Кривошипные листовые ножницы с наклонным ножом: Ножницы гильотинные кривошипные листовые с наклонным ножом КузЛитМаш НП3121А купить в Санкт-Петербурге и Москве с доставкой по России и СНГ!
Содержание
НД3314Г Ножницы кривошипные листовые гильотинные с наклонным ножом. Схемы, описание, характеристики
Сведения о производителе гильотинных ножниц НД3314г
Изготовителем ножниц НД3314г является Стрыйский завод кузнечно-прессового оборудования г. Стрый, Украина.
В настоящее время производит ПАО «Кувандыкский завод КПО «Долина» Оренбургская обл., г. Кувандык
Станки, выпускаемые Стрыйским заводом КПО
- НД3314г ножницы кривошипные листовые гильотинные 1600 х 2,5
- НД3316г ножницы кривошипные листовые гильотинные 2000 х 4,0
- НД3318г ножницы кривошипные листовые гильотинные 2000 х 6,3
- НК3416 — ножницы кривошипные листовые гильотинные 2000 х 4,0
- НК3418 — ножницы кривошипные листовые гильотинные 2000 х 6,3
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик Азовский ПО КПО, Донпрессмаш г. Азов.
Разработчик Азовский ПО КПО, Донпрессмаш г. Азов.
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла — 2,5 х 1600 мм
- Частота хода ножа — 65 мин-1
- Механическое перемещение заднего упора — 0..630 мм
- Тип муфты — пневматическая фрикционная многодисковая
- Тип тормоза — фрикционный однодисковый
- Мощность электродвигателя — 3,2 кВт
- Вес ножниц полный — 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим — толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Крепление инструмента гильотинных ножниц НД3314г
Крепление инструмента гильотинных ножниц НД3314г
Общий вид гильотинных ножниц НД3314г
Общий вид гильотинных ножниц НД3314г
Фото гильотинных ножниц НД3314г
Фото гильотинных ножниц НД3314г
Расположение составных частей гильотинных ножниц НД3314г
Расположение составных частей ножниц НД3314г
Расположение составных частей гильотинных ножниц НД3314г. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Спецификация составных частей ножниц НД3314г, НД3316г, НД3318г
| № | Наименование параметра | НД3314г | НД3316г | НД3318г |
|---|---|---|---|---|
| 1 | Пульт управления | НД3314г-93-001 | НД3316г-93-001 | НД3318г-93-001 |
| 2 | Упор боковой | НД3314г-35-001 | НД3316г-35-001 | НД3318г-35-001 |
| 3 | Освещение линии реза | НД3314г-76-001 | НД3316г-76-001 | НД3318г-76-001 |
| 4 | Ограждение станины | НД3314г-71-091 | НД3316г-71-001 | НД3318г-71-001 |
| 5 | Защитная решетка | НД3314г-75-001 | НД3316г-75-001 | НД3318г-75-001 |
| 6 | Привод | НД3314г-21-001 | НД3316г-21-001 | НД3318г-21-001 |
| 7 | Ограждение ножевой балки | НД3314г-72-001 | НД3316г-72-001 | НД3318г-72-001 |
| 8 | Приводной вал | НД3314г-24-001 | НД3316г-24-001 | НД3318г-24-001 |
| 8 | Редуктор червячный с муфтой-тормозом | НД3314г-22-001 | НД3316г-22-001 | НД3318г-22-001 |
| 9 | Ограждение привода | НД3314г-73-001 | НД3316г-73-001 | НД3318г-73-001 |
| 10 | Упор задний | НД3314г-34-001 | НД3316г-34-001 | НД3318г-34-001 |
| 11 | Станина | НД3314г-11-001 | НД3316г-11-001 | НД3318г-11-001 |
| 12 | Уравновешиватель | НД3314г-33-001 | НД3316г-33-001 | НД3318г-33-001 |
| 13 | Устройство для удержания ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 14 | Балка ножевая | НД3314г-31-001 | НД3316г-31-001 | НД3318г-31-001 |
| 15 | Балка прижимная | НД3314г-32-001 | НД3316г-32-001 | НД3318г-32-001 |
| 16 | Электрооборудование | НД3314г-91-001 | НД3316г-91-001 | НД3318г-91-001 |
| 17 | Пневмооборудование | НД3314г-43-001 | НД3316г-43-001 | НД3318г-43-001 |
| 18 | Указатель положения ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 19 | Смазка | НД3314г-81-001 | НД3316г-81-001 | НД3318г-81-001 |
| 20 | Установка БВК | НД3314г-41-001 | НД3316г-41-001 | НД3318г-41-001 |
| 21 | Ограждение БВК | НД3314г-74-001 | НД3316г-74-001 | НД3318г-74-001 |
Расположение органов управления гильотинными ножницами НД3314г
Расположение органов управления гильотинными ножницами НД3316г
Расположение органов управления гильотинными ножницами НД3316г. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления гильотинными ножницами НД3314г
- Переключатель управления
- Переключатель режимов работы
- Педаль электрическая управления ножницами
- Болт регулировки стола
- Маховичок перемещения заднего упора
- Вводной выключатель
- Кнопка „Общий стоп»
- Кнопка „Пуск» муфты
- Кнопка „Пуск» электродвигателя
- Выключатель освещения линии реза
- Кнопка „Стоп непрерывных ходов»
Кинематическая схема гильотинных ножниц НД3316г
Кинематическая схема гильотинных ножниц НД3316г
Кинематическая схема гильотинных ножниц НД3316г. Смотреть в увеличенном масштабе
Кинематическая схема кривошипных листовых ножниц с наклонным ножом показана на рис. 9, 10.
