Коробка передач станка токарного станка: Коробка скоростей токарно-винторезного станка:регулировка и ремонт
Содержание
Коробка скоростей токарно-винторезного станка:регулировка и ремонт
Posted by Apostol65q28hd on Sunday, 21 February 2016
- Устройство коробки скоростей
- Принцип работы коробки скоростей
- Регулировка коробки скоростей
- Ремонт коробки скоростей
Коробка скоростей токарного станка относится к основным частям привода шпинделя. Она создана для осуществления передачи энергии движения электродвигателя остальным частям механизма. Также ее используют для изменения частоты вращения шпинделя, а соответственно и скорости работы. В зависимости от конструкции станка может быть два типа размещения этого узла. Коробку могут встраивать в корпус бабки шпинделя или же монтировать ее в отдельном корпусном блоке, который все равно должен быть связан со шпинделем.
Если коробка скоростей токарно-винторезного станка является встроенной, то это делает конструкцию существенно более простой, особенно это заметно в плане монтажа. Это сильно упрощает управление устройством. В то же время они создают условия для повышения температуры во время рабочего процесса, а также создают дополнительные вибрации. Таким образом, они находят применение только в моделях нормальной точности, так как для точных станков используется принцип действия с раздельной коробкой.
Это сильно упрощает управление устройством. В то же время они создают условия для повышения температуры во время рабочего процесса, а также создают дополнительные вибрации. Таким образом, они находят применение только в моделях нормальной точности, так как для точных станков используется принцип действия с раздельной коробкой.
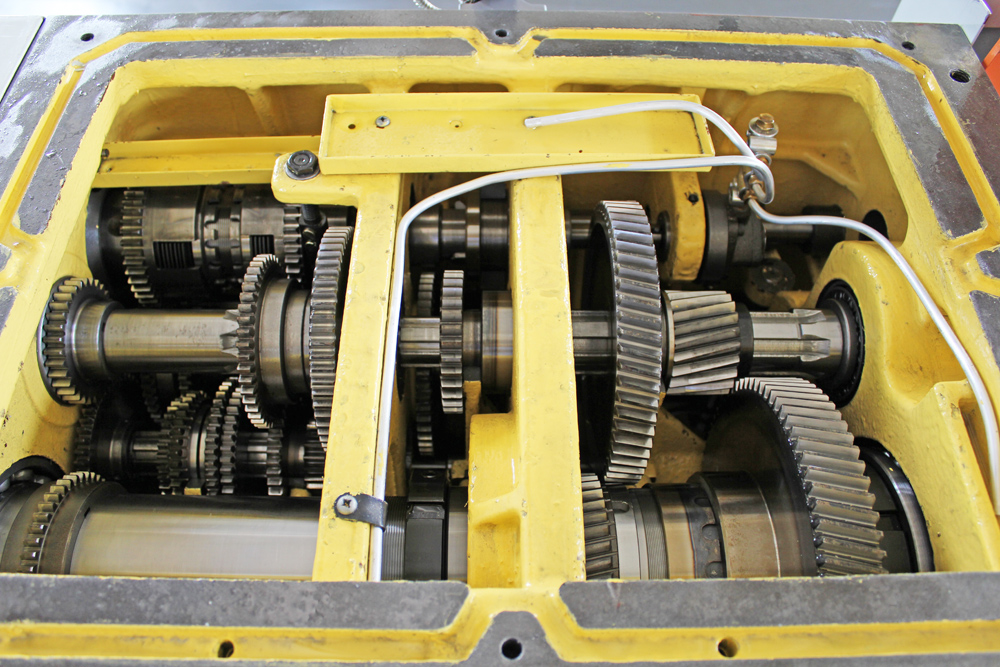
фото:коробка скоростей токарного станка
Изменение скорости может производиться бесступенчатым и ступенчатым способом также как и реверсирование. Для этого используется несколько способов, к примеру, таких как:
- Скользящие блоки, состоящие из 2-3 колес с прямыми зубьями, которые перемещаются по валу с направляющей шпонкой или шлицами. Используются в станках средних размеров.
- Фрикционные муфты с ручным или электромагнитным включением. Здесь допускается применение шевронных или косозубых колес, благодаря чему скорости можно переключать на ходу. Эта система используется в автоматических станках средних и мелких размеров.

- Кулачковые муфты, которые работают совместно с шевронными и косозубыми колесами. Они обладают малыми условиями включения и небольшими пределами перемещения. Данная система хорошо подходит для тяжелых станков.
- Сменные зубчатые колеса, которые обладают относительно небольшими осевыми габаритами. Такая система обеспечивает широкие пределы частоты вращения шпинделя. Ещё используются в операционных и специальных станках автоматического и полуавтоматического типа, которые заняты в серийном производстве.
- Механизмы бесступенчатого регулирования, или как их еще называют – вариаторы. Они обеспечивают плавную регулировку скорости при работе станка. Используются в средних и малых станках.
Устройство коробки скоростей
Коробки скоростей металлорежущих станков могут заметно отличаться друг от друга. На примере такого устройства как токарный станок 1М61 можно рассмотреть составляющие детали оборудования. Сюда входят такие вещи как:
- Реверсивный электродвигатель от http://eec.
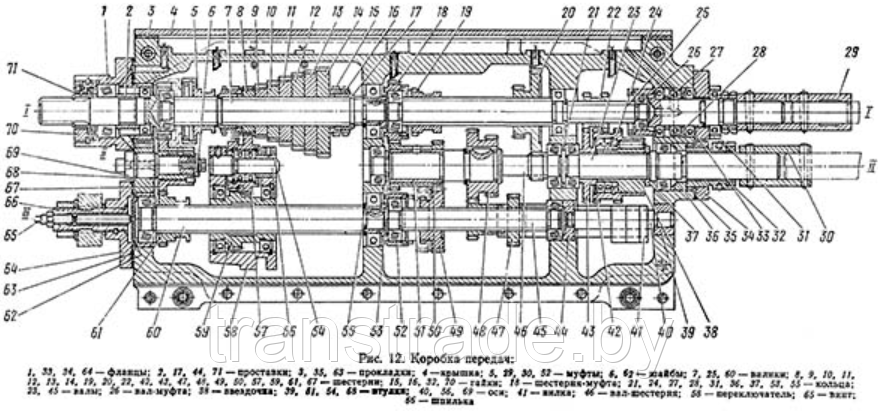 kz, что обеспечивает вращение шпинделя;
kz, что обеспечивает вращение шпинделя; - Система зубчатых передач;
- Клиноременная передача, соединяющая двигатель и систему зубчатой передачи в коробке;
- Многодисковая электромагнитная муфта, которая обеспечивает торможение шпинделя;
- Рукоять для переключения скоростей.
