встроенные функции внутреннего позиционирования, управления скоростью и моментом оказываются востребованными в различном оборудовании, причём их переключение не требует перезапуска системы.
ASDA-B2
Стандартный сервопривод общего назначения
Диапазон мощностей: 0.1 — 3кВт
- Три режима управления: положением, скоростью, моментом. Режим позиционирования осуществляется только по внешнему импульсному сигналу задания, а режимы скорости и момента — как по внутренним параметрам, так и по аналоговым сигналам задания.
- Повышенная точность. Встроенный энкодер на 131 072 имп/об (17 бит), что удовлетворяет широкому кругу применений сервопривода, и гарантирует стабильную работу на низких скоростях. Импульсный вход с частотой до 4Мгц.
- Превосходное подавление вибрации. Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса.
- Превосходные динамические характеристики. Полоса пропускания до 550 Гц. Время изменения скорости двигателя от -3000 до 3000 об/мин составляет 10мс (без нагрузки).
- Эффективное подавление вибрации. Три группы полосовых режекторных фильтров, автоматически минимизирующих и полностью устраняющих вибрацию исполнительного механизма.

- Встроенный цифровой пульт управления. Позволяет быстро сконфигурировать и оперативно вести мониторинг за работой сервопривода.
- Встроенный тормозной резистор. В моделях от 400Вт.
- Встроенный MODBUS. Cвязь с ПК или ПЛК по RS-232 или RS-485 интерфейсам для управления, конфигурирования и мониторинга привода
ASDA-A2
Многофункциональный, высокопроизводительный сервопривод переменного тока
Диапазон мощностей: 0.1 — 7.5 кВт
- Высокая точность. Встроенный энкодер на 1 280 000 имп/об, что удовлетворяет очень деликатным применениям сервопривода, и гарантирует стабильную работу на очень низких скоростях. Поддержка абсолютных энкодеров.
- Высокая динамика. Полоса пропускания до 1 кГц. Время изменения скорости двигателя от -3000 до 3000 об/мин составляет 10мс (без нагрузки).
- Превосходное подавление вибрации.
 Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса.
Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса. - Полностью замкнутый контур позиционирования. Встроенный интерфейс (CN5) для подключения внешнего датчика положения (оптической линейки или энкодера) позволяет создать второй замкнутый контур обратной связи по положению непосредственно исполнительного механизма для задач высокоточного позиционирования.
- Уникальная встроенная функция E-CAM (электронный кулачковый вал). До 720 позиций E-CAM.Плавная интерполяция между позициями может выполняться автоматически.
- Гибкий режим внутреннего позиционирования (Pr). Режим позволяет задать 64 уставки заданных положений.
 Доступно 5 способов управления: 35 видов режимов выхода в исходную позицию, программируемых переходов, режимов записи параметров, скоростных и позиционных значений.
Доступно 5 способов управления: 35 видов режимов выхода в исходную позицию, программируемых переходов, режимов записи параметров, скоростных и позиционных значений. - Функции захвата и сравнения в реальном времени. Способность запоминать мгновенное значение текущей координаты во время движения. Отклик — 5мкс. Способность мгновенной активизации выхода (DO) при достижении предуста-новленных значений координат движения. Отклик — 5мкс.
- Поддержка CANopen. Скорость связи по CANbus — 1Мб/с. Совместимость со стандартом DS301 CANopen
- Компактный, узкий корпус. Корпус новой серии ASDA-A2 уже корпуса предыдущей серии ASDA-A на 40 %. Допускается плотная установка сервоприводов в шкафу. Боковое расстояние между стенками может быть всего 2 мм.
Станки по металлу и дереву. СтанокМолоток
Столы — Станки по металлу и дереву. СтанокМолоток
КОРЗИНА
Цены: по возрастаниюЦены: по убываниюПо популярностиПо рейтингуСортировка по более позднему
-
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Показать 30
Показать 05
Показать 10
Показать 12
Показать 15
Показать все
Система координат ЧПУ для G-кода и станков
Руководство по G-коду CNCCookbook
Быстро изучите, как работают системы координат ЧПУ для фрезерных и токарных станков с ЧПУ от 2 до 5 осей. Гораздо веселее знать, что происходит, и освоение координат — один из первых шагов. Кроме того, это не так уж сложно — мы покажем вам, как прямо сейчас.