В ножницах НД3314Г и НД3316Г (см. рис. 9) движение передается от электродвигателя 7 через клиноременную передачу 6 на маховик 5, соединенный муфтой-тормозом 11 с приводным валом II.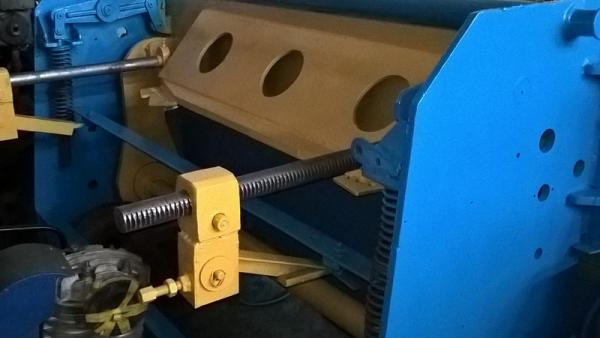 От приводного вала II через пару цилиндрических косозубых колес 3, 4 вращение передается на эксцентриковый вал I, который соединен с ножевой балкой 1 шатунами 2.
От приводного вала II через пару цилиндрических косозубых колес 3, 4 вращение передается на эксцентриковый вал I, который соединен с ножевой балкой 1 шатунами 2.
В ножницах НД3318Г (см. рис. 10) привод ножниц осуществляется от электродвигателя 3 через клиноременную передачу 5 на маховик 7, соединенный муфтой-тормозом 6 с валом червяка через червячную пару 4, 8. Червячное колесо 8 соединено с эксцентриковым валом I.
Эксцентриковый вал I соединен с ножевой балкой шатунами 2.
Перемещение заднего упора осуществляется с помощью маховика 10 через шестерни 8, соединенные валом III и перемещающиеся по рейкам 9 (ножницы НД3314Г и НД3316Г), через шестерни 11, соединенные валом III и перемещающиеся по рейкам 9 (ножницы НД3318Г).
Перемещение стола для регулировки зазора между ножами осуществляется при помощи двух болтов.
Станина
Станина (рис. 11, 12) является базовой сборочной единицей, на которой крепятся все остальные сборочные единицы ножниц. Станина имеет сборно-сварную конструкцию и сострит из двух стоек 1 и 19, которые соединены между собой траверсой 2 и стяжкой 7.
На стойки и траверсу опирается стол 4, к которому при помощи винтов крепятся нижние ножи 12. Затягивание гаек на винтах, крепящих ножи, производится через окна в столе.
Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола 4 с помощью болтов 17. и гаек 18, расположенных с обеих сторон стола. Болты 14 перед регулированием зазора необходимо отпустить, а после окончания — затянуть.
Направляющие 5 стоек вместе с прикрепленными к ним накладками 6 наклонены к плоскости стола под углом 87°.
Установка ножа по высоте при переточке и замене ножей производится подгонкой планки 13.
В столе имеются паз для крепления бокового упора и пазы для пальцев рук оператора, облегчающие манипуляции с листом.
В сборочную единицу „Станина» входит также эксцентриковый вал 3 с насаженными на нем эксцентриками 16 и шатунами 15. С помощью осей 11 шатуны соединяются с ножевой балкой.
На внутренних сторонах стоек 1 и 19 на осях 8 установлены рычаги 9, соединенные с одной стороны серьгами 10 с ножевой балкой, с другой стороны — с уравновешивателями.
Привод ножниц
Привод ножниц (рис. 13, 14) осуществляется от электродвигателя 2, установленного на качающейся плите 1, через клиноременную передачу 3 на маховик 4.
Маховик ножниц НД3314Г, НД3316Г установлен на промежуточном валу с внутренней стороны правой стойки, маховик ножниц НД3318Г — на червячном валу редуктора, установленного на правой стойке ножниц.
Маховик с помощью пальцев связан с ведущими дисками муфты-тормоза.
Приводной вал и червячный редуктор с муфтой-тормозом гильотинных ножниц НД3314г
Приводной вал и червячный редуктор с муфтой-тормозом ножниц НД3314г
Приводной вал и червячный редуктор с муфтой-тормозом гильотинных ножниц НД3314г. Смотреть в увеличенном масштабе
Муфта-тормоз (рис. 15) состоит из нормализованной сборочной единицы: муфты-тормоза модели УВ3132, воздухоподводящей головки 19 (см. рис. 15, 16) и маховика 8, опорами которого являются радиальные шарикоподшипники 9, насаженные на втулку 7, которая, в свою очередь, устанавливается на приводной вал 6 ножниц НД3314Г, НД3316Г и непосредственно на вал-червяк 6 ножниц НД3318Г.
