Корвет 400 токарный станок: Корвет-400 Станок токарно-винторезный настольный. Паспорт, схема, описание, характеристики
Содержание
Корвет-400 Станок токарно-винторезный настольный. Паспорт, схема, описание, характеристики
Сведения о производителе токарно-винторезного станка Корвет-400
Поставщиком настольного токарно-винторезного станка Корвет-400 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станки, выпускаемые предприятием Энкор-Инструмент-Воронеж
- Корвет-10 — станок круглопильный деревообрабатывающий переносной
- Корвет-21 — станок рейсмусовый деревообрабатывающий переносной
- Корвет-24 — станок строгальный деревообрабатывающий переносной
- Корвет-27 — станок рейсмусовый деревообрабатывающий переносной
- Корвет-31 — станок ленточнопильный вертикальный по дереву переносной
- Корвет-42 — станок сверлильный настольный Ø 6 х 60
- Корвет-51 — станок шлифовальный ленточный переносной
- Корвет-71 — станок токарный по дереву Ø 250 х 420
- Корвет-82 — станок фрезерный деревообрабатывающий переносной
- Корвет-88 — лобзик электрический
- Корвет-320 — станок многофункциональный деревообрабатывающий переносной
- Корвет 400 — станок токарно-винторезный настольный Ø 180 х 300
- Корвет 401 — станок токарно-винторезный настольный Ø 180 х 300
- Корвет 402 — станок токарно-винторезный настольный Ø 220 х 500
- Корвет 403 — станок токарно-винторезный настольный Ø 220 х 750
- Корвет 407 — станок токарно-фрезерный настольный Ø 220 х 750
Корвет-400 станок токарно-винторезный настольный.
 Назначение, область применения
Назначение, область применения
Токарно-винторезный станок по металлу Корвет 400 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения. Выпускается взамен станка Корвет-401.
Токарный станок Корвет 400 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической резьбы
- подрезка торцов
- Для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
- Для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
- При установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
- Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка Корвет 400 в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Токарный станок Корвет 400 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 400 может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарного станка по металлу Корвет 400:
- На станок установлен коллекторный двигатель
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
- Реверс вращения шпинделя
- Реверс подачи каретки
- Плавная регулировка вращения шпинделя в двух диапазонах
- Комплект сменных шестерен дает возможность нарезать метрическую резьбу практически с любым шагом
- Станок имеет таблицу для настройки станка при нарезании резьбы
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.
 025 мм
025 мм - Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
- Поворотный суппорт для конического точения деталей небольшой длины
- Для конического точения деталей большой длины задняя бабка имеет боковое смешение, которое выставляется по шкале
- Станок комплектуется поддоном для сбора стружки
- Для безопасной работы имеется защитный кожух с концевым выключателем
- Большой выбор оснастки
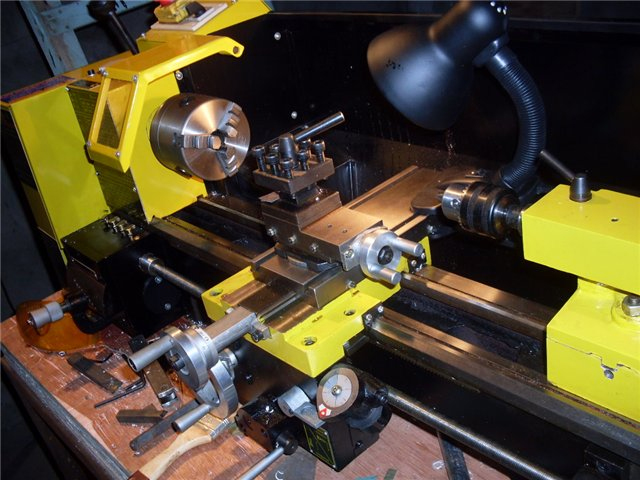
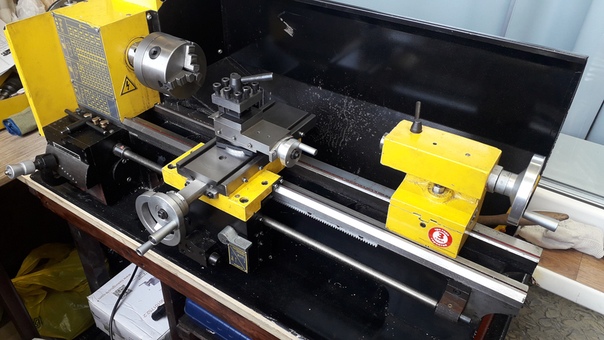
Общий вид токарно-винторезного станка Корвет-400
Фото токарно-винторезного станка Корвет-400
Фото токарно-винторезного станка Корвет-400
Расположение составных частей токарно-винторезного станка Корвет-400
Расположение основных узлов токарного станка Корвет-400
Расположение составных частей токарно-винторезного станка Корвет-400. Смотреть в увеличенном масштабе
Спецификация составных частей токарно-винторезного станка Корвет-400
- Передняя бабка
- Фланец шпинделя
- Трёхкулачковый самоцентрирующийся патрон
- Защитный щиток
- Кулачки патрона
- Болты крепления резца
- Резцедержатель
- Ручка фиксации резцедержателя
- Центр задней бабки
- Пиноль задней бабки
- Ручка фиксации положения пиноли в задней бабке
- Задняя бабка
- Маховик подачи пиноли задней бабки
- Гайка крепления задней бабки
- Салазки станины
- Станина
- Опора винта подачи каретки
- Ручка подачи поворотного суппорта
- Ходовой винт подачи каретки
- Суппорт поворотный
- Индикатор нарезания резьбы
- Рычаг включения автоматической подачи
- Ручка подачи поперечного суппорта
- Каретка
- Поперечный суппорт (резцовые салазки)
- Маховик ручной подачи каретки
- Колпак щеток электродвигателя
- Поддон для стружки
- Ножка резиновая
- Индикаторная таблица нарезания резьбы
- Защитный кожух гитары
- Ручка регулировки скорости
- Переключатель направления вращения шпинделя Вперед, Выключить, Назад
- Аварийный выключатель
- Рычаг переключения скорости в диапазоне Высокая, Низкая скорости
- Рычаг установки направления подачи каретки с позициями Вперед, Нейтральная, Назад
Схема сборки токарно-винторезного станка Корвет-400
Схема сборки токарно-винторезного станка Корвет-400
Схема сборки токарно-винторезного станка Корвет-400. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема электрическая токарно-винторезного станка Корвет-400
Электрическая схема токарно-винторезного станка Корвет-400
Описание работы электрической схемы токарного станка Корвет-400
Станок подключается к розетке сети 220В. 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить регулятор скорости в исходное положение, поворачивая его против часовой стрелки до щелчка
- освободить кнопку аварийного отключения станка SB 1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить вращение, поворачивая регулятор скорости Р по часовой стрелке и установить требуемые обороты
Изменение частоты вращения прямо пропорционально напряжению, поступающему от преобразователя AR1.