Гораздо веселее знать, что происходит, и освоение координат — один из первых шагов. Кроме того, это не так уж сложно — мы покажем вам, как прямо сейчас.
ЧПУ использует правую или левую систему координат?
Поднимите правую руку с вытянутым указательным пальцем и поднятым вверх большим пальцем, как будто вы имитируете пистолет. Теперь вытяните второй палец под прямым углом к указательному пальцу. Эти три пальца теперь указывают в положительном направлении X (второй палец), Y (указательный палец) и Z (большой палец). Другими словами, координата Z будет уменьшаться по мере того, как ваш шпиндель движется вниз к столу мельницы. Теперь самое сложное:
Даже если вместо шпинделя движется стол, ручность основана на предположении, что движется шпиндель!
Это означает, что при движении стола мы меняем направления. Следовательно, хотя на диаграмме показано то, что выглядит как левосторонняя система, если мы рассмотрим, как получить такое же движение, если вместо стола перемещается шпиндель, мы увидим, что это действительно правосторонняя система. Вот почему мы говорим, что ЧПУ использует правостороннюю систему координат, а вся ручная работа — это просто способ запомнить. Несмотря на то, что большинство машин правосторонние, это не является обязательным требованием, и вам необходимо проверить, как на самом деле настроена ваша машина.
Вот почему мы говорим, что ЧПУ использует правостороннюю систему координат, а вся ручная работа — это просто способ запомнить. Несмотря на то, что большинство машин правосторонние, это не является обязательным требованием, и вам необходимо проверить, как на самом деле настроена ваша машина.
Вся эта хрень — просто способ напомнить себе, в каком направлении идут координаты. В противном случае это не имеет большого значения, и вы довольно быстро привыкнете к тому, что использует ваша машина.
Каждый станок имеет свою собственную ориентацию оси, с которой вам следует ознакомиться. Вот некоторые распространенные типы:
Фрезерные оси для типичного вертикального обрабатывающего центра. Примечание: стрелки показывают движение стола в положительном направлении G-кода. Ручность — это движение шпинделя и реверс!
Оси токарного станка для стандартного 2-осевого токарного станка…
Цилиндры на каждом рисунке представляют собой шпиндель станка.![]() Обязательно посмотрите, как именно расположены оси на вашем станке. Например, горизонтальные мельницы значительно повернуты по сравнению с показанным мной чертежом. Токарные станки могут быть намного сложнее, чем простая 2-осевая версия, которую я показал.
Обязательно посмотрите, как именно расположены оси на вашем станке. Например, горизонтальные мельницы значительно повернуты по сравнению с показанным мной чертежом. Токарные станки могут быть намного сложнее, чем простая 2-осевая версия, которую я показал.
4-осевой, 5-осевой и др.
При наличии большего количества осей возможны гораздо более сложные конфигурации. Например, вот 5-осевая установка:
5-осевой фрезерный станок с цапфовым столом…
Обратите внимание, что мы добавили две оси вращения к базовой схеме фрезерного станка, чтобы обеспечить ось A и ось B. Как правило, A, B и C являются осями вращения, которые вращаются вокруг осей, образованных X, Y и Z соответственно.
Выражение координат в G-коде
Теперь, когда мы знаем, что такое системы координат, как мы можем выразить координаты в G-коде?
Это довольно просто: просто возьмите букву оси и добавьте значение. Пробелы между буквой и ее значением необязательны.
Пробелы между буквой и ее значением необязательны.
Например, позиция, которая находится на расстоянии 1 дюйм от 0 по X, 2 дюйма по Y и 3 дюйма по Z, записывается как:
X1Y2Z3
Вы привыкнете читать их все так быстро, но вы можете отформатировать их пробелами, чтобы сделать их более читабельными:
X1 Y2 Z3
или
X 1 Y 2 Z 3
Опять же, вы привыкли сохранять буквы с цифрами, поэтому я бы не стал добавлять больше пробелов, чем просто между осями:
X1 Y2 Z3
Это на самом деле легче всего читать, когда вы привыкнете к этому.