Жестко сблокированная многодисковая фрикционная муфта-тормоз с пневматическим включением состоит из следующих частей: ведущей, ведомой и тормозной.
К ведущей части относятся ведущие диски 13 муфты с фрикционными накладками 14.
В ведомую часть входят ступица 20 с неподвижно присоединенным поршнем 18 цилиндра 17, перемещающегося вдоль оси опорных дисков 11 муфты и тормоза, установленных на резьбе ступицы 20 и поршня 18; нажимной диск 16 тормоза, жестко установленный на цилиндре промежуточного диска 12 муфты.
Тормозная часть состоит из тормозного диска 15 с фрикционными накладками.
Работа муфты-тормоза происходит следующим образом: сжатый воздух через воздухоподводящую головку 19 поступает в пневмокамеру 21, перемещает цилиндр 17 вдоль оси эксцентрикового вала в сторону муфты и зажимает ведущие диски 13 муфты, связанные с Постоянно вращающимися маховиком 8 через пальцы 10, обеспечивая передачу крутящего момента через ступицу 20 на приводной вал 6 (см. рис. 16) ножниц НД3314Г, НД3316Г и на вал червяка 6 ножниц НД3318Г (см. рис. 15).
рис. 15).
Приводной вал ножниц НД3314Г и НД3316Г смонтирован на конических роликовых подшипниках в ступице правой стойки станины. На одном конце вала смонтирован маховик 8, на другом конце — шестерня (цельная с валом на ножницах НД3316Г, съемная на ножницах НД3314Г), от которой вращение передается зубчатому колесу, смонтированному на эксцентриковом валу.
Червячный вал ножниц НД3318Г соединен с червячным колесом, состоящим из зубчатого венца 5 и ступицы 4, соединенных болтами 1. Червячное колесо через шлицевую втулку 3 соединено с эксцентриковым валом 2 ножниц.
Ножевая балка. Прижимная балка гильотинных ножниц НД3314г
Приводной вал и червячный редуктор с муфтой-тормозом ножниц НД3314г
Ножевая балка. Прижимная балка гильотинных ножниц НД3314г. Смотреть в увеличенном масштабе
Ножевая балка
Ножевая балка (рис. 17) представляет собой жесткую конструкцию сварного типа, состоящую из вертикального 8, горизонтального 5 и наклонного 6 листов. С проушиной 7, приваренной к листу 8, соединяется шатун станины, благодаря чему балка совершает возвратно-поступательные движения. Движение балки происходит в направляющих под углом 3° к вертикальной плоскости. На ножевой балке в нижней части имеется паз, в котором крепятся ножи 2 и 4 (только для ножниц НД3314Г)..
С проушиной 7, приваренной к листу 8, соединяется шатун станины, благодаря чему балка совершает возвратно-поступательные движения. Движение балки происходит в направляющих под углом 3° к вертикальной плоскости. На ножевой балке в нижней части имеется паз, в котором крепятся ножи 2 и 4 (только для ножниц НД3314Г)..
В ножевой балке имеются два выступа 1 и 3, с помощью которых при возврате в верхнее исходное положение ножевая балка приподнимает прижимную балку (см. рис. 18).
Прижимная балка
В ножницах НД3314Г, НД3316Г и НД3318Г применяется унифицированная прижимная балка (рис. 18).
Прижим листа осуществляется балкой 7 с выступами. Балка 7 скользит в пазах, образованных направляющими 3, 19 и планками 2 и 20. Ножевая балка скользит в пазах, образованных накладками 4, 5, 6, 13, 18 и планкой 17.
Крепление направляющих 3 и 19 к станине осуществляется через проставки 8 и 14.
Зазор в направляющих ножевой балки регулируется подгонкой компенсационных прокладок 1 и 16.
Боковой зазор в направляющих ножевой балки регулируется перемещением планки 17 винтами 15.
Прижимная балка 7 взаимодействует с ножевой балкой. Высота прижимной балки над столом в верхнем положении регулируется винтами 11, которые упираются в выступы 12 ножевой балки.
При совершении рабочего хода одновременно опускаются ножевая и прижимная балки. Прижим листа осуществляется за счет силы сжатых пружин 10 и собственного веса балки 7. Сила сжатия пружин регулируется винтами 9.
Уравновешиватели
На внутренних сторонах обеих стоек станины установлены уравновешиватели (рис. 19). Штоки 1 уравновешивателей с помощью осей 4 связаны с рычагами станины (см. рис. 11, 12). При ходе ножевой балки вниз шток 1 поднимается вверх и снимает пружину 2, которая опирается на кронштейн 3 станины.
Пружина смонтирована с предварительным сжатием, благодаря чему даже в случае разладки тормоза ножевая балка удерживается в верхнем положении.