Принцип работы коробки скоростей
Коробка скоростей токарного станка 16К20 работает на блоке шестерен. Переключение этих блоков осуществляется при помощи специальной рукоятки, которая перекидывает передачу с одного участка на другой. Шпиндельная бабка получает вращательное движение заданной скорости от шестерен перебора, которые передают это через зубчатую муфту. Рукоятка включает и отключает перебор этой муфты, регулируя тем самым скорость. Регулировка проходит в двух направлениях, куда крутится ходовой винт, так что можно одним контролирующим элементом увеличивать и снижать скорость вращения.
Основные движения
Сама коробка скоростей карусельного станка остается неподвижной во время работы, но ее внутренние части, такие как ременная передача, могут двигаться. Перемещения проходят в продольной плоскости, в зависимости от того, куда именно направляет ручка управления. Передача переходит с одного сектора на другой, увеличивая или уменьшая скорость.
Перемещения проходят в продольной плоскости, в зависимости от того, куда именно направляет ручка управления. Передача переходит с одного сектора на другой, увеличивая или уменьшая скорость.
Регулировка коробки скоростей токарного станка
Зазоры. При активном использовании оборудования возле движущихся частей со временем появляются зазоры. Это не только снижает точность работы техники, но и может привести к поломке. В станках предусмотрена регулировка таких соединений, которая заключается в фиксации основных закрепляющих в положение на должном расстоянии. Для этого применятся клинья, гайки с болтами и прочие элементы.
Регулировка муфты. Одним из основных элементов, которыми обладает коробка скоростей токарного станка 1К62 является муфта, стоящая на ее главном валу. За счет трения, которое возникает при работе, ее диски со временем подвергаются сильному износу. Для ее регулировки используют нажимные гайки, которые навинчиваются на кольцо. После вдавливания защелки в кольцо можно поворачивать гайки до упора. Когда муфта полностью отрегулирована, то ее запуск происходит без толчков и резких движений.
Когда муфта полностью отрегулирована, то ее запуск происходит без толчков и резких движений.
Регулировка люфта. Если во время работы проявляется люфт, то его следует устранить. Для этого требуется при выключенном станке разобрать коробку, выставить детали в правильное положение зафиксировать. Во время работы от вибраций люфт будет появляться периодически и это вполне нормально, так что следует следить, чтобы вовремя его устранять.
Ремонт коробки скоростей токарного станка
- Отсутствие передачи вращения. Это может быть из-за срезанной муфты, штифта или шпонки зубчатого колеса. В данном случае требует полной замены поврежденной детали. Если изношены диски муфты, то требуется регулировка зазора между деталями. Также могут быть просто не отрегулированы блоки шестерен.
- Скорости не переключаются. Здесь ремонт коробки скоростей станка может потребовать замену штифта крепления или шпонки, если они сломаны. Также могут быть проблемы с рычагом и вилкой переключения.
 В некоторых случаях забиваются зубья и тогда их требуется прочищать дополнительно.
В некоторых случаях забиваются зубья и тогда их требуется прочищать дополнительно. - Во время включения скорости валы коробки не проворачиваются. Это случается по причине одновременного включения двух скоростей, поэтому нужно ремонтировать механизм блокировки.
Поделитесь информацией с друзьями в социальных сетях
6
из 6.
Оценок: 556.
Механизмы коробок скоростей станков | Металлорежущие станки
Коробка скоростей
Для изменения чисел оборотов шпинделя в широких пределах в современных станках обычно применяют коробки с зубчатыми колесами, называемые соответственно коробками скоростей и коробками подач.
Коробки скоростей
Коробка скоростей служит для изменения чисел оборотов шпинделя и передачи ему соответствующего крутящего момента.
Существует несколько способов переключения зубчатых колес. Наибольшее распространение в коробках скоростей токарных станков получили два основных способа:
Наибольшее распространение в коробках скоростей токарных станков получили два основных способа:
- переключение при помощи передвижных колес или блоков колес, скользящих на шлицах валов;
- переключение муфтами (кулачковыми или фрикционными).
Рис. 236. Способы переключения зубчатых колес: а — переключение передвижными колесами, б — переключение кулачковой муфтой
Переключение передвижными колесами или блоками
Переключение передвижными колесами или блоками наиболее часто применяется в современных коробках скоростей. На рис. 236, а показан блок из трех передвижных колес, который можно перемещать на шпонке вдоль оси вала II. Вводя в зацепление различные пары зубчатых колес z1 — z2, Z3 — Z4, Z5 — Z6 имеющие различные передаточные отношения, можно при постоянном числе оборотов вала I, получить три различных числа оборотов вала II.
Количество зубчатых колес, соединенных в один блок, бывает два, три и реже четыре.
Переключение кулачковой муфтой
Переключение кулачковой муфтой показано на рис..jpg) 236, б. На ведущем валу I на шпонках закреплены два зубчатых колеса z1 и z2, на ведомом валу II свободно сидят колеса z3 и z4, которые находятся в постоянном зацеплении с колесами z1 и z2. Между колесами z3 и z4 на валу II сидит на направляющей шпонке 3 муфта 4, имеющая на торцах кулачки 1 и 2. Кулачковую муфту можно перемещать влево и вправо рычагом 5 и сцеплять соответственно с торцовыми кулачками колес 23 И z4.
236, б. На ведущем валу I на шпонках закреплены два зубчатых колеса z1 и z2, на ведомом валу II свободно сидят колеса z3 и z4, которые находятся в постоянном зацеплении с колесами z1 и z2. Между колесами z3 и z4 на валу II сидит на направляющей шпонке 3 муфта 4, имеющая на торцах кулачки 1 и 2. Кулачковую муфту можно перемещать влево и вправо рычагом 5 и сцеплять соответственно с торцовыми кулачками колес 23 И z4.
Если кулачковая муфта включена влево, то вращение от вала I передается валу II через колеса и z3, если муфту включить вправо, то вращение передается валу II через колеса z2 и z1.
Кулачковые муфты просты по конструкции, работают надежно и могут передавать большие усилия и крутящие моменты. Однако их можно переключать только при остановленном станке, так как иначе легко повредить кулачки.