Что насчет юнитов?
В примере, который я только что привел, использовались дюймы, но на самом деле контроллер можно настроить на использование метрических или имперских единиц. Вам решать, какие значения по умолчанию использует система, и менять единицы измерения по мере необходимости. Старайтесь не менять единицы измерения в середине программы, делайте это в самом начале, а затем оставайтесь с теми же единицами измерения. Иначе это слишком запутанно. G-коды для изменения единиц измерения влияют только на то, как машина интерпретирует числа. Они не меняют вашу программу. Подробнее об изменении единиц измерения мы поговорим в следующей статье, а пока просто имейте в виду.
Иначе это слишком запутанно. G-коды для изменения единиц измерения влияют только на то, как машина интерпретирует числа. Они не меняют вашу программу. Подробнее об изменении единиц измерения мы поговорим в следующей статье, а пока просто имейте в виду.
Для осей вращения (которые вы будете использовать только на станках с 4 или 5 осями) мы не используем размеры для единиц измерения, мы используем углы, обычно в градусах. Например, поворот 4-й оси на 90 градусов может быть выполнен как A90.
Инкрементальные и абсолютные координаты
Иногда очень удобно ссылаться на Инкрементальные или Относительные вместо Абсолютные координаты. Предположим, что кончик инструмента на моей мельнице находится на X0 Y0 Z0, и я хочу переместить его на X1 Y2 Z3 (я опустил запятые, которые не используются в G-коде, потому что я просто пытаюсь приучить вас к переключению с того, как вы учили координаты в школе, например (0, 0, 0), на то, как это делается в G-коде X0 Y0 Z0). Я могу сделать движение абсолютным или постепенным, и это не имеет значения. «X1 Y2 Z3» делает свое дело, поскольку в любом случае мы начали с X0 Y0 Z0.
Я могу сделать движение абсолютным или постепенным, и это не имеет значения. «X1 Y2 Z3» делает свое дело, поскольку в любом случае мы начали с X0 Y0 Z0.
Но предположим, что ваш резак стоит в какой-то точке, и вам нужно вырезать квадрат со стороной 1″, выровняв угол по этой точке. Возможно, вы использовали свой кромкообрезной станок, чтобы точно определить местонахождение фрезы на каком-то элементе детали. Это легко сделать с помощью относительных перемещений:
X1
Y1
X-1
Y-1
По сути, сдвиньте 1 дюйм вправо, 1 дюйм вверх по Y, 1 дюйм влево и затем 1 дюйм вниз по Y. Теперь у нас есть 1 ″ квадрат, левый нижний угол которого является начальной точкой.
Есть много случаев, когда относительные перемещения удобны, поэтому часто возникает возможность переключаться туда и обратно. Мы покажем вам, как сделать это переключение, когда будем говорить о том, как перемещаться с помощью G-кода, но пока просто имейте в виду, что существуют как инкрементальные, так и абсолютные координаты.
Иногда относительные координаты обозначаются специальными буквами осей. Например, IJK может быть относительным XYZ при определении центров дуг. На некоторых контроллерах UVW может использоваться вместе с XYZ для обозначения относительных координат без необходимости переключения между относительным и абсолютным режимами. Другими словами, XYZ всегда используется как абсолютное значение, а UVW всегда является относительным.
Пока достаточно знать, что существуют инкрементальные координаты. Чуть позже у нас есть целая глава, посвященная инкрементальным и абсолютным координатам.
Смещения
Последняя концепция системы координат, которую я хочу рассмотреть, — это смещения. Смещения — еще один причудливый способ думать об относительных движениях. Предположим, вы хотите обработать 2 одинаковые детали. Каждая удерживается в тисках на вашем столе одновременно. Как сделать одну программу, которая может выполнять обе части, не изменяя программу для положения каждой части?