Выключить станок можно тремя способами:
- поворачивая регулятор Р против часовой стрелки до щелчка
- нажатием кнопки аварийного отключения
- выведением подключающей вилки из розетки
В любом случае, для возобновления работы включить вращение можно только так, как было описано выше. Поэтому для временного отключения вращения пользуйтесь регулятором, плавно уменьшая частоту вращения. Кнопку аварийного отключения используйте по назначению.
От перегрузок и короткого замыкания электрооборудование станка защищено предохранителем FU1. В случае его перегорания установите аналогичный предохранитель или обратитесь в центр сервисного обслуживания.
Читайте также: Производители токарных станков в России
Видео токарно-винторезного станка Корвет-400
Технические характеристики станка Корвет-400
| Наименование параметра | Корвет-400 | Корвет-401 | Корвет-402 | Корвет-403 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 180 | 180 | 220 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | ||||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | 0,1 | 0,2 | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,2 | 0,2 | 0,3 | 0,3 |
| Максимальный размер державки резца, мм | 8 х 8 | 10 х 10 | 13 х 13 | 13 х 13 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 | 20 |
| Конус Морзе шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 0. .1100, 0..2500 .1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Число ступеней частот обратного вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота обратного вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 80 | 80 | 100 | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 405 | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 65 | 110 | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 35 | 35 | 50 | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,25 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±45° | ±45° |
| Число ступеней продольных подач суппорта | Б/с | Б/с | ||
| Пределы продольных рабочих подач суппорта, мм/об | Б/с | Б/с | 0,12. .0,33 .0,33 | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 9 | 9 | 12 | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..2,0 | 0,5..2,5 | 0,5..3,0 | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | 8..56 | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 40 | 40 | 40 | 40 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,4 коллекторный | 0,5 коллекторный | 0,75 | 0,75 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 770 х 330 х 330 | 850 х 305 х 320 | 1030 х 480 х 475 | 1250 х 480 х 475 |
| Масса станка, кг | 37 | 38 | 105 | 120 |
- Токарно-винторезный станок 16к20.
 Руководство по эксплуатации, НИИМАШ, 1976
Руководство по эксплуатации, НИИМАШ, 1976 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Батов В.П. Токарные станки., 1978
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Корвет-400 Паспорт настольного токарного станка, (pdf) 1,9 Мб, Скачать
Отзывы о токарных станках по металлу ЭНКОР КОРВЕТ (Китай)
Код товара: 33829
Нет в наличии
Токарный станок по металлу Корвет-403
Ø обработки над станиной 220
РМЦ750
Ø отверстия шпинделя 20
Макс. обороты 1800
обороты 1800
Мощность 0.75 кВт
Напряжение220В
Масса120 кг
Отзыв о токарном станке по металлу Корвет-403
Достоинства:
ремонт-кит, цена
Комментарий:
Расстояние между центрами 750 мм – как у станка «для взрослых») Хотя позиционируется как хобби-агрегат. Тут не только для любителя, а и для малого бизнеса пойдет. + набор шестерен и инструментов – все прислали вместе со станком.
Код товара: 33808
Нет в наличии
Токарный станок по металлу Корвет-402
Ø обработки над станиной 220
РМЦ500
Ø отверстия шпинделя 20
Макс. обороты 1800
Мощность 0.75 кВт
Напряжение220В
Масса105 кг
Отзыв о токарном станке по металлу Корвет-402
Достоинства:
Тяжелый, удобное управление
Недостатки:
За такие деньги сложно найти
Комментарий:
Точил даже сталь, несмотря на то, что станок позиционируется, как предназначенный для цветмета и пластмассы. И берет! Не слишком быстро, но тянет. Еще понравилось, что станок довольно массивный, не прыгает по столу в гараже)
И берет! Не слишком быстро, но тянет. Еще понравилось, что станок довольно массивный, не прыгает по столу в гараже)
Покупал(а) для:
Обучения
Достоинства:
Тяжелый, удобное управление
Недостатки:
За такие деньги их сложно найти
Комментарий:
Точил даже сталь, несмотря на то, что станок позиционируется, как предназначенный для цветмета и пластмассы. И берет! Не слишком быстро, но тянет. Еще понравилось, что станок довольно массивный, не прыгает по столу в гараже)
Покупал(а) для:
Обучения
Код товара: 33892
Нет в наличии
Токарно-фрезерный станок по металлу Корвет 407
Ø обработки над станиной 220
Ø обработки над супортом 110
РМЦ750
Ø отверстия шпинделя 22
Макс. обороты 1800
обороты 1800
Мощность 0.75 кВт
Напряжение220В
Масса150 кг
Отзыв о токарно-фрезерном станке по металлу Корвет 407
Достоинства:
Точный, чемпион по РМЦ
Комментарий:
Давно загорелся идеей собрать собственный байк, вот дошел до практики. Места в гараже немного, комбинированный вариант — самое то. Выбрал 407 из-за самого большого расстояния между центрами среди китайцев. Переживал за точность, но все отлично, как на токарке, так и у фрезера.
Покупал(а) для:
Сообираю байк.
Код товара: 11998
Нет в наличии
Токарный станок по металлу Корвет 401
Ø обработки над станиной 180
РМЦ300
Ø отверстия шпинделя 20
Макс. обороты 2500
Мощность 0. 50 кВт
50 кВт
Напряжение220В
Масса40 кг
Отзыв о токарном станке по металлу Корвет 401
Достоинства:
Цена, размеры, тихий
Комментарий:
Спасибо производителю, что честно указывает в паспорте родину изделия – Китай, а не как можно подумать из названия. Ожидал набор «пересобери все сам», но, как ни странно, все обошлось. Может и повезло, но станок без всяких доработок уверенно точит с хорошей точностью. Конечно, он не для больших нагрузок, но это и не та ценовая категория.
