Ковочный пресс гидравлический: Гидравлические ковочные прессы: Wepuko PAHNKE
Содержание
Пресс гидравлический ковочный — Чертежи, 3D Модели, Проекты, Технология машиностроения
Техническая характеристика пресса
Наименование параметра Единица измерения Значение
Максимальное усилие МН 30
Количество ступеней 3
1 ступень 10 МН
2 ступень 20 МН
3 ступень 30 МН
Наибольший ход траверсы мм 2600
Размер стола мм 3200×6000
Усилие цилиндра передвижения стола МН 2
Максимальный ход стола мм 6000
Ход выталкивателя над столом мм 785
Усилие выталкивателя МН 2,15
Усилие подъемных цилиндров МН 4
Допустимый эксцентриситет при ковке мм до 200
Масса пресса кг 469880
Гидравлический ковочный пресс установлен на бетонном фундаменте так, что верхняя плоскость подштамповой плиты совмещается с нулевой отметкой цеха. Управление прессом – кнопочное, сосредоточенное на пульте управления, расположенном рядом с прессом.
Пресс усилием 30 МН имеет 2 колонны, 3 рабочих цилиндра и 2 возвратных цилиндра, колонны скреплены верхней и нижней поперечинами.
Основание пресса установлено на опоры и прикреплено к фундаменту анкерными болтами. К основанию жестко прикреплены две консоли. В одной из них размещен цилиндр механизма передвижения стола, который с помощью ленты передвигает стол. Стол по направляющим перемещается в обе стороны пресса и в среднем положении фиксируется стопорами. Стол снабжен устройством электроблокировки, не позволяющим включать или выключать стопоры во время движения плунжеров. Для предотвращения попадания окалины на направляющие предусмотрены прикрепленные к столу защитные фартуки. Пресс оборудован выталкивателем, установленным на основании.
Посредством разъемных гаек и четырех пустотелых колонн 8, по которым подается жидкость в подъемные и рабочие цилиндры, основание соединено с верхней поперечиной пресса. На ней собраны рабочие цилиндры, возвратный цилиндр и уравновешивающие цилиндры.
Между основанием и верхней поперечиной по колоннам перемещается подвижная поперечина, на которой размещены механизм подъема инструмента и плита для крепления бойков.
Усилие на подвижную поперечину передается плунжерами рабочих цилиндров. Плунжер среднего цилиндра жестко соединен с подвижной поперечиной, а боковые плунжеры цилиндров опираются на нее через подушки со сферическими поверхностями.
Основание с консолями, верхняя и подвижная поперечины выполнены из стального литья марки 35Л. Все цилиндры и колонны пресса откованы из стали 40, а плунжеры – из стали 50.
Рабочей жидкостью служит водная эмульсия, подаваемая насосно-аккумуляторной станцией.
Конструкция пресса позволяет выполнять на нем работу с помощью подвесного цепного кантователя или же напольного манипулятора.
Состав: Вид общий
Софт: КОМПАС-3D 16
Файлы:
Пресс/Спецификация.cdw
Пресс/Пресс гидравлический ковочный.cdw
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться
и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы
Гидравлический ковочный пресс
Настоящая полезная модель относится к оборудованию для обработки металлов давлением, а именно к гидравлическим прессам. Задачей, на решение которой направлена заявляемая полезная модель, является снижение воздействия на колонны лучистого тепла распространяемого нагретой заготовкой, а также исключение попадания окалины в зону скольжения подвижной траверсы по колоннам. Гидравлический ковочный пресс, состоящий из станины, выполненной в виде верхней и нижней неподвижных поперечин, стянутых колоннами, подвижной поперечины, расположенной с возможностью перемещения по колоннам, рабочих и возвратных цилиндров, размещенных со стороны верхней неподвижной поперечины, с защитой колонн в виде завес, выполненных в виде сплошных защитных кожухов из композиционного материала и закрепленных непосредственно к подвижной поперечине. Композиционным материалом для изготовления защитных кожухов может быть алюмосиликатное волокно и стеклянный ровинг. Завесы выполнены многослойными и снабжены контргрузами, исключающими возможность соприкосновения защитного кожуха и колонны.