Ответ заключается в том, что мы используем рабочее смещение.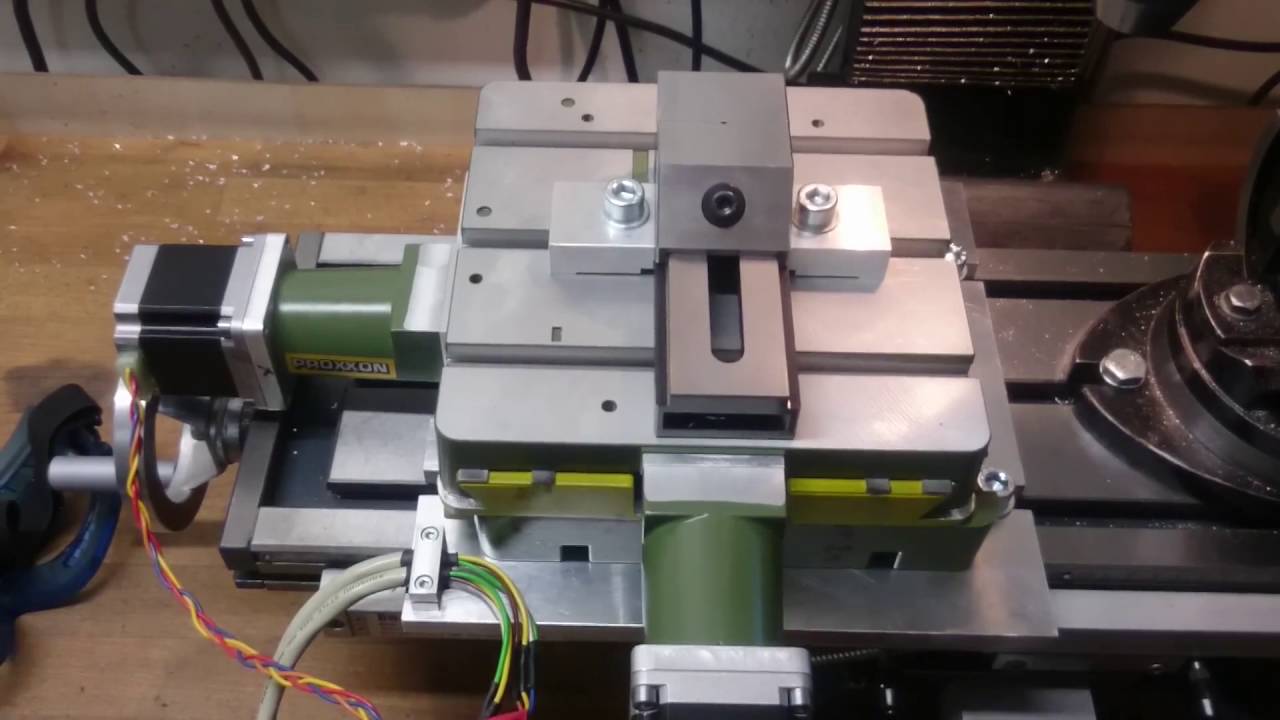 Подробнее об этом позже, а пока представьте, что Work Offsets позволяет нам расположить начало координат X0 Y0 Z0 более чем в одном месте. Мы можем поставить один на первые тиски, а другой на вторые тиски. Теперь, просто изменив рабочее смещение, одна и та же программа может работать, чтобы изготовить деталь на любых тисках.
Подробнее об этом позже, а пока представьте, что Work Offsets позволяет нам расположить начало координат X0 Y0 Z0 более чем в одном месте. Мы можем поставить один на первые тиски, а другой на вторые тиски. Теперь, просто изменив рабочее смещение, одна и та же программа может работать, чтобы изготовить деталь на любых тисках.
В ЧПУ существует множество различных видов смещений, и опытный оператор/слесарь станков с ЧПУ считает, что смещения — чрезвычайно удобный способ подтолкнуть поведение программы G-кода без необходимости изменять эту программу. Большинство контроллеров ЧПУ имеют экран смещения, где вы можете это сделать. Я упоминаю об этом, потому что каждый раз, когда у вас есть возможность узнать о смещениях, найдите время, чтобы сделать это. Это цифровые электроинструменты для станков с ЧПУ, и они очень удобны. Мы рассмотрим их более подробно позже.
