Края завальцованные: Штакетник металлический С-образный-0.45, 19х126, Края завальцованные, Полиэстер RAL7024 купить по цене 84.69 р. ООО «Профлист Панель»
Содержание
Технология завальцовки кромок при производстве металлопрофиля: описание технологии, сфера применения
Завальцовка – вид обработки листового металла. При этом кромки листа, заготовки или изделия подгибают ручным инструментом или на станке. Такая операция позволяет увеличить сопротивляемость нагрузкам, уменьшить опасность порезов от острых краев.
Профиль полосы с завальцовкой кромок, выполненной на станке МОБИПРОФ
Технология завальцовки
Завальцовка кромок выполняется при помощи слесарных инструментов и приспособлений, а также на ручном оборудовании или станках с электроприводом.
Операция представляет собой ту же гибку листового металла. Самый простой способ – загиб кромок по специальной оправке.
Для этого необходима киянка с деревянной или полимерной головкой, специальная оправка.
Схема правильной и неправильной гибки кромок листового металла
Оправку устанавливают в тиски, зажимают в ней заготовку, при этом линия гиба должна быть ровной. Затем ударами киянки сгибают кромку на 900, после чего вынимают заготовку и укладывают ее на ровную плиту и при помощи ударного инструмента завальцовывают кромки на 1800.
Затем ударами киянки сгибают кромку на 900, после чего вынимают заготовку и укладывают ее на ровную плиту и при помощи ударного инструмента завальцовывают кромки на 1800.
Гибку кромок можно выполнять при помощи клещей специальной конструкции и киянки.
Кромка отгибается рабочей частью хапов и завальцовывается ударами киянки.
Инструменты для ручной гибки кромок
Ручной метод не позволяет обрабатывать кромки металлических листов, заготовок и изделий значительной длины. Кроме того, при завальцовке вручную сложно выдержать точные размеры, загнутые края часто получаются неровными. Такой способ достаточно трудоемкий и низкопроизводительный.
Для завальцовки в серийном и массовом производстве применяют специальные станки. Загиб кромки осуществляется методом проката между роликами из закаленной инструментальной стали.
Такое оборудование позволяет точно выдерживать ширину завальцованного края, обрабатывать металл неограниченной длины. Технология представляет собой следующую последовательность операций:
Технология представляет собой следующую последовательность операций:
- Край металлического рулона или листа заправляют в предварительно отрегулированные по ширине направляющие.
- Включают подачу.
Ролики соответствующей формы подгибают полосу заданной ширины и завальцовывают ее. На выходе станка получается заготовка с ровными краями, готовая для последующей обработки.
Сфера применения
Завальцовка кромок листового металла – часть технологического цикла производства различной продукции из металлического профиля. Это позволяет повысить прочность изделий и исключить травмы при монтажных, ремонтных работах, а также в быту.
Применение металлопрофиля с завальцовкой кромок
Операция применяется при изготовлении:
- Штакетника из металлорофиля. При этом завальцовываются обе кромки штрипса.
- Водосточных желобов. Загибают один или оба края изделия, в зависимости от формы поперечного сечения профиля.

- Ограждений для садовых грядок. Кромки обрабатывают с двух сторон изделия.
- Металлосайдинга. В зависимости от типа стройматериала края могут загибать только с одной или с двух сторон.
- Комплектующих для навесных фасадов. Завальцовывают элементы для внутренних и наружных углов, начальные, стыковочные, карнизные планки, части сложных сборных комплектующих.
- Кровельных элементов. Обработка краев выполняется при производстве заготовок для коньков, ендов и других комплектующих кровли.
- Ламелей для заборных жалюзи. Завальцовывают обе стороны каждой планки.
Завальцовка выполняется в производстве всех изделий, где требуется дополнительное сопротивление нагрузкам и безопасность.
Станки для завальцовки
Компания МОБИПРОФ производит 2 модели станков для завальцовки кромок: ЗВ.Р. и ЗВ-05. Оборудование применяют для изготовления профилированных изделий из металлопроката различного назначения.
Станки серии Зв-05 работают с полосами из тонкого металлопроката толщиной 0,4 — 0,6 мм. Ширина металла регулируется в пределах от 60 до 550 мм, для готовой заготовки соответственно – 50-550 мм. Длина полосы не ограничена.