Задачей, на решение которой направлена заявляемая полезная модель, является снижение воздействия на колонны лучистого тепла распространяемого нагретой заготовкой, а также исключение попадания окалины в зону скольжения подвижной траверсы по колоннам. Гидравлический ковочный пресс, состоящий из станины, выполненной в виде верхней и нижней неподвижных поперечин, стянутых колоннами, подвижной поперечины, расположенной с возможностью перемещения по колоннам, рабочих и возвратных цилиндров, размещенных со стороны верхней неподвижной поперечины, с защитой колонн в виде завес, выполненных в виде сплошных защитных кожухов из композиционного материала и закрепленных непосредственно к подвижной поперечине. Композиционным материалом для изготовления защитных кожухов может быть алюмосиликатное волокно и стеклянный ровинг. Завесы выполнены многослойными и снабжены контргрузами, исключающими возможность соприкосновения защитного кожуха и колонны.
Настоящая полезная модель относится к оборудованию для обработки металлов давлением, а именно к гидравлическим прессам.
Из предыдущего уровня техники известен гидравлический ковочный пресс, содержащий станину, выполненную в виде верхней и нижней неподвижных поперечин, стянутых колоннами, подвижной поперечины, расположенной с возможностью перемещения по колоннам, рабочих и возвратных цилиндров, размещенных со стороны верхней неподвижной поперечины. (Э.Мюллер «Гидравлические ковочные прессы и насосно-аккумуляторные установки», 1958 г., стр.17).
Недостатками данного технического решения являются отсутствие защиты колонн от теплового излучения нагретой заготовки и от попадания окалины в зону направляющего узла подвижной поперечины.
Наиболее близким к заявленному решению является гидравлический ковочный пресс, содержащий станину, выполненную в виде верхней и нижней неподвижных поперечин, стянутых колоннами, подвижной поперечины, расположенной с возможностью перемещения по колоннам, рабочих и возвратных цилиндров, размещенных со стороны верхней неподвижной поперечины, с защитой колонн в виде завесы из цепей, подвешенных к торцам направляющих втулок подвижной поперечины (Э. Мюллер «Гидравлические ковочные прессы и насосно-аккумуляторные установки», 1958 г. стр.36). Недостатками данного технического решения являются недостаточная защита колонн от теплового излучения нагретой заготовки и высокая вероятность попадания окалины в зону скольжения подвижной траверсы по колоннам.
Мюллер «Гидравлические ковочные прессы и насосно-аккумуляторные установки», 1958 г. стр.36). Недостатками данного технического решения являются недостаточная защита колонн от теплового излучения нагретой заготовки и высокая вероятность попадания окалины в зону скольжения подвижной траверсы по колоннам.
Задачей, на решение которой направлена заявляемая полезная модель, является снижение воздействия на колонны лучистого тепла распространяемого нагретой заготовкой, а также исключение попадания окалины в зону скольжения подвижной траверсы по колоннам.
Данная задача решается за счет того, что гидравлический ковочный пресс, состоящий из станины, выполненной в виде верхней и нижней неподвижных поперечин, стянутых колоннами, подвижной поперечины, расположенной с возможностью перемещения по колоннам, рабочих и возвратных цилиндров, размещенных со стороны верхней неподвижной поперечины, с защитой колонн в виде завес, по полезной модели, завесы выполнены в виде сплошных защитных кожухов из композиционного материала, и крепятся непосредственно к подвижной поперечине. Завесы могут быть выполнены многослойными. Защитные кожухи снабжены контргрузами, которые должны исключить возможность соприкосновения защитного кожуха и колонны.