Самолеты
Удобно называть самолеты различного назначения. Плоскость представляет собой плоское двумерное пространство, определяемое двумя осями.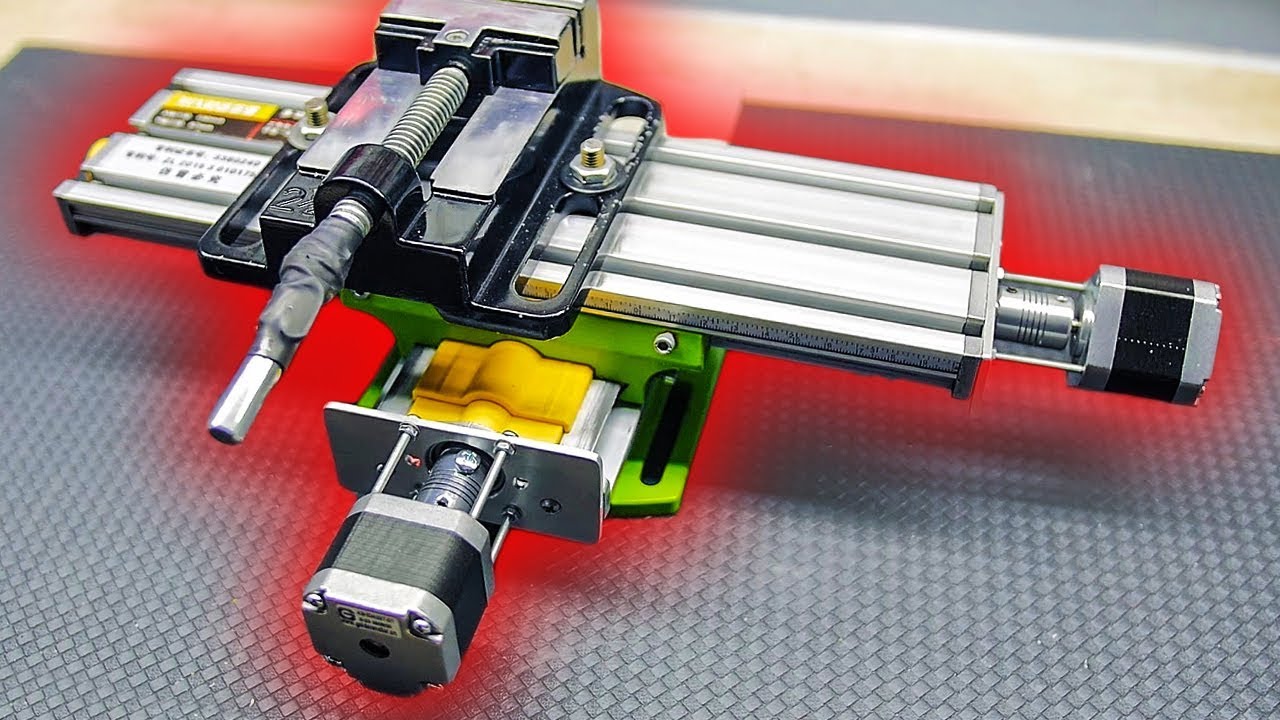 Например, плоскостью по умолчанию на большинстве мельниц является XY. Если вы нарисуете дугу без указания изменения плоскости, она будет нарисована в плоскости XY. Для каждой комбинации линейных осей XYZ есть плоскость:
Например, плоскостью по умолчанию на большинстве мельниц является XY. Если вы нарисуете дугу без указания изменения плоскости, она будет нарисована в плоскости XY. Для каждой комбинации линейных осей XYZ есть плоскость:
- XY
- ИЗ
- ХЗ
G-коды G17, G18 и G19 выбирают, какая плоскость активна. Подробнее о G17-G19когда мы говорим больше об дугах.
Заключение
Теперь вы знаете основы:
– Вы знаете, как визуализировать системы координат относительно вашей машины, используя правило левой руки.
— Вы умеете выражать координаты в G-коде.
– Вы знаете, в каких единицах измеряются координаты.
— Вы знаете, что есть возможность как относительных, так и абсолютных координат.
— Вы знаете, что смещения позволяют сдвигать систему координат для различных удобных целей.
– Вы знаете о самолетах.