Станки для завальцовки кромок МОБИПРОФ Зв и Зв.Р
В качестве привода используется трехфазный электродвигатель мощностью всего 0,75 кВт. Опционально возможна установка частотного преобразователя. Обработка осуществляется в 2 прохода, прокатом в одну и другую сторону по очереди. На оборудовании можно завальцовывать края полос из цинк-титанового сплава, меди, алюминия, оцинкованной стали. Возможна работа с металлами с декоративным и защитным полимерным покрытием. Станки не повреждают верхний слой. Оборудование отличает:
- Высокая точность. После обработки остаются ровные, одинаковые по всей длине полосы с завальцованной кромкой.
- Небольшой вес. Оборудование можно перемещать по цеху, перевозить с места на место.
 Масса станка составляет 170 кг.
Масса станка составляет 170 кг. - Высокая производительность. Станки обрабатывают до 6 м металлической полосы за 1 минуту.
Оборудование рассчитано на длительную эксплуатацию, станки разрабатывали инженеры с большим опытом работы на производстве. Конструкция учитывает все требования реальных российских условий. Производитель дает гарантию 12 месяцев.
Станки для завальцовки кромок серии Зв.Р работают со всеми видами металлов, применяющихся в производстве профилированных изделий: медью, цинк-титаном, оцинкованной сталью. Оборудование не повреждает защитного и декоративного покрытия, на станках возможно выполнять завальцовку кромок металлических полос с полимерным слоем всех типов.
Допустимая толщина проката – до 0,6 мм. Ширину заготовки можно изменять от 90 до 690 мм, готовой полосы – от 80 до 680 мм. Регулировка осуществляется простым вращением рукоятки, роликовая направляющая перемещается посредством передаточного механизма. Длина готовой полосы не ограничена. На станки можно устанавливать дисковый нож с электроприводом и блоком автоматического управления для нарезки полосы с завальцованными краями на отрезки мерной длины.
Длина готовой полосы не ограничена. На станки можно устанавливать дисковый нож с электроприводом и блоком автоматического управления для нарезки полосы с завальцованными краями на отрезки мерной длины.
Оборудование серии Зв.Р отличает:
- Производительность до 7 м/мин.
- Автоматическая настройка под металлопрокат толщиной от 0,4 до 0,6 мм.
- Низкая потребляемая мощность 0,75 кВт.
- Возможность установки частотно-регулируемого привода.
Прокат заготовки осуществляется за один проход. Станки Зв.Р надежны, просты в эксплуатации, техническом обслуживании, ремонте. Гарантия на оборудование – 1 год.
Установка оборудования МОБИПРОФ позволяет значительно увеличить производительность, снизить процент брака и уменьшить себестоимость продукции. У нас есть станки и производственные линии для любых объемов производств. Наше оборудование – отличное решение для предприятий по производству изделий из металлопроката.
Установка забора из металлического штакетника Versale в Кургане!
Установка забора из металлического штакетника Versale в Кургане!
ХАРАКТЕРИСТИКИ ЕВРОШТАКЕТНИКА «Versale» (МШ-7):
ОСТАВЬТЕ ЗАЯВКУ НА БЕСПЛАТНЫЙ РАСЧЕТ
* Указанные Вами данные не подлежат разглашению или передаче третьим лицам.
- Количество ребер жесткости: 15 шт.
- Высота профиля: 19 мм.
- Ширина: 115 мм. (завальцованные края).
- Длина: по размерам Заказчика от 1 м до 3 м.
- Выраженный 3D рисунок верхнего края: верхний край штакетника по желанию Заказчика можно оформить полукругом или оставить прямым.

- Крепление: на 4 самореза.
- Рекомендуемое количество: 6-7 шт. на 1 п.м. забора (в зависимости от выбранного зазора между штакетинами).
- Сырье: поставщики сырья — лучшие металлургические комбинаты России и мира (ММК, Северсталь, НЛМК).
- Покрытие: оцинковка, полиэстер, под дерево или камень (Printech).
- Цвет: оцинкованный, любой из палитры цветов по каталогу RAL или Printech.
- Защитная пленка: весь штакетник выпускается в защитной пленке. Защитную пленку рекомендуется снимать после монтажа штакетника.
- Маркировка: МШ-7.
- Срок изготовления: 1 день!
- Гарантия: завод-изготовитель металла заявляет гарантию на выпускаемую продукцию до 50 лет!