Переключение фрикционными пластинчатыми муфта
Переключение фрикционными пластинчатыми муфтами получило наибольшее распространение для включения прямого и обратного вращения шпинделя, а также для его останова в современных токарных станках.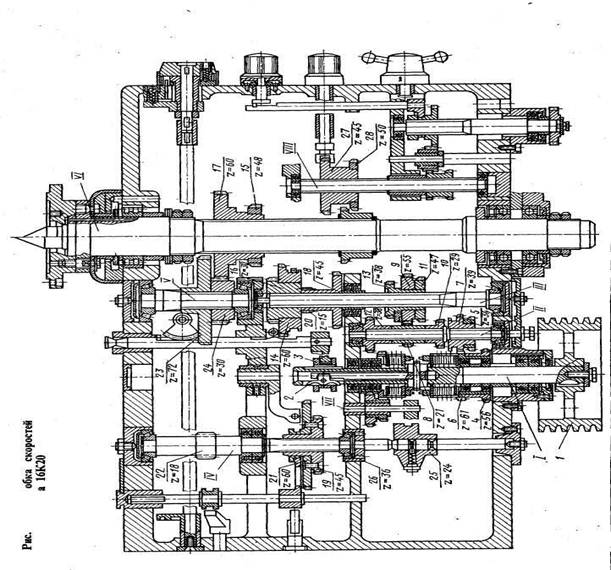 Устройство фрикционной пластинчатой муфты показано на рис. 237. Крутящий момент передается от шлицевого вала 1 к зубчатым колесам 2 и 9, свободно сидящим на этом валу, при помощи двух групп стальных плоских дисков 4 и 5. Диски 4 с выступами на их поверхности входят в пазы ступиц 3 зубчатых колес 2 и 9, а на внутренней окружности дисков 5 расположены вырезы, которыми они насажены на шлицевой вал 1. Если диски 5 и 4 плотно сжать, то вследствие трения, возникающего между их боковыми сторонами, начнет вращаться колесо 2 или 9 в зависимости от того, какая — правая или левая — часть муфты включена.
Устройство фрикционной пластинчатой муфты показано на рис. 237. Крутящий момент передается от шлицевого вала 1 к зубчатым колесам 2 и 9, свободно сидящим на этом валу, при помощи двух групп стальных плоских дисков 4 и 5. Диски 4 с выступами на их поверхности входят в пазы ступиц 3 зубчатых колес 2 и 9, а на внутренней окружности дисков 5 расположены вырезы, которыми они насажены на шлицевой вал 1. Если диски 5 и 4 плотно сжать, то вследствие трения, возникающего между их боковыми сторонами, начнет вращаться колесо 2 или 9 в зависимости от того, какая — правая или левая — часть муфты включена.
Рис. 237. Пластинчатая фрикционная муфта
При перемещении кольца 7 с помощью тяги 10 влево происходит прямое вращение шпинделя, а вправо — обратное вращение шпинделя. Благодаря значительной площади трения пластинчатые фрикционные муфты способны при сравнительно небольших размерах передавать большие крутящие моменты. Преимущество этих муфт заключается также в том, что их можно плавно (без удара) переключать на ходу и под нагрузкой.
Когда муфта в результате износа дисков начинает буксовать, ее следует отрегулировать. Регулируют муфту вращением нажимных гаек 6 и §, навинченных на кольцо 7. Повернуть нажимную гайку можно лишь после того, как защелка 11 будет вдавлена в кольцо 7.
На рис. 3 была показана простейшая коробка скоростей токарного станка, в которой переключение чисел оборотов шпинделя производится передвижными колесами и кулачковой муфтой.
Кинематическая схема коробки скоростей
Рис. 238. Кинематическая схема коробки скоростей станка модели 1А62
На рис. 238 показана более сложная кинематическая схема коробки скоростей токарно-винторезного станка модели 1А62 с четырьмя подвижными блоками зубчатых колес 2, 5, 4, 5 в сочетании с пластинчатой фрикционной муфтой М и кулачковой муфтой К, которые обеспечивают получение 24-х различных чисел оборотов шпинделя.
Похожие материалы
Токарный станок — Шумовой мост
| Шумовой мост | О | Посетите | 272 | Руководство | Контакты | Гильдии | Ресурсы | События | Проекты | 5МФ | Встречи | Пожертвовать | (Редактировать) |
| Гильдии | Мета | код | Электроника | Изготовление | Игры | Шитье | Музыка | ИИ | Нейро | Философия | Финансирование | искусство | Безопасность | Ветчина | Варить | Редактировать |
| Производство | Шитье | 3D-печать | Магазин древесины | Магазин металлов | Спарклфордж | Лазерный резак | Резак для винила | Редактировать |
| Магазин древесины | Настольная пила | Торцовочная пила | Ленточная пила | Настольный шлифовальный станок | Дисковая шлифовальная машина | Вэнь сверлильный станок | токарный станок | Роланд Фрезерный станок с ЧПУ | Воздушный компрессор | Ручной инструмент | Ножовки | дрель | Тепловая пушка | ламинатор | Части | Редактировать |
Ремень двигателя для старого зеленого токарного станка Grizzly 7×12 отсутствовал, а у более нового желтого Cummins был сломан регулятор скорости и отсутствовал ходовой винт составного ползуна, поэтому я перенес блок электроники и составной ползун Grizzyly на Cummins, и он работал на низких оборотах. передачу, но не на высокой передаче. Я провернул несколько тестовых образцов на пониженной передаче, и все было в порядке. Снял переднюю бабку, а на пластиковой шестерне не хватает нескольких зубьев. Мы могли бы вытащить шестерню из Grizzly, и есть пластиковые и металлические сменные шестерни, но я не могу выдавить вал из подшипников, чтобы заменить его. Может понадобиться оправочный пресс. У меня есть проект, который нужно сделать, так что он снова будет собран на следующей неделе (неделя 2 мая), но он будет работать только на низкой скорости. Если мы сможем вытащить вал, вот ссылка на металлическую сменную шестерню, которая не разобьется, как пластиковая. Дайте мне знать, если у вас есть идеи или вы хотите помочь.
передачу, но не на высокой передаче. Я провернул несколько тестовых образцов на пониженной передаче, и все было в порядке. Снял переднюю бабку, а на пластиковой шестерне не хватает нескольких зубьев. Мы могли бы вытащить шестерню из Grizzly, и есть пластиковые и металлические сменные шестерни, но я не могу выдавить вал из подшипников, чтобы заменить его. Может понадобиться оправочный пресс. У меня есть проект, который нужно сделать, так что он снова будет собран на следующей неделе (неделя 2 мая), но он будет работать только на низкой скорости. Если мы сможем вытащить вал, вот ссылка на металлическую сменную шестерню, которая не разобьется, как пластиковая. Дайте мне знать, если у вас есть идеи или вы хотите помочь.