Вскоре мы познакомимся с понятием MDI, который представляет собой простой способ использования G-кода, как если бы вы все еще были ручным оператором.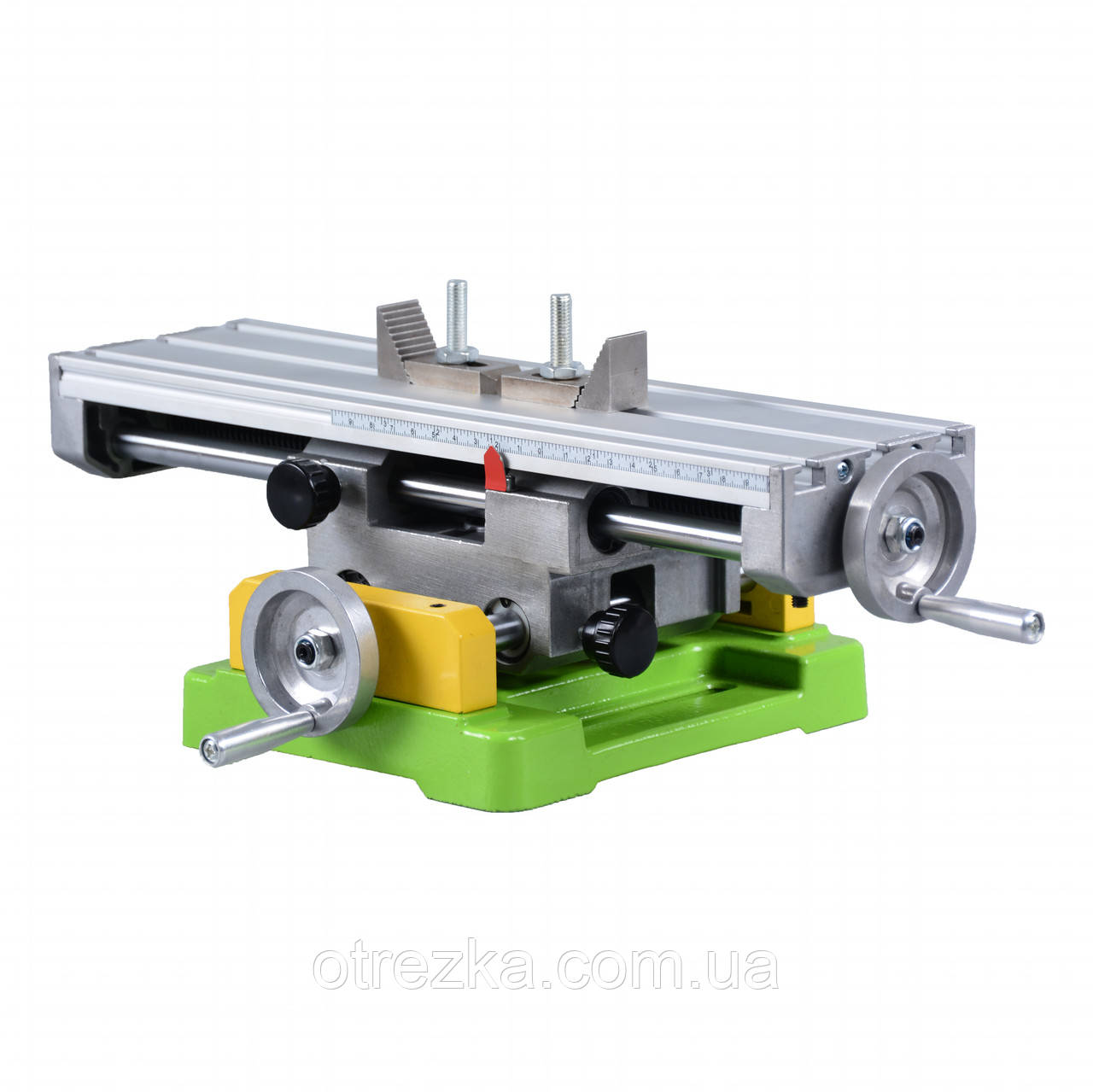 Это хорошее введение в основы перемещения осей ЧПУ. Но сначала нам нужно настроить вас на G-Wizard Editor, чтобы у вас был симулятор ЧПУ, который вы могли бы использовать для практики во время этих обучающих уроков.