Покупал(а) для:
Мелкой слесарной работы
Достоинства:
Работает после переборки
Недостатки:
Качество сборки
Комментарий:
Такое впечатление, что китайцы уже поняли, что их станки все равно перебирают, и вообще перестали что-то настраивать/затягивать. Разобрал и собрал практически полностью, попутно смазал. Иногда диву даешься азиатской изобретательности – один отверстие под углом просверлили, второй не стал заморачиваться переделкой и деталь подогнул) В целом, после доработки пользовать можно.
Разобрал и собрал практически полностью, попутно смазал. Иногда диву даешься азиатской изобретательности – один отверстие под углом просверлили, второй не стал заморачиваться переделкой и деталь подогнул) В целом, после доработки пользовать можно.
Покупал(а) для:
Малого бизнеса
Наша история | Hunter Engineering Company®
Компания Hunter Engineering, основанная Ли Хантером, имеет богатую историю, основанную на инновациях и превосходстве.
История охотника
Lee Hunter & Hunter Engineering
Компания Hunter Engineering обязана своим появлением разряженному автомобильному аккумулятору. Ли Хантер-младший, 23-летний студент-архитектор из Сент-Луиса, часто сталкивался с неисправностью автомобильного аккумулятора в своем кабриолете Packard.
Когда эксперты сказали, что это невозможно сделать, Ли Хантер изобрел способ быстрой зарядки автомобильных аккумуляторов. Затем он построил очень успешную компанию по производству и продаже других своих изобретений, которые вскоре произвели революцию в сфере обслуживания автомобилей.
Затем он построил очень успешную компанию по производству и продаже других своих изобретений, которые вскоре произвели революцию в сфере обслуживания автомобилей.
Сегодня компания Hunter Engineering разрабатывает, производит и продает широкий спектр оборудования для автосервиса для мирового рынка. Продукты Hunter включают в себя системы сход-развала на базе ПК и Windows®, компьютеризированные балансировочные станки, универсальные шиномонтажные станки, автомобильные и внедорожные тормозные станки, многофункциональные автомобильные подъемники и экономичное инспекционное оборудование.
Сертифицированное предприятие, принадлежащее ветерану
Начиная с 1946 года, когда ветераном и основателем Второй мировой войны Ли Хантером-младшим был ветеран Второй мировой войны и председатель правления Стивен Ф. Брауэр, компания Hunter Engineering принадлежит ветерану, всю историю и является одним из крупнейших предприятий в Сент-Луисе, штат Миссури, принадлежащих ветеранам.
Подробнее о богатой ветеранской истории Хантера
1930-е годы
Квикурент
1936
Kwikurent, первое в мире быстрое зарядное устройство, сократило время зарядки с 24 часов и более до менее часа, избавив от необходимости извлекать аккумулятор из автомобиля. Это была революция в отрасли, которая продавалась так быстро, как только компания могла их создавать.
Rocket Special
1938
Стремясь сделать дизайн более компактным, Ли Хантер представил Rocket Special, который включает в себя двухзарядный тестовый измеритель, который анализирует гравитационное напряжение за 10 секунд и 100-амперный выходной сигнал. для максимальной скорости зарядки. Он также работал в более доступной 110-вольтовой цепи.
1940-е годы
Возвращение домой
1946
После службы в инженерном корпусе армии США и артиллерийском корпусе во время Второй мировой войны Ли Хантер возвращается домой в Сент-Луис, чтобы открыть инженерную компанию Hunter на Хантер-авеню в Ладью , штат Миссури.
Балансировочный стенд Tune-In
1946
Балансировочный стенд Tune-In, дебютный продукт Hunter Engineering, представляет собой революционный автомобильный балансировочный станок и изобретение Ли Хантера.
Первая брошюра
1949
Форма 8-Т, выпущенная в июне 1949 года, является первой брошюрой компании.
1950-е годы
Команда по продажам и обслуживанию
1950
Ли Хантер начал собирать то, что впоследствии стало крупнейшей специализированной командой по продажам и обслуживанию в индустрии шиномонтажного оборудования.
Встречи по продажам
1952
Торговые представители становятся движущей силой роста Hunter Engineering. Встречи по продажам и групповые фотографии становятся традицией Hunter.
Одобрение GM
1953
General Motors открывает завод в Сент-Луисе для производства Corvette. Эта индивидуальная установка обеспечивает балансировку каждого колеса Corvette с использованием оборудования Hunter.![]()
Lite-A-Line
1955
Компания Hunter Engineering разрабатывает систему развал-схождения Lite-A-Line. Вскоре он становится отраслевым стандартом.
Дополнительные конфигурации
1955
Компания Hunter разрабатывает несколько конфигураций системы Lite-A-Line.
1960-е
Персонал Hunter
1960
В Hunter Engineering работает небольшой, но растущий персонал. На изображении инженерный, рекламный и инспекционный отделы работают бок о бок.
«Счастливый охотник»
1962
«Счастливый охотник» был одним из основных элементов ранних рекламных и учебных фильмов Hunter.
Съезды по продажам
1962
Ежегодный съезд по продажам 1962 года проходил в Сент-Луисе.
Переезд и расширение
1964
Hunter перерастает свое первоначальное здание и переезжает в кампус площадью 23 акра рядом с аэропортом Сент-Луиса. В этом месте есть новые офисы и производственный комплекс, который более чем в три раза превышает размер оригинала.
В этом месте есть новые офисы и производственный комплекс, который более чем в три раза превышает размер оригинала.
Партнерство Ford
1964
После тщательных испытаний Ford Motor Company называет Hunter своим единственным поставщиком оборудования для центровки и балансировки.
Выравнивание для тяжелых условий эксплуатации
1967
Системы выравнивания Hunter расширяются для работы в тяжелых условиях.
Выставки
1967
Компания Hunter продолжает расширять свое присутствие на ведущих отраслевых выставках в США и Канаде.
Compute-A-Line
1969
Системы Compute-A-Line для F-60 и F-70 были первыми в отрасли системами динамического сход-развала. Регулировку можно было производить без движения автомобиля и при вращении колес.