Завесы могут быть выполнены многослойными. Защитные кожухи снабжены контргрузами, которые должны исключить возможность соприкосновения защитного кожуха и колонны.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является сохранение эксплуатационных характеристик пресса в межремонтный период за счет исключения тепловой деформации колонн и перекоса верхней неподвижной поперечины в процессе ковки горячей заготовки, а также исключения абразивного износа колонн и направляющих втулок подвижной поперечины.
Сущность полезной модели поясняется чертежами, на которых изображено:
На фиг.1 — Общий вид гидравлического ковочного пресса с защитными кожухами;
На фиг.2 — Увеличенное изображение защитного кожуха.
Гидравлический ковочный пресс включает станину, воспринимающую рабочее усилие и состоящую из двух неподвижных поперечин верхний 1 и нижней 2, стянутых колоннами 3 с помощью разъемных гаек 4, подвижную поперечину 5, направляемую при перемещениях по колоннам 3. В нижней части колонн 3 располагаются ходоограничители 6, исключающие возможность аварийного выхода из рабочего цилиндра 7 плунжера 8. Со стороны верхней неподвижной поперечины размещены рабочие цилиндры 7, их плунжера 8 соединяются с подвижной поперечине, на верхней поперечине также размещаются возвратные цилиндры 9, штоки 10 которых соединены с подвижной поперечиной. К нижней плоскости подвижной поперечины крепятся защитные кожухи 11 из сплошного композиционного материала, например, алюмосиликатного волокна и стеклянного ровинга, которые изолируют колонны от теплового воздействия нагретой заготовки, а также исключают попадание окалины в зону скольжения подвижной поперечины по колоннам. Завесы могут быть выполнены многослойными. Количество слоев композиционного материала зависит от габаритных размеров пресса, температуры и размеров обрабатываемой заготовки. Защитные кожухи в нижней части снабжены контргрузами 12, с целью исключения попадания композиционного материала кожуха в зону скольжения подвижной поперечины 5 и соприкосновения его с колонной 3, что приведет к снижению эффективности защитного кожуха.
В нижней части колонн 3 располагаются ходоограничители 6, исключающие возможность аварийного выхода из рабочего цилиндра 7 плунжера 8. Со стороны верхней неподвижной поперечины размещены рабочие цилиндры 7, их плунжера 8 соединяются с подвижной поперечине, на верхней поперечине также размещаются возвратные цилиндры 9, штоки 10 которых соединены с подвижной поперечиной. К нижней плоскости подвижной поперечины крепятся защитные кожухи 11 из сплошного композиционного материала, например, алюмосиликатного волокна и стеклянного ровинга, которые изолируют колонны от теплового воздействия нагретой заготовки, а также исключают попадание окалины в зону скольжения подвижной поперечины по колоннам. Завесы могут быть выполнены многослойными. Количество слоев композиционного материала зависит от габаритных размеров пресса, температуры и размеров обрабатываемой заготовки. Защитные кожухи в нижней части снабжены контргрузами 12, с целью исключения попадания композиционного материала кожуха в зону скольжения подвижной поперечины 5 и соприкосновения его с колонной 3, что приведет к снижению эффективности защитного кожуха. К подвижной поперечине 5 крепится ковочный инструмент (верхний боек) 13, на нижней неподвижной поперечине также установлен ковочный инструмент (нижний боек) 14.
К подвижной поперечине 5 крепится ковочный инструмент (верхний боек) 13, на нижней неподвижной поперечине также установлен ковочный инструмент (нижний боек) 14.