- Условия оплаты: наличный, безналичный расчет.

- Доставка: в любой город России и СНГ транспортными компаниями.
ОПИСАНИЕ ЕВРОШТАКЕТНИКА «Versale»(МШ-7):
Металлический штакетник «Versale» (Версаль) — модель полукруглого штакетника. Ширина этого штакетника 115 мм. Возможности использования этого изящного, стильного штакетника безграничны. Он прекрасно подойдет для ограждения участка, цветников, мест отдыха. Сделайте свой выбор в пользу ярких цветов, и этот штакетник идеально подойдет для ограждения игровой зоны для детей. Завальцованные края, оформление верха полукругом, фигурным коньком или П-образной планкой делает Ваш забор не только более аккуратным, но и, самое главное, безопасным для Вас и Ваших близких.
Евроштакетник — отличное решение для современного и стильного ограждения загородных домов, коттеджей, дачных и садовых участков, офисов и магазинов, общественных учреждений, автостоянок и многих других объектов.
Цена: от 67,50 р.
Оформить заказ
Заказ в 1 клик
В каталог
Нажмите и отправьте сообщение
(Среднее время ответа ~ 1 мин.)
Как сшить кромку с завальцовкой
Обработку кромки с завальцовкой можно наносить либо вручную, либо на машине с помощью специальной прижимной лапки для подгибки. Конечным результатом является отделка, похожая на загнутую вдвое кромку, но намного более узкая: около 1/8 дюйма в ширину.
Закрученный край считается высококачественной, более дорогой отделкой, часто используемой для тонкого шелка, прозрачных тканей и других легких тканей. В приведенном ниже примере вы узнаете, как выполнить как ручную, так и машинную версии.
Когда дело доходит до обработки изогнутых краев лицевой стороны, проще всего выполнить ручную скрученную строчку.
1. Выполните все лицевые швы и проутюжьте припуск в соответствии с указаниями (обычно открытыми).
2. Нанесите прямой машинный стежок на расстоянии 1/8 дюйма от необработанного края обтачки. Это будет стабилизирующий стежок.
3. Подогните и проутюжьте край по направлению к изнаночной стороне обтачки немного дальше места стежка (около 1/8″-1/4″)
4. С изнаночной стороны обтачки прострочите складку ткани, а затем еще раз через 1-2 нити на изнаночной стороне под ней.
5. В результате получится V-образный стежок. Повторяйте процесс сшивания, пока не будет применено несколько букв V.
В результате получится V-образный стежок. Повторяйте процесс сшивания, пока не будет применено несколько букв V.
6. Осторожно потяните за нить, чтобы автоматически сложить вдвое и завернуть необработанный край ткани под ним.
7. Продолжайте процесс шитья с шагом 1–2 дюйма, потянув за нить, чтобы закрыть складку во время шитья.
8. И последнее, но не менее важное: прогладьте обработанный край облицовки утюгом, чтобы завершить нанесение гладкой профессиональной отделки.
Если вы предпочитаете наносить валиковую отделку машинным способом, выполните следующие действия:
1. Чтобы предотвратить спутывание слоев припусков и натяжение лапки, обрежьте их.
2. Дважды согните 2 дюйма вдоль края лицевой стороны к изнаночной стороне лицевой стороны и аккуратно прогладьте сгиб.
3. Начиная с загнутой части, вставьте обтачку в шаблоны прижимной лапки, совместив двойной загиб с правильными пазами.
4. Аккуратно прострочите машинную строчку так, чтобы передний край аккуратно прошел через прижимную лапку.
Из-за изогнутого края лицевой стороны вам придется осторожно поворачивать и направлять ткань через шаблоны сгиба во время машинной строчки. Будьте особенно осторожны при прохождении пересекающихся швов. Чем меньше у них объема, тем легче лапке для подрубки будет складывать их в процессе шитья.
Когда использовать: При работе с прозрачными, шелковыми или тонкими тканями используйте ручную или машинную отделку краев. Хотя это требует немного времени, он предлагает профессиональную отделку с минимальным объемом, который ложится ровно, а также эффективно сдерживает изнашивающиеся края ткани.