1970-е годы
Центр исследований и обучения
1973
Центр исследований и обучения Hunter открывается рядом со штаб-квартирой компании.
Балансировочные станки серии Rapid
1974
Компания Hunter представляет балансировочные станки серии Rapid, знаменующие начало динамической балансировки колес вне автомобиля.
S4 Electron-A-Line
1974
S4 Electron-A-Line была первой системой с электронными датчиками, в которой использовались электронные измерения развала, кастера и схождения колес, а также электронная компенсация биения колес.
Центр Совершенства Езды
1974
Центр Совершенства Езды Охотника в работе. RPC разгружает части боковой стенки, чтобы уменьшить изменение радиальной силы.
Усовершенствованные системы выравнивания
1975
К оригинальной системе Lite-A-Line (слева) присоединяются серии выравнивателей S5 Electron-A-Line, Tune-A-Line II и Autron-A-Line. . Усовершенствованные системы регулировки развала-схождения становятся основным направлением деятельности Hunter.
Дюран, MS производство
1976
Компания Hunter открывает производственное предприятие в Дюранте, штат Миссисипи, чтобы удовлетворить спрос на растущий ассортимент продукции. Область, окаймленная красным, показывает план первоначального объекта 1976 года.
Область, окаймленная красным, показывает план первоначального объекта 1976 года.
S7 Electron-A-Line
1979
Hunter S7 Electron-A-Line использует принцип осевой линии для регулировки развал-схождения, который становится основой современной технологии развал-схождения четырех колес.
1980-е
Смена руководства
1981
Стивен Ф. Брауэр назначен президентом, что стало первой сменой руководства с тех пор, как Ли Хантер основал Hunter Engineering. Брауэр ведет компанию к периоду быстрого роста за счет внедрения новых компьютерных технологий.
Развал-схождение A111
1982
Первый стенд для развал-схождения с ЭЛТ-дисплеем позволял техническим специалистам видеть измерения на экране.
Встречи по продажам и обслуживанию
1983
Растущая полевая организация принимает участие в Национальном совещании по продажам и обслуживанию 1983 года, которое проходило с 21 по 24 сентября.
Raymond, MS производство
1984
Начинается строительство нового производственного объекта в Raymond, MS, который откроется в следующем году.
Сход-развал C111
1985
Производство C111 началось в январе 1985 года с помощью маленького «Старого Форестера» — традиционное благословение нового продукта.
Прочные партнерские отношения
1986
Ли Хантер встречается с японским дистрибьютором Hunter, Iyasaka Ltd., поддерживая прочные партнерские отношения, которые начались почти четверть века назад, в 1960-х годах.
Датчики для установки на колеса
1987
Первые датчики для установки на колеса, которые обрабатывают измерения на самом датчике (предшественник будущих датчиков серии DSP), обеспечивают быстрые и точные показания выравнивания.
Подъемная стойка RL
1988
Стойка RL оснащена полностью плавающими задними пластинами, комплектом воздуховодов, выдвижными рабочими ступеньками и встроенными карманами для поворотной платформы.
Проверка тормозов
1989
Компьютеризированный тестер тормозов B400 измеряет эффективность тормозов в течение 4 минут.
1990-е годы
Сервисный центр Hunter
1991
Открывается сервисный центр Hunter Super, который служит основным центром распределения запасных частей в США
Партнерство с Windows®
1992
WinAlign® признана первой системой выравнивания транспортных средств на базе Windows®.
Зал автомобильной славы
1992
Ли Хантер введен в Зал автомобильной славы, где он делит внимание с такими гигантами индустрии, как Генри Форд, Луи Шевроле, Уолтер П. Крайслер и Соитиро Хонда.
Балансир DSP9000
1993
Балансировщик DSP9000 — первый балансировщик, использующий цифровую обработку сигналов для обеспечения непревзойденной точности.
Центр безопасности грузовиков
1993
Центр безопасности грузовиков занимается исследованиями, разработкой продуктов и обучением технических специалистов для большегрузных автомобилей.
Система центровки P211
1993
P211 — первая машина для центровки на базе ПК, оснащенная программным обеспечением WinAlign® на базе Windows® и датчиками серии DSP200.
Шиномонтажный станок TC325
1995
Шиномонтажный станок TC325 отличается эксклюзивной системой зажима «тюльпан» от Hunter, эргономичным дизайном и трехточечным шарнирным монтажным рычагом, которые и по сей день используются во многих шиномонтажных станках Hunter.
Датчики серии DSP200
1995
Датчики развала-схождения серий DSP200 и DSP250 стали отраслевым стандартом, используя инфракрасные лучи, которые объединяются для получения точных измерений развала-схождения.
Тормозной токарный станок BL500
1996
BL500 — первый тормозной токарный станок с технологией Digi-Cal, которая мгновенно измеряет размеры барабана или ротора, помогая техническим специалистам определить общее указанное биение.
Система центровки серии 411
1997
Система центровки серии 411 оснащена передовыми технологиями, включая самое передовое аппаратное обеспечение для персональных компьютеров.
Балансировочный станок GSP9700
1997
GSP9700 предлагает имитацию дорожного испытания для диагностики и решения проблем, связанных с вибрацией колес, не связанных с балансировкой, превращая этот балансировочный стенд в центр диагностики колес.
Датчики камеры DSP400
1998
Цифровые датчики изображения DSP400 оснащены прочными и простыми в обращении отражающими мишенями. Четыре камеры в башне стенда для развал-схождения измеряют положение и ориентацию каждой установленной на колесе мишени, что мгновенно обеспечивает первоначальные измерения сход-развала.
1998
Модель TC3250 отличается наклонным эргономичным дизайном. С добавлением устройства «Plus» этот универсальный станок становится самым популярным шиномонтажным станком Hunter, одобренным EMT.
Подъемная стойка RM
1999
Инновационная конструкция подъемной стойки RM обеспечивает легкий доступ для обслуживания благодаря разделенной передней части.
2000-е годы
Четырехстоечные подъемные стойки
2001
Выравнивающие стойки L421 (14 000 фунтов) и L424 (16 000 фунтов) оснащены более длинными скользящими пластинами, чем предыдущее поколение с.