Принцип работы:
После расположения обрабатываемой нагретой заготовки на нижнем бойке 14, в рабочие цилиндры 7 подается давление, плунжеры 8 начинают поступательное движение вниз, вместе с ними двигается и подвижная поперечина 5 по колоннам 3. После осуществления верхним бойком 13 рабочей операции, при помощи возвратных цилиндров 9 и штоков 10, подвижная поперечина 5 возвращается в исходное положение. Во время выполнения технологического процесса нагретая заготовка выделяет значительное количество лучистого тепла и на ней образуется слой окалины. Лучистое тепло нагревает незакрытые части колонн 3 и они неравномерно деформируются, что отрицательно сказывается на направляющем узле подвижной поперечины. Так как существует вероятность смещенного относительно центральной оси расположения обрабатываемой заготовки, температура колонн будет различаться между собой, соответственно их удлинение вследствие нагрева будет различным, произойдет перекос верхней неподвижной поперечины 1. Также при выполнении технологической операции возможно попадание окалина в зону скольжения подвижной поперечины 5 по колоннам 3, что приведет к снижению долговечности направляющего узла подвижной поперечины 5. Для исключения вышеописанных факторов применяются защитные кожухи 11 из сплошного композиционного материала, например, алюмосиликатного волокна и стеклянного ровинга. С целью исключения попадания материала кожуха в зону скольжения подвижной поперечины 5 применяется контр груз 12.
Также при выполнении технологической операции возможно попадание окалина в зону скольжения подвижной поперечины 5 по колоннам 3, что приведет к снижению долговечности направляющего узла подвижной поперечины 5. Для исключения вышеописанных факторов применяются защитные кожухи 11 из сплошного композиционного материала, например, алюмосиликатного волокна и стеклянного ровинга. С целью исключения попадания материала кожуха в зону скольжения подвижной поперечины 5 применяется контр груз 12.
В лабораторных условиях была испытана эффективность защиты колонн от теплового излучения при помощи защитных кожухов из композиционного материала и цепных завес. При использовании двухрядных цепных завес температура колонн снизилась на 60%, а при использовании композиционных защитных кожухов на 85%÷90%.
1. Гидравлический ковочный пресс, содержащий станину, выполненную в виде верхней и нижней неподвижных поперечин, стянутых колоннами, подвижную поперечину, расположенную с возможностью перемещения по колоннам, рабочие и возвратные цилиндры, размещенные со стороны верхней неподвижной поперечины, завесы для защиты колонн, отличающийся тем, что завесы выполнены в виде сплошных защитных кожухов из композиционного материала, прикрепленных непосредственно к подвижной поперечине.
2. Пресс по п.1, отличающийся тем, что завесы выполнены многослойными.
3. Пресс по п.1 или 2, отличающийся тем, что защитные кожухи снабжены контргрузами для исключения возможности соприкосновения защитного кожуха и колонны.
Матрицы — Gilmore Presses
Матрицы для гидравлических прессов Gilmore Presses
Матрицы Gilmore изготавливаются с использованием материалов самого высокого качества и мастерства. Каждый набор изготовлен из лучших сортов стали CR1018, A36 или Punch h23 и имеет прецизионную обработку. Матрицы устанавливаются на плиты, чтобы соответствовать 16-тонному прессу Gilmore, 25-тонному ежедневному прессу и 50-тонному суперпрессу.
Нестандартные штампы: Если вы обычно работаете над проектами, которые могут быть проще с нестандартными штампами, свяжитесь с нами. Мы можем работать с вами, чтобы построить то, что вам нужно, используя наши высококачественные материалы и мастерство.
Незавершенные наборы штампов для квадратной формы также доступны для установки на плиты любого размера и отделки для вашего конкретного пресса.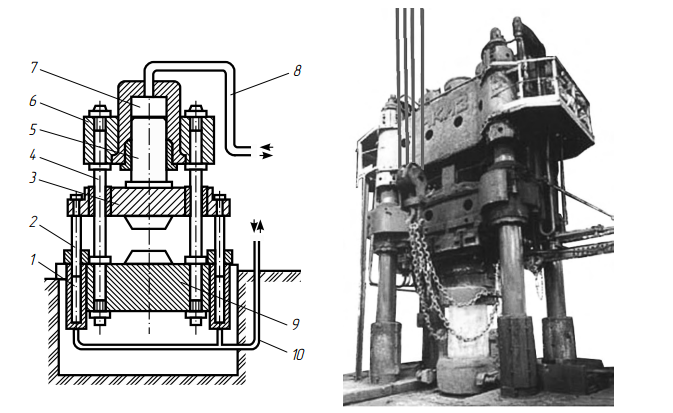
Свяжитесь с нами по номеру , если у вас есть вопросы о наших складских и нестандартных штампах.