Кроме того, за счет постоянного направленного усилия пружин все зазоры в сочленениях подвижных частей цепи эксцентриковый вал — шатун — ножевая балка — уравновешиватели выбираются в одну сторону, что обеспечивает плавную работу ножниц. Действие уравновешивателей на ножевую балку направлено под углом 15° к вертикали, вследствие чего ножевая балка постоянно прижата к направляющим станины, чем обеспечивается постоянство зазора между ножами.
Действие уравновешивателей на ножевую балку направлено под углом 15° к вертикали, вследствие чего ножевая балка постоянно прижата к направляющим станины, чем обеспечивается постоянство зазора между ножами.
Задний упор
В ножницах НД3314Г, НД3316Г и НД3318Г применяется ручной задний упор (рис. 20).
Установка упорной линейки 8 на заданный размер от нижнего ножа, то есть на ширину отрезаемой полосы, осуществляется вращением маховика 1. При этом шестерни 3, насаженные на общем валу с маховиком 1, перемещаются вместе с корпусами 4 по рейкам 5, которые закреплены неподвижно в ножевой балке.
Выверка линейки 8 на параллельность нижнему ножу осуществляется вращением эксцентриков 7, которые после регулировки необходимо зафиксировать гайкой. Винтом 2 регулируется высота поднятия упора и зазор между ним и верхним ножом.
Для отсчета величины перемещения заднего упора на рейке закреплена линейка 9.
При работе без упора, в случае, когда ширина отрезаемых листов более 600 мм, линейка 8 с рычагами 6 приподнимается и укладывается на горизонтальное ребро ножевой балки.
Боковой упор
В ножницах НД3314Г, НД3314г и НД3318Г применяется боковой упор (рис. 21), предназначенный для определения начала реза и для получения прямоугольных заготовок. Упор состоит из корпуса 1 и закаленных планок 2.
Бесконтактный конечный выключатель
На левом конце эксцентрикового вала закреплены два алюминиевых диска 2 и 3 (рис. 22), которые входят в пазы путевых бесконтактных выключателей 1 и предназначены для управления электромагнитными вентилями, трехходового сдвоенного сблокированного клапана.
Освещение линии реза
Освещение линии реза (рис.27) позволяет вести работу по разметке. В отверстиях ножевой балки над верхним ножом установлены лампочки накаливания 1. Путем горизонтального перемещения патронов 2 осуществляется совмещение нитей лампочек с плоскостью ножей. В результате этого на разрезаемый лист отбрасывается резко очерченная теневая линия, с которой оператор и совмещает разметочные риски на листе при резке.
Устройство для удержания ножевой балки
Устройство (рис. 28) служит для удержания ножевой балки в верхнем положении при выполнении ремонтных и наладочных работ.
28) служит для удержания ножевой балки в верхнем положении при выполнении ремонтных и наладочных работ.
Оно состоит из планки 1 и болтов 2, устанавливаемых с двух сторон ножевой балки. В планку упирается микропереключатель 3, включенный в цепь главного привода. При повороте планок микропереключатель отключается и электрическая цепь размыкается. Ножницы выключаются (или не могут быть включены). Для закрепления ножевой балки в верхнем положении необходимо отпустить болты 2 на станине, вывернуть их и повернуть планку 1 на 90°, после чего надежно закрепить болты 2 на станине и ножевой балке.
Указатель положения ножевой балки
Указатель (рис. 29) служит для указания положения ножевой балки. Он состоит из указателя 1, прикрепленного к ножевой балке винтами 2, и шкалы 3, закрепленной на ограждении ножевой балки.
Схема пневматическая принципиальная гильотинных ножниц НД3314г
Пневматическая схема гильотинных ножниц НД3314г
Воздухопровод
Воздухопровод (рис. 23, 24) состоит из пневматического блока 1, стяжки-ресивера 2, маслораспылителя 3 и трехходового сдвоенного сблокированного клапана 4, соединенных линиями связи с муфтой-тормозом.
23, 24) состоит из пневматического блока 1, стяжки-ресивера 2, маслораспылителя 3 и трехходового сдвоенного сблокированного клапана 4, соединенных линиями связи с муфтой-тормозом.
Трехходовой сдвоенный сблокированный клапан (рис. 25) представляет собой сдвоенный клапан с сервоуправлением от электропневматических включающих вентилей типа ВВ-32. Исполнение клапана нормально-закрытое, т.е. при обесточенных катушках электромагнита включающих вентилей переход через клапан закрыт. Для включения клапана подается напряжение на обмотки катушек магнитов включающих вентилей ВВ-32, при этом клапан вентиля соединяет полость 1, постоянно соединенную с ресивером ножниц, с полостью IV. Сжатый воздух, подводимый к включающим вентилям, проходит через фильтр 9. Под давлением сжатого воздуха поршни 6 поднимаются вверх, сжимая пружины 4, предварительно уменьшая (живое) сечение, перекрывают выхлопные отверстия. Одновременно в конце хода штока 7 поднимаются клапаны 2, Сжимая пружины 1. Полости I и II соединяются. Полость III отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза, происходит включение дисков муфты.