Стойка для ножничного подъемника RX9
2001
Стойка для выравнивания RX9 предлагает несколько популярных функций, включая открытую переднюю и заднюю конструкцию для легкого доступа для обслуживания, сверхширокие 24-дюймовые направляющие, встроенные комплекты воздуховодов и возможность монтажа стойка вровень с полом
Балансировочный станок GSP9712
2002
Председатель компании Hunter Стив Брауэр проводит традиционное крещение первого GSP9712. Революционная система балансировки колес включает в себя новинки в отрасли, такие как StraightTrak®, которая измеряет и устраняет проблемы с вытягиванием шин.
Hunter Deutschland GmbH
2002
Открытие Hunter Deutschland GmbH. Офис и учебный центр недалеко от Мюнхена предлагают немецким производителям автомобилей ту же инженерную поддержку, что и производителям США.
Система выравнивания 811
2003
Устройство выравнивания 811 в сочетании с цифровыми датчиками изображения DSP600 и WinAlign® 7.0 обеспечивает повышенную производительность, рентабельность и ценность. Эта система лидирует в отрасли уже пять лет.
Датчики DSP500T
2004
Датчики центровки серии DSP500T, разработанные специально для тяжелых условий эксплуатации, обеспечивают точность и воспроизводимость измерений, невиданные ранее в тяжелой промышленности.
Одобрения OEM
2004
Современные цифровые системы выравнивания изображений Hunter Engineering получили одобрение BMW, Daimler Chrysler и Volkswagen Audi Group (VAG). Hunter остается единственным поставщиком центровки, получившим одобрение всех трех немецких автопроизводителей.
SmartWeight®
2005
Представлена революционная технология балансировки SmartWeight®. Этот запатентованный метод балансировки улучшает результаты балансировки колес, сводя к минимуму величину корректирующего веса, применяемого оператором.
Шиномонтажные станки серии TCX500
2005
Представлено семейство шиномонтажных станков TCX500. Эта группа настольных шиномонтажных станков подходит для легковых автомобилей и автомобилей средней грузоподъемности. Эта линейка чейнджеров станет основным продуктом отрасли и самой продаваемой серией Hunter.
Балансир GSP9200
2006
Представлен балансир GSP9200. Несмотря на то, что она задумана как компактная модель, она оснащена расширенными функциями, включая лазерную установку грузов SmartWeight®, автоматические двойные рычаги Dataset®, Spindle-Lok®, сканирование обода и Quick-Thread®.
Durant, MS 30 лет
2006
Durant, штат Миссисипи, достигает важной вехи и празднует 30-летие производства и сборки подъемных стоек Hunter.
Усовершенствования GSP9700
2007
Третье поколение GSP9700 совершенствует самую популярную модель Hunter, предлагая такие усовершенствования, как операционная система Linux, цветной ЖК-монитор, порт данных для флэш-накопителя и возможность размещать собственный логотип на приветствии. экран.
WinAlign® 10.0
2007
Используя новое программное обеспечение WinAlign® 10.0, система HawkEye® с цифровым изображением высокой четкости представляет собой систему сход-развала колес с меньшими и легкими датчиками, разработанными для скорости и эффективности.
Шиномонтажный станок Auto34
2008
Auto34 предлагает новый уровень контроля замены шин с помощью простой панели управления. Техники могут выполнять все операции без традиционного рычага.
Балансировочный станок SmartWeight®
2009
Компания Hunter официально представляет балансировочный станок SmartWeight® — высокопроизводительный балансировочный станок, разработанный для каждой мастерской. Полностью интегрированный с технологией SmartWeight Balancing Technology®, он также имеет множество мощных опций, включая подъемник колес, AutoClamp, лазерную систему верхней мертвой точки и принтер.
Полностью интегрированный с технологией SmartWeight Balancing Technology®, он также имеет множество мощных опций, включая подъемник колес, AutoClamp, лазерную систему верхней мертвой точки и принтер.
Усовершенствования с четырьмя опорами
2009
Четырехстоечные подъемные стойки L441 и L444 обеспечивают грузоподъемность 18 000 фунтов и возможность выбора конструкции с открытой или закрытой передней частью.
2010s
Усовершенствования WinAlign®
2010
WinAlign® 11.1 включает улучшения, такие как новые распечатки CodeLink® и поддержку датчиков DSP700. Приложение TouchRemote® для iPhone® добавляет новую динамику в WinAlign®.
HawkEye Elite®
2011
HE421 HawkEye Elite® с TD-мишенями. Настоящие трехмерные мишени, которые исключают контакт металла с металлом, а также необходимость тщательно центрировать мишень. Эта система оказывается быстрее, легче, долговечнее и меняет способ выравнивания транспортных средств в магазинах.
Hunter China
2011
Hunter China открывает дочерний офис в Пекине, Китай. Китайский рынок находится в периоде быстрого роста и расширения.
Quick Check®
2012
Система Hunters Quick Check® обеспечивает быструю и точную проверку соосности прямо с сервисного привода. Эта система становится одним из бестселлеров Hunter Engineering в рекордно короткие сроки.
Улучшения подъемной стойки RX
2012
Серия стоек RX пополняется выпуском RX16. Версия для поверхностного монтажа имеет высоту всего 9 дюймов в опущенном состоянии, но благодаря инновационной функции Power-Up стойка меняет точку подъема, что позволяет максимально увеличить вместимость.
Датчики DSP700T
2013
Датчики DSP700T представлены на рынке тяжелых условий эксплуатации. Эти датчики позволяют измерять все три оси одновременно. Разработанный, чтобы имитировать точность и убедительность системы легкового автомобиля, мир Heavy-Duty теперь имеет легкий, быстрый и точный эквивалент.
Рэймонд, штат Массачусетс, расширение
2014
Расширение производственного предприятия Hunter’s Raymond, MS добавляет 66 000 квадратных футов, включая современное электронное предприятие для производства сложных электронных сборок для многих продуктов Hunter.
Шиномонтажный станок Revolution™
2014
Revolution™ — это первый в отрасли надежный компьютеризированный автоматический шиномонтажный станок. В Revolution™ используется автоматизированный процесс для всех комбинаций шин и колес, что превращает всех техников в экспертов. Он имеет честь быть первым в мире шиномонтажным станком, внесенным в список UL, и был полностью спроектирован и изготовлен в США.
Hunter Canada
2014
В связи с огромным ростом канадского рынка компания Hunter Canada переезжает в новое помещение. В здании есть конференц-залы штата, а также полностью оборудованный отсек Power Bay, созданный по образцу объекта в Сент-Луисе, штат Миссури.