Адриан Келли, [email protected]
http://www.mini-lathe.com/ — подробные инструкции по использованию и обслуживанию наших токарных станков и им подобных.
Инструмент: подходит для инструмента размером 3/8″ x 2,5″
Содержимое
- 1 Переключатели (ПРОЧИТАЙТЕ)
- 2 справочных видео
- 3 Вращающийся держатель инструмента
- 4 Управление ходовым винтом
- 5 Коробка передач
Переключатели (ПРОЧИТАЙТЕ)[править]
На токарном станке есть два переключателя. Один помечен как Forward-Off-Reverse, а другой помечен как Start-Stop. При включении токарного станка убедитесь, что переключатели находятся в положениях «Выкл.» и «Стоп». При использовании токарного станка используйте переключатель Start-Stop, чтобы контролировать, вращается ли заготовка. Никогда останавливать токарный станок с помощью переключателя Fwd-Off-Rev. Вы можете случайно бросить токарный станок на задний ход и серьезно повредить зубчатую передачу. Рабочий процесс использования токарного станка должен выглядеть примерно так:
Один помечен как Forward-Off-Reverse, а другой помечен как Start-Stop. При включении токарного станка убедитесь, что переключатели находятся в положениях «Выкл.» и «Стоп». При использовании токарного станка используйте переключатель Start-Stop, чтобы контролировать, вращается ли заготовка. Никогда останавливать токарный станок с помощью переключателя Fwd-Off-Rev. Вы можете случайно бросить токарный станок на задний ход и серьезно повредить зубчатую передачу. Рабочий процесс использования токарного станка должен выглядеть примерно так:
- Установите переключатель Fwd-Off-Rev в нужное направление
- Переведите переключатель Start-Stop в положение Start
- Отрезанный кусок
- Переведите переключатель Start-Stop в положение Stop
- Повторить при необходимости
Пожалуйста, убедитесь, что выключатели находятся в положениях «Стоп» и «Выкл», когда вы закончите использование станка, чтобы свести к минимуму вероятность случайного включения при следующем использовании токарного станка.
Справочные видеоролики
Основные навыки обработки: работа на токарном станке, часть первая
Основные навыки обработки: работа на токарном станке, часть вторая
Основные навыки обработки: работа на токарном станке, часть третья
Вращающийся держатель инструмента[править]
Токарный станок оснащен вращающимся держателем инструмента, который позволяет одновременно удерживать до 4 инструментов и быстро переключаться между ними. Верхний стержень ослабляется, если повернуть его против часовой стрелки. После этого весь держатель инструмента может вращаться против часовой стрелки на четверть оборота. Снова поверните стержень по часовой стрелке, чтобы зафиксировать держатель инструмента на месте.
Управление ходовым винтом[править]
На задней части машины, между управлением высокой/низкой передачи и корпусом редуктора, находится рычаг управления ходовым винтом для включения шестерен трансмиссии. Есть три настройки: стоп, левая подача и правая подача. В настройках есть три углубления, которые удерживают элемент управления на месте. Между стопорной и левой ямками подачи имеется случайная четвертая ямка, меньшая, чем остальные. Это углубление можно использовать случайно, и это приведет к тому, что шестерни трансмиссии не будут полностью зацеплены, что приведет к их износу или поломке. Обязательно переместите регулятор вверх до упора, чтобы включить подачу влево.
В настройках есть три углубления, которые удерживают элемент управления на месте. Между стопорной и левой ямками подачи имеется случайная четвертая ямка, меньшая, чем остальные. Это углубление можно использовать случайно, и это приведет к тому, что шестерни трансмиссии не будут полностью зацеплены, что приведет к их износу или поломке. Обязательно переместите регулятор вверх до упора, чтобы включить подачу влево.
Редуктор[править]