Все штампы доставляются по единой ставке USPS, за другую доставку взимается дополнительная плата.
Я понимаю, что все штампы отправляются по единой ставке USPS, и признаю, что другие способы доставки могут потребовать дополнительных сборов.
Набор матриц для квадратной формы
Набор матриц для квадратной формы, устанавливаемый на большую или маленькую матрицу по вашему выбору.
CR 1018 сталь
БОЛЬШОЙ НАБОР ДЛЯ ФОРМИРОВАНИЯ:
Верх — 1,5 дюйма, низ — 2 дюйма
Цена: $385,00
МАЛЕНЬКИЙ НАБОР ДЛЯ ФОРМИРОВАНИЯ: 9 0006
Верхняя часть 1,5 дюйма Нижняя часть 1 дюйм
Цена: 345 долларов США
16- и 25-тонные матричные пластины: 0,5 x 3 x 11,875 дюйма
50-тонные матричные пластины: 0,5 x 3 x 13,875 дюйма
Дополнительная фото матрицы для квадратной формы:
Набор незавершенных штампов для придания квадратной формы
Набор штампов для придания квадратной формы обработанным и незавершенным формам, без пластин.
CR 1018 сталь
БОЛЬШОЙ НАБОР:
Верх 1,5 дюйма Низ 2 дюйма
Цена: $245,00
МАЛЕНЬКИЙ НАБОР:
Верх 1. 5 дюймов Нижняя часть 1 дюйм Цена: 205,00 долларов США
Большая настольная матрица
Большая настольная матрица, устанавливаемая на большую или маленькую матрицу по вашему выбору.
Сталь A36
1” x 7” x 8”
16 и 25-тонные матричные плиты: 0,5 x 3 x 11,875 дюйма
50-тонные матричные пластины: 0,5 x 3 x 13,875 дюйма
Цена: $185,00
Матрица для малого стола монтируется на большой или малой пластине по вашему выбору.
Сталь A36
1” x 5” x 5,5”
16 и 25-тонные матричные пластины: 0,5” x 3” x 11,875”
50-тонные матричные плиты: 0,5” x 3” x 13,875”
Цена: $150,00 900 06
Набор комбинированных штампов
Набор комбинированных штампов, устанавливаемых на большие или малые пластины штампов по вашему выбору.
Чертежные и плоские штампы
Сталь CR 1018
Плоские: 1 x 2,5 x 4 дюйма
Круглые: 1 x 2,3875 x 3,5 дюйма
16 и 25-тонные матричные плиты: 0,5 x 3 x 11,875 дюймов
50 Тонные матричные плиты: 0,5 x 3 x 13,875 дюймов
Цена: $225,00
Набор прямых плоских матриц
Набор прямых плоских матриц, устанавливаемых на большие или малые матрицу по вашему выбору.
Сталь CR 1018
16- и 25-тонные матричные пластины: 0,5 x 3 x 11,875 дюйма
50-тонные матричные плиты: 0,5 x 3 x 13,875 дюйма
1 x 2,5 x 5 дюймов
Цена: $145,00
Набор штампов для волочения
Набор штампов для волочения, устанавливаемых на большие или маленькие пластины по вашему выбору.
Сталь CR 1018
1″ x 2,5″ x 5″
16 и 25-тонные матричные пластины: 0,5″ x 3″ x 11,875″
50-тонные матричные плиты: 0,5″ x 3″ x 13,875″
Цена: $185,00
Набор матриц для перфорации
Набор матриц для перфорации, устанавливаемых на большую или маленькую матрицу по вашему выбору.
