Коррозия питтинговая фото: Питтинг – суть процесса, методы борьбы с питтинговой коррозией стали
Содержание
Питтинговая коррозия металлов — причины и этапы образования
Многие считают, что любой металл можно защитить с помощью специального оксидного покрытия, которое будет препятствовать возникновению коррозии. Однако существует особый тип коррозии под названием питтинг, который затрагивает металлы с защитным покрытием. В большинстве случаев питтинговая коррозия затрагивает лишь верхний оксидный слой металла, а вглубь проникает достаточно медленно.
Но как именно возникает питтинг-ржавчина? Правда ли то, что существует коррозия нержавеющих сталей? Ниже мы узнаем ответы на эти вопросы.
Содержание
- 1 Что такое питтинговая коррозия?
- 1.1 Причины
- 1.1.1 Механическая деформация
- 1.1.2 Неоднородность структуры
- 1.1.3 Высокая шероховатость поверхности
- 1.1.4 Агрессивные среды
- 1.1 Причины
- 2 Этапы образования питтинговой коррозии
- 3 Классификация питтинговой коррозии
- 4 Защита металлических объектов
- 5 Заключение
Что такое питтинговая коррозия?
Питтинговая коррозия — такая разновидность, при которой на поверхности металла образуются так называемые питтинги.
Подобная коррозия затрагивает железные сплавы, медные, алюминиевые, на основе хрома и так далее. Питтинговая коррозия возможна даже на нержавеющей стали.
Питтинг обычно затрагивает различные металлоконструкции, которые контактируют с соленой водой (обычно это различные прибрежные участки). Связано это с тем, что для запуска реакции питтинга нужен избыток так называемых ионов-активаторов, которые будут вытеснять кислород из оксидной защитной пленки — а подобные вещества в обильных количествах содержатся именно в воде.
Обратите внимание, что сперва питтинг обычно затрагивает внешние слои оксидной пленки металла, однако по мере распространения ржавчины он может захватывать весь металл целиком. Питтинговая коррозия нержавеющих сталей возникает обычно в случае комбинации сразу нескольких факторов.
Причины
Основные причины появления питтинг-коррозии:
Механическая деформация
Это может быть вмятина, царапина, растрескивание в области удара и прочее. Этот фактор является ключевым, поскольку на многих металлических сплавах на поверхности есть достаточно тонкий защитный слой, который предотвращает коррозию. Соответственно при повреждении этого слоя металл становится беззащитным перед ржавчиной.
Этот фактор является ключевым, поскольку на многих металлических сплавах на поверхности есть достаточно тонкий защитный слой, который предотвращает коррозию. Соответственно при повреждении этого слоя металл становится беззащитным перед ржавчиной.
Неоднородность структуры
Этот фактор тоже является очень важным, поскольку неоднородности часто создают небольшие очаги, где со временем заводится ржавчина. Неопытному инженеру может показаться, что этот фактор опасен только для низкокачественного металла и стали, однако это не совсем так.
Действительно, низкокачественные сплавы имеют неоднородную структуру и ржавеют значительно чаще, однако неоднородная структура может появиться также у обработанных деталей, на которые забыли нанести защитное покрытие. Простой пример: при сверлении отверстия была нарушена целостность внешней антикоррозийной пленки — это привело к появлению ржавчины.
Высокая шероховатость поверхности
Если поверхность какого-либо объект является очень шероховатой, то в таком случае на ней вряд ли сможет удержаться антикоррозийное покрытие. Поэтому появление на такой поверхности ржавчины — лишь дело времени.
Поэтому появление на такой поверхности ржавчины — лишь дело времени.
Также обратите внимание, что здесь действует одно простое правило — чем более шероховатая поверхность будет у металла, тем скорее она начнет покрываться питтинг-коррозией. Однородный гладкий металл обладает большой устойчивостью к коррозии.
Агрессивные среды
Контакт с агрессивными средами (кислоты, вода с большим содержанием солей, щелочи и так далее). Агрессивные среды также могут повреждать внешний антикоррозийный слой, что со временем приведет к образованию питтинга.
Обратите внимание, что разные вещества влияют на металл по-разному — если морская вода при краткосрочном контакте не наносит каких-либо повреждений, то при контакте с сильными кислотами повреждение стали может возникнуть моментально. Поэтому нужно соблюдать правила хранения и обработки металлов.
Этапы образования питтинговой коррозии
Главной опасностью питтинг-коррозии является быстрое распространение. Дело все в том, что по мере образования ржавчины разрушается внешний защитный слой, поэтому питтинг-коррозию не удается локализовать на каком-либо участке.
Даже самый маленький питтинг-фрагмент растет и увеличивается в размерах, а при отсутствии своевременной обработки коррозия очень быстро захватывает весь металл целиком, что делает его бесполезным и даже опасным (скажем, когда речь идет о навесной металлической конструкции).
Питтинговая коррозия по металлу распространяется в несколько этапов:
- Питтинг возникает в местах с поврежденным антикоррозийным покрытием (царапины, трещины, вмятины и так далее), а также в случае неоднородной структуры металла. Еще одна локализация — это обработанный металл, на который по какой-либо причине не нанесли защитное покрытие.
- На химическом уровне питтинг происходит следующим образом: ионы-активаторы под действием электрохимических сил вытесняют кислород из оксидной пленки, которой покрыт металлический лист или изделие. Это приводит к постепенному разрушению внешнего слоя металла с образованием характерных язв и пятен коричневато-рыжего цвета.
- По мере разрушения оксидной пленки ржавчина захватывает все новые участки поверхности металлического объекта, что приводит к ухудшению его физических свойств (теряется плотность, твердость, прочность и так далее).
 Реакция окисления идет по электрохимическому сценарию за счет вытеснения кислорода из оксидной пленки.
Реакция окисления идет по электрохимическому сценарию за счет вытеснения кислорода из оксидной пленки. - После полного уничтожения оксидной пленки питтинг начинает проникать вглубь металлического сплава — наступает так называемый диффузный этап. Скорость протекания диффузного питтинга достаточно низкая, а полное ржавление может занять большое количество времени.
Обратите внимание, что иногда может происходить самопроизвольная пассивация металла, что приводит к замедлению образования ржавчины. На практике подобный сценарий встречается достаточно редко, хотя подобные случаи и встречаются. Обратите внимание, что в случае перехода питтинга на диффузный этап пассивация невозможна по физическим причинам.
Классификация питтинговой коррозии
Существует несколько видов питтинга:
- Поверхностный. При таком сценарии ржавчина затрагивает исключительно верхнюю поверхность металла. Распространяется она в виде небольших тонких линий диаметром 1-3 мм. Поверхностная ржавчина на начальном этапе обычно захватывает углы, однако со временем она начинает распространяется в горизонтальном направлении по всей поверхности металлического элемента.

- Открытый. При таком сценарии ржавчина распространяется в виде частых крупных точек, диаметр которых составляет 2-5 мм. На поверхности сперва образуется несколько точек, которые располагаются далеко друг от друга. Со временем количество точек пропорционально растет и они захватывают всею поверхность металлического объекта.
- Закрытый. При таком сценарии питтинг захватывает сперва внутреннюю поверхность металлической пленки. Распространение коррозии обычно идет в виде коротких линий или широких окружностей среднего диаметра (5-15 мм). Данный сценарий встречается достаточно редко. Он является самым губительным и опасным в связи со сложностью его своевременного обнаружения. Такая коррозия проявляется на поверхности только на позднем этапе роста ржавчины, когда спасти металл уже невозможно.
Защита металлических объектов
Главным способом защиты нержавеющей стали и металла от питтинг-коррозии является пассивация. Для обработки обычно используется специальный раствор на основании азотной и лимонной кислот. При необходимости кислотный раствор для пассивации может усиливаться различными вспомогательными добавками. Некоторые инженеры добавляют в раствор ферроцианид калия в концентрации 2-3%.
При необходимости кислотный раствор для пассивации может усиливаться различными вспомогательными добавками. Некоторые инженеры добавляют в раствор ферроцианид калия в концентрации 2-3%.
Цель пассивации — это замедление коррозии вплоть до полного прекращения образования новой ржавчины. Пассивирующий кислотный раствор в данном случае выполняет роль новой защитной пленки, которая образуется на поверхности во время пассивации.
Помимо пассивации могут применяться другие вспомогательные меры защиты:
- Заделывание трещин и дефектов. Одной из главных причин появления ржавчины является нарушение целостности оксидной пленки в результате внешних дефектов. Если такие повреждения вовремя заделывать, то ржавчина не успеет образоваться.
- Удаление неровностей и шероховатостей. Ржавчина часто появляется на неровных поверхностях. Зачистка поверхности металла будет надежно защищать деталь.
- Нанесение хромированного покрытия. Некоторые стали можно защитить с помощью нанесения дополнительного покрытия на основе хрома.
 Этот элемент препятствует образованию ржавчины.
Этот элемент препятствует образованию ржавчины.
Заключение
Питтингом называют особую форму ржавчины, которая захватывает защитный оксидный слой металла. В большинстве случаев ржавчина распространяется в виде небольших точек и длинных полос. На позднем этапе могут образовываться большие пятна неровной формы и длинные полосы-язвы.
Главные причины образования питтинга — механические дефекты, химические повреждения, наличие неровностей и так далее. В зависимости от характера ржавчины различают несколько видов питтинга — открытый, закрытый, поверхностный и так далее. Основным методом защиты металла от питтинга является пассивация, а также своевременная обработка локальных дефектов.
Список используемой литературы:
- Руководство для подготовки инспекторов по визуальному и измерительному контролю качества окрасочных работ» / Гл. ред. Пирогов В.Д.. — Екатеринбург: ИД «Оригами», 2009.
- Акимов Г. В., Основы учения о коррозии и защите металлов, М
- Томашов Н.
 Д., Теория коррозии и защиты металлов, М
Д., Теория коррозии и защиты металлов, М - Батраков В. П., Теоретические основы коррозии и защиты металлов в агрессивных средах, в сборнике: Коррозия и защита металлов, М., 1962
- http://www.xumuk.ru/encyklopedia/2/3373.html
Питтинговая коррозия нержавеющей стали в нефтехимии
Внешнее проявление питтинговой коррозии
Существуют различные формы разрушения металлов. Точечная коррозия или питтинг – одна из этих форм, представляющая собой местные (локальные) дефекты на поверхности металла. Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Питтинг довольно опасен для металла, несмотря на маленькие размеры его проявлений. Остальная поверхность продолжает оставаться в нормальном внешнем состоянии, и только в некоторых местах появляются белые или рыжеватые мелкие точки, язвочки, небольшие полоски. Их облик обманчив, и глубина обычно оказывается значительной, при этом пользователь редко обращает на них внимание на ранней стадии развития.
Причины, инициирующие питтинг
Часто предпосылкой для появления точечной коррозии становится нарушение технологии производства металла. Например, при несоблюдении правил отливки в стали появляются микропримеси, включения, изменяющие нормальную структуру. Некачественный металл может быть слишком пористым либо в нем появляется остаточная окалина – это тоже способствует возникновению питтинга.
Также питтинг возникает при эксплуатации стали, иных металлов в агрессивной среде: растворах, содержащих окислители и активирующие анионы (соляная, азотная кислоты, морская вода, хлористые соединения).
Прочие причины образования точечной коррозии таковы:
- механическое воздействие, приводящее к появлению сколов, царапин и вызывающее повреждение внешней защитной пленки,
- излишнее внутреннее напряжение металла,
- эксплуатация изделия при высоких температурах.