Quick Tread®
2015
В 2015 году здоровье шин было в центре внимания с появлением Quick Tread®. Система за считанные секунды сканирует все четыре шины и создает трехмерную модель. Изображение с модели предоставляет клиентам точный отчет о состоянии шин.
Выставка SEMA
2016
Компания Hunter Engineering стала крупнейшим участником выставки SEMA Show, не являющимся поставщиком оригинального оборудования, со стендом площадью 7000 квадратных футов, на котором работали более 100 сотрудников штаб-квартиры и членов полевой организации Hunter.
Road Force® Elite
2017
Road Force® Elite использует запатентованную технологию машинного зрения Hunter для автоматического определения размеров колес и измерения их биения. GM анонсирует Road Force® Elite как необходимое оборудование для использования в сервисных центрах в США
AutoComp Elite®
2017
В AutoComp Elite® реализована запатентованная технология автоматической компенсации и интуитивно понятный интерфейс с сенсорным экраном. Он также получил одобрение OE с беспрецедентной скоростью.
Он также получил одобрение OE с беспрецедентной скоростью.
Автономные функции
2018
Revolution™ WalkAway™ обеспечивает 80-секундную автономную работу во время процесса разрыва и демонтажа бортов и обеспечивает экономию времени на 25% и более в сочетании с балансировкой колес.
Беспилотная инспекция
2019
Quick Check Drive® предоставляет результаты автоматической проверки развал-схождения без остановок и труда. Дополнительные камеры могут снимать более 40 изображений на транспортное средство, защищая магазины от ошибочных требований о возмещении ущерба.
Обновите свой насос гидроусилителя рулевого управления C4 с системами рулевого управления Turn One
| Практические советы — двигатель и трансмиссия
Замена насоса: система рулевого управления Turn One вдохнет новую жизнь в ваш усталый насос гидроусилителя руля C4 Corvette
Это факт, что Корветы предназначены для того, чтобы извлекать из них максимум удовольствия от владения. Дело в том, что Корветы созданы для того, чтобы продемонстрировать свою безупречную управляемость, а также потрясающую производительность как на улицах, так и на трассе, если вы решите поднять ставку и привезти свой автомобиль на санкционированное мероприятие. Одной из наиболее важных частей поддержания вашего Corvette в наилучшем состоянии является внимательное отношение к его регулярному техническому обслуживанию, поскольку он начинает стареть, а мили накапливаться. В какой-то момент вы можете заметить темно-красную лужу под своей машиной, когда вы двигаете ее после того, как она была припаркована на ночь, или из-под капота может доноситься легкий скулящий звук. Любая из этих неприятностей может указывать на потенциально подозрительный неисправный насос гидроусилителя руля. Вы также можете заметить потенциальный сбой на треке, когда насос может начать перегреваться. В любом случае, пора исправить дело.
Дело в том, что Корветы созданы для того, чтобы продемонстрировать свою безупречную управляемость, а также потрясающую производительность как на улицах, так и на трассе, если вы решите поднять ставку и привезти свой автомобиль на санкционированное мероприятие. Одной из наиболее важных частей поддержания вашего Corvette в наилучшем состоянии является внимательное отношение к его регулярному техническому обслуживанию, поскольку он начинает стареть, а мили накапливаться. В какой-то момент вы можете заметить темно-красную лужу под своей машиной, когда вы двигаете ее после того, как она была припаркована на ночь, или из-под капота может доноситься легкий скулящий звук. Любая из этих неприятностей может указывать на потенциально подозрительный неисправный насос гидроусилителя руля. Вы также можете заметить потенциальный сбой на треке, когда насос может начать перегреваться. В любом случае, пора исправить дело.
Во время недавней поездки в Сагино, штат Мичиган, мы остановились в Turn One Steering Systems, чтобы проверить, как они восстанавливают изношенные насосы гидроусилителя руля C4 Corvette, применяя свой многолетний опыт для его омоложения. Услуга Turn One по восстановлению включает в себя полную разборку насоса, проверку каждого отдельного компонента и замену всех уплотнений. После завершения восстановления агрегат проходит динамометрические испытания, чтобы убедиться, что насос работает с оптимальным уровнем производительности. Глядя на историю Turn One, она была основана Джеффом Ротлисбергером, чей обширный опыт включает 14 лет работы в Saginaw Steering Gear, отделе рулевого управления GM, в качестве инженера по плавности хода и управлению до основания компании в 19.97. Талантливая команда Turn One имеет более чем 60-летний опыт работы в сфере восстановления. Следуя изображениям в статье, вы можете увидеть, что нужно, чтобы вернуть к жизни ваш усталый насос гидроусилителя руля C4 Corvette.
Услуга Turn One по восстановлению включает в себя полную разборку насоса, проверку каждого отдельного компонента и замену всех уплотнений. После завершения восстановления агрегат проходит динамометрические испытания, чтобы убедиться, что насос работает с оптимальным уровнем производительности. Глядя на историю Turn One, она была основана Джеффом Ротлисбергером, чей обширный опыт включает 14 лет работы в Saginaw Steering Gear, отделе рулевого управления GM, в качестве инженера по плавности хода и управлению до основания компании в 19.97. Талантливая команда Turn One имеет более чем 60-летний опыт работы в сфере восстановления. Следуя изображениям в статье, вы можете увидеть, что нужно, чтобы вернуть к жизни ваш усталый насос гидроусилителя руля C4 Corvette.