Все содержимое, включая изображения и текст, не может быть скопировано, воспроизведено или распространено без письменного разрешения. Этот веб-сайт регулярно проверяется и контролируется для защиты содержимого. |
Закругленные края грифа | Telecaster Guitar Forum
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
-
Автор темы
Маленький Джей -
Дата начала
Маленькая сойка
Телехолик
Сделал мой DIY Tele намного лучше, запилив края грифа или скосив их.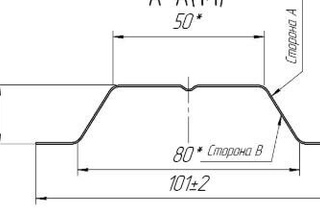 Я полагаю, Гибсон называет это скрученным грифом? Это гриф с Ebay, скорее всего китайский, и края ладов были очень хорошими, совсем не острыми и не выступающими. Но край грифа был под острым углом 90 градусов. Поэтому я взял свой напильник, который приклеен к блоку, и скосил края примерно под 45 градусов. После этого я быстро провел по нему тонкой наждачной бумагой. Все, что я могу сказать, это вау!! Я не могу поверить, насколько лучше она себя чувствует и играет сейчас!! По ощущениям мой винтажный ЕС-125 (1950) Сейчас.
Я полагаю, Гибсон называет это скрученным грифом? Это гриф с Ebay, скорее всего китайский, и края ладов были очень хорошими, совсем не острыми и не выступающими. Но край грифа был под острым углом 90 градусов. Поэтому я взял свой напильник, который приклеен к блоку, и скосил края примерно под 45 градусов. После этого я быстро провел по нему тонкой наждачной бумагой. Все, что я могу сказать, это вау!! Я не могу поверить, насколько лучше она себя чувствует и играет сейчас!! По ощущениям мой винтажный ЕС-125 (1950) Сейчас.
Я пытался это сфотографировать, но разницы в цвете практически нет, так что ее трудно увидеть, хотя я, конечно, снял полиэфирное покрытие, подпилив и отшлифовав его. На последнем фото вся гитара (да, наклеил декаль Fender, не удержался, сорри).
Делает ли кто-нибудь из вас то же самое со своими (самодельными) телеками?
поникар
Телехолик
Я поражен тем, что можно сделать с помощью сверхтонкой шлифовальной губки 3M в этой ситуации, ладошке и т. д. без использования напильников. Вы можете смягчить свои 45 градусов с помощью этого метода. Намного превосходит обычную наждачную бумагу.
д. без использования напильников. Вы можете смягчить свои 45 градусов с помощью этого метода. Намного превосходит обычную наждачную бумагу.
шми
Телефон
Маленький Джей сказал:
Сделал мой DIY Tele намного лучше, подпилив края грифа или скосив их. Я полагаю, Гибсон называет это скрученным грифом? Это гриф с Ebay, скорее всего китайский, и края ладов были очень хорошими, совсем не острыми и не выступающими. Но край грифа был под острым углом 90 градусов. Поэтому я взял свой напильник, который приклеен к блоку, и скосил края примерно под 45 градусов. После этого я быстро провел по нему тонкой наждачной бумагой. Все, что я могу сказать, это вау!! Я не могу поверить, насколько лучше она себя чувствует и играет сейчас!! По ощущениям мой винтажный ЕС-125 (1950) Сейчас.
Я пытался это сфотографировать, но разницы в цвете практически нет, так что ее трудно увидеть, хотя я, конечно, снял полиэфирное покрытие, подпилив и отшлифовав его.
На последнем фото вся гитара (да, наклеил декаль Fender, не удержался, сорри).
Делает ли кто-нибудь из вас то же самое со своими (самодельными) телеками?
Посмотреть вложение 988111
Посмотреть вложение 988112
Посмотреть вложение 988113Нажмите, чтобы развернуть…
Это не так просто сделать хорошо, особенно если вы попробуете наждачную бумагу и т.п. между ладами. Я ненавижу острые края грифа.
Борей
Доктор Телесити
Я делаю это иногда, но я обжегся, зайдя слишком далеко на узкой шее. Это может привести к тому, что струны будут располагаться слишком близко к краю грифа, если вы не будете осторожны. В любом случае, я не делаю много «большого пальца».
Маленькая сойка
Телехолик
поникар сказал:
Я поражен тем, что можно сделать с помощью сверхтонкой шлифовальной губки 3M в этой ситуации, ладошке и т.
д. без использования напильников. Вы можете смягчить свои 45 градусов с помощью этого метода. Намного превосходит обычную наждачную бумагу.