На шероховатой нержавейке точечная коррозия появится с большей вероятностью, чем на гладкой, отполированной, поэтому неровная текстура поверхности тоже считается фактором риска.
Особенности и схема развития питтинговой коррозии
Питтинг отличается высокой скоростью протекания. Если вовремя не избавиться от мелких дефектов, изделие может проржаветь насквозь. Чем выше температура в месте нахождения металла, тем быстрее будет идти его ржавление.
Питтинговая коррозия развивается в три этапа:
- Первый этап – зарождение. Обычно случается в зонах с нарушенной защитой, где пассивная пленка на поверхности металла была разорвана, либо там, где имеет место неоднородность материала. После вытеснения кислорода ионами-активаторами оксидный слой разрушается.
- Второй – рост питтинга. Он подчиняется законам электрохимических реакций. Вследствие растворения оксидной пленки усиливается анодный процесс в месте точечной коррозии, при этом нормальная поверхность становится катодом.
- Третий – диффузное расширение. На этой стадии элемент коррозии продвигается вглубь, рядом могут формироваться новые точки ржавчины.
В некоторых случаях питтинг останавливается в развитии на второй стадии и переходит на этап репассивации. Это случается при сдвиге реакции в сторону пассивации, например, при изменении кислотности среды. Если точечная коррозия перетекла на стадию диффузного роста, она не уже может войти в репассивацию.
Точечная или питтинговая коррозия
Такое повреждение металла носит точечный характер. Оно вызывается гальваническими процессами, начинающимися при недостатке кислорода в некоторых точках изделия. Такие зоны приобретают отрицательный потенциал. Зоны с избытком кислорода приобретаются положительный потенциал. Так возникает анодно-катодная гальваническая пара, и протекающий ток вызывает окисление металла. Процесс распространяется в глубину изделия и приводит через некоторое время к образованию сквозных отверстий. Такому поражению подвержены различные емкости и трубопроводы.
Форма питтингов
По фото можно увидеть, что некоторые элементы имеют правильную форму, другие неправильные по внешнему виду. Точная форма зависит от пустот в кристаллической решетке, которые сформировались во время зарождения питтинга. Обычно на простой (углеродистой), низколегированной стали и нержавейке образуются неправильные точечные коррозии, а на алюминии, различных сплавах – правильные. Кроме того, классификация питтингов по форме выглядит так:
- полусферические, с блестящим, полированным дном,
- полиэдрические,
- ограненные, в том числе, соединяющиеся между собой,
- в виде сложных многогранников,
- пирамидальные,
- призматические.
Полированные (полусферические) элементы нередко находятся на алюминии, тантале и титане, а также на кобальтовых, никелевых сплавах.
Классификация питтинга
Точечная коррозия классифицируется не только по форме, но и по иным признакам: размеру, специфике своего развития.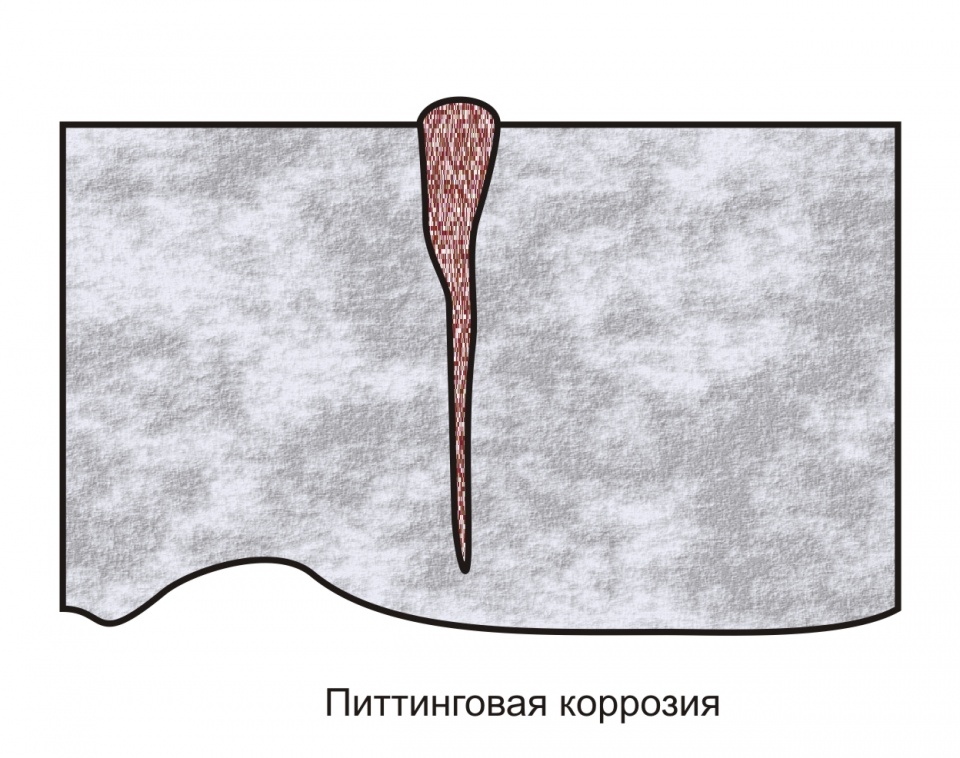
По размерам
В зависимости от точного состава металла, окружающих условий (температуры, кислотности) размеры питтинговой коррозии могут быть разными:
- микроскопические (микропиттинг) – менее 0,1 мм,
- обычные (питтинг) – 0,1-1 мм,
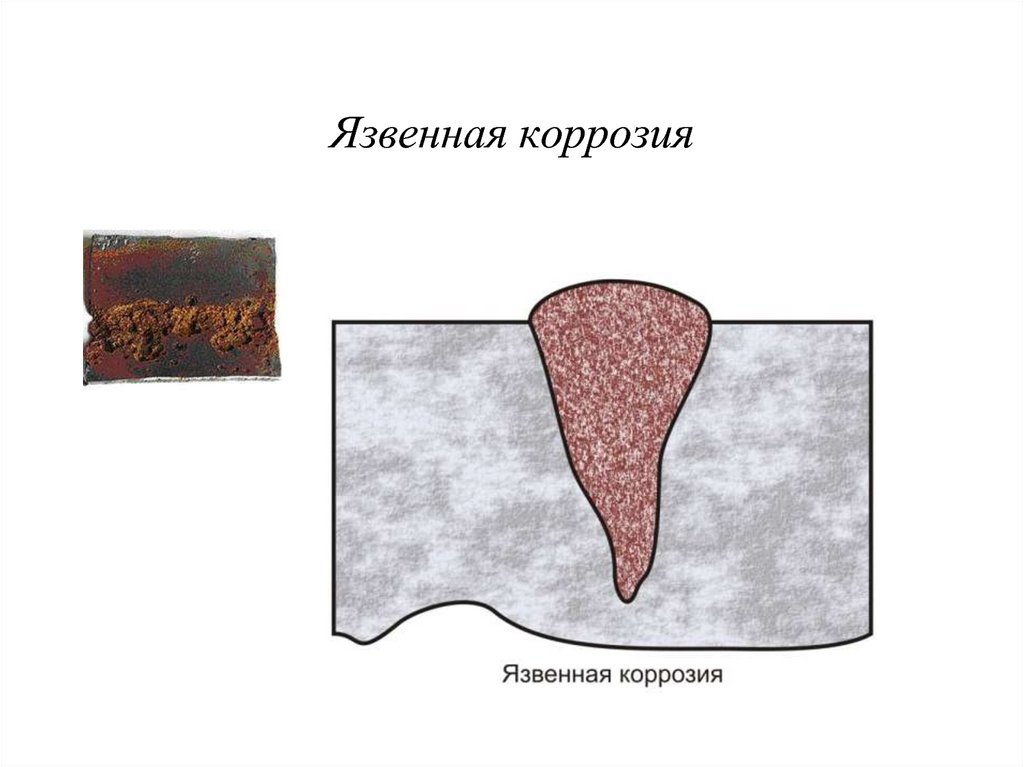
- значительные (язва) – более 1 мм.
По специфике развития
Питтинг бывает поверхностным, открытым и закрытым. Поверхностные элементы коррозии интенсивно развиваются по горизонтали, не захватывая более глубокие структуры металла. Они вызывают появление хорошо заметных выбоин малой глубины. Открытая точечная коррозия видна невооруженным глазом либо при небольшом размере при увеличении стандартным оптическим оборудованием. Этот тип ржавления нередко переходит в сплошной, если на поверхности стали появляться много питтингов.
Закрытая коррозия считается самой опасной в плане дальнейшей сохранности металлических изделий. Рассмотреть ее без приборов невозможно, поэтому элементы увеличиваются вглубь металла, оставаясь незамеченными в течение длительного времени. Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Разновидности питтинговой коррозии
Вид питтинговой коррозии варьируется в зависимости от окружающих условий, главным образом от температуры, кислотности, химического состава веществ. Под действием этих факторов меняется форма, размер питтингов и их расположение. Так, согласно размеру выделяют точечное разрушение:
- микроскопическое – размер точек менее 0,1 мм;
- обычное – диаметр питтингов варьируется от 0,1 до 1 мм;
- язвенное, когда образования превышают 1 мм в диаметре.
В зависимости от расположения питтинговая коррозия может быть открытого или закрытого типа. В первом случае обнаружить следы разрушения практически невозможно – необходимо применение специальных приборов. Этот вид коррозии очень часто ведет к появлению пробоев.
Открытое ржавление заметно невооруженным взглядом. Нередко питтинги сливаются в единое образование. При этом разрушение материала происходит не вглубь, а в ширину, из-за чего возникают большие по площади дефекты.
Нередко питтинги сливаются в единое образование. При этом разрушение материала происходит не вглубь, а в ширину, из-за чего возникают большие по площади дефекты.
Способы защиты от питтинга
Существует ряд современных методов предотвращения коррозии, и многие из них применяются уже на стадии производства авто. Тем не менее, старые машины вследствие долгой эксплуатации, постоянного контакта с агрессивными реагентами подвержены ржавлению. Питтинг нередко возникает на различных деталях автомобиля: подшипниках, зубьях шестерен, а точки ржавчины на кузове и вовсе считаются распространенным явлением.
Точечная коррозия зачастую выявляется и на бытовых предметах, в том числе из нержавеющей стали. Для защиты металла можно применять механические и химические методики, некоторые из них подходят для самостоятельного использования.
Механический способ
Данный метод включает советы по удалению уже имеющейся ржавчины при помощи шлифования, лазерной обработки, а также механическое нанесение барьерных покрытий (в том числе лакокрасочных). Выбор вида покрытия зависит от типа металла и условий его эксплуатации. Обычно используется техника цинкования или никелирования, но в промышленных условиях также практикуется хромирование, покрытие медью, серебром, алюминием, оловом, кадмием. Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
Выбор вида покрытия зависит от типа металла и условий его эксплуатации. Обычно используется техника цинкования или никелирования, но в промышленных условиях также практикуется хромирование, покрытие медью, серебром, алюминием, оловом, кадмием. Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
В продаже есть наборы для самостоятельного проведения цинкования металла. Вначале производят очистку детали от уже имеющейся ржавчины путем обработки преобразователями. Через полчаса средства смывают, изделие чистят, полируют, наносят слой специального раствора и подключают электрод с цинковым наконечником. По истечении определенного времени на поверхности металла будет создана тонкая цинковая пленка, которая не позволит ржавчине и дальше разрушать материал.
Химический способ
Основным химическим методом избавления от коррозии является ликвидация замкнутой системы растворами щелочей, сульфатов, хроматов. Принцип действия заключается в уменьшении кислотности и сдвиге реакции в сторону щелочной, в которой процессы коррозии останавливаются. Важно только контролировать выделение водорода, поскольку этот элемент сам по себе увеличивает риск появления питтингов.
Принцип действия заключается в уменьшении кислотности и сдвиге реакции в сторону щелочной, в которой процессы коррозии останавливаются. Важно только контролировать выделение водорода, поскольку этот элемент сам по себе увеличивает риск появления питтингов.
К сожалению, в быту полностью устранить опасность развития точечной коррозии невозможно. Есть шанс лишь ослабить влияние факторов риска. Лучше сразу правильно эксплуатировать изделие, не допускать повышения кислотности среды, чем можно продлить срок его службы на несколько лет.
О новейших методах изучения процессов питтинговой коррозии
Библиографическое описание:
Замалетдинов, И. И. О новейших методах изучения процессов питтинговой коррозии / И. И. Замалетдинов, Е. А. Колобова. — Текст : непосредственный // Техника. Технологии. Инженерия. — 2021. — № 1 (3). — С. 36-45. — URL: https://moluch.ru/th/8/archive/46/1655/ (дата обращения: 18.03.2021).
There are summarizes of current methods for studying pitting (PC), including a method of using neural networks, 3D method for studying the morphology during the growth of pitting, finite element method, ellipsometry method, and others. Get useful information to deepen our understanding of the mechanism and kinetics of growth of pitting corrosion.
Get useful information to deepen our understanding of the mechanism and kinetics of growth of pitting corrosion.
Keywords: Pitting corrosion, neural networks, velocity of pitting’s growth
Питтинговая коррозия является опасным видом локального поражения металлов и сплавов, которая, помимо перфорации стенок оболочкового оборудования химических производств, может инициировать процессы коррозионного растрескивания и коррозионной усталости. Поэтому интерес к изучению ПК возрастает в связи с развитием металловедения, с необходимостью создания устойчивых к локальным видам коррозии металлов и сплавов. Прежде чем перейти к новейшим исследованиям в области ПК вкратце охарактеризуем условия возникновения ПК и теоретические представления о ПК, которые базируются на работах научных школ Я. М. Колотыркина [1], И. Л. Розенфельда [2], Н. Д. Томашова [3] и др.
Питтинговая коррозия характерна для пассивирующихся металлов в средах, содержащих в первую очередь галиды (Cl-, Br-, I-) металлов. При достижении критического потенциала питтингообразования на активных центрах поверхности металла адсорбируются агрессивные анионы и при достижении критической концентрации Скр вызывают растворение в виде соли. Схематически процесс можно представить в виде следующих последовательных стадий [4]:
При достижении критического потенциала питтингообразования на активных центрах поверхности металла адсорбируются агрессивные анионы и при достижении критической концентрации Скр вызывают растворение в виде соли. Схематически процесс можно представить в виде следующих последовательных стадий [4]:
Пассивацию металла вызывают молекулы воды, которые к атому металла обращены кислородным концом. Ионы хлора вытесняют молекулы воды с поверхности и образуют с металлом интермедиаты (комплексы), переходящие в раствор. Далее следует быстрая стадия гидролиза с высвобождением хлор-ионов, вступающих в новое поверхностное взаимодействие с атомами металла. Таким образом формируется циклический или автокаталитический путь реакции питтингообразования [4].
В работе [5] изучали ПК на аэрокосмических сплавах (Al-5,6 Zn-2,5 Mg-1,6 Cu) путем использования искусственных нейронных сетей для моделирования процесса. При этом были использованы оптическая профилометрия и функции Вейбулла для характеристики распределения по глубинам и диаметрам питтингов. Авторы использовали временные эмпирические зависимости скорости роста питтингов, полученные ранее исследователями [6,7]:
Авторы использовали временные эмпирические зависимости скорости роста питтингов, полученные ранее исследователями [6,7]:
,(1)
где t — время, d — глубина или диаметр питтинга, К и b — константы, где b принимает значения от 0,3 до 0,5 [6]. Далее применили трехпараметровую Вейбуловскую функцию распределения для определения популяции питтингов по глубине и диаметру:
(2)
где d — глубина питтинга или эквивалентный ей диаметр, α- Вейбуловский параметр формы питтинга, β — параметр масштаба. γ — параметр сдвига (локализации). Методом практической профилометрии установлено, что параметром сдвига можно пренебречь, поэтому выражение (2) авторы [5] упростили:
,(3)
где параметры уравнения такие же, что и в уравнении (2). Вейбуловские параметры глубины и диаметра (обозначенные как αгл, βгл, αдиам, βдиам) были использованы в создании искусственных нейронных сети (ИНС). Входами во все НС были показатели температуры, рН, [Cl-], время экспозиции, в то время как выходами были максимальная глубина питтингов, максимальный диаметр питтинга, αгл, βгл, αдиам, βдиам. Каждый параметр, (т. е. температура, глубина питтинга и т. д.) был нормализован между значениями 0 и 1 перед подачей в ИНС. Поскольку температура и величина рН равномерно распределены по их весам, они были нормализованы в соответствии с линейными правилами. Например, температура была нормализована в соответствии с уравнением
Каждый параметр, (т. е. температура, глубина питтинга и т. д.) был нормализован между значениями 0 и 1 перед подачей в ИНС. Поскольку температура и величина рН равномерно распределены по их весам, они были нормализованы в соответствии с линейными правилами. Например, температура была нормализована в соответствии с уравнением
,(4)
где Тнорм— нормализованная температура, Ti — температура i -ого опыта, Tmin,, Tmax— минимальная и максимальная температура соответственно. Аналогичной нормализации была подвергнута величина рН, а концентрация хлорида, время, глубина и диаметр питтинга были нормализованы по логарифмической зависимости:
.(5)
Нейроносетевое моделирование проводилось с помощью программного обеспечения JMP8. Программное обеспечение позволило выбрать определенный процент данных вначале для тренинга ИНС (67 % было использовано для определения βгл и 90 % для остальных).
Рис. 1. Нейроносетевая структура для всех конечных параметров (вид параметра, α; параметр шкалы, β; максимальная глубина питтинга или диаметр dmax. Число нод (Нn) в промежуточном слое варьируется для каждого параметра. Входные параметры: температура, рН, концентрация Cl-, время, ориентация (продольная и поперечная) зерен после прокатки, смещение. Выходные параметры α, β или dмакс.
Число нод (Нn) в промежуточном слое варьируется для каждого параметра. Входные параметры: температура, рН, концентрация Cl-, время, ориентация (продольная и поперечная) зерен после прокатки, смещение. Выходные параметры α, β или dмакс.
3D — изображение [5], полученное оптической профилометрией представлено на рис. 2.
Рис. 2. Слева: Очерченные круговые контуры групп питтингов для съемки на оптическом профилометре сплава алюминия АА 7075 (время испытаний 720 часов при температуре 60оС в растворе 0,6 М хлорида, рН = 6. Справа: 3D изображение образца после испытания
Каждый питтинг был зафиксирован программой в виде круга, пронумерован, расположение и размеры глубин и диаметров были записаны.
В табл. 1 приведено определенное пользователем число узлов (в скрытом слое), использованное для каждой ИНС.
В циклических условиях возникают напряжения, вызывающие рост трещин из глубоких питтингов. Поэтому измеренная действительная максимальная глубина питтингов была сопоставлена с результатами расчета ИНС. Результаты представлены на рис. 3.
Результаты представлены на рис. 3.
Таблица 1
Число нод искусственной нейронной сети при употреблении входящих параметров
| Параметр | Число нод |
| αглубина питтинга | 10 |
| βглубина питтинга | 10 |
| αдиаметр питтинга | 10 |
| βдиаметр питтинга | 9 |
| Максимальная глубина | 11 |
| Максимальный диаметр | 12 |
Видно, что данные обучения/проверки ИНС со средним квадратичным отклонением R2 = 0,71 хорошо согласуются с результатами опытов со средним квадратичным отклонением R2 = 0,90. При анализе результатов использования ИНС было установлено, что на максимальную глубину питтингов оказывало влияние время испытаний, температура и рН раствора, а концентрация хлорида и ориентация тонкой структуры после прокатки сплава не оказывало существенного влияния. Незначительное влияние концентрации хлорида объяснено достаточным количеством хлорида для роста питтингов, влияние хлорида возможно возникнет в опытах при более низких концентрациях.
Рис. 3. Действительные максимальные глубины питтингов и рассчитанные ИНС максимальные глубины ложатся на одну прямую [5]
Временные уравнения роста питтингов были получены обученной ИНС: кинетика t1/4 была характерна для щелочных сред и для повышенных температур, а кинетика t1/2 была свойственна для кислых сред и для пониженных температур, однако для многих промежуточных значений рН и температур кинетика была t1/3. Показатель степени от 0,3 до 0,5 для большинства сред соответствовал литературным данным [6,7]. Кроме того, выявленные закономерности кинетики роста питтингов в литературе и результаты предсказаний нейронной сети по величинам степени b делают ей доверие, несмотря на интерполяционный ее характер.
В работе [8] проводились анализы электрохимического шума с использованием временной и частотной зависимостей и статистических параметров потенциала и значений тока, полученные на нержавеющей стали AISI 316 в процессе питтинговой коррозии в деаэрированном 0,5 М растворе NaCl и в процессе коррозионного растрескивания под напряжением в кипящем подкисленном растворе NaCl. Визуальные наблюдения и статистические анализы значений спектрального оценивания тока и потенциала, использующего метод максимальной энтропии, дали полезную информацию на установление различия между этими коррозионными процессами и на влияние напряжения на усиление питтинговой коррозии. Результаты хорошо согласовывались с оптическими микроскопическими наблюдениями.
Визуальные наблюдения и статистические анализы значений спектрального оценивания тока и потенциала, использующего метод максимальной энтропии, дали полезную информацию на установление различия между этими коррозионными процессами и на влияние напряжения на усиление питтинговой коррозии. Результаты хорошо согласовывались с оптическими микроскопическими наблюдениями.
Исследователи [9] изучали трехмерную питтинговую коррозию, инициированную на включениях MnS стали А537 при циклических нагрузках. При этом использовали софокусный сканирующий лазерный микроскоп с элементным анализом. Ими установлено, что при циклических механических нагрузках питтинги растут анизотропно, т. е. скорости растворения стенок питтинга и дна различаются. Существенно более высокая скорость роста была обнаружена в перпендикулярном направлении оси нагрузок. Конечный элементный анализ указывает на то, что локальная продольная нагрузка играет важную роль на рост питтинга. Кинетика роста питтинга вширь доминировала в продольном направлении. Слияние питтингов в дальнейшем увеличивает скорость роста питтингов, как и предсказывалось методом конечного анализа.
Слияние питтингов в дальнейшем увеличивает скорость роста питтингов, как и предсказывалось методом конечного анализа.
Объектом исследования [9] служила горячекатаная плита из стали А537, которая используется для изготовления нефтяной платформы. Химический состав стали, масс. %: 0,13 С; 1,48 Mn; 0,46 Si; 0,012 P; 0,005 S; 0,04 Cr; 0,19 Ni; 0,05 V; 0,17 Cu; 0,016 Mo, остальное железо. Матрица стали состоит из ферритно-перлитной структуры, полученной при прокатке и коротких поперечных перемещениях, включающей в большом количестве включения MnS в феррите. Статистика измерений показала, что размеры включений MnS в длину составила 27,1 ± 16,4 мкм, в ширину — 2,3 ±0,8 мкм с объемной фракцией 0,24 ± 0,11 % [9].
Испытания на растяжение проводили на универсальной испытательной машине (Shimadzu, модели AG-100KNG) при номинальной скорости деформации 4,2∙10–4 с-1 при комнатной температуре на трех прямоугольных стандартных образцах по направлению прокатки оси нагрузки. Во время испытаний на растяжение деформация записывалась тензометром. Механические свойства были следующие: предел текучести 303±3 МПа, прочность на растяжение 513±1 МПа, относительное удлинение 33±1 %, модуль Юнга (Е) 206±5 ГПа [9].
Механические свойства были следующие: предел текучести 303±3 МПа, прочность на растяжение 513±1 МПа, относительное удлинение 33±1 %, модуль Юнга (Е) 206±5 ГПа [9].
Образцы гантельной формы с калибровочными размерами длиной и шириной соответственно 15 и 6 мм, и толщиной 6 мм были использованы для тестов на усталостную коррозию. Осевая нагрузка была вдоль направления прокатки. Все образцы были отполированы сначала наждачной бумагой с зернами карбида кремния, затем алмазной пастой на полировочной машине. Коррозионные усталостные испытания проводили на установке Shimadzu, модели ENF-EAS с генератором синусоидальных колебаний с частотой 1 Гц с отношением напряжений 0 при комнатной температуре 20–25 оС. Серия усталостных испытаний проводилась при различных количествах циклов (1×104, 4×104, 7×104, 1×105, 2×105) при напряжении 140 МПа. Было установлено, что коррозионная усталость до разрушения составляла примерно 1×106 циклов. Не было коррозионных трещин в питтингах вплоть до 2×105 циклов, как установлено растровой электронной микроскопией. Поэтому это количество циклов являлось идеальным для исследования влияния циклических напряжений на рост питтингов [9]. Схема установки испытаний на коррозионную усталость представлена на рис. 4.
Поэтому это количество циклов являлось идеальным для исследования влияния циклических напряжений на рост питтингов [9]. Схема установки испытаний на коррозионную усталость представлена на рис. 4.
Из резервуара раствор 3,5 % NaCl со скоростью 20 мл/мин центробежным насосом нагнетался через нижний штуцер в сосуд с образцом, при этом жидкость контактировала с площадкой 1 см2 (остальная поверхность изолировалась силиконовым клеем) узкой части испытуемого образца. Через верхний штуцер жидкость самотеком поступала обратно в резервуар.
После коррозионных испытаний продукты коррозии удаляли раствором этилендиаминотетрауксусной кислотой (готовили 200 мл 1,5 % -ный раствор). Раствор не растворял матрицу и включения MnS.
Морфологию питтингов изучали в продольно-поперечном направлении конфокальным сканирующим лазерным микроскопом (OLYMPUS LEXT OLS3000). Тестировалось более 40 окрестностей вокруг включений MnS. На рис. 5 представлена картина поверхности, на которой форма питтингов была нерегулярной. Поэтому 3D — измерения (длина, ширина и глубина) обсчитывалась программным обеспечением, установленном на OLYMPUS LEXT OLS3000. В случае слияния питтингов их рассматривали как один питтинг.
Поэтому 3D — измерения (длина, ширина и глубина) обсчитывалась программным обеспечением, установленном на OLYMPUS LEXT OLS3000. В случае слияния питтингов их рассматривали как один питтинг.
Рис. 4. Схема установки для испытаний на коррозионную усталость
Установлено, что из всех направлений рост в глубину оказался наименьшим после 200 кс испытаний без циклических нагрузок. В условиях циклических нагрузок рост питтинга ускоряется как в ширину, так и в глубину, но со значительным ускорением в ширину. Имеется незначительный рост скорости в длину для циклически напряженных образцов после 100 кс. Явление, по-видимому, связано со слиянием питтингов.
Рис. 5. (а) Поверхность до коррозионных испытаний; (б) питтинги, инициированные после испытаний в растворе 3,5 % NaCl без приложения напряжений
Рис. 5. (с) Питтинги, инициированные после циклических напряжений; (d) 3D — питтинги, снятые софокусным сканирующим микроскопом, обратная картинка с Z фактором 1,5
Кинетику роста питтинга в 3D направлении можно представить в виде уравнения [9]:
, (6)
где f(t) представляет ширину, длину и глубину питтингов, a, b, n экспериментальные константы. Константа a представляет инициативный размер питтинга, возникший на включении MnS. Результаты расчетов кинетических параметров [9] представлены в табл.2.
Константа a представляет инициативный размер питтинга, возникший на включении MnS. Результаты расчетов кинетических параметров [9] представлены в табл.2.
Таблица 2
Сравнение кинетических данных 3D размеров питтингов, полученных без циклических нагрузок ис ними.
| 3D размер | Амплитуда напряжений, МПа | α, мкм | b, мкм∙с—n | n | R2 |
| Ширина | 0 | 3.6±2,7 | 0,20 | 0,32±0,14 | 0,981 |
| 140 | 7,5±0,2 | 1,3∙10–5 | 1,15±0,05 | 0,998 | |
| Длина | 0 | 20,4±4,9 | 0,84 | 0,28±0,11 | 0,993 |
| 140 | 31±1,4 | 3,9∙10–3 | 0,72±0,10 | 0,991 | |
| Глубина | 0 | 3,4±0,26 | 2,0∙10–4 | 0,76±0,23 | 0,948 |
| 140 | 4,3±0,8 | 1,7∙10–3 | 0. 68±0,19 68±0,19 | 0,963 |
Показано, что константа “a” для ширины питтинга была больше, чем усредненный размер включения (т. е. 2,3 мкм). Это объяснено авторами [9] наличием трещины между включением MnS и матрицей (рис. 5(a)). Относительно большие различия, которые найдены для рассчитанной «оригинальной длины» подтверждают, что оригинальная длина питтингов варьируется на различных образцах.
Рассчитанная экспонента n роста питтинга в ширину увеличивалась от 0,32 до 1,15, когда была приложена циклическая нагрузка. Можно сделать сравнение данных табл. 2 и уравнения (6) скорости роста питтинга для образцов, испытанных без напряжений и с напряжением. Например, для после испытаний продолжительностью 200 кс скорости роста в ширину были 16 и 93 пм/с соответственно без нагрузки и с нагрузкой. Результаты свидетельствуют, что скорость роста в ширину может значительно ускоряться при воздействии циклических нагрузок.
В общем, циклические нагрузки усиливают скорость роста питтингов. Питтинги, инициированные на включениях MnS, продемонстрировали анизотропное поведение роста. Скорости роста питтингов в ширину и глубину после воздействия циклических нагрузок были выше, чем скорость роста в длину. Чтобы понять этот феномен рассчитывали методом анализа конечных элементов напряжения вокруг питтингов и их распределение.
Питтинги, инициированные на включениях MnS, продемонстрировали анизотропное поведение роста. Скорости роста питтингов в ширину и глубину после воздействия циклических нагрузок были выше, чем скорость роста в длину. Чтобы понять этот феномен рассчитывали методом анализа конечных элементов напряжения вокруг питтингов и их распределение.
Локальные напряжения и распределение напряжений одиночного полуэллипсоидного питтинга были промоделированы методом конечных элементов. Выбраны граничные условия, при которых движение левой стороны модели питтинга фиксировалось вдоль направления х, в то время как движения вдоль направлений y и z были свободными, как показано на рис. 6а. Одноосное растягивающее напряжение 280 МПа (нагрузка от 0 до 280 МПа колебаний с синусоидной волной) была приложена к правой стороне модели. Направление нагрузки было параллельно длинной оси полуэллипсоидного питтинга (направление х на рис. 6а). В соответствии со статистическими результатами типичные длина, ширина и глубина питтингов были 45, 15 и 7,5 мкм соответственно. 3D усредненные напряжения отдельного полуэллипсоидного питтинга показано на рис. 6.
3D усредненные напряжения отдельного полуэллипсоидного питтинга показано на рис. 6.
Авторы [10] для изучения процессов ПК сталей 304 и 904L применили метод электрохимической высокочастотной модуляции (ЭВЧМ). Метод заключается в наложении к анодному процессу ПК сигналов возмущения, состоящих из синусоидальных колебаний. Поясняющая схема приведена на рис.7. На корродирующую поверхность подается потенциал, который вырабатывает соответствующий ток (величина тока есть функция потенциала). На нижнем снимке потенциал возмущения состоит из двух синусоидальных волн, наложенных методом ЭВЧМ. В ответ будут получены дополнительные и более высокие частоты, являющиеся нелинейными из-за явлений, протекающие при питтингообразовании. Производится математический анализ токовых сигналов по соответствующим уравнениям для расчета тока коррозии тафелевых наклонов.
Рис. 6. 3D зоны напряжений вокруг единичного полуэллиптического питтинга (длиной 45 мкм, шириной 15 мкм и глубиной 7,5 мкм). Направление деформации показано стрелками. Зона концентраций согласованных напряжений направлена по оси х. Цветовая гамма с цифрами напряжений приведена слева от рисунка
Зона концентраций согласованных напряжений направлена по оси х. Цветовая гамма с цифрами напряжений приведена слева от рисунка
Соответствующая математическая модель разрабатывалась, чтобы изучить реакцию на возмущение при потенциалах ниже и выше потенциодинамического потенциала питтингообразования. Ставилась цель быстрого нахождения области нелинейного изменения тока с потенциалом. Ток как функция потенциала может определяться по уравнению (7).
, (7)
где icorr — ток коррозии, К2 и К3— параметры, ассоциируемые с ПК, bc — катодный тафелевский наклон. Здесь Е, Еcorr, Epit — cоответствующие приложенный потенциал, потенциал коррозии и потенциал питтингообразования. Параметры К2 и К3 ассоциируются с ПК и их значения выбираются по уравнению (7) для представления стремительного роста тока с потенциалом, происходящего при инициировании питтинга.
В ЭВЧМ технике авторы [10] применяли возмущающий сигнал потенциала, состоящий из двух синусоидальных волн, как показано ниже
,(8)
где Uo — амплитуда потенциала возмущения, f1 и f2— частоты возмущения в Гц и Едс — потенциал двойного слоя. Подстановка уравнения (8) в уравнение (7) дает ток во временной области, который может быть затем преобразован в частотной области. Для определения теоретических значений факторов причин ниже потенциала питтингообразования и вблизи потенциала ПО, были выбраны параметры, приведенные в таблице 3.
Подстановка уравнения (8) в уравнение (7) дает ток во временной области, который может быть затем преобразован в частотной области. Для определения теоретических значений факторов причин ниже потенциала питтингообразования и вблизи потенциала ПО, были выбраны параметры, приведенные в таблице 3.
Рис. 7. Верхняя часть временной домен тока как функции потенциала; нижняя часть — частотный домен
Таблица 3
Коррозионные параметры, показывающие свои соответствующие входные значения для симуляции цели
| Параметр | Характеристика | Входные значения |
| icor | Ток коррозии | 1 мкА |
| Epit | Потенциал питтингообразования | 0,4 В |
| К2 | Питтинговый параметр | 1 мкА |
| К3 | Нелинейный параметр | 92 мВ-1 |
| U0 | Амплитуда потенциала | 10 мВ |
| bc | Катодный тафелевский наклон | 120 мВ на декаду |
| Ecorr | Потенциал коррозии | 0 В |
| f1 | Первая частота | 2 Гц |
| f2 | Вторая частота | 5 Гц |
| Edl | Потенциал двойного слоя | -0,3, -0,2…. .0,6 .0,6 |
Рис. 8. Поляризационная кривая. Различные нелинейные изменения тока в области роста питтингов и в пассивной области. Потенциал коррозии равен 0 В, а потенциал питтингобразования равен 0,4 В
Видно, что токовые компоненты в области питтинговой коррозии существенно выше, чем токи в пассивной области.
Принимая во внимание данные, полученные с помощью современных методов изучения питтинговой коррозии, можно сделать соответствующие выводы:
- Метод нейронносетевого моделирования позволил выяснить наиболее влиятельные на рост глубины питтингов во время циклических нагрузок входные параметры. Для изучения процесса также использовался метод оптической профилометрии
- В ходе исследования [9] установлен анизотропный характер роста питтингов при циклических механических нагрузках. В период приложения нагрузки, экспонента n роста питтингов в ширину возрастала более чем в 2 раза, что свидетельствует о воздействии циклической нагрузки на скорость роста в ширину
- При приложении одноосного растягивающего напряжения к полу-эллипсообразному питтингу, напряжения, возникающие перпендикулярно оси растяжения, превышают значение приложенной нагрузки, увеличивая скорость роста ПК в ширину и глубину
- Метод электрохимической высокочастотной модуляции позволяет отследить инициирование роста питтинга, в связи со стремительным ростом силы тока и потенциала в этот период.