Это хорошее введение в основы перемещения осей ЧПУ. Но сначала нам нужно настроить вас на G-Wizard Editor, чтобы у вас был симулятор ЧПУ, который вы могли бы использовать для практики во время этих обучающих уроков.
Эй, еще кое-что, если тебе интересно. Большинство диалектов G-кода ЧПУ также имеют полярные координаты. это более сложная тема, к которой мы вернемся позже.
Упражнения
1. Составьте своими руками левостороннюю и правостороннюю системы координат и визуализируйте, в каком направлении движутся оси на вашем станке. Какое направление является положительным (увеличение положительных координат) для каждой оси? В каком направлении все более положительные координаты в g-коде перемещают стол и шпиндель?
2. Найдите руководство к своей машине и найдите схему, показывающую, как работает ее система координат. Не забудьте оставить руководство под рукой, будь оно в бумажном виде или в Интернете. Мы будем возвращаться к нему несколько раз, когда будем выполнять различные упражнения.
3. Откройте Редактор G-кода G-Wizard. По умолчанию вы находитесь в режиме мельницы. Есть виды для Перспективы, Сверху, Спереди и Справа. Загрузите образец файла гравировки с нашей страницы загрузки. Вам нужен файл с именем HomeSwitchRearPanelEngrave. Запустите GWE и откройте файл, чтобы загрузить загруженный файл. Посмотрите на него в каждом представлении.
– Вид сверху в плоскости XY
– Вид спереди в плоскости XZ
– Вид справа в плоскости YZ
КАК НАСТРОИТЬ СИСТЕМУ КООРДИНАТ СТОЛА ФРЕЗЕРА С ЧПУ —
КАК НАСТРОИТЬ СИСТЕМУ КООРДИНАТ СТОЛА ЧПУ
Автор: Билл Григгс
—
июль•
27•16
Недавно я получил вопрос от новичка в области ЧПУ, у которого возникли проблемы с настройкой станка. Он спросил меня, как настроить систему координат стола фрезерного станка с ЧПУ? Он задал этот вопрос, потому что его машина не двигалась в правильном направлении, когда он нажимал клавиши со стрелками на клавиатуре при использовании Mach4.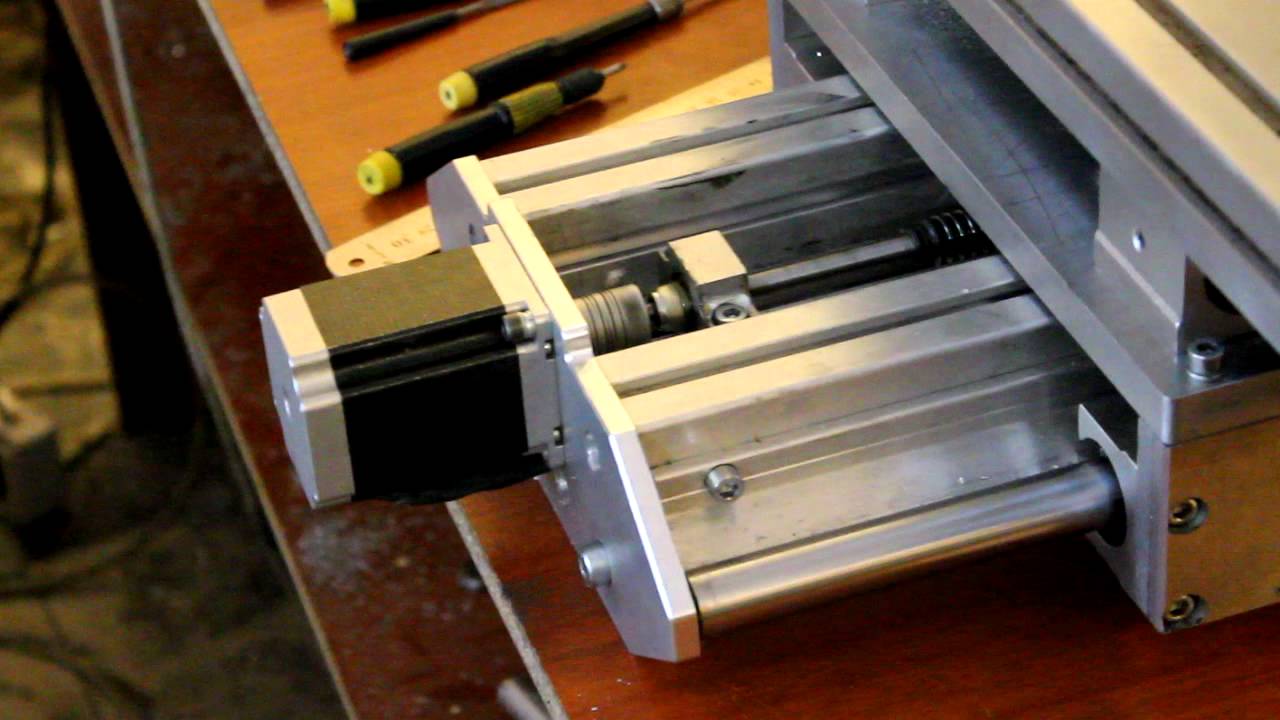
Нам потребовалось некоторое время, чтобы выяснить, в чем проблема, но все оказалось довольно просто. Он подключил провод контроллера шагового двигателя не к тому двигателю. Это привело к тому, что его машина вырезала буквы назад и вбок. Я понимаю, что это довольно распространенная проблема для начинающих, поэтому я решил поделиться своими мыслями по этому вопросу.
Противоречие?
Многие люди думают, что не имеет значения, как вы настроите систему координат на столе фрезерного станка с ЧПУ, если вы будете последовательны. Я не согласен. На мой взгляд, самый разумный способ настроить систему координат стола фрезерного станка с ЧПУ — это тот же способ, который мы все изучили в алгебре, декартова система координат (эта математика, которую вы поклялись никогда не использовать). Точнее, первый квадрант декартовой системы.