Полость III отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза, происходит включение дисков муфты.
После снятия напряжений с обмоток катушек электромагнитов (отключение муфты) вентили ВВ-32 перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает и поршни 6 возвращаются в исходное положение под действием пружин 4, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины 1 возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан (муфта-тормоз отключается). Если при включении клапана один из поршней (клапанов) не включится, сжатый воздух из полости II будет поступать в атмосферу через щель между кольцом 5 и втулкой 3 — включение муфты-тормоза не произойдет. Одновременно коромысло станет с перекосом и нажмет на микропереключатель, который отключит электрическую цепь управления прессом.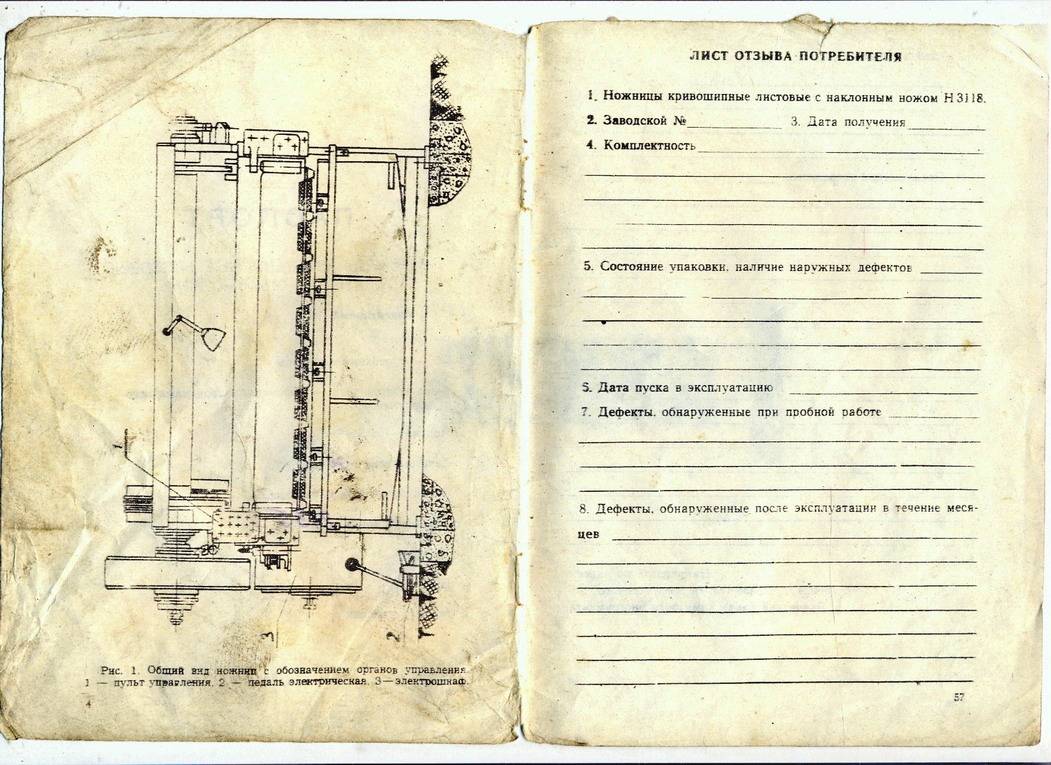 Если во время работы на одиночных ходах один из клапанов электропневматического управления не выключится (не соединится с атмосферой), то управляемый им поршень останется в верхнем положении, при этом верхний клапан будет открыт, а нижний — закрыт. Сжатый воздух, пропускаемый верхним клапаном, будет поступать через открытый нижний клапан другого поршня в атмосферу. При этом коромысло также перекосится и отключит электрическую цепь управления.
Если во время работы на одиночных ходах один из клапанов электропневматического управления не выключится (не соединится с атмосферой), то управляемый им поршень останется в верхнем положении, при этом верхний клапан будет открыт, а нижний — закрыт. Сжатый воздух, пропускаемый верхним клапаном, будет поступать через открытый нижний клапан другого поршня в атмосферу. При этом коромысло также перекосится и отключит электрическую цепь управления.
Схема электрическая принципиальная гильотинных ножниц НД3314г
Электрическая схема гильотинных ножниц НД3314г
Схема электрическая гильотинных ножниц НД3314г. Смотреть в увеличенном масштабе
Электрооборудование гильотинных ножниц НД3314г. Общие сведения
На ножницах установлены один трехфазный асинхронный электродвигатель с повышенным скольжением, электропневматические вентили, воздухораспределитель типа У7122А на 24 В постоянного тока и бесконтактные конечные выключатели типа БВК261-24 на 24 В постоянного тока.
Для управления ножницами применяется ящик управления Я9101.
Применение бесконтактной схемы управления муфтой в сочетании с дублированием таких элементов, как электропневматические вентили и бесконтактные конечные выключатели, обеспечивает высокую надежность работы и безопасность обслуживания.