Литература:
- Колотыркин Я. М. Металл и коррозия. М.: Металлургия, 1985. — 88 с.
- Розенфельд И. Л. Ингибиторы коррозии. Монография. — М.: Химия, 1977. — 352 с.: ил.
- Томашов Н. Д. Коррозия металлов с кислородной деполяризацией. Учебник: — М., Л.: Издательство АН СССР, 1947. — 250 с.
- Розенфельд И. Л. Ускоренные методы коррозионных испытаний металлов (теория и практика)/ И. Л. Розенфельд, К. А. Жигалова. М.: Металлургия, 1966. — 348с.
- Modeling the environmental dependence of pit growth using neural network approaches/ M. K. Cavanaugh, R. G. Buchheit, N. Birbilis//Corrosion Science, Vol.52 (2010), p.3070–3077.
- Pitting corrosion of aluminium/ Z. Szklarska-Smialowska// Corrosion Science, Vol. 41 (1999), p.1743–1767.
- A simplified method for estimating corrosion cavity growth rates/ G Engelhardt, M Urquidi-Macdonald, DD Macdonald// Corrosion Science,Vol.39 (1997), p.419–441.
- Assessment of stress corrosion crack initiation and propagation in AISI type 316 stainless steel by electrochemical noise technique/ T.
 Anita, M. G. Pujar, H. Shaikh, R. K. Dayal, H. S. Khatak// Corrosion Science, Vol.48, Issue 9, September 2006, p.2689–2710.
Anita, M. G. Pujar, H. Shaikh, R. K. Dayal, H. S. Khatak// Corrosion Science, Vol.48, Issue 9, September 2006, p.2689–2710. - Anisotropic 3D growth of corrosion pits initiated at MnS inclusions for A537 steel during corrosion fatigue/ Jin Ma, Bo Zhang, Jianqiu Wang, Guozhen Wang, En-Hou Han, Wei Ke //Corrosion Science, Vol.52 (2010), p.2867–2877.
- Evolution of current transients and morphology of metastable and stable pitting on stainless steel near the critical pitting temperature/ M. H. Moayed, R. C. Newman// Corrosion Science, Vol.48, Issue 4, April 2006, p.1004–1018.
Основные термины
(генерируются автоматически)
: скорость роста, глубина, параметр, потенциал, ширина, LEXT, OLYMPUS, коррозионная усталость, максимальная глубина, нагрузка.
как проявляется и способы его предотвращения
Внешнее проявление питтинговой коррозии
Существуют различные формы разрушения металлов. Точечная коррозия или питтинг – одна из этих форм, представляющая собой местные (локальные) дефекты на поверхности металла. Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Питтинг довольно опасен для металла, несмотря на маленькие размеры его проявлений. Остальная поверхность продолжает оставаться в нормальном внешнем состоянии, и только в некоторых местах появляются белые или рыжеватые мелкие точки, язвочки, небольшие полоски. Их облик обманчив, и глубина обычно оказывается значительной, при этом пользователь редко обращает на них внимание на ранней стадии развития.
Что такое питтинговая коррозия?
Питтинговая коррозия — такая разновидность, при которой на поверхности металла образуются так называемые питтинги.
Подобная коррозия затрагивает железные сплавы, медные, алюминиевые, на основе хрома и так далее. Питтинговая коррозия возможна даже на нержавеющей стали.
Питтинг обычно затрагивает различные металлоконструкции, которые контактируют с соленой водой (обычно это различные прибрежные участки). Связано это с тем, что для запуска реакции питтинга нужен избыток так называемых ионов-активаторов, которые будут вытеснять кислород из оксидной защитной пленки — а подобные вещества в обильных количествах содержатся именно в воде.
Связано это с тем, что для запуска реакции питтинга нужен избыток так называемых ионов-активаторов, которые будут вытеснять кислород из оксидной защитной пленки — а подобные вещества в обильных количествах содержатся именно в воде.
Обратите внимание, что сперва питтинг обычно затрагивает внешние слои оксидной пленки металла, однако по мере распространения ржавчины он может захватывать весь металл целиком. Питтинговая коррозия нержавеющих сталей возникает обычно в случае комбинации сразу нескольких факторов.
Причины
Основные причины появления питтинг-коррозии:
Механическая деформация
Это может быть вмятина, царапина, растрескивание в области удара и прочее. Этот фактор является ключевым, поскольку на многих металлических сплавах на поверхности есть достаточно тонкий защитный слой, который предотвращает коррозию. Соответственно при повреждении этого слоя металл становится беззащитным перед ржавчиной.
Неоднородность структуры
Этот фактор тоже является очень важным, поскольку неоднородности часто создают небольшие очаги, где со временем заводится ржавчина. Неопытному инженеру может показаться, что этот фактор опасен только для низкокачественного металла и стали, однако это не совсем так.
Неопытному инженеру может показаться, что этот фактор опасен только для низкокачественного металла и стали, однако это не совсем так.
Действительно, низкокачественные сплавы имеют неоднородную структуру и ржавеют значительно чаще, однако неоднородная структура может появиться также у обработанных деталей, на которые забыли нанести защитное покрытие. Простой пример: при сверлении отверстия была нарушена целостность внешней антикоррозийной пленки — это привело к появлению ржавчины.
Высокая шероховатость поверхности
Если поверхность какого-либо объект является очень шероховатой, то в таком случае на ней вряд ли сможет удержаться антикоррозийное покрытие. Поэтому появление на такой поверхности ржавчины — лишь дело времени.
Также обратите внимание, что здесь действует одно простое правило — чем более шероховатая поверхность будет у металла, тем скорее она начнет покрываться питтинг-коррозией. Однородный гладкий металл обладает большой устойчивостью к коррозии.
Агрессивные среды
Контакт с агрессивными средами (кислоты, вода с большим содержанием солей, щелочи и так далее). Агрессивные среды также могут повреждать внешний антикоррозийный слой, что со временем приведет к образованию питтинга.
Агрессивные среды также могут повреждать внешний антикоррозийный слой, что со временем приведет к образованию питтинга.
Обратите внимание, что разные вещества влияют на металл по-разному — если морская вода при краткосрочном контакте не наносит каких-либо повреждений, то при контакте с сильными кислотами повреждение стали может возникнуть моментально. Поэтому нужно соблюдать правила хранения и обработки металлов.
Причины, инициирующие питтинг
Часто предпосылкой для появления точечной коррозии становится нарушение технологии производства металла. Например, при несоблюдении правил отливки в стали появляются микропримеси, включения, изменяющие нормальную структуру. Некачественный металл может быть слишком пористым либо в нем появляется остаточная окалина – это тоже способствует возникновению питтинга.
Также питтинг возникает при эксплуатации стали, иных металлов в агрессивной среде: растворах, содержащих окислители и активирующие анионы (соляная, азотная кислоты, морская вода, хлористые соединения).

Прочие причины образования точечной коррозии таковы:
- механическое воздействие, приводящее к появлению сколов, царапин и вызывающее повреждение внешней защитной пленки;
- излишнее внутреннее напряжение металла;
- эксплуатация изделия при высоких температурах.
На шероховатой нержавейке точечная коррозия появится с большей вероятностью, чем на гладкой, отполированной, поэтому неровная текстура поверхности тоже считается фактором риска.
Причины появления
Основными причинами появления питтинговой коррозии являются нарушение технологии производства и механическое воздействие на материал. В результате нарушения технологии отливки в металле появляются разнообразные микровключения, которые нарушают его структуру. Наиболее распространенным включением можно назвать прокатную окалину.
Из-за механического воздействия очень часто на поверхности изделий начинает развиваться питтинговая коррозия. Причины этого кроются в разрушении верхней защитной пленки, нарушении внутренней структуры, выходе на поверхность границ зерен. Наиболее распространенным активизирующим процесс фактором можно назвать динамическое воздействие, что ведет к появлению микротрещин.
Наиболее распространенным активизирующим процесс фактором можно назвать динамическое воздействие, что ведет к появлению микротрещин.
Питтинговая коррозия металлов развивается быстрее на шероховатых поверхностях, а также под воздействием агрессивных сред – морской воды, кислотных растворов.
Особенности и схема развития питтинговой коррозии
Питтинг отличается высокой скоростью протекания. Если вовремя не избавиться от мелких дефектов, изделие может проржаветь насквозь. Чем выше температура в месте нахождения металла, тем быстрее будет идти его ржавление.
Питтинговая коррозия развивается в три этапа:
- Первый этап – зарождение. Обычно случается в зонах с нарушенной защитой, где пассивная пленка на поверхности металла была разорвана, либо там, где имеет место неоднородность материала. После вытеснения кислорода ионами-активаторами оксидный слой разрушается.
- Второй – рост питтинга. Он подчиняется законам электрохимических реакций. Вследствие растворения оксидной пленки усиливается анодный процесс в месте точечной коррозии, при этом нормальная поверхность становится катодом.

- Третий – диффузное расширение. На этой стадии элемент коррозии продвигается вглубь, рядом могут формироваться новые точки ржавчины.
В некоторых случаях питтинг останавливается в развитии на второй стадии и переходит на этап репассивации. Это случается при сдвиге реакции в сторону пассивации, например, при изменении кислотности среды. Если точечная коррозия перетекла на стадию диффузного роста, она не уже может войти в репассивацию.
Общая коррозия
Как и все металлы, нержавеющие стали в некоторых случаях могут подвергаться коррозии равномерно по всей поверхности. Если среда не обладает значительными окислительными свойствами, защитная пленка на поверхности металла может в конце концов исчезнуть, что приводит к общей коррозии (неустойчивая пассивность). Более того, состояние поверхности металла влияет на природу его пассивности; коррозионная стойкость максимальна, если поверхность металла не загрязнена частицами железа или различными отложениями.
Форма питтингов
По фото можно увидеть, что некоторые элементы имеют правильную форму, другие неправильные по внешнему виду. Точная форма зависит от пустот в кристаллической решетке, которые сформировались во время зарождения питтинга. Обычно на простой (углеродистой), низколегированной стали и нержавейке образуются неправильные точечные коррозии, а на алюминии, различных сплавах – правильные. Кроме того, классификация питтингов по форме выглядит так:
- полусферические, с блестящим, полированным дном;
- полиэдрические;
- ограненные, в том числе, соединяющиеся между собой;
- в виде сложных многогранников;
- пирамидальные;
- призматические.
Полированные (полусферические) элементы нередко находятся на алюминии, тантале и титане, а также на кобальтовых, никелевых сплавах.
Классификация питтинга
Точечная коррозия классифицируется не только по форме, но и по иным признакам: размеру, специфике своего развития.
По размерам
В зависимости от точного состава металла, окружающих условий (температуры, кислотности) размеры питтинговой коррозии могут быть разными:
- микроскопические (микропиттинг) – менее 0,1 мм;
- обычные (питтинг) – 0,1-1 мм;
- значительные (язва) – более 1 мм.
По специфике развития
Питтинг бывает поверхностным, открытым и закрытым. Поверхностные элементы коррозии интенсивно развиваются по горизонтали, не захватывая более глубокие структуры металла. Они вызывают появление хорошо заметных выбоин малой глубины. Открытая точечная коррозия видна невооруженным глазом либо при небольшом размере при увеличении стандартным оптическим оборудованием. Этот тип ржавления нередко переходит в сплошной, если на поверхности стали появляться много питтингов.
Закрытая коррозия считается самой опасной в плане дальнейшей сохранности металлических изделий. Рассмотреть ее без приборов невозможно, поэтому элементы увеличиваются вглубь металла, оставаясь незамеченными в течение длительного времени. Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Классификация питтинговой коррозии
Существует несколько видов питтинга:
- Поверхностный. При таком сценарии ржавчина затрагивает исключительно верхнюю поверхность металла. Распространяется она в виде небольших тонких линий диаметром 1-3 мм. Поверхностная ржавчина на начальном этапе обычно захватывает углы, однако со временем она начинает распространяется в горизонтальном направлении по всей поверхности металлического элемента.
- Открытый. При таком сценарии ржавчина распространяется в виде частых крупных точек, диаметр которых составляет 2-5 мм. На поверхности сперва образуется несколько точек, которые располагаются далеко друг от друга. Со временем количество точек пропорционально растет и они захватывают всею поверхность металлического объекта.
- Закрытый. При таком сценарии питтинг захватывает сперва внутреннюю поверхность металлической пленки.
 Распространение коррозии обычно идет в виде коротких линий или широких окружностей среднего диаметра (5-15 мм). Данный сценарий встречается достаточно редко. Он является самым губительным и опасным в связи со сложностью его своевременного обнаружения. Такая коррозия проявляется на поверхности только на позднем этапе роста ржавчины, когда спасти металл уже невозможно.
Распространение коррозии обычно идет в виде коротких линий или широких окружностей среднего диаметра (5-15 мм). Данный сценарий встречается достаточно редко. Он является самым губительным и опасным в связи со сложностью его своевременного обнаружения. Такая коррозия проявляется на поверхности только на позднем этапе роста ржавчины, когда спасти металл уже невозможно.
Способы защиты от питтинга
Существует ряд современных методов предотвращения коррозии, и многие из них применяются уже на стадии производства авто. Тем не менее, старые машины вследствие долгой эксплуатации, постоянного контакта с агрессивными реагентами подвержены ржавлению. Питтинг нередко возникает на различных деталях автомобиля: подшипниках, зубьях шестерен, а точки ржавчины на кузове и вовсе считаются распространенным явлением.
Точечная коррозия зачастую выявляется и на бытовых предметах, в том числе из нержавеющей стали. Для защиты металла можно применять механические и химические методики, некоторые из них подходят для самостоятельного использования.

Механический способ
Данный метод включает советы по удалению уже имеющейся ржавчины при помощи шлифования, лазерной обработки, а также механическое нанесение барьерных покрытий (в том числе лакокрасочных). Выбор вида покрытия зависит от типа металла и условий его эксплуатации. Обычно используется техника цинкования или никелирования, но в промышленных условиях также практикуется хромирование, покрытие медью, серебром, алюминием, оловом, кадмием. Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
В продаже есть наборы для самостоятельного проведения цинкования металла. Вначале производят очистку детали от уже имеющейся ржавчины путем обработки преобразователями. Через полчаса средства смывают, изделие чистят, полируют, наносят слой специального раствора и подключают электрод с цинковым наконечником. По истечении определенного времени на поверхности металла будет создана тонкая цинковая пленка, которая не позволит ржавчине и дальше разрушать материал.
Химический способ
Основным химическим методом избавления от коррозии является ликвидация замкнутой системы растворами щелочей, сульфатов, хроматов. Принцип действия заключается в уменьшении кислотности и сдвиге реакции в сторону щелочной, в которой процессы коррозии останавливаются. Важно только контролировать выделение водорода, поскольку этот элемент сам по себе увеличивает риск появления питтингов.
К сожалению, в быту полностью устранить опасность развития точечной коррозии невозможно. Есть шанс лишь ослабить влияние факторов риска. Лучше сразу правильно эксплуатировать изделие, не допускать повышения кислотности среды, чем можно продлить срок его службы на несколько лет.
Методы защиты металла от питтинговой коррозии
Для защиты металлических изделий от питтинговой коррозии используют три основных способа:
- Ликвидация замкнутых систем при помощи растворов щелочных соединений, сульфатов, хроматов.
- Введение в состав материала компонентов с высокой сопротивляемостью точечному ржавлению – молибдена, хрома, кремния.

- Использование катодной и анодной технологии создания защитного слоя.
Все представленные методы защиты металлов от коррозии применимы лишь на производстве, ибо требуют высокотехнологичного оборудования и больших капиталовложений. В быту же полностью исключить риск появления питтингов невозможно. Удается лишь ослабить влияние негативно действующих факторов посредством:
- нанесения антикоррозионных покрытий;
- улучшения условий эксплуатации изделий;
- снижения уровня кислотности среды, с которой соприкасается материал.
Но самым действенным и доступным методом является тщательная полировка: уменьшая шероховатость поверхности, вы одновременно повышаете ее антикоррозионную стойкость. Но для лучшего эффекта лучше использовать все методы защиты металлов от коррозии одновременно.
Питтинговая коррозия алюминия – aluminium-guide.com
Внешнее проявление питтинговой коррозии
Существуют различные формы разрушения металлов. Точечная коррозия или питтинг – одна из этих форм, представляющая собой местные (локальные) дефекты на поверхности металла. Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Питтинг довольно опасен для металла, несмотря на маленькие размеры его проявлений. Остальная поверхность продолжает оставаться в нормальном внешнем состоянии, и только в некоторых местах появляются белые или рыжеватые мелкие точки, язвочки, небольшие полоски. Их облик обманчив, и глубина обычно оказывается значительной, при этом пользователь редко обращает на них внимание на ранней стадии развития.
Морфология питтинговой коррозии алюминия
Известно, что хлоридные ионы способны «прорывать» оксидную пленку. Хлорид алюминия (AlCl3) обычно присутствуют в растворе внутри язвы и его концентрация увеличивается при развитии коррозии или при снижении влажности окружающего воздуха. Насыщенный раствор хлорида алюминия имеет величину рН около 3,5, поэтому на дне коррозионных язв коррозия продолжается до тех пор, пока туда еще могут мигрировать кислород и корродирующий электролит. Форма коррозионных язв может меняться от мелких блюдцеобразных до полусферических и далее – до глубоких круглых цилиндрических отверстий. Это отличает питтинговую коррозию от межкристаллитной коррозии, при которой образуются подповерхностные «туннели» вдоль границ зерен, обычно видимые только в микроскоп.
Форма коррозионных язв может меняться от мелких блюдцеобразных до полусферических и далее – до глубоких круглых цилиндрических отверстий. Это отличает питтинговую коррозию от межкристаллитной коррозии, при которой образуются подповерхностные «туннели» вдоль границ зерен, обычно видимые только в микроскоп.
Рисунок – Гальваническая химия точечной коррозии
Причины, инициирующие питтинг
Часто предпосылкой для появления точечной коррозии становится нарушение технологии производства металла. Например, при несоблюдении правил отливки в стали появляются микропримеси, включения, изменяющие нормальную структуру. Некачественный металл может быть слишком пористым либо в нем появляется остаточная окалина – это тоже способствует возникновению питтинга.
Также питтинг возникает при эксплуатации стали, иных металлов в агрессивной среде: растворах, содержащих окислители и активирующие анионы (соляная, азотная кислоты, морская вода, хлористые соединения).
Прочие причины образования точечной коррозии таковы:
- механическое воздействие, приводящее к появлению сколов, царапин и вызывающее повреждение внешней защитной пленки;
- излишнее внутреннее напряжение металла;
- эксплуатация изделия при высоких температурах.