Компания предлагает ряд комплексных услуг по восстановлению, в том числе для вашего насоса гидроусилителя рулевого управления и редуктора рулевого управления, а также реечной шестерни. Если вам нужна идеально восстановленная деталь до заводских спецификаций или деталь, специально созданная для высокопроизводительных приложений, команда вам поможет. Кроме того, Turn One предлагает собственную линейку комплектующих, включая коробки и насосы гидроусилителя руля, алюминиевые шкивы, фитинги и аксессуары. Это так же просто, как позвонить им, чтобы поговорить с экспертами и обозначить конкретные потребности вашего приложения для выполнения работы. Ветте
Кроме того, Turn One предлагает собственную линейку комплектующих, включая коробки и насосы гидроусилителя руля, алюминиевые шкивы, фитинги и аксессуары. Это так же просто, как позвонить им, чтобы поговорить с экспертами и обозначить конкретные потребности вашего приложения для выполнения работы. Ветте
1. Здесь вы можете увидеть изношенный насос гидроусилителя руля C4 Corvette, готовый к полной перестройке талантливой командой Turn One, чтобы вернуть его в состояние лучше, чем новое.2. Когда насос закреплен в верстачных тисках, небольшой пробойник используется для того, чтобы протолкнуть отверстие в корпусе и снять заднее стопорное кольцо.3. Затем через маслозаборную трубку использовалось давление воздуха, в результате чего задняя крышка поднималась над корпусом, чтобы ее можно было снять.4. Сняв заднюю крышку, вы можете увидеть кольцевой ротор и узел лопастей, размещенных внутри насоса.5. Затем уплотнительное кольцо было удалено из корпуса насоса.6. Затем осторожно снимите установочные штифты кольцевого ротора и узла лопастей и закрепите их в надежном месте, чтобы они не потерялись. 7. Теперь, когда установочные штифты удалены, вы можете демонтировать компоненты внутреннего корпуса. Здесь изображены (слева направо) корпус, пружина, нижняя прижимная пластина, узел лопасти и кольцо. Все эти детали будут тщательно проверены перед повторной сборкой.8. Затем насос был перевернут в верстачных тисках, чтобы снять стопорное кольцо с передней части корпуса насоса.9. Затем на приводной вал навинчивали скользящий молоток, чтобы извлечь его и подшипник из корпуса.10. Затем с помощью специального инструмента был удален внутренний сальник карданного вала, расположенный глубоко в корпусе.11. Далее осторожно извлеките регулятор давления из корпуса насоса. Обязательно обратите внимание на последовательность, в которой были сняты детали, включая клапан давления жидкости и пружину.12. Наконец, чтобы завершить разборку, снимите уплотнительное кольцо с нижней части насоса.13. Корпус и все связанные с ним детали были тщательно очищены и осмотрены на предмет нормального износа, чтобы определить, потребуется ли замена каких-либо внутренних деталей в процессе восстановления.
7. Теперь, когда установочные штифты удалены, вы можете демонтировать компоненты внутреннего корпуса. Здесь изображены (слева направо) корпус, пружина, нижняя прижимная пластина, узел лопасти и кольцо. Все эти детали будут тщательно проверены перед повторной сборкой.8. Затем насос был перевернут в верстачных тисках, чтобы снять стопорное кольцо с передней части корпуса насоса.9. Затем на приводной вал навинчивали скользящий молоток, чтобы извлечь его и подшипник из корпуса.10. Затем с помощью специального инструмента был удален внутренний сальник карданного вала, расположенный глубоко в корпусе.11. Далее осторожно извлеките регулятор давления из корпуса насоса. Обязательно обратите внимание на последовательность, в которой были сняты детали, включая клапан давления жидкости и пружину.12. Наконец, чтобы завершить разборку, снимите уплотнительное кольцо с нижней части насоса.13. Корпус и все связанные с ним детали были тщательно очищены и осмотрены на предмет нормального износа, чтобы определить, потребуется ли замена каких-либо внутренних деталей в процессе восстановления. 14. Приводной вал насоса был осмотрен, а затем отполирован на токарном станке наждачной шкуркой с зернистостью 400.15. Здесь вы можете увидеть карданный вал, только что тщательно осмотренный и отполированный, готовый к повторной установке.16. Затем в основание корпуса насоса было установлено новое уплотнительное кольцо.17. Затем на карданный вал был запрессован новый подшипниковый узел.18. Далее с помощью пресса в корпус был установлен новый сальник карданного вала.19. Зажав корпус в верстачных тисках, карданный вал и новый подшипник в сборе были установлены на место.20. Затем узел подшипника осторожно вставили на место с помощью молотка, чтобы закрепить его в корпусе.21. Наконец, стопорное кольцо было переустановлено, чтобы удерживать узел на месте.22. Клапан давления жидкости, пружина и новые уплотнительные кольца были установлены внутри корпуса.23. Затем последовала установка ограничителя потока на корпус, который был прикручен на место. 24. Затем узел был затянут в соответствии с заводскими спецификациями для завершения установки.