Управление работой ножниц осуществляется с пульта управления и панели переключателей ящика Я9101. На пульте установлены кнопки управления главным приводом, муфтой, выключатель цепи освещения линии реза, кнопка „Общий стоп» и сигнальные лампы.
На ножницах применяются следующие величины напряжений переменного и постоянного тока:
- Силовая цепь — 380 В, 50 Гц
- Цепь управления — 110 В, 50 Гц
- Цепь освещения линии реза — 24 В, 50 Гц
- Цепь сигнализации — 5 В, 50 Гц
От силовой цепи питается электродвигатель главного привода. Цепи управления и сигнализации питаются от вторичных обмоток трансформатора Тр1 (он входит в ящик Я9101). Аппаратура управления и защиты установлена в запираемом ящике управления Я9101.
Аппаратура управления и защиты установлена в запираемом ящике управления Я9101.
Чертеж ножа для гильотинных ножниц НД3314г
Чертеж ножа для гильотинных ножниц НД3314г
Нож для гильотинных ножниц 16 х 60 х 540
- HRC 54…58
- Допускается изготовление ножей из стали марок 5ХВ2С и 6ХС по ГОСТ 5950-73
- Поле допуска по толщине и ширине комплекта ножей по hll
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
Читайте также: Производители кузнечно-прессового оборудования в России
НД3314г Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Видеоролик.
Технические характеристики гильотинных ножниц НД3314г
| Наименование параметра | НД3314г | НД3316г | НД3318г |
|---|---|---|---|
| Основные параметры ножниц | |||
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 2,5 | 4,0 | 6,3 |
| Наибольшая длина разрезаемых листов в мм, мм | 1600 | 2000 | 2000 |
| Число холостых ходов ножа в минуту не менее | 65 | 65 | 60 |
| Число ходов ножа прирезке материала наиболших размеров, мин-1 | 34 | 33 | 25 |
| Угол наклона подвижного ножа в градусах | 52 | 65 | 74 |
| Ход ножа, мм | 1°20′ | 1°19′ | 1°30′ |
| Ширина отрезаемого листа по заднему упору, мм | 630 | 630 | 630 |
| Число режущих кромок ножа | 4 | 4 | 4 |
| Размеры стола, мм | 400 х 1870 | 495 х 2350 | 495 х 2350 |
| Расстояние между стойками в свету, мм | 1815 | 2270 | 2270 |
| Высота стола над уровнем пола, мм | 850 | 940 | 900 |
| Максимальное усилие реза, кН | |||
| Усилие прижима, кН | 240 | 930 | 630 |
| Режимов работы | 4 | 4 | 4 |
| Тип муфты-тормоза | УВ3132 | УВ3132 | УВ3132 |
| Электрооборудование | |||
| Количество электродвигателей | 1 | 1 | 1 |
| Электродвигатель, кВт (об/мин) | 3,2 (1390) | 5,6 (1390) | 8,5 (1390) |
| Электродвигатель привода заднего упора, кВт | нет | нет | нет |
| Ящщик управления | Я9101-30-73-УХЛ4 | Я9101-32-73-УХЛ4 | Я9101-34-73-УХЛ4 |
| Габарит и масса ножниц | |||
| Габарит ножниц (длнна х ширина х высота), мм | 2300 х 1535 х 1320 | 2850 х 1635 х 1600 | 3125 х 1520 х 1550 |
| Масса ножниц, кг | 2040 | 3250 | 4320 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Ножницы кривошипные листовые с наклонным ножом в Кувандыке
- Главная
- Продажа
- Кривошипные ножницы
- Ножницы кривошипные листовые с наклонным ножом
Вы можете очень быстро сравнить цены ножниц кривошипных листовых с наклонным ножом и подобрать оптимальные варианты из более чем 13 предложений
Реклама
Гильотинные ножницы кривошипные Q11-4×2000
Рабочая длина 2000 мм. Рабочая толщина 4 мм.
Подробное описание и цена >>>
Реклама
Гильотинные ножницы кривошипные ETG 2560
Рабочая длина 2500 мм. Рабочая толщина 6 мм.
Подробное описание и цена >>>
Реклама
Гильотинные ножницы кривошипные ETG 1010
Рабочая длина 1000 мм. Рабочая толщина 10 мм.
Подробное описание и цена >>>
Ножницы кривошипные листовые (гильотинные) НЛ3418А
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы листовые кривошипные (гильотинные) с наклонным ножом для листа 6,3х2000 мм модели НЛ3418А предназначены для резки листового проката толщиной до 6,3 мм и пределом прочности до 500 МПа.
30.05.2013
Кувандык (Россия)
Ножницы кривошипные листовые (гильотинные) НЛ3425
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы листовые кривошипные (гильотинные) с наклонным ножом для листа 16х3150 мм модели НЛ3425 предназначены для резки листового проката толщиной до 16 мм и пределом прочности σв≤500 МПа.