На шероховатой нержавейке точечная коррозия появится с большей вероятностью, чем на гладкой, отполированной, поэтому неровная текстура поверхности тоже считается фактором риска.
Особенности и схема развития питтинговой коррозии
Питтинг отличается высокой скоростью протекания. Если вовремя не избавиться от мелких дефектов, изделие может проржаветь насквозь. Чем выше температура в месте нахождения металла, тем быстрее будет идти его ржавление.
Питтинговая коррозия развивается в три этапа:
- Первый этап – зарождение. Обычно случается в зонах с нарушенной защитой, где пассивная пленка на поверхности металла была разорвана, либо там, где имеет место неоднородность материала. После вытеснения кислорода ионами-активаторами оксидный слой разрушается.
- Второй – рост питтинга. Он подчиняется законам электрохимических реакций. Вследствие растворения оксидной пленки усиливается анодный процесс в месте точечной коррозии, при этом нормальная поверхность становится катодом.

- Третий – диффузное расширение. На этой стадии элемент коррозии продвигается вглубь, рядом могут формироваться новые точки ржавчины.
В некоторых случаях питтинг останавливается в развитии на второй стадии и переходит на этап репассивации. Это случается при сдвиге реакции в сторону пассивации, например, при изменении кислотности среды. Если точечная коррозия перетекла на стадию диффузного роста, она не уже может войти в репассивацию.
Рейтинг стойкости к питтинговой коррозии
Сопротивление алюминиевых сплавов питтинговой коррозии существенно зависит от степени их чистоты. Чистый алюминий имеет максимальное сопротивление питтинговой коррозии, а сплавы различных серий по стойкости к питтинговой коррозии располагаются в следующем порядке (в европейских и международных обозначениях): 1ххх – 5ххх – 3ххх – 6ххх – 7ххх – 2ххх.
Технический алюминий
Чистый алюминий (99,00 % и чище) является более стойким к питтинговой коррозии, чем любой из алюминиевых сплавов. Быстрое растворение оксидной пленки происходит только в высоко кислотных или высоко щелочных растворах. В интервале величины рН от 4 до 9 на оксидной пленке могут лишь возникать пятна и легкая локальная питтинговая коррозия. Сверхчистый алюминий (99,999 % и чище) сопротивляется питтинговой коррозии намного более успешно, чем алюминий промышленной чистоты.
Быстрое растворение оксидной пленки происходит только в высоко кислотных или высоко щелочных растворах. В интервале величины рН от 4 до 9 на оксидной пленке могут лишь возникать пятна и легкая локальная питтинговая коррозия. Сверхчистый алюминий (99,999 % и чище) сопротивляется питтинговой коррозии намного более успешно, чем алюминий промышленной чистоты.
Алюминиево-магниевые сплавы
Из всех промышленных алюминиевых сплавов сплавы 5ххх (Al-Mg) с содержанием магния не более 3 % имеют наилучшее сопротивление питтинговой коррозии и самую низкую скорость распространения язв, особенно в морской воде и водных растворах с содержанием хлоридов. Повышение содержания меди всего лишь до 0,2 % резко снижает стойкость этих сплавов к питтинговой коррозии.
Алюминиево-марганцевые сплавы
Следующими по сопротивлению питтинговой коррозии стоят алюминиевые сплавы 3ххх (Al-Mn), такие как 3003 (АМц) и 3004 (Д12). Алюминиево-марганцевые частицы в этих сплавах имеют электрохимический потенциал аналогичный потенциалу алюминия. Поэтому при низком содержании меди (до 0,05 %) сплавы 3003 и 3004 имеют сопротивление питтинговой коррозии почти такое же как у чистого алюминия. Повышение содержания меди повышает склонность к питтинговой коррозии в хлоридных растворах и при содержании меди около 0,15 % это влияние становится явным.
Поэтому при низком содержании меди (до 0,05 %) сплавы 3003 и 3004 имеют сопротивление питтинговой коррозии почти такое же как у чистого алюминия. Повышение содержания меди повышает склонность к питтинговой коррозии в хлоридных растворах и при содержании меди около 0,15 % это влияние становится явным.
Медь и железо для питтинговой коррозии алюминия
Медь и железо оказывают наибольшее влияние на склонность к питтинговой коррозии всех алюминиевых сплавов. Хотя сплавы 6ххх (Al-Mg-Si), например, сплав АД31, в целом являются умеренно склонными к питтинговой коррозии, их сопротивление к ней может резко снижаться при повышенном содержании меди и железа, например, сплав АД33 (сплав 6061). Алюминиевые сплавы 7ххх (Al-Zn-Mg) и сплавы 2ххх (Al-Cu-Mg и Al-Cu-Mn), особенно те, что содержат много меди, имеют наименьшее сопротивление питтиниговой коррозии. Поэтому поверхность листов из этих сплавов обычно плакируют – покрывают тонким слоем технического алюминия, например, алюминий марки АД1пл (99,30 %) по ГОСТ 4784-97 или специального алюминиевого сплава с содержанием около 1 % цинка (АЦпл) по тому же стандарту. Сплавы 7ххх без меди (с марганцем или без него) показывают лучшее сопротивление питтинговой коррозии из всех высокопрочных сплавов.
Сплавы 7ххх без меди (с марганцем или без него) показывают лучшее сопротивление питтинговой коррозии из всех высокопрочных сплавов.
Форма питтингов
По фото можно увидеть, что некоторые элементы имеют правильную форму, другие неправильные по внешнему виду. Точная форма зависит от пустот в кристаллической решетке, которые сформировались во время зарождения питтинга. Обычно на простой (углеродистой), низколегированной стали и нержавейке образуются неправильные точечные коррозии, а на алюминии, различных сплавах – правильные. Кроме того, классификация питтингов по форме выглядит так:
- полусферические, с блестящим, полированным дном;
- полиэдрические;
- ограненные, в том числе, соединяющиеся между собой;
- в виде сложных многогранников;
- пирамидальные;
- призматические.
Полированные (полусферические) элементы нередко находятся на алюминии, тантале и титане, а также на кобальтовых, никелевых сплавах.
Классификация питтинга
Точечная коррозия классифицируется не только по форме, но и по иным признакам: размеру, специфике своего развития.
По размерам
В зависимости от точного состава металла, окружающих условий (температуры, кислотности) размеры питтинговой коррозии могут быть разными:
- микроскопические (микропиттинг) – менее 0,1 мм;
- обычные (питтинг) – 0,1-1 мм;
- значительные (язва) – более 1 мм.
По специфике развития
Питтинг бывает поверхностным, открытым и закрытым. Поверхностные элементы коррозии интенсивно развиваются по горизонтали, не захватывая более глубокие структуры металла. Они вызывают появление хорошо заметных выбоин малой глубины. Открытая точечная коррозия видна невооруженным глазом либо при небольшом размере при увеличении стандартным оптическим оборудованием. Этот тип ржавления нередко переходит в сплошной, если на поверхности стали появляться много питтингов.
Закрытая коррозия считается самой опасной в плане дальнейшей сохранности металлических изделий. Рассмотреть ее без приборов невозможно, поэтому элементы увеличиваются вглубь металла, оставаясь незамеченными в течение длительного времени. Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Предотвращение питтинговой коррозии алюминия
Типичные подходы к снижению или минимизации питтинговой коррозии основаны на следующих принципах:
- Снижать агрессивность окружающей среды, например, содержание хлоридных ионов, понижать уровень температуры, кислотности и активных окисляющих веществ.
- Тщательно подбирать материалы алюминиевых конструкций. Например, применять по возможности алюминиевые сплавы 5ххх и 3ххх. Высокопрочные алюминиевые сплавы применять только плакированными.
- Тщательно проектировать конструкции: избегать образования щелей, применять циркуляцию и перемешивание жидкостей для предотвращения их застоя, обеспечивать эффективный дренаж жидкостей из конструкций.
Источник: Corrosion of Aluminum and Aluminum Alloys. Edited by J.R. Davis. – ASM International, 1999.
Способы защиты от питтинга
Существует ряд современных методов предотвращения коррозии, и многие из них применяются уже на стадии производства авто. Тем не менее, старые машины вследствие долгой эксплуатации, постоянного контакта с агрессивными реагентами подвержены ржавлению. Питтинг нередко возникает на различных деталях автомобиля: подшипниках, зубьях шестерен, а точки ржавчины на кузове и вовсе считаются распространенным явлением.
Тем не менее, старые машины вследствие долгой эксплуатации, постоянного контакта с агрессивными реагентами подвержены ржавлению. Питтинг нередко возникает на различных деталях автомобиля: подшипниках, зубьях шестерен, а точки ржавчины на кузове и вовсе считаются распространенным явлением.
Точечная коррозия зачастую выявляется и на бытовых предметах, в том числе из нержавеющей стали. Для защиты металла можно применять механические и химические методики, некоторые из них подходят для самостоятельного использования.
Механический способ
Данный метод включает советы по удалению уже имеющейся ржавчины при помощи шлифования, лазерной обработки, а также механическое нанесение барьерных покрытий (в том числе лакокрасочных). Выбор вида покрытия зависит от типа металла и условий его эксплуатации. Обычно используется техника цинкования или никелирования, но в промышленных условиях также практикуется хромирование, покрытие медью, серебром, алюминием, оловом, кадмием. Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
В продаже есть наборы для самостоятельного проведения цинкования металла. Вначале производят очистку детали от уже имеющейся ржавчины путем обработки преобразователями. Через полчаса средства смывают, изделие чистят, полируют, наносят слой специального раствора и подключают электрод с цинковым наконечником. По истечении определенного времени на поверхности металла будет создана тонкая цинковая пленка, которая не позволит ржавчине и дальше разрушать материал.
Химический способ
Основным химическим методом избавления от коррозии является ликвидация замкнутой системы растворами щелочей, сульфатов, хроматов. Принцип действия заключается в уменьшении кислотности и сдвиге реакции в сторону щелочной, в которой процессы коррозии останавливаются. Важно только контролировать выделение водорода, поскольку этот элемент сам по себе увеличивает риск появления питтингов.
К сожалению, в быту полностью устранить опасность развития точечной коррозии невозможно. Есть шанс лишь ослабить влияние факторов риска. Лучше сразу правильно эксплуатировать изделие, не допускать повышения кислотности среды, чем можно продлить срок его службы на несколько лет.
причины. Методы защиты металлов от коррозии
Коррозией называют разрушение поверхности материалов в результате активно проходящих окислительно-восстановительных процессов. Разрушение слоев материала приводит к снижению прочности, электрической проводимости, повышению хрупкости и угнетению других свойств металла.
В процессе эксплуатации металлических изделий они подвергаются разрушающим воздействиям различных видов и типов, среди которых выделяется питтинговая коррозия. Она наиболее опасная и непредсказуемая.
Питтинговая коррозия
На поверхности металлических изделий довольно часто можно заметить небольшие углубления, точки бурого или коричневого цвета. Такие точки ученые называют питтингами, а процесс их появления – питтинговой коррозией. Она возникает на поверхности материалов, контактирующих с морской водой, растворами различных солей, химически агрессивными средами и воспринимающих другие негативные факторы.
Она возникает на поверхности материалов, контактирующих с морской водой, растворами различных солей, химически агрессивными средами и воспринимающих другие негативные факторы.
Питтинговая коррозия поражает только пассивные металлы и сплавы, развивается преимущественно в антикоррозионном слое или по местам разнообразных дефектов. «Точечные язвы» могут нарушать работу различных изделий: от тонких мембран и микросхем, до толстостенных агрегатов. Кроме того, их появление способствует образованию коррозионных трещин, существенно снижающих заданные характеристики материала.
Схема разрушения металла
Для активации питтинговой коррозии необходимо присутствие двух реагентов – активаторов и пассиваторов. В качестве активаторов чаще всего выступают анионы хлора, брома, йода – они содержатся в большинстве сред, в которых эксплуатируются металлические изделия. Они адсорбируются на поверхности металла и образуют с его компонентами растворимые комплексы.
В качестве пассиваторов чаще всего выступает вода или гидроксильная группа. Непосредственно процесс разрушения протекает по следующей схеме:
Непосредственно процесс разрушения протекает по следующей схеме:
- Ионы-активаторы адсорбируются на поверхности защитной (оксидной) пленки.
- Происходит процесс замещения ионов кислорода на ионы активатора процесса.
- Образуется большое количество растворимых ионов, в результате чего пленка разрушается.
В результате этого возникает разность потенциалов на поверхности материала, что ведет к появлению локальных токов, активизируется бурный анодный процесс. Ионы-активаторы при этом перемещаются к очагам разрушения, из-за чего питтинговая коррозия прогрессирует.
Разновидности питтинговой коррозии
Вид питтинговой коррозии варьируется в зависимости от окружающих условий, главным образом от температуры, кислотности, химического состава веществ. Под действием этих факторов меняется форма, размер питтингов и их расположение. Так, согласно размеру выделяют точечное разрушение:
- микроскопическое – размер точек менее 0,1 мм;
- обычное – диаметр питтингов варьируется от 0,1 до 1 мм;
- язвенное, когда образования превышают 1 мм в диаметре.

В зависимости от расположения питтинговая коррозия может быть открытого или закрытого типа. В первом случае обнаружить следы разрушения практически невозможно – необходимо применение специальных приборов. Этот вид коррозии очень часто ведет к появлению пробоев.
Открытое ржавление заметно невооруженным взглядом. Нередко питтинги сливаются в единое образование. При этом разрушение материала происходит не вглубь, а в ширину, из-за чего возникают большие по площади дефекты.
Форма питтингов
Форма питтингов зависит от пустот внутри кристаллической решетки, которые образуются на первых этапах коррозионного процесса. Чаще всего встречаются образования неправильной формы – они возникают на поверхности нержавеющей, низколегированной и углеродистой сталей, алюминиевых, хромовых, никелевых сплавов, железа.
Полусферические язвы образуются в результате изотропного растворения. Этот процесс схож с электрополировкой. Отчасти этим и объясняется блестящее дно полукруглых углублений. Наиболее подвержены подобному разрушению титановые, алюминиевые, никелевые и кобальтовые изделия, а также конструкции из тантала. Приблизительно такой же вид имеет питтинговая коррозия нержавеющих сталей.
Наиболее подвержены подобному разрушению титановые, алюминиевые, никелевые и кобальтовые изделия, а также конструкции из тантала. Приблизительно такой же вид имеет питтинговая коррозия нержавеющих сталей.
Кроме того, питтинги могут быть полиэдрическими и ограненными. «Язвы» последнего типа очень часто объединяются друг с другом, что приводит к возникновению крупных полусферических разрушений.
Причины появления
Основными причинами появления питтинговой коррозии являются нарушение технологии производства и механическое воздействие на материал. В результате нарушения технологии отливки в металле появляются разнообразные микровключения, которые нарушают его структуру. Наиболее распространенным включением можно назвать прокатную окалину.
Из-за механического воздействия очень часто на поверхности изделий начинает развиваться питтинговая коррозия. Причины этого кроются в разрушении верхней защитной пленки, нарушении внутренней структуры, выходе на поверхность границ зерен. Наиболее распространенным активизирующим процесс фактором можно назвать динамическое воздействие, что ведет к появлению микротрещин.
Наиболее распространенным активизирующим процесс фактором можно назвать динамическое воздействие, что ведет к появлению микротрещин.
Питтинговая коррозия металлов развивается быстрее на шероховатых поверхностях, а также под воздействием агрессивных сред – морской воды, кислотных растворов.
Методы защиты металла от питтинговой коррозии
Для защиты металлических изделий от питтинговой коррозии используют три основных способа:
- Ликвидация замкнутых систем при помощи растворов щелочных соединений, сульфатов, хроматов.
- Введение в состав материала компонентов с высокой сопротивляемостью точечному ржавлению – молибдена, хрома, кремния.
- Использование катодной и анодной технологии создания защитного слоя.
Все представленные методы защиты металлов от коррозии применимы лишь на производстве, ибо требуют высокотехнологичного оборудования и больших капиталовложений. В быту же полностью исключить риск появления питтингов невозможно. Удается лишь ослабить влияние негативно действующих факторов посредством:
- нанесения антикоррозионных покрытий;
- улучшения условий эксплуатации изделий;
- снижения уровня кислотности среды, с которой соприкасается материал.

Но самым действенным и доступным методом является тщательная полировка: уменьшая шероховатость поверхности, вы одновременно повышаете ее антикоррозионную стойкость. Но для лучшего эффекта лучше использовать все методы защиты металлов от коррозии одновременно.
как проявляется и способы его предотвращения
Под коррозией понимают процесс разрушения поверхности металлов в результате протекающих окислительно-восстановительных реакций. Если ее не остановить, материал утратит прочность, проводимость и эстетическую привлекательность. Распространенной формой ржавления металлов является питтинг, который не охватывает значительных зон, но имеет иные неприятные последствия.
Содержание:
- Внешнее проявление питтинговой коррозии
- Причины, инициирующие питтинг
 org/ListItem»> Особенности и схема развития питтинговой коррозии
org/ListItem»> Особенности и схема развития питтинговой коррозии- Форма питтингов
- Классификация питтинга
- По размерам
- По специфике развития
- Способы защиты от питтинга
- Механический способ
- Химический способ
Внешнее проявление питтинговой коррозии
Существуют различные формы разрушения металлов. Точечная коррозия или питтинг – одна из этих форм, представляющая собой местные (локальные) дефекты на поверхности металла. Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Питтинг довольно опасен для металла, несмотря на маленькие размеры его проявлений. Остальная поверхность продолжает оставаться в нормальном внешнем состоянии, и только в некоторых местах появляются белые или рыжеватые мелкие точки, язвочки, небольшие полоски. Их облик обманчив, и глубина обычно оказывается значительной, при этом пользователь редко обращает на них внимание на ранней стадии развития.
к содержанию ↑
Причины, инициирующие питтинг
Часто предпосылкой для появления точечной коррозии становится нарушение технологии производства металла. Например, при несоблюдении правил отливки в стали появляются микропримеси, включения, изменяющие нормальную структуру. Некачественный металл может быть слишком пористым либо в нем появляется остаточная окалина – это тоже способствует возникновению питтинга.
Также питтинг возникает при эксплуатации стали, иных металлов в агрессивной среде: растворах, содержащих окислители и активирующие анионы (соляная, азотная кислоты, морская вода, хлористые соединения).
Прочие причины образования точечной коррозии таковы:
- механическое воздействие, приводящее к появлению сколов, царапин и вызывающее повреждение внешней защитной пленки;
- излишнее внутреннее напряжение металла;
- эксплуатация изделия при высоких температурах.
На шероховатой нержавейке точечная коррозия появится с большей вероятностью, чем на гладкой, отполированной, поэтому неровная текстура поверхности тоже считается фактором риска.
к содержанию ↑
Особенности и схема развития питтинговой коррозии
Питтинг отличается высокой скоростью протекания. Если вовремя не избавиться от мелких дефектов, изделие может проржаветь насквозь. Чем выше температура в месте нахождения металла, тем быстрее будет идти его ржавление.
Питтинговая коррозия развивается в три этапа:
- Первый этап – зарождение. Обычно случается в зонах с нарушенной защитой, где пассивная пленка на поверхности металла была разорвана, либо там, где имеет место неоднородность материала. После вытеснения кислорода ионами-активаторами оксидный слой разрушается.
- Второй – рост питтинга. Он подчиняется законам электрохимических реакций. Вследствие растворения оксидной пленки усиливается анодный процесс в месте точечной коррозии, при этом нормальная поверхность становится катодом.
- Третий – диффузное расширение. На этой стадии элемент коррозии продвигается вглубь, рядом могут формироваться новые точки ржавчины.
В некоторых случаях питтинг останавливается в развитии на второй стадии и переходит на этап репассивации. Это случается при сдвиге реакции в сторону пассивации, например, при изменении кислотности среды. Если точечная коррозия перетекла на стадию диффузного роста, она не уже может войти в репассивацию.