Для тех из вас, кому удалось стереть из памяти декартову систему координат, вот короткая версия. Нарисуйте горизонтальную линию на миллиметровке, а затем разделите эту линию посередине вертикальной линией. Горизонтальная линия — это ось X (слева направо положительная). Вертикальная линия — это Y (снизу вверх положительно). Там, где две линии пересекаются (пересекаются), равна нулю. См. диаграмму ниже.
Горизонтальная линия — это ось X (слева направо положительная). Вертикальная линия — это Y (снизу вверх положительно). Там, где две линии пересекаются (пересекаются), равна нулю. См. диаграмму ниже.
СИСТЕМА КООРДИНАТ СТОЛА ЧПУ
Система координат стола ЧПУ использует квадрант I декартовой системы. Все числа положительные.
ПРЕИМУЩЕСТВА
Настройка системы координат стола фрезерного станка с ЧПУ в соответствии с декартовой системой дает несколько преимуществ. На мой взгляд, самым большим преимуществом является то, что никогда не приходится иметь дело с отрицательными числами. Когда вы рисуете объект в первом квадранте, каждую точку можно описать с помощью положительных чисел. Положительные числа легче складывать и вычитать, не снимая носков.
С положительными числами работать легче, чем с отрицательными. Вы помните, как складывать и вычитать отрицательные числа? Скорее всего, вы будете ошибаться чаще , чем при сложении и вычитании положительных чисел.
Однородность также является большим преимуществом этой системы. Если все столы фрезерного станка с ЧПУ настроены на один и тот же стандарт системы координат, устранение неполадок становится проще. Если машина движется неправильно или теряет шаги во время движения, легче измерить и отследить, какая ось движется неправильно.
Еще один бонус для меня в этой системе заключается в том, что это та же самая система, которую Vectric VCarve Pro использует по умолчанию. Таким образом, большинство крупных станков с ЧПУ уже используют эту систему. Это также система по умолчанию, которую Inventables использует в программном обеспечении Easle, предназначенном для небольших систем DIY, таких как Shapeoko, Stepcraft2 и Xcarve.
ВИДЕО
Вот короткое видео, показывающее, как я настраиваю систему координат стола фрезерного станка с ЧПУ на своем станке.
ПОДКАСТ
Если у вас есть вопросы о столах для фрезерных станков с ЧПУ, я буду рад ответить на них в моем подкасте «Советы по фрезерным станкам с ЧПУ».