Токарный станок имеет редуктор, который контролирует относительную скорость патрона и ходового винта, что позволяет автоматически перемещать заготовку с помощью механической подачи. Изменение передач позволяет изменить эту относительную скорость. В этом разделе объясняется, как снять все шестерни. Частичное снятие позволяет оператору переключать передачи. Повторную сборку шестерен можно выполнить, выполнив эти шаги в обратном порядке.
| Редуктор находится под этим корпусом, который можно снять, открутив два болта вверху | |||
После снятия корпуса вы увидите шестерни. Здесь шестерни показаны с этикетками для справки при повторной сборке шестерен. Здесь шестерни показаны с этикетками для справки при повторной сборке шестерен. | Редуктор с комментариями | ||
| Снимите шестерню с маркировкой D, открутив болт в центре. Шайбы должны продолжаться так, чтобы большая из них непосредственно касалась шестерни. | |||
| Снимите шестерни, обозначенные B и C, открутив болт в центре. Меньшая шестерня соединена с большей шестерней, но ее можно снять. | |||
| Снимите шестерню с маркировкой A, открутив болт в центре. | |||
| Снимите ресивер коробки передач, отвернув два болта с каждой стороны. Это необходимо только в том случае, если вы чистите коробку передач или иным образом нуждаетесь в доступе ко всем частям. | |||
Снимите редуктор. Это необходимо только в том случае, если вы чистите коробку передач или иным образом нуждаетесь в доступе ко всем частям.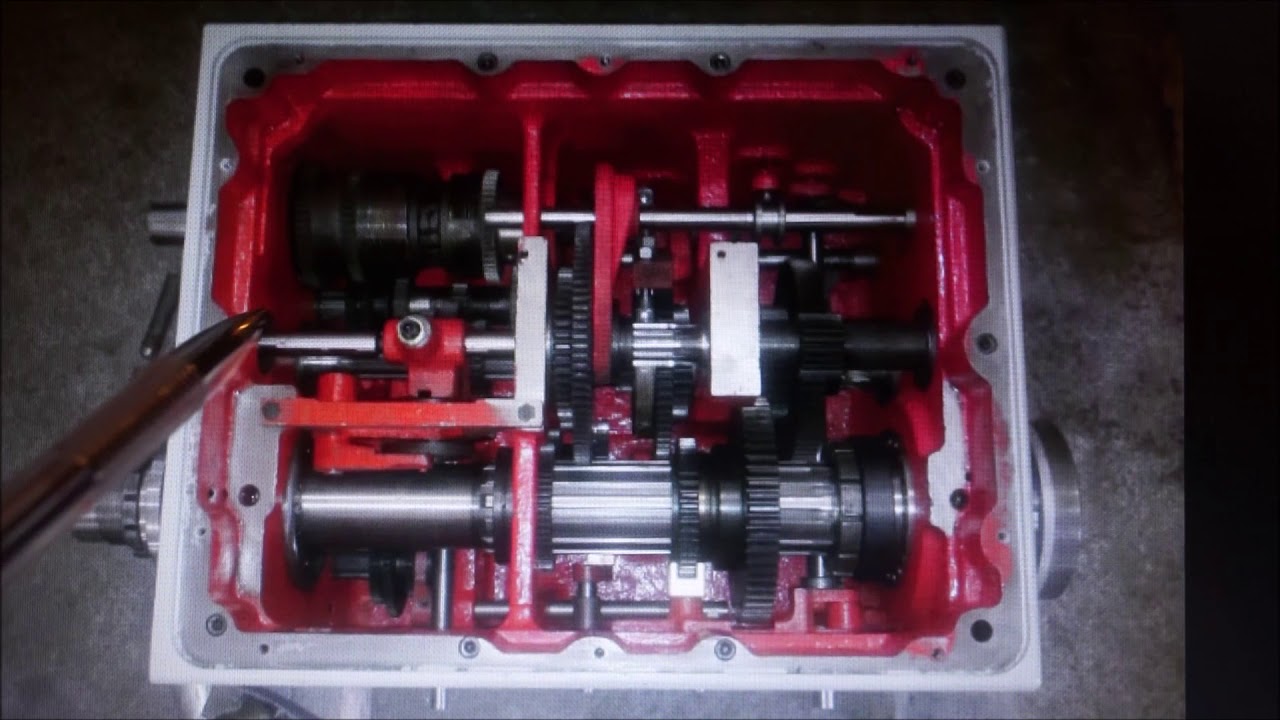 Гайка и болт, которые соединяются с изогнутой прорезью, управляют вращением регулятора. Деталь, которая входит в прямой паз, управляет радиусом регулятора и должна входить, как показано на рисунке. Гайка и болт, которые соединяются с изогнутой прорезью, управляют вращением регулятора. Деталь, которая входит в прямой паз, управляет радиусом регулятора и должна входить, как показано на рисунке. |
ТОКАРНЫЙ СТАНОК 4 И 6 ФУТОВ — С РЕДУКТОРОМ NORTON — КОНУСНЫЙ ШКИВ ДЛЯ ЛЕГКИХ УСЛОВИЙ
Отделите нас от других
- Шестигранник Задняя бабка с закалкой и шлифовкой Задняя бабка Шпиндель из легированной стали с наружной и внутренней шлифовкой
- Фартук представляет собой полностью закрытую систему масляной ванны с рычажным расположением или с автоматической подачей
- Растачивание передней бабки выполняется на расточном станке WMW, оснащенном проверенным закаленный и отшлифованный шпиндель из легированной стали
- Станина изготовлена из 25 класса Чугун 180 BHN, закаленный , тщательно проверен с помощью микроуровня, твердомера и линейки
- ЦВЕТ ВАРИАНТ: изумрудно-зеленый / сине-белый (двухцветный)
- Руководство по эксплуатации согласно Indian Stranded Is-1878 (часть 1) 1971
| Описание | 4 ФУТА | 6 ФУТОВ |
| Тип кровати | 2 В и 2 плоских | 2 В и 2 плоских |
| Длина кровати | 1350 мм | 1800 мм |
| Ширина кровати | 240 мм | 240 мм |
| Длина зазора | 100 мм | 100 мм |
| Длина зазора перед лицевой панелью | 110 мм | 110 мм |
| Высота центра | 165 мм | 165 мм |
| Качели над кроватью | 330 мм | 330 мм |
| ПОВОРОТНАЯ ПОПЕРЕЧНАЯ НАПРАВЛЯЮЩАЯ | 170 мм | 170 мм |
| Поворотный зазор | 500 мм | 500 мм |
| Допуск между центром | 700 мм | 1000 мм |
| Движение поперечных салазок | 300 мм | 300 мм |
| Движение составного слайда | 100 мм | 100 мм |
| Нос шпинделя | 60 мм | 60 мм |
| Коническое отверстие во втулке шпинделя | МТ – 3 | МТ – 3 |
| Отверстие шпинделя | 40 мм | 40 мм |
| ЗАДНЯЯ БАБКА Quil Dia | 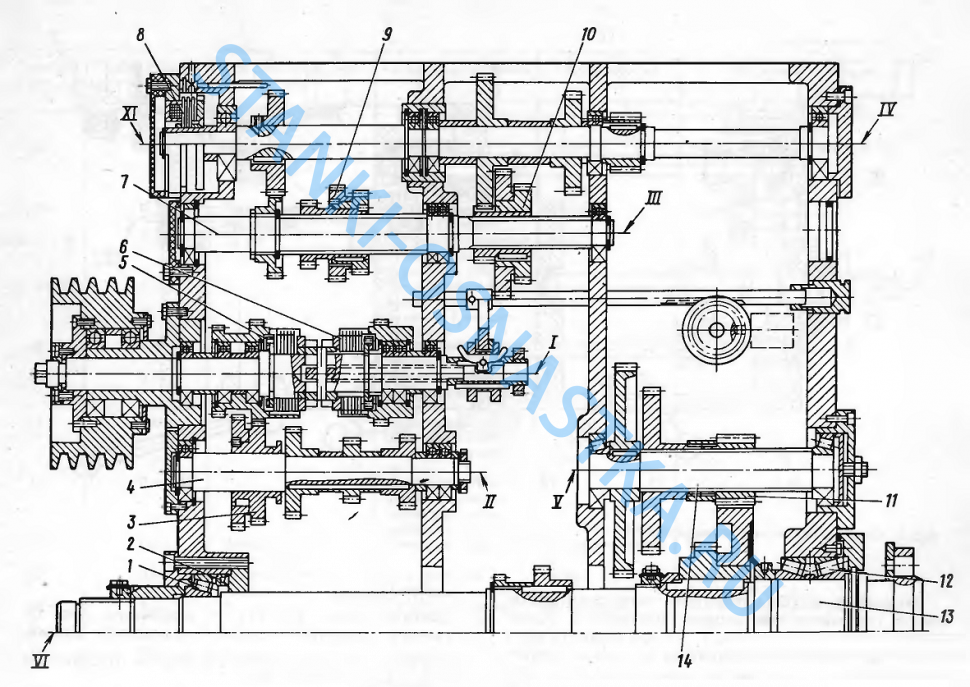 5 MM"}»> 41,5 мм 5 MM"}»> 41,5 мм | 41,5 мм |
| Конус в пиноли | МТ – 3 | МТ – 3 |
| Перо для путешествий | 150 мм | 150 мм |
| Число оборотов шпинделя | 8 | 8 |
| Об/мин (низкая/высокая) Двигатель 1440 об/мин | 20-740 | 20-740 |
| Об/мин (низкая/высокая) Двигатель 750 об/мин | 10-370 | 10-370 |
| Метрическая резьба |  5 TO 7.5 MM )"}»> 20 (от 0,5 до 7,5 мм) 5 TO 7.5 MM )"}»> 20 (от 0,5 до 7,5 мм) | 20 (от 0,5 до 7,5 мм) |
| Английская резьба | 36 (от 4 до 60 шагов на дюйм) | 36 (от 4 до 60 шагов на дюйм) |
| Ходовой винт | 25 мм x 4 входа на дюйм | 25 мм x 4 входа на дюйм |
| Мощность двигателя | 1 л. с. с. | 1 л.с. |