к содержанию ↑
Форма питтингов
По фото можно увидеть, что некоторые элементы имеют правильную форму, другие неправильные по внешнему виду. Точная форма зависит от пустот в кристаллической решетке, которые сформировались во время зарождения питтинга. Обычно на простой (углеродистой), низколегированной стали и нержавейке образуются неправильные точечные коррозии, а на алюминии, различных сплавах – правильные. Кроме того, классификация питтингов по форме выглядит так:
- полусферические, с блестящим, полированным дном;
- полиэдрические;
- ограненные, в том числе, соединяющиеся между собой;
- в виде сложных многогранников;
- пирамидальные;
- призматические.
Полированные (полусферические) элементы нередко находятся на алюминии, тантале и титане, а также на кобальтовых, никелевых сплавах.
к содержанию ↑
Классификация питтинга
Точечная коррозия классифицируется не только по форме, но и по иным признакам: размеру, специфике своего развития.
По размерам
В зависимости от точного состава металла, окружающих условий (температуры, кислотности) размеры питтинговой коррозии могут быть разными:
- микроскопические (микропиттинг) – менее 0,1 мм;
- обычные (питтинг) – 0,1-1 мм;
- значительные (язва) – более 1 мм.
По специфике развития
Питтинг бывает поверхностным, открытым и закрытым. Поверхностные элементы коррозии интенсивно развиваются по горизонтали, не захватывая более глубокие структуры металла. Они вызывают появление хорошо заметных выбоин малой глубины. Открытая точечная коррозия видна невооруженным глазом либо при небольшом размере при увеличении стандартным оптическим оборудованием. Этот тип ржавления нередко переходит в сплошной, если на поверхности стали появляться много питтингов.
Закрытая коррозия считается самой опасной в плане дальнейшей сохранности металлических изделий. Рассмотреть ее без приборов невозможно, поэтому элементы увеличиваются вглубь металла, оставаясь незамеченными в течение длительного времени. Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Рассмотреть ее без приборов невозможно, поэтому элементы увеличиваются вглубь металла, оставаясь незамеченными в течение длительного времени. Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
к содержанию ↑
Способы защиты от питтинга
Существует ряд современных методов предотвращения коррозии, и многие из них применяются уже на стадии производства авто. Тем не менее, старые машины вследствие долгой эксплуатации, постоянного контакта с агрессивными реагентами подвержены ржавлению. Питтинг нередко возникает на различных деталях автомобиля: подшипниках, зубьях шестерен, а точки ржавчины на кузове и вовсе считаются распространенным явлением.
Точечная коррозия зачастую выявляется и на бытовых предметах, в том числе из нержавеющей стали. Для защиты металла можно применять механические и химические методики, некоторые из них подходят для самостоятельного использования.