Нажмите, чтобы развернуть…
Спасибо! Я действительно могу попробовать это. Но на самом деле это уже очень хорошо.
Маленькая сойка
Телехолик
Борей сказал:
Я делаю это иногда, но я обжегся, зайдя слишком далеко на узкой шее. Это может привести к тому, что струны будут располагаться слишком близко к краю грифа, если вы не будете осторожны. В любом случае, я не делаю много «большого пальца».
Нажмите, чтобы развернуть…
Горловина очень широкая, много места!
Борей
Доктор Телесити
Маленький Джей сказал:
Нажмите, чтобы развернуть.
..
Да, я это заметил!
Если бы это был я, я бы немного больше обработал лады. Вероятно, с помощью всего лишь 0 эквивалентной подушечки Scotchbrite или, возможно, надфиля.
Наслаждайтесь!
Фендербаум
Телеголик
Все мои шеи MIM получают бритву…
Сакс-сын
Друг Лео
Я просто подворачиваю края стержнем отвертки. Делайте это понемногу. Это сразу снимает эту остроту.
КориБ
Член TDPRI
Сакс-сын сказал:
Я просто подворачиваю края стержнем отвертки. Делайте это понемногу. Это сразу снимает эту остроту.
Нажмите, чтобы развернуть…
Это когда-нибудь трескалось покрытие на шее? У меня есть CV50, которые я хочу катить, но не хочу повредить полипропилен грифа.
Мартокастер
Теле-Майстер
КориБ сказал:
Это когда-нибудь трескалось покрытие на грифе? У меня есть CV50, которые я хочу катить, но не хочу повредить полипропилен грифа.
Нажмите, чтобы развернуть…
Да, не пытайтесь завернуть края на кленовой накладке, я никогда не видел, чтобы это работало хорошо.
unixfish
Доктор Телесити
Вы очень хорошо поработали над ними. Они отлично выглядят!
Биби
Теле-страдалец
Маленький Джей сказал:
Делает ли кто-нибудь из вас то же самое со своими (самодельными) телеками?
Нажмите, чтобы развернуть.
..
Ага. Я «прокатываю» свой перед отделкой аналогичным образом, используя длинный брусок для выравнивания ладов и ту же клейкую наждачную бумагу, которую я использую для ладов. Затем я использую мягкую шлифовальную губку с зернистостью 400, чтобы немного смягчить ее, и сбить края с ладов.
Похоже, вы не потеряли слишком большую ширину лада, что и является здесь хитростью. Риск снять слишком много также усугубляется более широким расстоянием между струнами в винтажном стиле, где, как известно, низкая ми иногда соскальзывает с грифа.
Я не нашел в Интернете никакой информации о том, как свернуть их таким образом, и сам пришел к этому, как я думаю, и вы тоже. Я предпочитаю этот метод соскабливанию, разбиванию или чему-либо еще перпендикулярному шее. Это намного быстрее и дает лучший результат (если только вам не нравятся зубчатые штучки) ИМХО.
гайка для гольфа
Друг Лео
Борей сказал:
Я делаю это иногда, но я обжегся, зайдя слишком далеко на узкой шее.
Это может привести к тому, что струны будут располагаться слишком близко к краю грифа, если вы не будете осторожны. В любом случае, я не делаю много «большого пальца».
Нажмите, чтобы развернуть…
Я купил в сети AV 52 Tele, у которого края грифа были слишком загнуты. Обе струны E были так близки, что, как бы я ни был осторожен, они постоянно соскальзывали с краев. Я бы предпочел иметь острые края, чем слишком закругленные.
У меня есть поношенный автомобиль Брэда Пейсли с довольно острыми краями, и он меня совсем не беспокоит. Мне нравится этот гриф так же, как и мой заказной магазин 52 теле с закругленными краями.
Маленькая сойка
Телехолик
Биби сказал:
Ага. Я «прокатываю» свой перед отделкой аналогичным образом, используя длинный брусок для выравнивания ладов и ту же клейкую наждачную бумагу, которую я использую для ладов.
Затем я использую мягкую шлифовальную губку с зернистостью 400, чтобы немного смягчить ее, и сбить края с ладов.
Похоже, вы не потеряли слишком большую ширину лада, что и является здесь хитростью. Риск снять слишком много также усугубляется более широким расстоянием между струнами в винтажном стиле, где, как известно, низкая ми иногда соскальзывает с грифа.