| Клиновой ремень | Б-40 | Б-40 |
| вес (прибл.) | 600 кг | 800 кг |
| Занимаемая площадь | 1500 х 540 х 1200 | 2100 х 540 х 1200 |
| КОРОБКА ПЕРЕДАЧ НОРТОН | ДА | ДА |
| Цена | 85500 рупий/- | 107500 рупий/- |
Инновации с целью
Качество:
Качество наших токарных станков поддерживается благодаря нашей пошаговое изготовление процесс.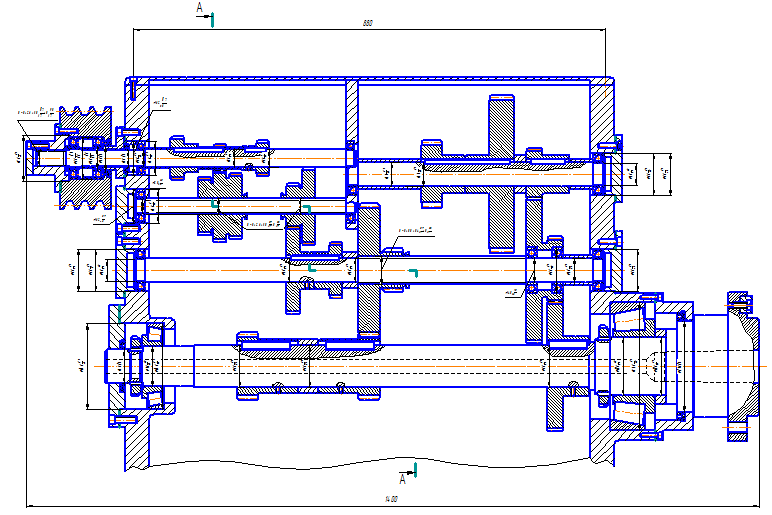 Согласно нашему производственному процессу, производительность и точность токарного станка для резки металла лучше, чем у других производителей промышленных токарных станков.
Согласно нашему производственному процессу, производительность и точность токарного станка для резки металла лучше, чем у других производителей промышленных токарных станков.
Наш токарный станок изготовлен в соответствии с Индийским стандартом , испытание с помощью таких инструментов, как
- Поверочная линейка:
Линейка — это инструмент с кривыми или прямыми кромками произвольной формы, используемый для записи прямых линий. Поверочные линейки используются в автомобильной и обрабатывающей промышленности для проверки плоскостность обработанных сопрягаемых поверхностей и вогнутых и выпуклых.
В некоторых случаях истинная прямолинейность может быть проверена с помощью лазерного линейного уровня в качестве оптической линейки: он может осветить точную прямую линию на плоской поверхности, такой как край доски или полки. Это влияет на производственный график, график, экономию времени и повышение качества нашей продукции.
- Спиртовой уровень Точность:
Как правило, 9Инженерный спиртовой уровень 0008 используется для выравнивания станков, хотя его можно использовать для выравнивания больших заготовок на таких станках, как строгальные станки. Спиртовые уровни также используются плотниками и каменщиками при строительстве зданий.
Прецизионный уровень используется для проверки установки прецизионных станков по двум осям. Токарный станок изготавливается с основанием в горизонтальной плоскости. Небольшие фрезерные станки часто грубо выровнены, а большие фрезы установлены ровно. Периодически проверьте уровень, чтобы обеспечить заданную точность токарного станка, используя спиртовой уровень с точностью 0,05 мм/метр. Согласно таблице испытаний IS машина должна быть точно выровнена до 0,02 мм на метр.
- Твердомер Шкала BHN:
Измерения твердости определяют сопротивление материала пластической деформации. Испытания на твердость составляют большинство процессов, используемых для определения твердости материала, и могут быть разделены на два класса: испытания на макроиндентирование и микроиндентирование. Он используется для проверки твердости кровати. Твердость станины каждого нашего токарного станка составляет 400 BHN согласно тесту IS.
Испытания на твердость составляют большинство процессов, используемых для определения твердости материала, и могут быть разделены на два класса: испытания на макроиндентирование и микроиндентирование. Он используется для проверки твердости кровати. Твердость станины каждого нашего токарного станка составляет 400 BHN согласно тесту IS.
Основные преимущества теста на твердость заключаются в том, что можно получить чрезвычайно точные показания, а для всех типов металлов и обработки поверхности используется только один тип индентора.
- Тахометр RPM MPM:
Тахометр RPM Meter — это прибор, измеряющий скорость вращения вала или диска, как в токарном станке, сверлильном станке, фрезерном станке и другом оборудовании. Тахометр привык к точно измерить об/мин шпинделя (скорость) токарных станков. Просто прикрепите светоотражающую наклейку к вращающейся части и направьте красный лазерный луч на метку с безопасного расстояния.
- Измеритель уровня звука в децибелах:
В соответствии с тестом на искробезопасность звук головки токарного станка измеряется децибеллометром и должен составлять до от 85 до 90 дБ. В каждом токарном станке он должен быть 85 дБ, а уровень шума каждого нашего токарного станка не превышает 85 дБ.