к содержанию ↑
Механический способ
Данный метод включает советы по удалению уже имеющейся ржавчины при помощи шлифования, лазерной обработки, а также механическое нанесение барьерных покрытий (в том числе лакокрасочных). Выбор вида покрытия зависит от типа металла и условий его эксплуатации. Обычно используется техника цинкования или никелирования, но в промышленных условиях также практикуется хромирование, покрытие медью, серебром, алюминием, оловом, кадмием. Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
В продаже есть наборы для самостоятельного проведения цинкования металла. Вначале производят очистку детали от уже имеющейся ржавчины путем обработки преобразователями. Через полчаса средства смывают, изделие чистят, полируют, наносят слой специального раствора и подключают электрод с цинковым наконечником. По истечении определенного времени на поверхности металла будет создана тонкая цинковая пленка, которая не позволит ржавчине и дальше разрушать материал.
к содержанию ↑
Химический способ
Основным химическим методом избавления от коррозии является ликвидация замкнутой системы растворами щелочей, сульфатов, хроматов. Принцип действия заключается в уменьшении кислотности и сдвиге реакции в сторону щелочной, в которой процессы коррозии останавливаются. Важно только контролировать выделение водорода, поскольку этот элемент сам по себе увеличивает риск появления питтингов.
К сожалению, в быту полностью устранить опасность развития точечной коррозии невозможно. Есть шанс лишь ослабить влияние факторов риска. Лучше сразу правильно эксплуатировать изделие, не допускать повышения кислотности среды, чем можно продлить срок его службы на несколько лет.
Pitting Corrosion — Bilder und Stockfotos
468Bilder
- Bilder
- Fotos
- Grafiken
- Vektoren
- Videos
AlleEssentials
Niedrigster Preis
Signature
Beste Qualität
Durchstöbern Sie 468
pitting corrosion Stock-Fotografie и Билдер. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
durch korrosion eines blechs — точечная коррозия стоковые фотографии и фотографии
Durch Corrosion eines Blechs
rostige bohren bohrinsel-pipes — точечная коррозия stock-fotos und bilder
rostige Bohren Bohrinsel-pipes
meißel — питтинговая коррозия stock-fotos und bilder
Loch im rostigen Metall
loch im rostigen metall — точечная коррозия stock-fotos und bilder
Loch im rostigen Metall
geätzter metall-lochfraßhintergrund, nahaufnahme — точечная коррозия stock-fotos und bilder
geätzter Metall-Lochfraßhintergrund, Nahaufnahme
abblätternde grüne farbe in unordentlichem muster — pitting corrosion stock-fotos und bilder
Abblätternde grüne Farbe in unordentlichem Muster
verbranntes heizelement — pitting corrosion stock-fotos und bilder
Verbranntes Heizelement
eine hellgrüne stahlwand.,texturhintergrund — питтинговая коррозия, фото и фото
Eine hellgrüne Stahlwand. ,Texturhintergrund
,Texturhintergrund
graue abstraktion mit elementen unterschiedlicher streifenbreiten — питтинговая коррозия, фото и фото
graue Abstraktion mit Elementen unterschiedlicher Streifenbreiten
rostige karosserie eines alten lkw-nahaufnahme — точечная коррозия фото и изображения
Rostige Karosserie eines alten LKW-Nahaufnahme
verrosteter radkasten am auto. автокоррозия — точечная коррозия фото и фото
Verrosteter Radkasten am Auto. Автокоррозия
Низкий вид Фокус альтер рост neben dem abwasserrohr — точечная коррозия фото и фото
Низкий вид Фокус альтер рост neben dem Abwasserrohr
rost auf einem alten минивэн nahaufnahme — точечная коррозия фото и фотографии
rost auf einem alten минивэн Nahaufnahme
textur aus rostigem stahlblech. rostige metalloberfläche. — точечная коррозия фото и изображения
Textur aus rostigem Stahlblech. Rostige Metalloberfläche.
nahaufnahme eines rostigen großen produktionsrohrs. — точечная коррозия фото и изображения
Nahaufnahme eines rostigen großen Produktionsrohrs.
breite rostige metalloder stahloberfläche mit schäbiger grüner und weißer farbe — питтинговая коррозия stock-fotos und bilder
Breite rostige Metall oder Stahloberfläche mit schäbiger grüner…
rostiges metall — точечная коррозия, фото и изображения
Rostiges Metall
rostiges metall — точечная коррозия, фото и изображения
Rostiges Metall
hochdetaillier metall. gealterter metallplattenhintergrund. — точечная коррозия фото и фото
Hochdetaillierte Metalloberfläche mit Rost. Gealterter…
ansicht der rostigen metallstruktur für das werkstück. задний план. — питтинговая коррозия фото и изображения
Ansicht der rostigen Metallstruktur für das Werkstück….
stahlblech mit oxidierter rostkorrosionsoberfläche frontansicht. — точечная коррозия фото и фото
Stahlblech mit oxidierter Rostkorrosionsoberfläche Frontansicht.
roter griff an einer metalltür mit grüner farbe laiert. — питтинговая коррозия фото и фото
roter Griff an einer Metalltür mit grüner Farbe lakiert.
korrosion und lochfraß kontrolle mit manometer — точечная коррозия, фото и фото
Korrosion und Lochfraß Kontrolle mit Manometer
figur rostiger grabzaun vor demhintergrund von blattlosen bäumen. нахауфнаме. — питтинговая коррозия фото и фотографии
Рисунок ростигер Grabzaun vor dem Hintergrund von blattlosen Bäumen.
MetallTextur AUS ALTER ROSTIGEM EISENWAND — Коррозионная коррозия. фотографии и изображения
Kette auf einem alten Kettensägenreifen nahauf auf einem…
nahaufnahme des musters alte rostige schachtkappe. гранж schachtabdeckung, черный фон oben. — питтинговая коррозия фото и фотография
Nahaufnahme des Musters alte rostige Schachtkappe. Grunge…
ржавый schraube schraube — точечная коррозия стоковые фото и изображения
ржавый Schraube Schraube
schatten auf verrostete container — точечная коррозия stock-fotos und bilder
Schatten auf verrostete container
ржавчина — точечная коррозия stock-fotos und bilderverrostete циркулярная пила — питтинговая коррозия фото и изображения
Циркулярная пила Verrostete
oberfläche von rostigen eisen mit den überresten der alten farbehintergrund — точечная коррозия stock-fotos und bilder
Oberfläche von rostigen Eisen mit den Überresten der alten Farbe. .. изображение
.. изображение
Rusty Kette und Schloss
metallprodukte aus ferrouse-metall, das auf einemplasmachneider geschnitten wird — питтинговая коррозия stock-fotos und bilder
Metallprodukte aus Ferrouse-Metall, das auf einem…
dellenbildung rost — питтинговая коррозия, фото и изображения
Dellenbildung rost
металлические трубные заготовки, auf lager — точечная коррозия, фото и изображения фотографии и изображения
Teil der alten Metallstruktur, mit Rost beeckt
korrosion und rost auf der motorhaube eines autos. das konzept der korrosionsschutzbehandlung der karosserie, — стоковые фотографии и изображения точечной коррозии
Corrosion und Rost auf der Motorhaube eines Autos. Das Konzept…
lere rost metallplatte auf messing-hintergrund. — точечная коррозия фото и фото
Leere Rost Metallplatte auf Messing-Hintergrund.
metallstruktur — питтинговая коррозия, фото и изображения
Metallstruktur
alte eisen-ersatzteile mit rost drauf — питтинговая коррозия, Stock-fotos und Bilder и изображение
Rostige Sicherheitssperre auf die alte hölzerne Tür
Металлические трубы в фабрике Lager Aufbewahrt werden — точечная коррозия Stock-fotos und Bilder
Металлические трубы в der Fabrik Lager aufbewahrt werden
grunge metall haus und schnee. — точечная коррозия фото и фотография
— точечная коррозия фото и фотография
Grunge Metall Haus und Schnee.
verrostete und oxidierte metalltextur. hintergrund des alten ferrum-blatts. гранж-волшебная палочка со стрейфеном фон Боксеном. konzept des abstrakten korrodierten eisens. ort für text — питтинговая коррозия стоковые фото и изображения
Verrostete und oxidierte Metalltextur. Hintergrund des alten…
Накладка rost metallwand Hintergrund — точечная коррозия фото и фотографии
Накладка rost Metallwand Hintergrund
rost auf der karosserie eines blauen autos. rostloch auf altabgenutzter laierter metalloberfläche. corrosion des fahrzeugmetalls durch unfall — питтинговая коррозия фото и фото
Rost auf der Karosserie eines blauen Autos. Rostloch auf…
metallischer weißer Hintergrund mit rost — питтинговая коррозия стоковые фото и фото
Metallischer weißer Hintergrund mit Rost
Металлические трубы в der Fabrik Lager Aufbewahrt werden — точечная коррозия Stock-fotos und Bilder вурде. — точечная коррозия, фото и фото
Interne Teile des Stillgelegten Marineschiffs, das geschnitten. ..
..
korrosion und lochfraß der stahlplatte — точечная коррозия, фото и фото
Corrosion und Lochfraß der Stahlplatte
Часть другой металлической конструкции, покрытая декоративной коррозией — точечная коррозия, фото и изображения grungehintergrund mit — точечная коррозия, фото и фотографии
Abstrakte großen Rost Oberfläche Hintergrund. Grunge Hintergrund…
old meißel — точечная коррозия стоковые фото и изображения
Old Meißel
textur — точечная коррозия стоковые фото и изображения
Textur
Iron Oberfläche ist alten farbe — питтинговая коррозия Stock-fotos und Bilder
Iron Oberfläche ist mit alten Farbe
rostige metall — точечная коррозия Stock-fotos und Bilder
Rostige Metall
old meißel — точечная коррозия Stock-fotos und 0 bilder Старый Мейссель
фон 8
516 Точечная коррозия Стоковые фото, картинки и изображения
Ржавчина, окрашенная корродированной металлической поверхностью с значком логотипа рециркуляции гранж
Ржавая и окисленная металлическая текстура. фон старого листа железа. гранж-стена с полосами точечной коррозии. концепция абстрактного коррозионного железа. место для текста.
фон старого листа железа. гранж-стена с полосами точечной коррозии. концепция абстрактного коррозионного железа. место для текста.
Фон ржавой металлической стены с прожилками ржавчины. пятна ржавчины.
Ржавая металлическая стена с прожилками ржавчины. пятна ржавчины.
Коричневый металл со следами коррозии
Поверхностное железо. много точечной коррозии. естественный фон
Коррозия на крыле автомобиля крупный план
Крашеный металл с трещинами на краске, шероховатости. трескается и отслаивается краска на фоне ржавого железа. крупный план металлической или стальной пластины, покрытой старой краской. детальная фото текстура.
Окрашенный металл с трещинами на краске, шероховатостью, ржавчиной. железный лист, покрытый старой краской, потрескавшейся от времени и погодных условий. ржавая металлическая поверхность. металлический фон, текстура, фон
Мотоциклетные инструменты, оборудование и ремонт, старая цепь, инструменты на винтажном металлическом фоне
Черный мотоциклетный шлем в центре ржавых инструментов, шестерни на винтажном фоне. мотоциклетное снаряжение и ремонт шаблон
мотоциклетное снаряжение и ремонт шаблон
Нормандский рыцарь одетый воин 2-я половина 11 века. изолированные на белом
Грубая текстура ржавой железной пластины, ржавый металлический фон
Старые винтажные яркие пятна ржавчины на поверхности серого стального листа
Серо-коричневая металлическая текстура старой ржавой железной стены
Ржавая и окисленная металлическая текстура. фон старого листа железа. гранж-стена с полосами точечной коррозии. концепция абстрактного коррозионного железа. место для текста.
Круглая ржавая доска для логотипа, этикетки или информации в центре ржавых инструментов, шестеренки на винтажном фоне. мотоциклетное оборудование и ремонт шаблон
Ржавая замочная скважина в старой потрескавшейся зеленой металлической двери.
Ржавая колесная арка у автомобиля. коррозия автомобиля.
Консервированные металлические детали машин
Окрашенный металл с трещинами в краске, шероховатостью, ржавчиной. железный лист, покрытый старой краской, потрескавшейся от времени и погодных условий. ржавая металлическая поверхность. металлический фон, текстура, фон
ржавая металлическая поверхность. металлический фон, текстура, фон
Ржавчина на старом микроавтобусе крупным планом
Ржавчина на поверхности металлического листа, коррозия стали
Красивый ржавый металл с коррозией старой стали, естественная текстура крупным планом, фотография, состоящая из ржавого металла из коррозия старой стали, декоративный ржавый металл в коррозии старой стали для обоев
Красивый ржавый металл с коррозией старой стали, естественная текстура крупным планом, фотография, состоящая из ржавого металла от коррозии старой стали, декоративный ржавый металл в коррозии старой стали для обоев
Бежево-розовый коралловый фон ржавого листа, пятна
Текстура ржавый стальной лист. ржавая металлическая поверхность.
Красивый ржавый металл с коррозией старой стали, естественная текстура крупным планом, фотография, состоящая из ржавого металла от коррозии старой стали, декоративный ржавый металл в коррозии старой стали для обоев
Бежево-розовый коралловый фон ржавого листа
Серо-коричневая металлическая текстура
Красивый ржавый металл с коррозией старой стали, естественная текстура крупным планом, фотография, состоящая из ржавого металла от коррозии старой стали, декоративный ржавый металл в старой коррозии стали для обоев
Красивый ржавый металл с коррозией старой стали, естественная текстура крупным планом, фотография, состоящая из ржавого металла от коррозии старой стали, декоративный ржавый металл в коррозии старой стали для обоев
Ржавый кузов старого грузовика
Красивый ржавый металл с коррозией старой стали, естественная текстура крупным планом, фотография, состоящая из ржавого металла от коррозии старой стали, декоративный ржавый металл в коррозии старой стали для обоев
Отслаивающаяся зеленая краска в грязном узоре на рифленой металлической поверхности
Ржавый кузов старого грузовика
Ржавчина на старом микроавтобусе крупным планом
Крашеный металл с трещинами на краске, шероховатостью, ржавчиной. железный лист, покрытый старой краской, потрескавшейся от времени и погодных условий. ржавая металлическая поверхность. металлический фон, текстура, фон
железный лист, покрытый старой краской, потрескавшейся от времени и погодных условий. ржавая металлическая поверхность. металлический фон, текстура, фон
Ржавчина на старом микроавтобусе крупным планом
Окрашенный металл с трещинами на краске, шероховатости. трескается и отслаивается краска на фоне ржавого железа. крупный план металлической или стальной пластины, покрытой старой краской. детальная фото текстура.
Окрашенный металл с трещинами на краске, шероховатостью, ржавчиной. железный лист, покрытый старой краской, потрескавшейся от времени и погодных условий. ржавая металлическая поверхность. металл фон, текстура, задник
Крашеный металл с трещинами на краске, шероховатостями, ржавчиной. железный лист, покрытый старой краской, потрескавшейся от времени и погодных условий. ржавая металлическая поверхность. металлический фон, текстура, фон
Металлический лом на окраине деревни собирается в кучу для переработки
Красивый ржавый металл с коррозией старой стали, естественная текстура крупным планом, фотография, состоящая из ржавого металла от коррозии старой стали, декоративный ржавый металл в коррозии старой стали для обоев
Поверхность ржавого железа с остатками старой разноцветной краски текстуры фона. ржавчина, коррозия на металле и остатки синей, зеленой и белой краски. абстрактная цветная текстура
ржавчина, коррозия на металле и остатки синей, зеленой и белой краски. абстрактная цветная текстура
Буфер обмена крупным планом с бумагой для вашей информации в центре ржавых инструментов, шестерни на старинном металлическом фоне. шаблон мотоциклетного оборудования и ремонта.
Буфер обмена с бумагой в центре ржавых инструментов, шестерни на старом металлическом фоне. мотоцикл инструменты, оборудование и ремонт. горизонтальный фон
Часть буфера обмена крупным планом с бумагой и этикеткой. ржавые инструменты, шестерни вокруг баннера на старинном металлическом фоне. мототехника и ремонт.
Текстура окрашенной в зеленый цвет металлической стены, потрескавшейся и ржавой от времени, винтажный выветрившийся фон
Буфер обмена крупным планом со старинной бумагой в центре ржавых инструментов, шестерни на старом металлическом фоне. мотоцикл инструменты, оборудование и ремонт.
Буфер обмена с бумагой в центре ржавых инструментов, шестеренки на старинном фоне ДВП. шаблон мотоциклетного оборудования и ремонта. вертикальный фон
шаблон мотоциклетного оборудования и ремонта. вертикальный фон
Буфер обмена с винтажной бумагой в центре ржавых инструментов, шестерни на фоне старого металла. мотоцикл инструменты, оборудование и ремонт. вертикальный фон
Желтая металлическая поверхность с ржавчиной и царапинами в качестве текстуры или фона
Буфер обмена крупным планом с бумагой для вашей информации в центре ржавых инструментов, шестерни на старинном металлическом фоне. шаблон мотоциклетного оборудования и ремонта.
Круглая ржавая доска для логотипа, этикетки или информации в центре ржавых инструментов, шестеренки на винтажном фоне. мотоциклетная техника и ремонт шаблона
Боеприпасы норманнского воина 2-я половина 11 века
Текстура металлической ржавой стены коричнево-синий фон. старый окрашенный железный синий зеленый фон текстуры. гранж ржавый металлический фон. грязно-синяя металлическая трещина. покрасить ржавый текстурированный металлический фон. потрескавшаяся краска, ржавая поверхность.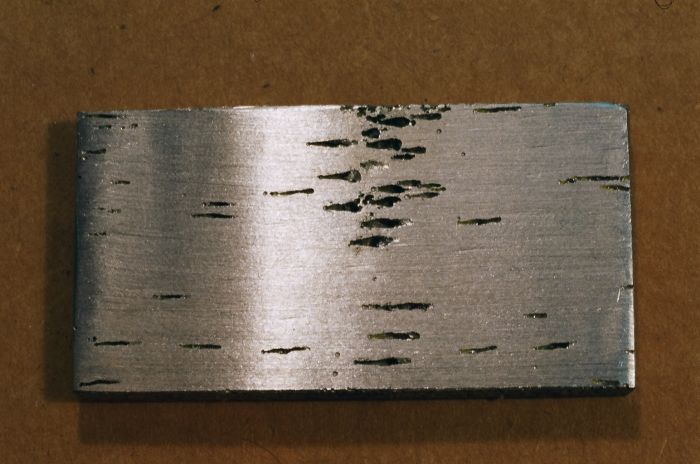
Ржавые и мятые колесные арки автомобиля после аварии. коррозия автомобиля.
Металлическая поверхность, покрытая старой осыпающейся краской красного, синего, желтого цвета. фон для дизайна.
Старый металлический ржавый почтовый ящик с номером пять
Текстура ржавой металлической стены с облупившейся краской и царапинами, крупным планом гранж-фон
Фон из ржавого металла, гранжевая металлическая поверхность . ржавчина, коррозия на металле и остатки синей, зеленой и белой краски. абстрактная цветная текстура
Буфер обмена крупным планом со старинной бумагой в центре ржавых инструментов, шестерни на старом металлическом фоне. мотоцикл инструменты, оборудование и ремонт.
Винтажная бумага в центре ржавой цепи, инструменты на старом металлическом фоне. мотоцикл инструменты, оборудование и ремонт.
Мотоциклетные инструменты, оборудование и ремонт, старая цепь, шестерня на винтажной металлической спинке. вертикальный фон
Старый ржавый почтовый ящик с номером пять крупным планом
Текстура окрашенной в зеленый цвет металлической стены, потрескавшейся и ржавой от времени, винтажный выветрившийся фон
Буфер обмена с бумагой в центре ржавых инструментов, шестерни на старинном металлическом фоне.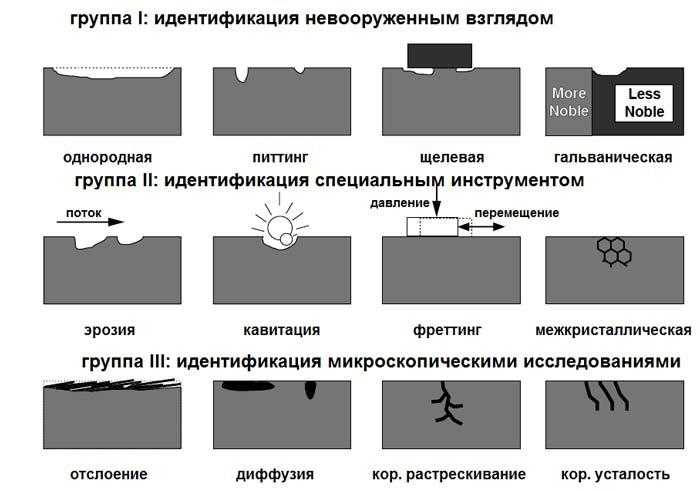 мототехника и ремонт. вид сверху
мототехника и ремонт. вид сверху
Квадратная черная колба в центре ржавых инструментов, шестеренки на старинном фоне. мотоциклетное оборудование и шаблон для ремонта
Фон из ржавого металла, гранжевая металлическая поверхность
Текстура окрашенной металлической стены, покрытой ржавчиной от времени и погодных условий
Текстура ржавой металлической стены с облупившейся краской и царапинами, крупным планом фон
Текстура ржавого и окисленного металла. фон старого листа железа. гранж-стена с полосами точечной коррозии. концепция абстрактного коррозионного железа. место для текста.
Фон ржавое железо с остатками цветной краски. оранжевый фон.
Буфер обмена крупным планом со старинной бумагой в центре ржавых инструментов, шестерни на старом металлическом фоне. мотоцикл инструменты, оборудование и ремонт.
Дыра в ржавом металле крупным планом
Текстура окрашенной металлической стены, покрытой ржавчиной от времени и погодных условий
Текстура ржавой металлической стены с облупившейся краской, крупным планом гранж-фон
Старый сгоревший нагревательный элемент от стиральной машины, изолированный на белом
Текстура окрашенной в зеленый цвет металлической стены, потрескавшейся и ржавой от времени, винтажный выветрившийся фон
Текстура старого металлическая ржавая стена с потрескавшейся краской от времени и погодных условий
Текстура старой металлической стены с потрескавшейся краской и ржавчиной от времени и погодных условий
Поверхность ржавого железа с остатками старой разноцветной краски текстуры фона. ржавчина, коррозия на металле и остатки синей, зеленой и белой краски. абстрактная цветная текстура
ржавчина, коррозия на металле и остатки синей, зеленой и белой краски. абстрактная цветная текстура
Винтажная бумага в центре инструментов на старом металлическом фоне. мотоцикл инструменты, оборудование и ремонт.
Буфер обмена крупным планом с винтажной бумагой в центре ржавых инструментов, шестерни на металлическом фоне. мотоцикл инструменты, оборудование и ремонт.
Крупный план винтажной бумаги в центре ржавой цепи, инструменты на старом металлическом фоне. мотоцикл инструменты, оборудование и ремонт.
Винтажная бумага для информации в центре ржавых инструментов, шестеренки на старинном фоне ДВП. шаблон мотоциклетного оборудования и ремонта.
Мотоциклетные инструменты, оборудование и ремонт, старая цепь, шестерня на винтажной металлической спинке. вертикальный фон
Часть буфера обмена крупным планом с бумагой и этикеткой. ржавые инструменты, шестерни вокруг баннера на старинном металлическом фоне. оборудование для мотоциклов и ремонт. вид сверху
вид сверху
Винтажная бумага для вашей информации в центре ржавых инструментов, шестерни на старинном фоне ДВП. шаблон мотоциклетного оборудования и ремонта.
Металлический лист, покрытый красной ржавчиной.
Текстурный фон из старого ржавого металлического листа красного цвета
Текстура зеленой металлической стены, потрескавшейся и ржавой от времени, винтажный выветрившийся фон
Текстура старой металлической стены с потрескавшейся краской и ржавчиной от времени и погодных условий
Текстура окрашенной металлической стены, покрытой ржавчиной от времени и погодных условий
Текстура ржавой металлической стены с облупившейся краской и царапинами, крупный план
Текстура старой металлической стены с потрескавшейся краской и ржавчиной от времени и погодных условий
Текстура ржавой металлической стены с облупившейся краской и царапинами, крупный план
Круглая стальная фляга в центре ржавых инструментов, шестеренки на винтажном фоне. оборудование для мотоциклов и шаблон ремонта
оборудование для мотоциклов и шаблон ремонта
изображений, фотографий и изображений точечной коррозии на Alibaba
Примечание: некоторые товары запрещены для отображения / предложения для продажи на нашем веб-сайте в соответствии с политикой листинга продуктов. Например, такие лекарства, как аспирин.
потенциостат CS350 для медицинских инструментов Mental Alloy Коррозия Питтинг Потенциал
долл. США 3000-10500 / Набор (цена FOB)
1 SET (Мин. $1000-9000 / шт. (цена FOB)
1 шт. (минимальный заказ)
Детектор натрия Модель PC2014 предупреждение об утечках; потенциал коррозия или Pitting из турбины
US 2000-4500 / SET (цена FOB)
1 SET (MIN. ORDE)
. -400,0 / шт. (цена FOB)
шт. (минимальный заказ)
неплавящаяся высокотемпературная смазка для деталей пресс-формы
2,2–2,8 долл. США / грамм 0357 (цена FOB)
США / грамм 0357 (цена FOB)
500 грамм (мин. Заказ)
Автомобильный антифизовый двигатель охлаждающая жидко )
Мощный чистящий жидкий восковой воск Carnauba 500 мл
US 1,65-2 / Баррель (цена FOB)
6000 баррелей (мин. Порядок)
Base Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy Alloy. ERNiCr-3 ernicr-1 катанка сварочная цена за кг 4мм для iconel 600
15-30 долларов США / Килограмм (цена FOB)
200 кг (минимальный заказ)
W.Nr. 1,4305 305 Труба из нержавеющей стали
долл. США 1900-3500 / тонна (цена FOB)
10 Тонн (мин. Порядок)
High Deprosion Corrosion Устойчивый Nickel Nickel Lickel Lickel Lickel 718. 40 / Килограмм (цена FOB)
100 Килограмм (Min. Order)
Order)
High level pitting and crevice corrosion resistance Inconel 625 round Bar
US $24.0-28.0 / Kilograms ( FOB Price)
100 Kilograms (Min. Order)
Точечная коррозия Коррозия Устойчивость к высоким температурам Трубчатый теплообменник Пищевая химическая промышленность Пластина из нержавеющей стали 316L
1000-1700 долл. США / Тонн (цена FOB)
3 тонны (минимальный заказ)
Фабрика Горячие продажи высококачественная спиральная труба из полиэтилена высокой плотности ПВХ точечная для подачи воды sch50 давление полиэтиленовая трубка
0,5-6 долл. США / метр Цена FOB)
6 метров (минимальный заказ)
2019 Высокий уровень Точечная коррозия и щелевая Коррозия Стойкость к инконелю 625 бар
кг 9,0-93,0 долл. США0358 ( FOB Price)
США0358 ( FOB Price)
5 Kilograms (Min. Order)
ASTM B444 Alloy 625 1 2 3 4 inch seamless steel pipe
US $70.0-80.0 / Kilograms ( FOB Price)
500 килограммов (мин. Порядок)
AISI1010 1015 AISI1086 ANTI PITTING Коррозия Мягко углеродная сталь.0357 (мин. Заказ)
Яма Коррозия Сопротивление высокая температура толщиной 10 мм 304 316 303 305 Промышленная тарелка из нержавеющей стали
долл. США 1,3-2,0 / (FOB POMP PRATE Минимальный заказ)
ЭРОЗИЯ, КОРРОЗИЯ И ТОЧКА ОБРАЗЦЫ ДЛЯ ИСПЫТАНИЙ ТРУБ
450,0-450,0 долл. США / шт.0357 (Минимальный заказ)
Концентрат антифриза для солнечных батарей, горячая продажа
10-15 долларов США / Бочка (Цена FOB)
смазка для штифта выталкивателя
1,5-3,5 долл. США / Грамм (цена FOB)
США / Грамм (цена FOB)
100 Грамм (Минимальный заказ)
a5.14 ERNiCr-3/Inconel 2 сварочная проволока 3 US $10 сплав на основе никеля 820 $10 -35/ килограмм (цена FOB)
500 килограммов (мин. Заказ)
EN-DIN NICR23CO12MO LICKEL ALLOY INSELEL 617
US 65-85 / KILOIONLORLERLERL 617
US 65-85 / KILOIONLORLERLERL 617
US 65-85 / KILOIONLOVER 617
US 65-85 / KILOIONLOVER 617
US 65-85 / KILOIONLOIRLOVER. Килограммы (мин. Заказ)
UNS N06625 Никель-сплав Inconel 625 коелика
долл. США 25,0-26,36 / килограммы (Цена FOB)
100 Kilograms (Min).0002 Очищающий восковой эксклюзивный тип)
6000 штук (мин. Заказ)
1000L 100% пропиленгликол радиатор антифиз охлаждающая жидко Минимальный заказ)
В деталях пресс-формы не используется высокотемпературная смазка, цена
80-100 долл. США / шт. (цена FOB)
США / шт. (цена FOB)
10 шт. никелевый сплав инконель 602CA бар
US $3800-5500 / Ton ( FOB Price)
100 Kilograms (Min. Order)
ASTM B564 incoloy 625 forging
US $25-50 / Kilogram ( FOB Price)
100 килограммов (мин. Порядок)
Органиновая кислота антифизовая охлаждающая жидкость
US 8-12 / Баррель (цена FOB)
13 баррелей (мин. MIN.)
. останавливающая обугленная смазка для деталей пресс-формы
US 12-15 / Piece (цена FOB)
10 штук (мин. Заказ)
Горячая распродажа 1,4301 304 Стальная сталь / тарелка
US 60.0-65.0 / HEATES 888888888888888888888888888888
US 60.0-65,0 / HEATES 8888888888888888888888
US 60.0-65,0 / HEATE. FOB Price)
50 Sheets (Min. Order)
UNS N06625 nickel alloy Inconel 625 bar
US $25.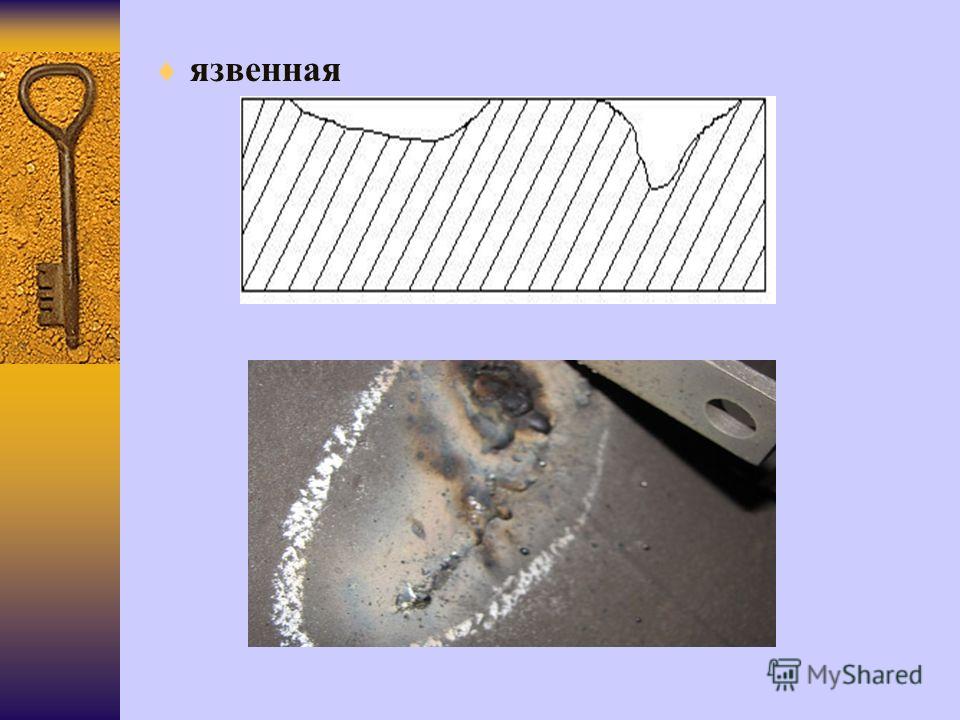 55-26.55 / Kilograms ( FOB Price)
55-26.55 / Kilograms ( FOB Price)
100 Kilograms (Min. Order)
Антифриз и охлаждающая жидкость_A-110, A-105, A-103, A-202, SYC-310, SYC-1025, SV-72A
1,0-1,5 долл. США / Килограмм (цена FOB)
8
8 (Min. Order)
S31609 316H stainless steel round /square pipe welded good corrosion resistance
US $1300-3000 / Ton ( FOB Price)
10 Tons (Min. Order)
марки антифриза
долл. США 10-15 / Баррель (цена FOB)
13 Баррелей (мин. Порядок)
AMS 5520 15-7 СТРАНТА СТАЛЬНА / тонна (цена FOB)
10 Тонн (мин. Заказ)
Car Anti-Freeze and Anti Wround Radiator Coolant
US 1,0-1,5 / Kilogram
 Заказ)
Заказ) ASTM-UNS N07718 Никелевой сплав Inconel 718 Бар
US 65-85 / Kilogram (цена FOB)
100 KILOGRAMS (MIS)
100 KILOGRAMS 777777777777777777777777777777777777777 (MIN) 77777777777 (MIS) 777777 (MIS) 7777777 (MIS) 777777 (MIS) 77777 (MIN). CET Corrosion – Формы коррозии Описанные здесь формы коррозии используют терминологию, используемую NASA-KSC. Существуют и другие столь же действенные методы классификации коррозии, и общепринятая терминология не используется. Имейте в виду, что данная ситуация может привести к нескольким формам коррозии на одном и том же материале. Равномерная коррозия Гальваническая коррозия Коррозия ячейки концентрации Питтинговая коррозия Щелевая коррозия Нитевидная коррозия Межкристаллитная коррозия Отслаивание Коррозия Коррозионное растрескивание под напряжением Коррозионная усталость Фреттинг-коррозия Эрозия Коррозия Делегирование Водородное повреждение Коррозия в бетоне Микробная коррозия Равномерная коррозия Также называется общей коррозией. Несмотря на то, что это наиболее распространенная форма коррозии, она, как правило, не имеет большого инженерного значения, поскольку конструкции обычно становятся неприглядными и требуют обслуживания задолго до того, как на них начнутся структурные изменения. Объекты, показанные на рисунке ниже, показывают, как эта коррозия может прогрессировать, если не принимать меры контроля. Вернуться к началу Гальваническая коррозия Гальваническая коррозия представляет собой электрохимическое действие двух разнородных металлов в присутствии электролита и электропроводящего пути. Это происходит при контакте разнородных металлов. Его можно узнать по нарастанию коррозии на стыке разнородных металлов. Например, при контакте алюминиевых или магниевых сплавов со сталью (углеродистой или нержавеющей сталью) может возникнуть гальваническая коррозия, которая ускорит коррозию алюминия или магния. Это видно на фотографии выше, где алюминиевая лопасть вертолета подверглась коррозии вблизи того места, где она соприкасалась со стальным противовесом. Гальваническая серия для морской воды Благородный Платина
 Поверхностный эффект, вызываемый большинством прямых химических воздействий (например, кислотой), представляет собой равномерное травление металла. На полированной поверхности этот тип коррозии сначала проявляется в виде общего потускнения поверхности, и, если позволить продолжаться, поверхность становится шероховатой и, возможно, покрыта инеем. Изменение цвета или общее потускнение металла, вызванное воздействием на него повышенных температур, не следует рассматривать как равномерную коррозию травлением. Использование химически стойких защитных покрытий или более стойких материалов позволит решить эти проблемы.
Поверхностный эффект, вызываемый большинством прямых химических воздействий (например, кислотой), представляет собой равномерное травление металла. На полированной поверхности этот тип коррозии сначала проявляется в виде общего потускнения поверхности, и, если позволить продолжаться, поверхность становится шероховатой и, возможно, покрыта инеем. Изменение цвета или общее потускнение металла, вызванное воздействием на него повышенных температур, не следует рассматривать как равномерную коррозию травлением. Использование химически стойких защитных покрытий или более стойких материалов позволит решить эти проблемы.
(наименее активный)
Золото
Графит
Серебро
18-8-3 Нерж. нержавеющая сталь, тип 410 (пассивная)
Сплав 7NI-33Cu
Сплав 75NI-16Cr-7Fe (пассивный)
Никель (пассивный)
Серебряный припой
M-Бронза
G-Бронза
70-30 Медно-никелевый сплав
Кремниевая бронза
Медь
Красная латунь
Алюминиевая бронза
Адмиралтейская латунь
Желтая латунь
76NI-16Cr-7Fe сплав (активный)
Никель (активный)
Морская латунь
Марганцевая бронза
Металл Мунца
Олово
Свинец
18-8-3 Нержавеющая сталь, тип 316 (активная)
18 -8 Нержавеющая сталь, тип 304 (активная)
Нержавеющая сталь с содержанием 13% хрома, тип 410 (активная)
Чугун
Мягкая сталь
Алюминий 2024
Кадмий
Alclad
Алюминий 6053
Оцинкованная сталь
Цинк
Магниевые сплавы0857 Анодный
(наиболее активный)
Естественные различия потенциалов металлов вызывают гальванические различия, такие как гальванический ряд в морской воде. Если между любыми двумя из этих материалов в присутствии электролита возникает электрический контакт, между ними должен протекать ток. Чем дальше друг от друга находятся металлы в гальваническом ряду, тем больше будет эффект или скорость гальванической коррозии. Металлы или сплавы на верхнем конце — благородные, а на нижнем — активные. Более активным металлом является анод или тот, который будет подвергаться коррозии.
Если между любыми двумя из этих материалов в присутствии электролита возникает электрический контакт, между ними должен протекать ток. Чем дальше друг от друга находятся металлы в гальваническом ряду, тем больше будет эффект или скорость гальванической коррозии. Металлы или сплавы на верхнем конце — благородные, а на нижнем — активные. Более активным металлом является анод или тот, который будет подвергаться коррозии.
Борьба с гальванической коррозией достигается за счет использования металлов, расположенных ближе друг к другу в гальваническом ряду, или за счет электрической изоляции металлов друг от друга. Катодная защита также может использоваться для контроля эффектов гальванической коррозии.
Вышеупомянутый акваланг подвергся гальванической коррозии, когда латунный клапан и стальной бак смачивались конденсатом. Электрические изолирующие фланцы, подобные показанным справа, используются для предотвращения гальванической коррозии. Между фланцами вставляются изолирующие прокладки, обычно полимерные, а изолирующие втулки и шайбы изолируют болтовые соединения
Вышеупомянутый акваланг подвергся гальванической коррозии, когда латунный клапан и стальной бак смачивались конденсатом. Электрические изолирующие фланцы, подобные показанным справа, используются для предотвращения гальванической коррозии. Между фланцами вставляются изолирующие прокладки, обычно полимерные, а изолирующие втулки и шайбы изолируют болтовые соединения.
Электрические изолирующие фланцы, подобные показанным справа, используются для предотвращения гальванической коррозии. Между фланцами вставляются изолирующие прокладки, обычно полимерные, а изолирующие втулки и шайбы изолируют болтовые соединения.
KSC проводит исследования последствий гальванической коррозии. На фото ниже показана коррозия, вызванная винтом из нержавеющей стали, вызывающим гальваническую коррозию алюминия. На снимке показана коррозия, возникшая в результате шестимесячного воздействия на полигоне атмосферных испытаний.
Вернуться к началу
Коррозия концентрационной ячейки
Коррозия концентрационной ячейки возникает, когда два или более участка металлической поверхности находятся в контакте с разными концентрациями одного и того же раствора. Существует три основных типа коррозии ячеек концентрации:
- ячейки концентрации ионов металлов
- датчиков концентрации кислорода и
- активно-пассивных ячеек.