30.05.2013
Кувандык (Россия)
Гильотинные ножницы, кривошипные листовые ножницы НЛ3421
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы листовые кривошипные с наклонным ножом для листа 12х2200 мм модели НЛ3421 предназначены для резки листового металла, уголка и круга. Резка может производиться как по разметке, так и с…
30.05.2013
Кувандык (Россия)
Гильотинные ножницы, кривошипные листовые ножницы НЛ3423
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы листовые кривошипные с наклонным ножом для листа 16х2000 мм модели НЛ3423 предназначены для резки листового проката, уголка и круга. Резка может производиться как по разметке, так и с…
Резка может производиться как по разметке, так и с…
30.05.2013
Кувандык (Россия)
Гильотинные ножницы, кривошипные листовые ножницы НЛ3427
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы листовые кривошипные с наклонным ножом для листа 20х2000 мм модели НЛ3427 предназначены для резки листового проката толщиной до 20 мм и пределом прочности σв≤500 МПа.
30.05.2013
Кувандык (Россия)
Ножницы кривошипные листовые (гильотинные) НЛ3433
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы листовые кривошипные с наклонным ножом для листа 25х3150 мм модели НЛ3433 предназначены для резки листового проката толщиной до 25 мм и пределом прочности σв≤500 МПа. Резка может…
30.05.2013
Кувандык (Россия)
Ножницы сортовые арматурные Н1226Д, Н1226Г
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы по металлу сортовые модель с одиночным или непрерывным ходом ножа предназначены для резки круглого проката и арматурной стали.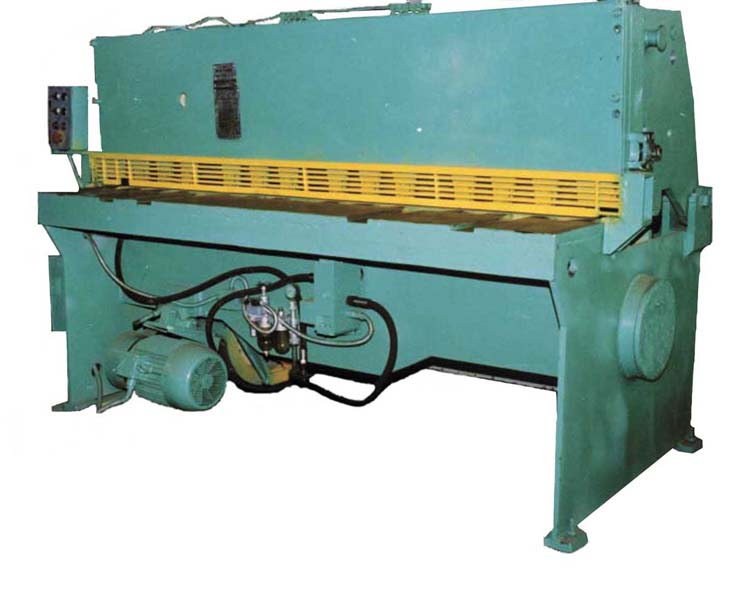 Применяются, так же как и рычажные ножницы по металлу, ножницы…
Применяются, так же как и рычажные ножницы по металлу, ножницы…
30.05.2013
Кувандык (Россия)
Пресс-ножницы комбинированные НГ5222, НГ5223, НГ5224
Состояние: Новый Год выпуска: 2013
В наличии
Пресс ножницы комбинированные (универсальные) служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате.Пресс-ножницы…
30.05.2013
Кувандык (Россия)
Ножницы высечные мод. НК4516
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы высечные мод. НК4516 — предназначены для фасонной резки листового металла по наружным и внутренним контурам. Поставка напрямую от завода-изготовителя. Оборудование новое.
30.05.2013
Кувандык (Россия)
Ножницы сортовые НГ1428 (для резки металла, арматуры)
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы по металлу сортовые модели НГ1428 предназначены для отрезки и резки сортового проката, круга, уголка, для любого типа производства(единичного, мелкосерийного, серийного, крупносерийного и. ..
..
30.05.2013
Кувандык (Россия)
Ножницы сортовые НГ1430
Состояние: Новый Год выпуска: 2013
В наличии
Ножницы для резки металла сортовые модели НГ1430 предназначены для отрезки сортового проката для любого типа производства(единичного, мелкосерийного, серийного, крупносерийного и массового).
30.05.2013
Кувандык (Россия)
Станки НГ5223,НГ5222,КД2128,КД2130, П6328, П6330
Состояние: Новый Производитель: Россия
В наличии
Продам станки от завода изготовителя. Комбинированные пресс-ножницы НГ5223, НГ5222. Гидравлические пресса П6328, П6330. Кривошипные пресса КД2124, КД2126, КД2124,КД2128,КД2130.Гильотинные ножницы…
22.07.2022
Кувандык (Россия)
Популярные категории в Кувандыке
Да кстати, на портале ProСтанки выбор предложений по ножницам кривошипным листовым с наклонным ножом почти как на Авито и TIU
Видео ножниц кривошипных листовых с наклонным ножом
Механические прецизионные ножницы
Введение
В Shaanxi Haven Equipment Co. , Ltd. мы гордимся тем, что предлагаем лучшие прецизионные ножницы, которые обеспечивают непревзойденную производительность и непревзойденную точность. Наши гидравлические ножницы серии Qh21D являются свидетельством нашего стремления к совершенству. Благодаря передовым технологиям, прочной конструкции и исключительным характеристикам эта машина устанавливает новый стандарт в отрасли. В этой статье мы углубимся в замечательные возможности наших прецизионных ножниц и расскажем, чем они превосходят конкурентов.