Я не нашел в Интернете никакой информации о том, как свернуть их таким образом, и сам пришел к этому, как я думаю, и вы тоже. Я предпочитаю этот метод соскабливанию, разбиванию или чему-либо еще перпендикулярному шее. Это намного быстрее и дает лучший результат (если только вам не нравятся зубчатые штучки) ИМХО.
Нажмите, чтобы развернуть…
Да, я старался не снимать слишком много, хотя эта шея довольно широкая, и было много места для маневра. На самом деле я не искал информацию в Интернете, чтобы скатиться к краям; это казалось очевидным способом сделать это так 😉
гольфгай сказал:
Я купил в сети AV 52 Tele, у которого края грифа были слишком загнуты.
Обе струны E были так близки, что, как бы я ни был осторожен, они постоянно соскальзывали с краев. Я бы предпочел иметь острые края, чем слишком закругленные.
У меня есть поношенный автомобиль Брэда Пейсли с довольно острыми краями, и он меня совсем не беспокоит. Мне нравится этот гриф так же, как и мой заказной магазин 52 теле с закругленными краями.Нажмите, чтобы развернуть…
Да, слишком большое отклонение делает гитару неиграбельной, этого следует избегать, но мне эта гитара нравится намного больше с закругленными (или скошенными?) краями грифа!
На самом деле я сделал то же самое со своим Ibanez AF55 и моим самодельным ES-330 (посмотрите мою тему ;-), и теперь я люблю эти гитары еще больше! (У них тоже было достаточно места, чтобы шевелиться).
Мой Gibson ES-333 поставлялся на заводе с закругленными краями, и мой ES-125 1950 года также имеет их, хотя с последним это, возможно, является результатом ряда переделок и подлинного износа за его 70-летний срок службы 😉
That Cal Webway
Невероятный плакат
Хорошая чистая работа!.
Я не фанат закругленных краев, мне нравится как можно больше места для фб, неглубокий скос.
Также делаю технику на струне ля, 10 лад и выше:
Я сгибаю струну A «от» fb, создавая интервал maj. 3-й.
Вот короткое видео:
Последнее редактирование:
Раздражение
Доктор Телесити
Тот Кэл Вебвей сказал:
Хорошая чистая работа!.
Я не фанат закругленных краев, мне нравится как можно больше места для фб, неглубокий скос.
Также делаю технику на струне ля, 10 лад и выше:
Я сгибаю струну A «от» fb, создавая интервал maj. 3-й.Вот короткое видео:
Нажмите, чтобы развернуть.
..
Я, наверное, сказал это в последний раз, когда видел это, но… святая корова, на которую просто безумно смотреть!
Эль Теле Лобо
Экстраординарный постер
Тот Кэл Вебвей сказал:
Хорошая чистая работа!.
Я не фанат закругленных краев, мне нравится как можно больше места для фб, неглубокий скос.
Я также выполняю технику на струне ля, 10-м ладу и выше:
Я беру струну ля «от» fb, создавая интервал в мажор. 3-й.Вот короткое видео:
Нажмите, чтобы развернуть…
Это действительно круто. Очень изобретательно и очень похоже на техасский свинг!
That Cal Webway
Невероятный плакат
Эль Теле Лобо сказал:
Это действительно круто.
Очень изобретательно и очень похоже на техасский свинг!
Нажмите, чтобы развернуть…
Тай!!
Да, и я люблю техасский свинг, боже мой!!
Это был счастливый случай, который произошел однажды, играя, когда я отодвинул струну A от fb, создав интервал в большую терцию.
Кажется, это было в начале 2000-х
.
Старый Верле Миллер
Теле-Майстер
Преимущество пенопластовых шлифовальных блоков заключается в том, что они «дают» достаточно, чтобы в то же время красиво зашлифовать концы ладов — вы не сможете сделать это ровно одной рукой или сплошным блоком.
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Любимый способ слегка скруглить края грифа?
- Майк Эскимо
- Теле Хоум Депо
2
- Ответы
- 25
- просмотров
- 579
aging_rocker
Телекастер Vintera «75» NGD 50’s Road Worn
- Житель третьего мира
- Дискуссионный форум Telecaster
- Ответы
- 6
- просмотров
- 1К
Житель третьего мира
Мессинг с дешевой аркой
- maxvintage