Концентрационные ячейки для ионов металлов
В присутствии воды высокая концентрация ионов металлов будет находиться под облицовочными поверхностями, а низкая концентрация ионов металлов будет существовать рядом с щелью, образуемой облицовочными поверхностями. Между двумя точками будет существовать электрический потенциал. Область металла, находящаяся в контакте с низкой концентрацией ионов металла, будет катодной и будет защищена, а область металла, находящаяся в контакте с высокой концентрацией ионов металла, будет анодной и подвергнется коррозии. Это условие может быть устранено путем герметизации поверхностей обшивки таким образом, чтобы исключить попадание влаги. Надлежащее нанесение защитного покрытия с неорганическими цинковыми грунтовками также эффективно снижает коррозию поверхности обшивки.
Датчики концентрации кислорода
Водный раствор, контактирующий с металлической поверхностью, обычно содержит растворенный кислород. Кислородная ячейка может развиваться в любой точке, где кислород воздуха не может равномерно диффундировать в раствор, тем самым создавая разницу в концентрации кислорода между двумя точками. Типичные места расположения ячеек концентрации кислорода находятся под металлическими или неметаллическими отложениями (грязью) на поверхности металла и под поверхностями обшивки, такими как заклепочные соединения внахлестку. Кислородные ячейки могут также развиваться под прокладками, деревом, резиной, пластиковой лентой и другими материалами, соприкасающимися с металлической поверхностью. Коррозия будет происходить в области низкой концентрации кислорода (анод). Серьезность коррозии из-за этих условий можно свести к минимуму путем герметизации, поддержания поверхностей в чистоте и отказа от использования материалов, допускающих проникновение влаги между сопрягаемыми поверхностями.
Кислородная ячейка может развиваться в любой точке, где кислород воздуха не может равномерно диффундировать в раствор, тем самым создавая разницу в концентрации кислорода между двумя точками. Типичные места расположения ячеек концентрации кислорода находятся под металлическими или неметаллическими отложениями (грязью) на поверхности металла и под поверхностями обшивки, такими как заклепочные соединения внахлестку. Кислородные ячейки могут также развиваться под прокладками, деревом, резиной, пластиковой лентой и другими материалами, соприкасающимися с металлической поверхностью. Коррозия будет происходить в области низкой концентрации кислорода (анод). Серьезность коррозии из-за этих условий можно свести к минимуму путем герметизации, поддержания поверхностей в чистоте и отказа от использования материалов, допускающих проникновение влаги между сопрягаемыми поверхностями.
Активно-пассивные элементы
Металлы, защита от коррозии которых зависит от прочно прилегающей пассивной пленки (обычно оксидной); например, аустенитная коррозионно-стойкая сталь может подвергаться коррозии активно-пассивными ячейками. Коррозионное действие обычно начинается с датчика концентрации кислорода; например, солевые отложения на поверхности металла в присутствии воды, содержащей кислород, могут создать кислородную ячейку. Если пассивная пленка под солевыми отложениями разорвется, активный металл под пленкой подвергнется коррозионному воздействию. Электрический потенциал будет возникать между большой площадью катода (пассивная пленка) и небольшой площадью анода (активный металл). Это приведет к быстрому питтингу активного металла. Этого типа коррозии можно избежать путем частой очистки и нанесения защитных покрытий.
Коррозионное действие обычно начинается с датчика концентрации кислорода; например, солевые отложения на поверхности металла в присутствии воды, содержащей кислород, могут создать кислородную ячейку. Если пассивная пленка под солевыми отложениями разорвется, активный металл под пленкой подвергнется коррозионному воздействию. Электрический потенциал будет возникать между большой площадью катода (пассивная пленка) и небольшой площадью анода (активный металл). Это приведет к быстрому питтингу активного металла. Этого типа коррозии можно избежать путем частой очистки и нанесения защитных покрытий.
Вернуться к началу
Точечная коррозия
Пассивные металлы, такие как нержавеющая сталь, устойчивы к коррозионным средам и могут хорошо работать в течение длительного периода времени. Однако если коррозия все-таки возникает, то она образуется случайным образом в ямках. Питтинг чаще всего возникает в присутствии ионов хлора в сочетании с такими деполяризаторами, как кислород или окисляющие соли.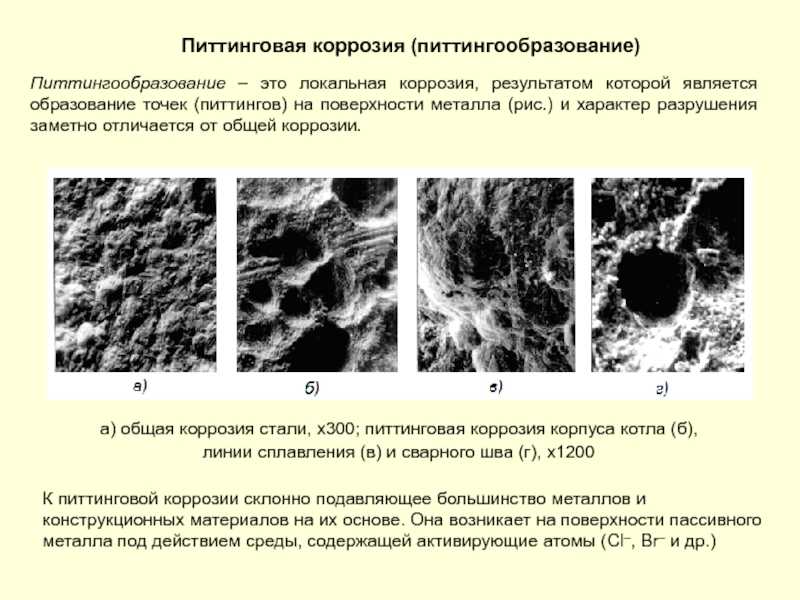 Методы, которые можно использовать для борьбы с питтингом, включают поддержание чистоты поверхностей, нанесение защитного покрытия и использование ингибиторов или катодной защиты при погружении. Добавки молибдена в нержавеющую сталь (например, в нержавеющую сталь 316) предназначены для уменьшения точечной коррозии.
Методы, которые можно использовать для борьбы с питтингом, включают поддержание чистоты поверхностей, нанесение защитного покрытия и использование ингибиторов или катодной защиты при погружении. Добавки молибдена в нержавеющую сталь (например, в нержавеющую сталь 316) предназначены для уменьшения точечной коррозии.
(любезно предоставлено www.eci-ndt.com)
Пузырьки ржавчины или бугорки на чугуне выше указывают на точечную коррозию. Исследователи обнаружили, что среда внутри пузырьков ржавчины почти всегда содержит больше хлоридов и меньше pH (более кислая), чем общая внешняя среда. Это приводит к концентрированной атаке внутри боксов.
Аналогичные изменения в окружающей среде происходят внутри щелей, трещин коррозии под напряжением и трещин коррозионной усталости. Все эти формы коррозии иногда включаются в термин «коррозия окклюзионных ячеек».
Точечная коррозия может привести к неожиданному катастрофическому отказу системы. Раздвоенная трубка вверху слева была вызвана точечной коррозией нержавеющей стали. Типичная яма на этой трубе показана вверху справа.
Раздвоенная трубка вверху слева была вызвана точечной коррозией нержавеющей стали. Типичная яма на этой трубе показана вверху справа.
Иногда точечная коррозия может быть очень небольшой на поверхности и очень большой под поверхностью. На рисунке внизу слева показан этот эффект, характерный для нержавеющей стали и других металлов, защищенных пленкой. Точечная коррозия, показанная внизу справа (белая стрелка), привела к коррозионному разрушению под напряжением, показанному черными стрелками.
Полное обсуждение этой коррозии содержится в Steven J. McDanels, «Анализ отказов труб стартовой площадки из Космического центра Кеннеди», Microstructural Science, Vol. 25, 1998, ASM International, Materials Park, OH, стр. 125-129.
Вернуться к началу
Щелевая коррозия
Щелевая или контактная коррозия – это коррозия, возникающая в области контакта металлов с металлами или металлов с неметаллами. Это может произойти на шайбах, под ракушками, на песчинках, под нанесенными защитными пленками и в карманах, образованных резьбовыми соединениями. Независимо от того, свободны ли нержавеющие стали от питтинговых зародышей, они всегда подвержены такому виду коррозии, потому что зародыши не нужны.
Это может произойти на шайбах, под ракушками, на песчинках, под нанесенными защитными пленками и в карманах, образованных резьбовыми соединениями. Независимо от того, свободны ли нержавеющие стали от питтинговых зародышей, они всегда подвержены такому виду коррозии, потому что зародыши не нужны.
Чистота, правильное использование герметиков и защитных покрытий являются эффективными средствами решения этой проблемы. Молибденсодержащие марки нержавеющей стали (например, 316 и 316L) обладают повышенной стойкостью к щелевой коррозии.
Щелевая коррозия, показанная выше, произошла, когда вместо более устойчивого к коррозии сорта титана использовался аэрокосмический сплав (титан-6-алюминий-4-ванадий). В титан добавляют специальные легирующие добавки для получения сплавов, устойчивых к щелевой коррозии даже при повышенных температурах.
Винты и крепежные детали являются распространенными источниками проблем, связанных с щелевой коррозией. Показанные ниже винты из нержавеющей стали подверглись коррозии во влажной атмосфере корпуса прогулочного катера.
(любезно предоставлено Marinesurvey.com)
Вернуться к началу страницы
Нитевидная коррозия
Этот тип коррозии возникает при проникновении влаги под окрашенные или покрытые металлом поверхности. Наиболее подвержены этой проблеме лаки и «быстросохнущие» краски. Их использования следует избегать, если отсутствие неблагоприятного воздействия не доказано полевым опытом. Там, где требуется покрытие, оно должно обладать низкими характеристиками паропроницаемости и отличной адгезией. Покрытия с высоким содержанием цинка также следует рассматривать для покрытия углеродистой стали из-за их качества катодной защиты.
(любезно предоставлено www.cp.umist.ac.uk)
Нитевидная коррозия обычно начинается с небольших, иногда микроскопических дефектов покрытия.
На рисунке слева показана нитевидная коррозия, вызывающая просачивание сварного резервуара. На снимке справа показаны «червеобразные» нитевидные коррозионные туннели, образующиеся под покрытием на Атмосферном испытательном полигоне.
На снимке справа показаны «червеобразные» нитевидные коррозионные туннели, образующиеся под покрытием на Атмосферном испытательном полигоне.
Нитевидная коррозия сводится к минимуму тщательной подготовкой поверхности перед нанесением покрытия, использованием покрытий, устойчивых к этой форме коррозии (см. сведен к минимуму.
Вернуться к началу
Межкристаллитная коррозия
Межкристаллитная коррозия представляет собой повреждение границ зерен металла или сплава или рядом с ними. Сильно увеличенное поперечное сечение большинства коммерческих сплавов покажет их зернистую структуру. Эта структура состоит из множества отдельных зерен, и каждое из этих крошечных зерен имеет четко очерченную границу, которая химически отличается от металла в центре зерна. Термическая обработка нержавеющих сталей и алюминиевых сплавов усугубляет эту проблему.
На рисунке выше показана коррозия нержавеющей стали в зоне термического влияния на небольшом расстоянии от сварного шва. Это типично для межкристаллитной коррозии аустенитных нержавеющих сталей. Эту коррозию можно устранить, используя стабилизированные нержавеющие стали (321 или 347) или низкоуглеродистые марки нержавеющей стали (304L или 3I6L).
Это типично для межкристаллитной коррозии аустенитных нержавеющих сталей. Эту коррозию можно устранить, используя стабилизированные нержавеющие стали (321 или 347) или низкоуглеродистые марки нержавеющей стали (304L или 3I6L).
Термически обрабатываемые алюминиевые сплавы (сплавы серий 2000, 6000 и 7000) также могут иметь эту проблему. См. раздел о расслаивающей коррозии ниже.
Вернуться к началу
Отслаивающая коррозия
Отслаивание — это форма межкристаллитной коррозии. Он проявляется в приподнимании поверхностных зерен металла силой расширяющихся продуктов коррозии, возникающих на границах зерен непосредственно под поверхностью. Это видимые признаки межкристаллитной коррозии и чаще всего наблюдается на прессованных профилях, где толщина зерна меньше, чем в прокатных формах. Эта форма коррозии распространена на алюминии и может возникнуть на углеродистой стали.
На рисунке слева показано расслоение алюминия. Отслоение углеродистой стали видно в канале на панели экспонирования покрытия справа. Расширение металла, вызванное расслаивающей коррозией, может создавать напряжения, которые изгибают или разрывают соединения и приводят к разрушению конструкции.
Отслоение углеродистой стали видно в канале на панели экспонирования покрытия справа. Расширение металла, вызванное расслаивающей коррозией, может создавать напряжения, которые изгибают или разрывают соединения и приводят к разрушению конструкции.
Вернуться к началу
Коррозионное растрескивание под напряжением
Коррозионное растрескивание под напряжением (SCC) вызывается одновременным воздействием растягивающего напряжения и специфической коррозионной среды. Напряжения могут быть вызваны приложенными нагрузками, остаточными напряжениями производственного процесса или их комбинацией.
На поперечных сечениях SCC часто видны разветвленные трещины. Эта схема разветвления рек уникальна для SCC и используется при анализе отказов, чтобы определить, когда возникла эта форма коррозии.
На фотографии ниже показан SCC изолированной линии конденсата из нержавеющей стали. Вода смачивала изоляцию и вызывала выщелачивание хлоридов из изоляции на горячую металлическую поверхность. Это распространенная проблема на линиях пара и конденсата. Контроль заключается в поддержании кожухов вокруг линий, чтобы влага не попадала в изоляцию или быстро стекала.
Это распространенная проблема на линиях пара и конденсата. Контроль заключается в поддержании кожухов вокруг линий, чтобы влага не попадала в изоляцию или быстро стекала.
На следующих двух фотографиях показан межкристаллитный SCC алюминиевой аэрокосмической детали. Межкристаллитный характер коррозии виден на изображении, полученном с помощью сканирующего электронного микроскопа слева, и на микроскопическом поперечном сечении справа. Стрелки указывают на первичную трещину, показанную на обоих рисунках. Обратите внимание, что вторичные трещины также очевидны. Эти вторичные трещины распространены при коррозионном растрескивании под напряжением.
Описанное выше разрушение произошло на алюминиевом сплаве, подвергнутом воздействию остаточных напряжений и соленой воды. Изменения в термической обработке сплава, рекомендованные Лабораторией материалов KSC, устранили эту проблему. Макдэнелс, С.Дж., 9 лет0357 «Обзор усталости и других видов металлургических отказов и анализ в Космическом центре Кеннеди»
, Воспламеняемость и чувствительность материалов в обогащенной кислородом атмосфере: восьмой том , ASTM STP 1319, WT Royals, T. C. Chou и T.A. Steinberg, Eds., American Society for Testing and Materials, 1997.
C. Chou и T.A. Steinberg, Eds., American Society for Testing and Materials, 1997.Вернуться к началу
Коррозионная усталость
Коррозионная усталость является частным случаем коррозии под напряжением, вызванной совместным воздействием циклического стресса и коррозии. Ни один металл не застрахован от некоторого снижения его стойкости к циклическим нагрузкам, если металл находится в агрессивной среде. Ущерб от коррозионной усталости больше, чем сумма повреждений как от циклических напряжений, так и от коррозии. Бороться с коррозионной усталостью можно либо путем снижения циклических напряжений, либо путем контроля коррозии.
«Отметины» на гребном винте, показанные ниже, указывают на прогрессирование усталости на этой поверхности.
Подобные береговые отметки показаны на аэрокосмической части внизу слева. На изображении, полученном с помощью сканирующего электронного микроскопа с большим увеличением, справа видны бороздки (отдельные следы прогрессирования трещины). Часть, показанная ниже, также обсуждается в разделе, посвященном фреттинг-коррозии.
Часть, показанная ниже, также обсуждается в разделе, посвященном фреттинг-коррозии.
Печально известный пример коррозионной усталости произошел в 1988 году на авиалайнере, летевшем между Гавайскими островами. Эта катастрофа, унесшая одну жизнь, побудила авиакомпании осмотреть свои самолеты и проверить их на коррозионную усталость.
Вернуться к началу
Фреттинг-коррозия
Быстрая коррозия, возникающая на границе раздела между соприкасающимися сильно нагруженными металлическими поверхностями, когда они подвергаются небольшим вибрационным движениям, известна как фреттинг-коррозия.
На фото выше показана фрет-коррозия столба забора и проволоки, которая раскачивается на ветру и изнашивается относительно столба. И столб забора, и соединительные провода подвержены фреттинг-коррозии.
Этот тип коррозии чаще всего встречается на поверхностях подшипников машин, таких как шатуны, шлицевые валы и опоры подшипников, и часто вызывает усталостное разрушение. Это может произойти в конструктивных элементах, таких как фермы, где используются сильно нагруженные болты, и между болтовыми элементами происходит некоторое относительное движение.
Это может произойти в конструктивных элементах, таких как фермы, где используются сильно нагруженные болты, и между болтовыми элементами происходит некоторое относительное движение.
(любезно предоставлено www.emersonbearing.com)
Фреттинг-коррозия значительно замедляется, когда контактирующие поверхности хорошо смазываются, например, поверхности подшипников машинного оборудования, чтобы исключить прямой контакт с воздухом.
Вышеупомянутая обойма подшипника является классическим примером фреттинг-коррозии. Это значительно замедляется, когда контактирующие поверхности могут быть хорошо смазаны, как в поверхностях, несущих механизмы, чтобы исключить прямой контакт с воздухом.
Истирание большой алюминиевой детали (вверху слева) привело к отложениям мусора (показаны в поперечных сечениях справа). Вибрационные движения, трение вперед и назад, также приводили к усталостным трещинам, показанным в разделе, посвященном усталостной коррозии.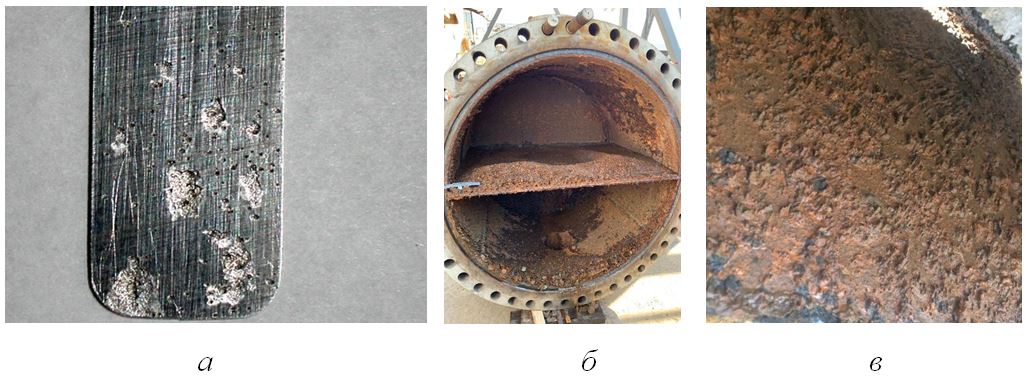
Вернуться к началу
Эрозионная коррозия
Эрозионная коррозия является результатом сочетания агрессивной химической среды и высоких скоростей поверхности жидкости. Это может быть результатом быстрого обтекания неподвижного объекта жидкостью, как в случае с обратным клапаном нефтяного месторождения, показанным слева внизу, или результатом быстрого движения объекта в неподвижной жидкости, например, когда винт корабля взбалтывает океан.
Поверхности, подвергшиеся эрозионной коррозии, как правило, довольно чистые, в отличие от поверхностей, подверженных многим другим формам коррозии.
С эрозионной коррозией можно бороться, используя более твердые сплавы (включая напыление или сварку) или более стойкий к коррозии сплав. Изменения скорости жидкости и изменения в характере течения также могут уменьшить последствия эрозионной коррозии.
Эрозионная коррозия часто является результатом стирания защитной окалины или покрытия на поверхности металла. Эксплуатационная труба нефтяного месторождения, показанная выше справа, подверглась коррозии, когда давление в скважине стало достаточно низким, чтобы вызвать многофазный поток жидкости. Воздействие схлопывающихся пузырьков газа приводило к повреждению стыков в местах соединения НКТ и большей турбулентности.
Эксплуатационная труба нефтяного месторождения, показанная выше справа, подверглась коррозии, когда давление в скважине стало достаточно низким, чтобы вызвать многофазный поток жидкости. Воздействие схлопывающихся пузырьков газа приводило к повреждению стыков в местах соединения НКТ и большей турбулентности.
Многие считают, что эрозионная коррозия связана с турбулентным течением. Это верно, потому что все практические трубопроводные системы требуют турбулентного потока — жидкость не будет течь достаточно быстро, если будет поддерживаться пластинчатый (нетурбулентный) поток. Большая часть, если не вся, эрозионная коррозия может быть связана с течением многофазного флюида. Обратный клапан слева выше вышел из строя из-за песка и других частиц в неагрессивной жидкости. Трубка справа вышла из строя из-за разницы давлений, вызванной тем, что пузырьки газа обрушились на стенку трубы и разрушили защитную минеральную накипь, которая ограничивала коррозию.
Вернуться к началу
Делегирование
Делегирование — редкая форма коррозии медных сплавов, серого чугуна и некоторых других сплавов. Делегирование происходит, когда сплав теряет активный компонент металла и сохраняет более устойчивый к коррозии компонент в виде пористой «губки» на поверхности металла. Это также может происходить при переосаждении благородного компонента сплава на поверхность металла. Контроль достигается за счет использования более стойких сплавов, ингибированных латунью, и ковкого или шаровидного чугуна.
Делегирование происходит, когда сплав теряет активный компонент металла и сохраняет более устойчивый к коррозии компонент в виде пористой «губки» на поверхности металла. Это также может происходить при переосаждении благородного компонента сплава на поверхность металла. Контроль достигается за счет использования более стойких сплавов, ингибированных латунью, и ковкого или шаровидного чугуна.
Латунь слева обесточена, оставив на поверхности пористую медную пробку. Водопроводная труба из серого чугуна, показанная на правой фотографии, имеет заглушки с графитированной и левой графитовой поверхностями, которые видны на поверхности разреза. Ржавые бугорки или пузыри также являются признаком точечной коррозии.
На нижнем фото показан слой меди на поверхности трубы теплообменника из мельхиора, состоящего из 70 % меди и 30 % никеля, снятого с корабля.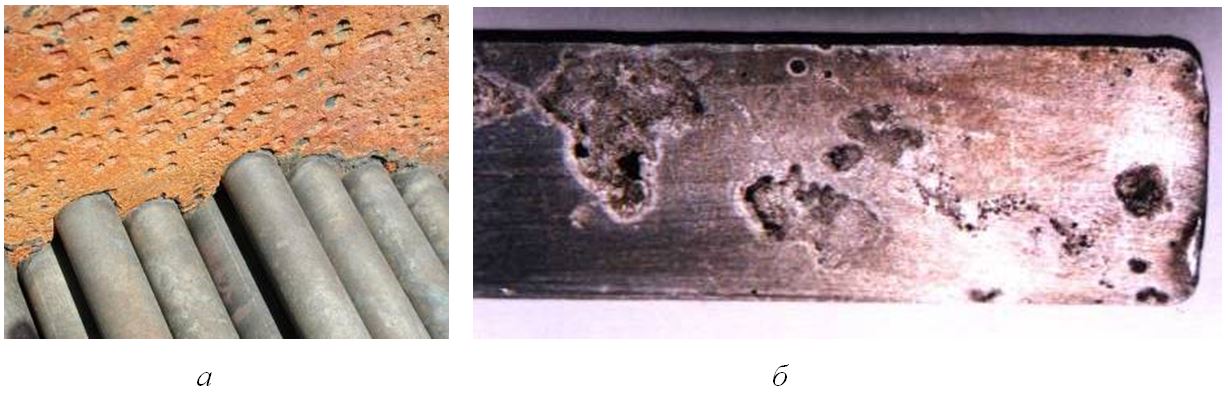 Стоячая морская вода настолько агрессивна, что даже этот обычно устойчивый к коррозии сплав подвергся коррозии. Практически все медные сплавы в некоторых средах подвержены отслаиванию.
Стоячая морская вода настолько агрессивна, что даже этот обычно устойчивый к коррозии сплав подвергся коррозии. Практически все медные сплавы в некоторых средах подвержены отслаиванию.
Вернуться к началу
Повреждение водородом
Водород может вызвать ряд проблем, связанных с коррозией. Водородное охрупчивание является проблемой для высокопрочных сталей, титана и некоторых других металлов. Борьба заключается в удалении водорода из окружающей среды или в использовании устойчивых сплавов.
Вздутие водорода может произойти, когда водород попадает в сталь в результате реакции восстановления на металлическом катоде. Затем одноатомные атомы водорода диффундируют через металл до тех пор, пока не встретятся с другим атомом, обычно во включениях или дефектах металла. Образовавшиеся двухатомные молекулы водорода становятся слишком большими, чтобы мигрировать и попадать в ловушку. В конце концов образуется газовый пузырь, который может расколоть металл, как показано на рисунке ниже.
Образование пузырей водорода контролируется за счет минимизации коррозии в кислых средах. Это не проблема в нейтральной или едкой среде или с высококачественными сталями с низким уровнем примесей и включений.
Сломанная пружина вверху слева была доставлена в лабораторию материалов KSC для анализа неисправности. Исследование при большом увеличении в сканирующем электронном микроскопе (вверху справа) выявило межкристаллитное расслоение, характерное для водородного растрескивания (водородное охрупчивание). Деталь была оцинкована во время восстановления, а водород, попавший в металл в процессе покрытия, не был прокален. Процедура отжига после металлизации должна быть стандартной для высокопрочных сталей.
Вернуться к началу
Коррозия в бетоне
На изображении слева показаны трещины и пятна на дамбе возле Космического центра Кеннеди. Точечная коррозия на правом фото произошла на алюминиевых перилах на бетонной дамбе над входом в Атлантический океан.
Бетон является широко используемым конструкционным материалом, который часто армируется армирующими стержнями из углеродистой стали, тросом для пост-натяжения или проволокой для предварительного напряжения. Сталь необходима для поддержания прочности конструкции, но она подвержена коррозии. Растрескивание, связанное с коррозией в бетоне, является серьезной проблемой в районах с морской средой (например, KSC) и в районах, где используются противогололедные соли.
Существует две теории возникновения коррозии в бетоне:
- Соли и другие химические вещества попадают в бетон и вызывают коррозию. Коррозия металла приводит к возникновению сил расширения, вызывающих растрескивание бетонной конструкции.
- Трещины в бетоне позволяют влаге и солям достигать поверхности металла и вызывать коррозию.
Оба варианта имеют своих сторонников, и также возможно, что коррозия бетона может возникнуть в любом случае. Механизм на самом деле не важен, коррозия приводит к повреждениям, а повреждения необходимо контролировать.
При новом строительстве коррозию в бетоне обычно контролируют путем заделки стали достаточно глубоко, чтобы химические вещества с поверхности не достигали стали (адекватная глубина покрытия). Другие средства контроля включают поддержание соотношения вода/цемент ниже 0,4, наличие высокого цементного фактора, надлежащую детализацию для предотвращения растрескивания и образования луж, а также использование химических добавок. Эти методы очень эффективны, и большинство бетонных конструкций даже в морской среде не подвержены коррозии.
К сожалению, некоторые бетонные конструкции подвержены коррозии. Когда это происходит, корректирующие действия могут включать ремонт треснувшего и отколотого бетона, покрытие поверхности для предотвращения дальнейшего проникновения агрессивных химикатов в конструкцию и катодную защиту, электрические средства контроля коррозии. KSC имеет опыт применения всех этих методов борьбы с коррозией существующих бетонных конструкций.
Вернуться к началу
Микробная коррозия
Микробная коррозия (также называемая микробиологической коррозией или MIC) — это коррозия, вызванная присутствием и активностью микробов. Эта коррозия может принимать различные формы и может контролироваться биоцидами или обычными методами контроля коррозии.
Эта коррозия может принимать различные формы и может контролироваться биоцидами или обычными методами контроля коррозии.
Существует ряд механизмов, связанных с этой формой коррозии, и подробные объяснения доступны на веб-сайтах, перечисленных в конце этого раздела. Большая часть MIC имеет форму ямок, которые образуются под колониями живых органических веществ, минералов и биоотложений. Эта биопленка создает защитную среду, в которой условия могут стать весьма агрессивными, а коррозия ускоряется.
На рисунке ниже показана биопленка на металлической поверхности конденсатора. Эти биопленки могут позволить агрессивным химическим веществам собираться внутри и под пленками. Таким образом, коррозионные условия под биопленкой могут быть очень агрессивными даже в тех местах, где основная среда не вызывает коррозии.
(любезно предоставлено www.asm.org) | (любезно предоставлено www. |
 micscan.com)
micscan.com) MIC может представлять собой серьезную проблему в системах со стоячей водой, таких как система противопожарной защиты, из-за которой образовались ямы, показанные выше. Использование биоцидов и методов механической очистки может снизить МИК, но в любом месте, где вероятно скопление стоячей воды, может возникнуть МИК.
Коррозия (окисление металла) может произойти только в том случае, если присутствует какое-либо другое химическое вещество, подлежащее восстановлению. В большинстве сред восстанавливаемое химическое вещество представляет собой либо растворенный кислород, либо ионы водорода в кислотах. В анаэробных условиях (без кислорода или воздуха) могут размножаться некоторые бактерии (анаэробные бактерии). Эти бактерии могут обеспечить восстанавливаемые химические вещества, которые способствуют возникновению коррозии. Вот как произошла ограниченная коррозия, обнаруженная на корпусе «Титаника». На снимке ниже показан «шелест», снятый с корпуса «Титаника». Эта комбинация ржавчины и органического мусора ясно показывает расположение отверстий под заклепки и места наложения двух стальных пластин.
На снимке ниже показан «шелест», снятый с корпуса «Титаника». Эта комбинация ржавчины и органического мусора ясно показывает расположение отверстий под заклепки и места наложения двух стальных пластин.
(любезно предоставлено www.dbi.sk.ca)
В большинстве случаев микробная коррозия происходит в анаэробных или застойных условиях, но ее также можно обнаружить на конструкциях, подвергающихся воздействию воздуха. На рисунках ниже показаны водосливные ворота плотины гидроэлектростанции на реке Колумбия. Трещины от коррозии под напряжением были вызваны голубиным пометом, который выделял аммиак — химическое вещество, вызывающее коррозионное растрескивание под напряжением на медных сплавах, таких как шайбы, используемые в этой конструкции. Поскольку приучить голубей к горшку невозможно, потребовался новый сплав, устойчивый к аммиаку.
(любезно предоставлено www.meic.com)
Помимо использования коррозионно-стойких сплавов, контроль MIC включает использование биоцидов и методов очистки, удаляющих отложения с металлических поверхностей. Бактерии очень малы, и часто очень трудно сделать металлическую систему достаточно гладкой и достаточно чистой, чтобы предотвратить MIC.
Бактерии очень малы, и часто очень трудно сделать металлическую систему достаточно гладкой и достаточно чистой, чтобы предотвратить MIC.
Вернуться к началу
Различные типы коррозии: Питтинговая коррозия
Униформа гальванический Щель Питтинг ССС Блуждающий ток Индекс | |
| |
Что такое питтинговая коррозия?
Какие материалы восприимчивы
ASTM-G46 имеет стандартную визуальную диаграмму для
Форма
| |
| Механизмы точечной коррозии Коррозия | |
Что вызывает питтинговую коррозию?
Окружающая среда также может настроить дифференциальную аэрацию
Для однородной среды
Каковы факторы СРЕДА (химия) и МАТЕРИАЛ «Нержавеющие стали и сплавы: почему они Коррозия и причины их выхода из строя». Как оценить сопротивление
| |
Предотвращение точечной коррозии | |
Как предотвратить
| |
| Моделирование и прогнозирование Питтинговая коррозия Экстрим
CRA-Compass : ваш путеводитель по Обзор CRA-Compass для вод и Этот модуль занимается здесь .
Это программное обеспечение прогнозирует
| |
| Подробнее о питтинге Коррозия | |
| Где я могу узнать больше о точечная коррозия? Более подробная информация о точечной коррозии приведена ниже. курсы по коррозии, которые вы можете пройти как внутренние обучающие курсы, курс по запросу, онлайн
Если | |
| Дом | Предметный указатель | Контакт Нас | ПДФ | Copyright 1995-2022. Все права защищены. |
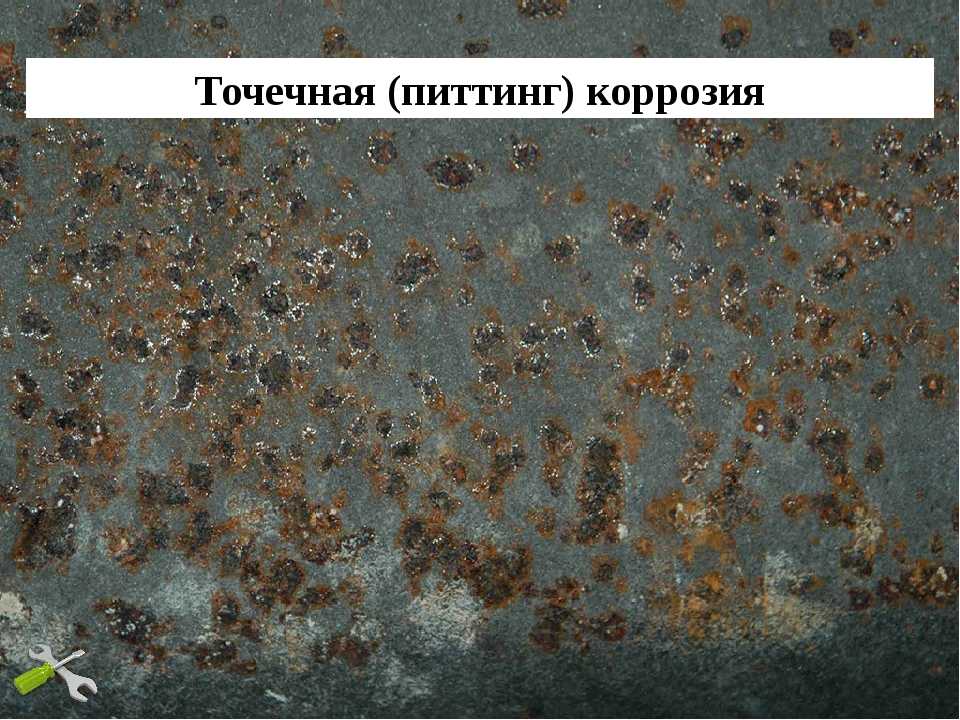