Пуансон h23, сталь
16- и 25-тонные матричные пластины: 0,5 x 3 x 11,875 дюйма
50-тонные матричные плиты: 0,5 x 3 x 13,875 дюймов
Цена: $500,00
Дополнительные фотографии штампов для перфорации:
Набор матричных пластин
Набор матричных пластин
Сталь CR 1018
16 и 25 тонн матрицы пластины: 0,5″ x 3″ x 11,875″
50-тонные матричные плиты: 0,5″ x 3″ x 13,875″
Цена: $60,00
Пресс для холодной штамповки, Пресс для штамповки, Гидравлические прессы
Продукты
Гидравлический формовочный станок
Контроллер с сенсорным экраном может использоваться для расчета и установки различных скоростей и давлений формования, а также для формирования сложных форм. (Внутри загрунтовано водой.)
Серия IST
Гидравлический пресс глубокой вытяжки
«ACTION MACHINERY» уже более 20 лет профессионально производит прессы для гидроформовки (гидравлические прессы глубокой вытяжки).
Наши машины обрабатывают металл для автомобилей, мотоциклов, электротоваров, банных и кухонных принадлежностей, поэтому
становится неотъемлемой частью любой сборочной линии.
Серия ISD
Пресс для холодной и горячей штамповки
Приверженность исследованиям и разработке точных кованых изделий уже давно является важной целью тайваньских производителей. Благодаря нашему значительному опыту и опыту в производстве промышленного оборудования, WETORI смогла успешно разработать различные высококачественные гидравлические прессы для прецизионной штамповки с горячей и холодной камерой.
Серия ISS
Пресс для наладки штампов
Благодаря высокой точности, простоте эксплуатации и отличному уровню безопасности прессы серии IDS обеспечивают высочайшую эффективность работы, экономию времени и минимальную нагрузку на оператора. Возможность инвертировать отливку позволяет выполнять полное производство за один процесс, независимо от того, будет ли это металлическая, синтетическая пластмасса или литье под давлением.
Серия IDS
Гидроформовочный пресс
Крупногабаритный гидравлический пресс глубокой вытяжки с усилителем. рабочие части.
Серия ISH
Гидравлический пресс с C-образной рамой
Наши традиционные четырехстоечные гидравлические прессы с C-образной рамой и усиленной конструкцией производятся с учетом постоянства. Он подходит для проектирования гидравлических цепей и интегрированных производственных процессов, которые могут производить высококачественный и точный продукт. Он многофункционален и имеет широкий спектр приложений, доступных по желанию заказчика.
Серия ISC
Четырехколонный гидравлический пресс
Наши традиционные четырехколонные гидравлические прессы и прессы типа С с усиленной конструкцией производятся с учетом постоянства. Он подходит для проектирования гидравлических цепей и интегрированных производственных процессов, которые могут производить высококачественный и точный продукт. Он многофункционален и имеет широкий спектр приложений, доступных по желанию заказчика.
Серия ISF
Машина для формования колен из нержавеющей стали
Комбинация гидравлической формовки и электрической системы для холодной экструзии труб из нержавеющей стали с коленами 90º и 45º.
Серия IPB
Заявка
Мы гарантируем нашим любимым клиентам самое точное оборудование, самые безопасные операции и всестороннее послепродажное обслуживание. В будущем мы стремимся вкладывать больше сил и средств в отдел исследований и разработок, чтобы разрабатывать более сложные продукты для международного рынка.
Авиакосмическая промышленность
Автомобильная промышленность
Велоспорт
Кухонные принадлежности
Банные принадлежности
Компания
ЭКШН МАШИНЕРИ ИНДАСТРИЗ КО., ЛТД. профессионально производит гидравлическое и технологическое оборудование в течение почти двух десятилетий, имея более чем 30-летний опыт производства среди наших технических специалистов.