- Микрометры с циферблатным индикатором:
Микрометры с циферблатным индикатором используются для точного измерения компонентов , которые выполняются на токарном станке. Он также используется для измерения видимого диаметра небесных тел или микроскопических объектов.
- Специальный тестер резьбы:
С помощью тестера резьбы мы можем проверить точность шага . На одном конце тестера прикреплен циферблатный индикатор, а на другом конце прикреплена точка, которая измеряет резьбу.
- Крутящий момент шпинделя:
Простейшая форма динамометрического ключа состоит из длинного плеча рычага между рукояткой и головкой ключа, сделанного из материала, который упруго изгибается в ответ на приложенный крутящий момент. Механический индикатор подключается к головке токарного станка. Который измеряет крутящий момент шпинделя станка.
Механический индикатор подключается к головке токарного станка. Который измеряет крутящий момент шпинделя станка.
- Амперметр:
Используется для измерения тока в цепи, чтобы разомкнуть цепь и вставить «амперметр» в соответствии со схемой, так что все электроны, протекающие по цепи, также должны пройти через метр. Когда амперметр включен последовательно с цепью, он в идеале не падает напряжение , так как ток проходит через главный двигатель токарного станка.
Токарный станок Banka — лучший производитель токарных станков, сверл, мини-токарных станков и фрезерных станков премиум-класса в Индии. Наше будущее зависит от самоотверженности людей, чтобы стать одним из ведущих благотворительных производителей всех зубчатых токарных станков во всем мире.
Требования к качеству прецизионных токарных станков являются обязательными во всех аспектах производства компонентов. Для предоставления консолидированных результатов пользователям требуется ряд знаний в области обработки, технологий и приложений. Инновационные решения и подходы обеспечивают преимущество для технологических достижений и необходимого темпа в завтрашнем мире. Токарные станки подготовлены опытными техническими инженерами.
Инновационные решения и подходы обеспечивают преимущество для технологических достижений и необходимого темпа в завтрашнем мире. Токарные станки подготовлены опытными техническими инженерами.
Система изготовления:
Мы используем программное обеспечение для создания дизайнов, выкроек и рисунков, в соответствии с которым мы передаем работу на аутсорсинг. Мы не производим какие-либо детали на нашем этаже, потому что это нарушает наш производственный график и тратит наше время. Мы собрали все сборочные детали и подсборочные детали на нашем этаже, если есть какие-либо отклонения в каких-либо частях, которые мы никогда не идем на компромисс в отношении качества.
На следующем этапе, когда вся сборка и все подузлы будут собраны, наш отдел контроля качества проверит то же самое, кто опытный и квалифицированный с многолетним опытом. Группа контроля качества строго проверяет все детали с учетом их материала, допусков и ссылок в соответствии с чертежами и отчетами об инспекциях.
Мы используем материал с отливкой класса 20MnCr5 или SAE 8620 в зубчатом колесе, стопорной гайке, шпинделе, который прошел через процесс закалки в шахтной газовой печи науглероживания с ПИД-контроллером. Передняя бабка станка расточена в WMW Расточной станок и станина также прошли огневую закалку процесс до 400 BHN. Планировочный станок WMW используется для черновой обработки станины станка, после чего он переходит к чистовой обработке. На следующем этапе станина пройдет процесс шлифования на плоскошлифовальном станке METISAN USA.
График технического обслуживания:
Наши сервисные инженеры работают непрерывно в соответствии с запланированным графиком установки и обслуживания ваших токарных станков. Основным принципом графика технического обслуживания является своевременное обслуживание клиентов и снижение количества поломок. Мы предоставляем услуги в соответствии с вашими использование и критичность вашего токарного станка. Клиент может получить преимущества бесплатного обслуживания и меньшего времени.