14. Приводной вал насоса был осмотрен, а затем отполирован на токарном станке наждачной шкуркой с зернистостью 400.15. Здесь вы можете увидеть карданный вал, только что тщательно осмотренный и отполированный, готовый к повторной установке.16. Затем в основание корпуса насоса было установлено новое уплотнительное кольцо.17. Затем на карданный вал был запрессован новый подшипниковый узел.18. Далее с помощью пресса в корпус был установлен новый сальник карданного вала.19. Зажав корпус в верстачных тисках, карданный вал и новый подшипник в сборе были установлены на место.20. Затем узел подшипника осторожно вставили на место с помощью молотка, чтобы закрепить его в корпусе.21. Наконец, стопорное кольцо было переустановлено, чтобы удерживать узел на месте.22. Клапан давления жидкости, пружина и новые уплотнительные кольца были установлены внутри корпуса.23. Затем последовала установка ограничителя потока на корпус, который был прикручен на место. 24. Затем узел был затянут в соответствии с заводскими спецификациями для завершения установки.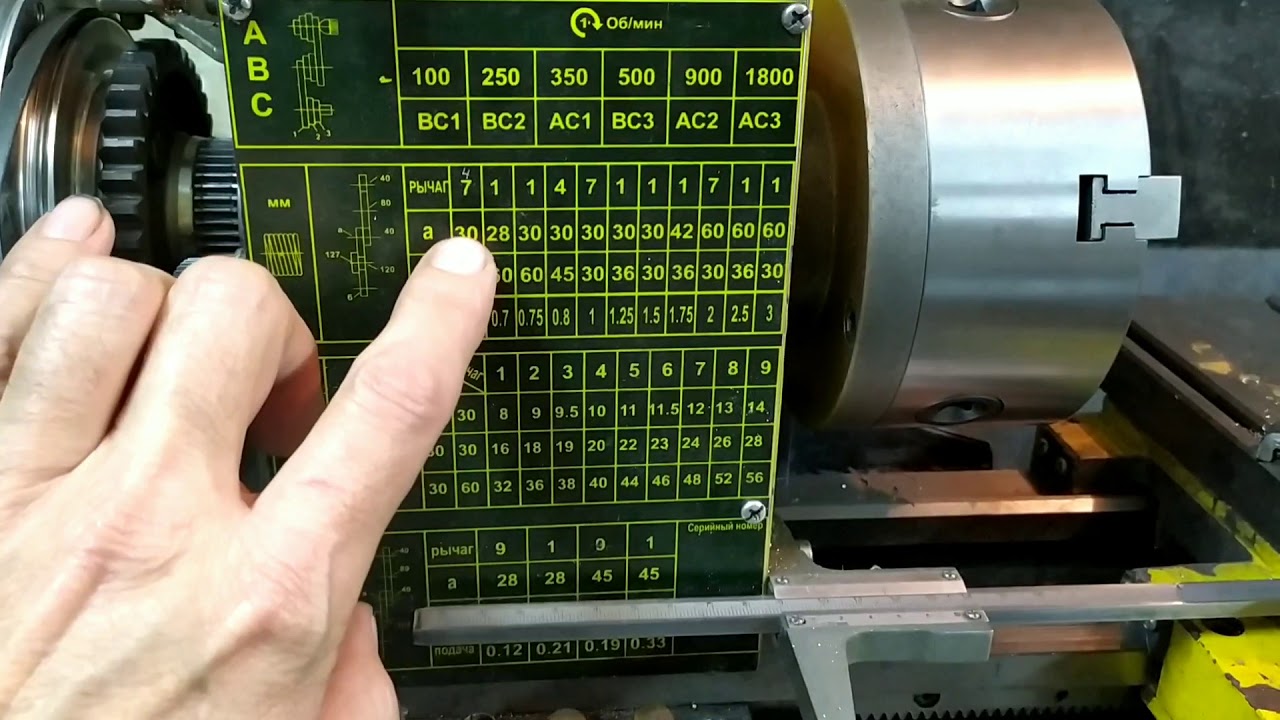 25. Здесь вы можете видеть заднюю часть насоса с (слева направо) пружиной, новым уплотнительным кольцом и готовой нижней нажимной пластиной.26. Когда пружина уже была установлена в корпус, нижняя нажимная пластина с новым уплотнительным кольцом была установлена на место.27. Затем два установочных штифта для кольцевого ротора и узла лопастей были совмещены и установлены на место на кольце. Обратите внимание, насколько красиво и чисто внутри помпы.28. Затем ротор и лопасти были установлены на место, убедившись, что они идеально совмещены со шлицами приводного вала. 29. Далее было установлено свежее уплотнительное кольцо.30. Убедитесь, что задняя крышка совмещена с установочными штифтами.31. Затем крышка была запрессована на место с помощью оправочного пресса. Затем было установлено стопорное кольцо, завершив восстановление.32. Затем восстановленный насос был подключен к эксклюзивной системе анализа насоса гидроусилителя Turn One от Turn One, чтобы проверить его работу под нагрузкой. Здесь насос подвергается испытаниям для проверки уплотнений насоса, расхода 2 1/2 галлона в минуту и сброса давления 1500 фунтов на квадратный дюйм.
25. Здесь вы можете видеть заднюю часть насоса с (слева направо) пружиной, новым уплотнительным кольцом и готовой нижней нажимной пластиной.26. Когда пружина уже была установлена в корпус, нижняя нажимная пластина с новым уплотнительным кольцом была установлена на место.27. Затем два установочных штифта для кольцевого ротора и узла лопастей были совмещены и установлены на место на кольце. Обратите внимание, насколько красиво и чисто внутри помпы.28. Затем ротор и лопасти были установлены на место, убедившись, что они идеально совмещены со шлицами приводного вала. 29. Далее было установлено свежее уплотнительное кольцо.30. Убедитесь, что задняя крышка совмещена с установочными штифтами.31. Затем крышка была запрессована на место с помощью оправочного пресса. Затем было установлено стопорное кольцо, завершив восстановление.32. Затем восстановленный насос был подключен к эксклюзивной системе анализа насоса гидроусилителя Turn One от Turn One, чтобы проверить его работу под нагрузкой. Здесь насос подвергается испытаниям для проверки уплотнений насоса, расхода 2 1/2 галлона в минуту и сброса давления 1500 фунтов на квадратный дюйм.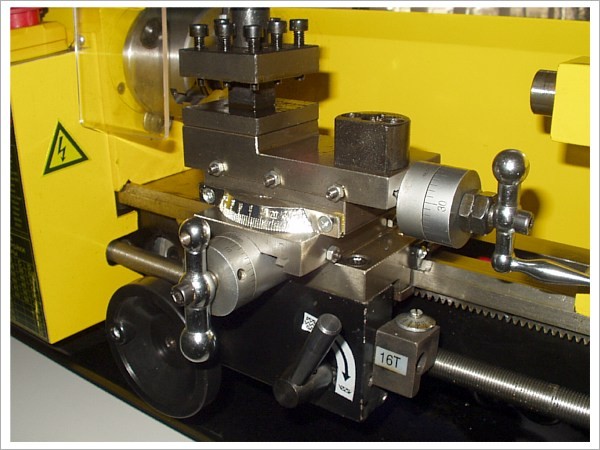 33. Вот готовый насос гидроусилителя руля, готовый к повторной установке на ваш C4. Клиенты могут выбрать, оставить ли корпус натуральным или полированным, окрашенным или с порошковым покрытием в соответствии с их применением.
33. Вот готовый насос гидроусилителя руля, готовый к повторной установке на ваш C4. Клиенты могут выбрать, оставить ли корпус натуральным или полированным, окрашенным или с порошковым покрытием в соответствии с их применением.
Фотографии Чака Вранаса
Популярные страницы
2023 Ford F-150 Tremor против Chevy Silverado 1500 Trail Boss, Ram 1500 Rebel, Toyota Tundra TRD Pro: Битва бластеров из говядины!
Когда состоится дебют Toyota Tacoma 2024 года? Вот его длинная и короткая (кровать)
Новая Acura Integra Type S стоит больше, чем Honda, но меньше, чем конкуренты
Volkswagen Jetta GLI 2023 года.0693
Тройка родстеров Tesla, все еще находящихся в упаковке, появляется в Китае
Рекомендованные истории MotorTrend
Познакомьтесь с подростками-гонщиками из команды Алабамы 256
9 0002 Джонни Ханкинс|