 Более
Более



12 типов коррозии с иллюстрациями | Классификация коррозии
Содержание поста
Что такое коррозия?
Коррозия является наиболее явлением , которое мы наблюдаем в наших повседневная жизнь, вы, должно быть, заметили, что некоторые объекты состоят из железного материала и что материал покрыт красноватым коричневым или оранжевым цветовым слоем этого образования происходит из-за химического или электрохимического процесса , который известен как коррозия и также называется ржавлением материала .
Термин Коррозия также применяется к деградации или износу бетона , дерева и пластика , но в основном относится к металлам от до . В металле наблюдается различных видов коррозии , которые наносят серьезный ущерб имуществу.
Ниже приведены Эффект коррозии ,
- Потеря материала
- Увеличение стоимости обслуживания
- Потеря внешнего вида
- Loss in safety and reliability
- Contamination of product
- Shutdown the plants
- Sometimes loss of precious minerals such as water, power, etc.
Types of Corrosion
В металлических материалах встречаются следующие различные типы коррозии:
- Атмосферная коррозия
- Эрозионная коррозия
- Selective Corrosion
- Uniform Corrosion
- Pitting Corrosion
- Fretting Corrosion
- Stress Corrosion
- Inter-granular Corrosion
- Corrosion Fatigue
- Galvanic corrosion
- Коррозия ватерлинии
Подробнее: Что такое стальные сваи | 4 типа стальных свай | Коррозия стальных свай Сталь | Преимущества и недостатки фундамента из стальных свай
Здесь мы обсуждали вышеупомянутые типы коррозии с картинками кратко,
1.
 Единая коррозия
Единая коррозия
Однородная коррозия
его название Предполагается oriform orifors
. поверхность металлов и расширена по всей поверхности металла , а также этот тип коррозии в основном наблюдается в металлических материалах , таких как цинк, свинец, алюминий и т. д., и он не может быть защищен обработкой поверхностным покрытием .
Кроме того, однородное покрытие также известно как общие типы коррозии , и эти однородные коррозии оказывают относительно незначительное влияние на характеристики материала .
Равномерная коррозия предотвращается некоторыми методами,
- Изменение среды
- Use anodizing
- Use corrosion inhibitors
- Use thicker material for allowance of corrosion
2.
 Inter-granular Corrosion
Inter-granular Corrosion
Inter-granular Corrosion
Intergranular corrosion occurs along the границы зерен и зерна не затронуты в этом случае. Это вызвано , когда есть заметная разница в реактивность по отношению к примесям и границам зерен также это различие возникает из-за термической обработки , нержавеющей стали, меди и дефектной сварки.
3.
Коррозия под напряжением
Коррозия под напряжением
Эта коррозия под напряжением возникает в результате комбинации механического напряжения и коррозионного напряжения окружающей среды на поверхности 0352 материала, а первоначально , небольшие трещины развиваются наконец, эта трещина приводит к разрушению всей конструкции, а напряжение коррозия непредсказуема по своей природе. Кроме того, вы можете назвать «SCC» — сокращенная форма напряжение коррозия растрескивание .
Кроме того, вы можете назвать «SCC» — сокращенная форма напряжение коррозия растрескивание .
В том случае, когда нержавеющая сталь подвергается напряжению в хлоридных средах в то время виды напряжения происходит коррозия , а с другой стороны, когда латунные материалы подвергаются нагрузке в аммиаке , в это время происходит коррозия под напряжением , а каустическая окантовка мягкой стали и сезонная трещина является лучшим примером напряжение растрескивание.
4.
Точечная коррозия
Точечная коррозия
Как следует из названия , точечная коррозия – это форма ржавые ямки или отверстия на поверхности металла, и это локализованная форма коррозии, на небольшой площади форма ржавой ямки может не быть похожей на , но в большинстве случаев коррозия полусферическая в форма, а также очень непредсказуемый и опасный тип коррозии , так что их трудно обнаружить.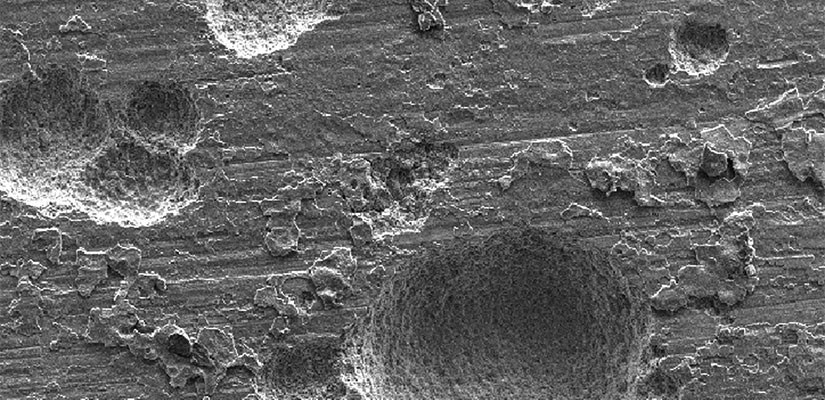
Обычно эта точечная коррозия возникает в алюминии, никелевых сплавах , стали и т. д.
Подробнее: 10 типов анкеров для бетона | Анкерные болты для бетона | 10 лучших анкеров для бетона | Типы анкеров для бетона
5.
Атмосферная коррозия
Атмосферная коррозия
Атмосферная коррозия мокрый тип s коррозии, которая вызвана влажным электролитом в сезон дождей, действием в это время электролиты вызывают коррозию открытого металла поверхность.
6.
Erosion Corrosion
Erosion Corrosion
Erosion Corrosion is caused by mechanical abrasion due to the movement between corrosive fluids and the metal surface , in that case , the metal surface gets повреждены или медленно изнашиваются из-за истирания быстро движущимися жидкостями . Кроме того, эрозия – коррозия в основном наблюдается в металле трубки , несущие в себе движущиеся жидкости .
Кроме того, эрозия – коррозия в основном наблюдается в металле трубки , несущие в себе движущиеся жидкости .
7.
Селективная коррозия
Селективная коррозия
Селективные типы коррозии возникают в сплава , где один из -металлических компонентов -де-сплав на . можно увидеть в трубах из латунного сплава, где цинк обычно используется в качестве другого компонента , и здесь металлический цинк делегируется.
8.
Фреттинг-коррозия
Фреттинг-коррозия
Фреттинг представляет собой комбинированное действие фреттинга , а также коррозии в точках, где две металлические пластины соприкасаются 51 или 90 90 пластинами или 3 поверхностями. действие трения , фреттинг-коррозия иногда известна как истирание коррозии.
Эту коррозию фреттинг-коррозию можно увидеть в заклепочных соединениях , зажимные поверхности, болтовые соединения , с и заклепочные соединения.
Фреттинг-коррозию можно предотвратить следующими способами:
- Используйте контактную смазку .
- Использование уплотнений для поглощения вибрации .
- Увеличение твердости обоих материалов и одного материала .
- Также уменьшите движение между двумя материалами.
- Использование тех материалов, которые подвержены истиранию коррозии .
9.
Corrosion Fatigue
Corrosion Fatigue
Corrosion fatigue by defined as fatigue in a corrosive environment , and also the aggressive environment can be harmful to the fatigu e life of a structure , и защита от коррозии необходимо .
Поверхность материала можно нагружать динамически в это время коррозионная усталость может быть серьезной проблемой, и ее можно предотвратить путем улучшения сопротивления усталости материала.
10.
Коррозия Усталость
Гальваническая коррозия
Этот Гальваническая коррозия возникает, когда различные металлы подвергаются воздействию атмосферы металла15, 9035 агрессивной
351 более высокое значение потенциала электрода образует анод и подвергается этому типу коррозии .
11.
Коррозия ватерлинии
Коррозия ватерлинии
Концентрация кислорода , растворенного в воде, больше на поверхности, чем в глубине, это приводит к образованию анодной ячейки , концентрации анода имеет нижнюю часть , и катод на вода уровень.
Из-за плохой проводимости воды , ионов ниже уровня воды и доступных для реакции , а металлическая поверхность подвергается коррозии ниже уровня воды .
Подробнее:13 типов дверных петель | Типы петель, используемых для дверей | Различные типы дверных петель | Что такое стыковая петля
Часто задаваемые вопросы:
Что вы подразумеваете под коррозией?
Коррозия является наиболее распространенным явлением которое мы наблюдаем в нашей повседневной жизни, вы должны были заметить, что некоторые объекты состоят из железного материала и что материал покрыт с красноватым коричневым или оранжевым слоем образование слоя происходит в результате химического или электрохимического процесса , который известен как коррозия , а также называется ржавчиной из материала .