Клиент может получить преимущества бесплатного обслуживания и меньшего времени.
Наш многолетний опыт работы со станками и тысячами станков позволяет нашим высококвалифицированным и опытным сервисным инженерам быть всегда готовыми оказать услуги своим клиентам в любое время.
Позвольте нам обслуживать больше
| № | Изображения | Принадлежности | Описание |
| 1 | Быстросменный инструмент Post | Смена инструмента осуществляется за считанные секунды и делает возможным ряд дополнительных операций с помощью предварительно настроенных инструментов и специальных принадлежностей. Гарантированная точность позиционирования инструмента в пределах 0,02 мм.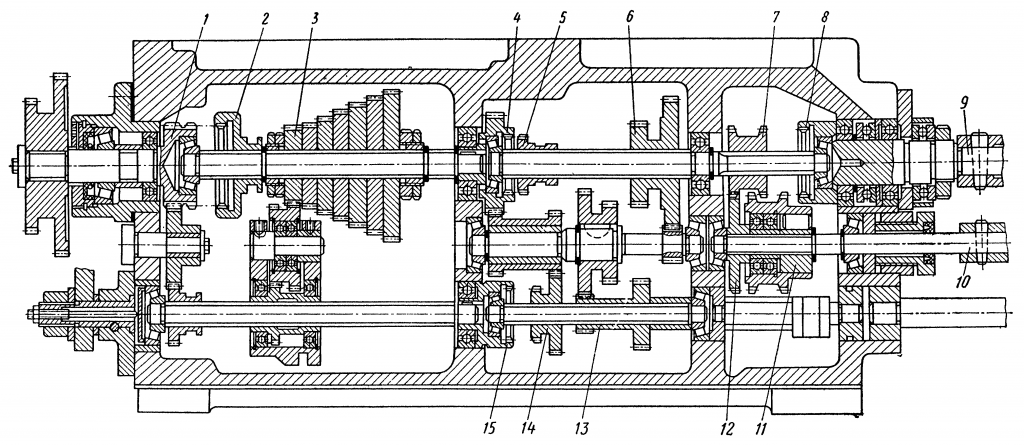 | |
| 2 | Центр Адаптер | Используется для удержания мертвой точки SS во время поворота между центрами. | |
| 3 | Мертвая точка | Используйте при повороте задания между центрами. | |
| 4 | Переключение передач | Оператору приходится часто переключать передачи при нарезании резьбы в соответствии с таблицей резьбы. | |
| 5 | Клиновой ремень | Используется для привода шкива двигателя и главного шкива. | |
| 6 | Набор шестигранных ключей | Полезные инструменты при необходимости обслуживания. | |
| 7 | Набор гаечных ключей с масленкой | Инструменты, используемые для обслуживания и эксплуатации машины. | |
| 8 | Виброотбойник | Изготовлен из резины и установлен на основании станка.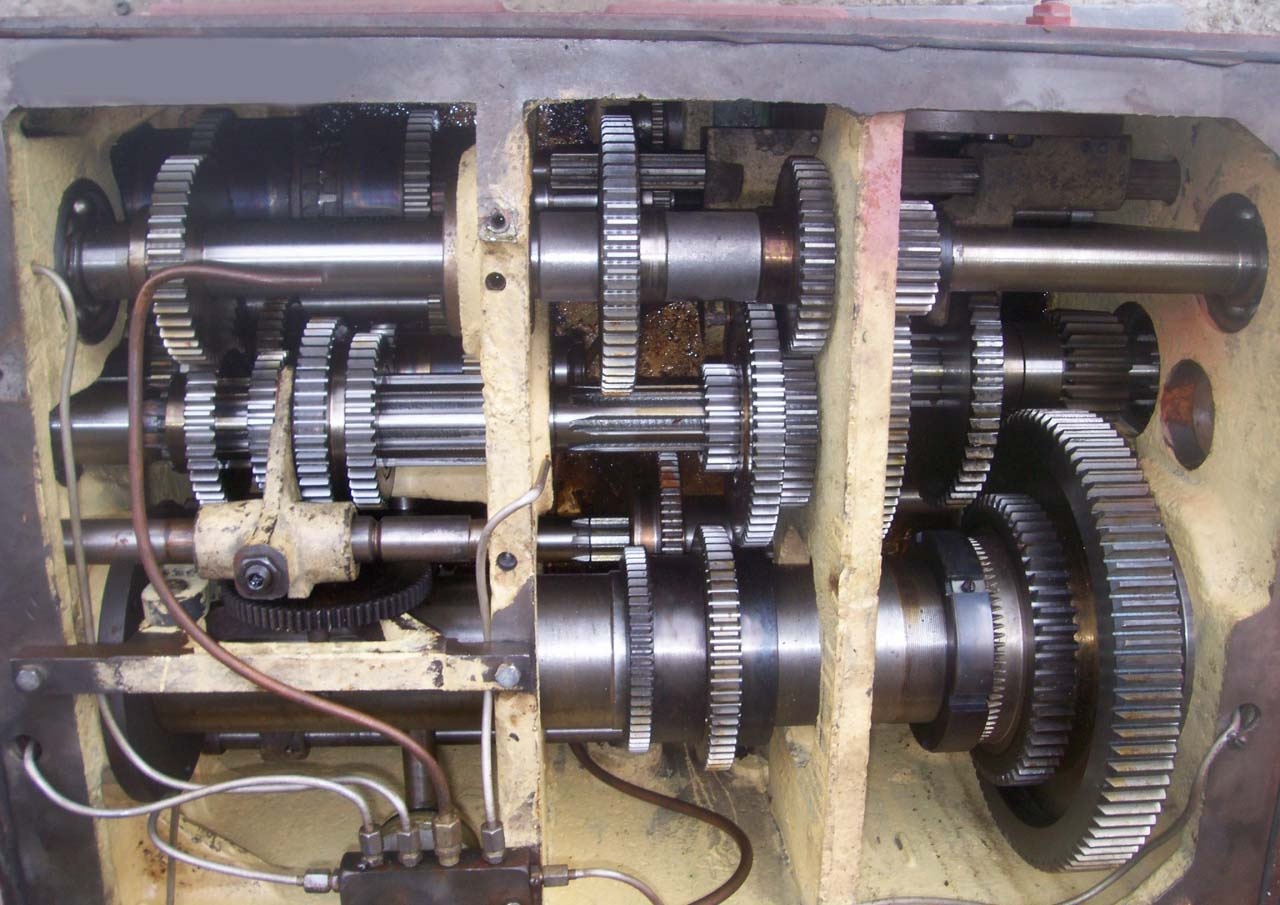 Используется для защиты от вибрации, когда станок находится в рабочем режиме, и увеличивает режущую способность станка. Используется для защиты от вибрации, когда станок находится в рабочем режиме, и увеличивает режущую способность станка. | |
| 9 | Фундаментный болт | Используется для сцепления машины в самостоятельном положении во время эксплуатации и технического обслуживания. | |
| 10 | Руководство по эксплуатации | В этой книге представлены все детали, такие как установка, техническое обслуживание, обучение и запасные части. | |
| 11 | L Хомут | Пригодится в качестве опоры для ног. | |
| 12 | Цветная кисть | Инструмент для покраски машины или любой другой инструмент для ремонта деталей, поврежденных при транспортировке. | |
| 13 | Промышленный фартук | Надевайте фартук для обеспечения безопасности и храните в нем мелкие инструменты во время работы на машинах. | |
| 14 | Масляная воронка | Инструмент для заливки и фильтрации масла, необходимого для машины. | |
| 15 | Защитные очки | Для защиты глаз при работе с механизмами. | |
| 16 | Ремень для строп | Для безопасности машин при погрузке и разгрузке машины. | |
| 17 | Сумка для инструментов | Чтобы сохранить все маленькие и большие инструменты, необходимые для работы машины. | |
| 18 | Машинная лампа | Улучшите обзор оператора. Подходит для каретки, перемещается, параллельно с кареткой, необходим при рассверливании. | |
| 19 | Стопор каретки, 4 направления [2 кг] Стопор каретки, 4 направления [3 кг] | – Линейный стопор — Останавливает вагон на 3 вокзале |
Мы здесь, чтобы помочь вам
В1: Сколько типов токарных станков доступно?
A: Доступны в основном 2 типа токарных станков.
– Токарный станок с конусным шкивом
– Токарный станок со всеми зубчатыми колесами
Q2: Каков будет гарантийный срок этого токарного станка?
О: Мы предоставляем 3 года гарантии на нашу продукцию. Если в вашей машине повреждены какие-либо детали, мы также предоставляем бесплатное обслуживание запчастей в течение гарантийного срока самой быстрой курьерской службой.
В3: Какие принадлежности следует приобрести для этого токарного станка?
A: Как мы предлагаем, какие аксессуары необходимы в токарном станке.
- Электродвигатель ISI
- Настоящий патрон
- Патрон для собак
- Пластина патрона
- Люнет
- Следовать за остальными
- Насос охлаждающей жидкости
- Вращающийся центр
Q4: Вы принимаете внутренние аккредитивы?
О: Да, примите местный аккредитив на на 60 дней в кредит.