, Ltd. мы гордимся тем, что предлагаем лучшие прецизионные ножницы, которые обеспечивают непревзойденную производительность и непревзойденную точность. Наши гидравлические ножницы серии Qh21D являются свидетельством нашего стремления к совершенству. Благодаря передовым технологиям, прочной конструкции и исключительным характеристикам эта машина устанавливает новый стандарт в отрасли. В этой статье мы углубимся в замечательные возможности наших прецизионных ножниц и расскажем, чем они превосходят конкурентов.
Прецизионные механические ножницы — это станок, используемый для резки листового металла и пластин. Он состоит из стола, лезвия и режущей балки, которая приводится в действие механическим механизмом, таким как кривошип или рычаг. Лезвие установлено на шарнире, что позволяет ему двигаться вверх и вниз для резки материала.
Механические прецизионные ножницы обычно используются в цехах по производству металлоконструкций и используются для резки листового металла и пластин различных размеров и форм. Они известны своей точностью и точностью, что делает их идеальными для резки материалов, требующих жестких допусков.
Они известны своей точностью и точностью, что делает их идеальными для резки материалов, требующих жестких допусков.
Некоторые из ключевых компонентов механических прецизионных стригальных станков включают лезвие, режущую балку и станину или стол. Лезвие является режущей кромкой машины и изготовлено из высококачественного износостойкого материала, такого как быстрорежущая сталь или карбид вольфрама. Режущая балка — это часть машины, которая прикладывает усилие к лезвию и разрезаемому материалу, а станина или стол обеспечивают поддержку разрезаемого материала.
Механические прецизионные ножницы, как правило, медленнее, чем гидравлические, но они также обычно дешевле в покупке и обслуживании. Они также относительно просты в эксплуатации, с простыми элементами управления и интуитивно понятными интерфейсами, которые позволяют операторам быстро и легко настраивать и запускать машину. Пожалуйста свяжитесь с нами для каталога продукции и предложения!
Рабочие характеристики механических прецизионных ножниц
1. Полностью рабочая столешница уникальной конструкции, рама изготовлена из сварной стальной пластины, вибрационное старение устраняет напряжение, обеспечивает высокую статическую, динамическую жесткость и амортизирующие характеристики станка, гарантируя, что точность станка может поддерживаться в течение длительного времени.
Полностью рабочая столешница уникальной конструкции, рама изготовлена из сварной стальной пластины, вибрационное старение устраняет напряжение, обеспечивает высокую статическую, динамическую жесткость и амортизирующие характеристики станка, гарантируя, что точность станка может поддерживаться в течение длительного времени.
2. Траектория держателя инструмента наклонена вперед к вертикальной опорной поверхности нижнего лезвия, и можно получить хороший участок сдвига. Верхнее лезвие можно отрегулировать с помощью домкратного винта, чтобы свести к минимуму заусенцы на обрезанных кромках.
3. Прижимное устройство использует пружину-бабочку, а прижимная лапка имеет противоскользящие коврики, а усилие прижима большое, а поверхность листового материала не повреждается.
4. Этот станок использует полностью независимую закрытую коробку передач, которая устанавливается непосредственно на главный вал для трансмиссии, компактную конструкцию, хорошую смазку шестерни, низкий уровень шума и длительный срок службы.
5. Станок не имеет сцепления и маховика, а для привода ножниц используется электродвигатель с электромагнитным тормозом, что сокращает время работы двигателя на холостом ходу и в определенной степени экономит энергию.
6. Передняя часть станка имеет шкалу размера дисплея, задний блок представляет собой винтовой привод, который можно регулировать синхронно, размер дисплея E21S прост в эксплуатации.
Распутывание серии Qh21D
1. Бескомпромиссная точность
Когда дело доходит до точной стрижки, серия Qh21D на голову выше остальных. Разработанный с особым вниманием к деталям, этот станок гарантирует исключительную точность при каждом резе. Независимо от того, работаете ли вы с тонкими листами или сверхпрочными материалами, серия Qh21D обеспечивает стабильные и безупречные результаты резки, обеспечивая каждый раз чистый и прямой рез.
Разработанный с особым вниманием к деталям, этот станок гарантирует исключительную точность при каждом резе. Независимо от того, работаете ли вы с тонкими листами или сверхпрочными материалами, серия Qh21D обеспечивает стабильные и безупречные результаты резки, обеспечивая каждый раз чистый и прямой рез.
2. Усовершенствованная гидравлическая система
Серия Qh21D оснащена современной гидравлической системой, обеспечивающей впечатляющую производительность. Гидравлические компоненты тщательно спроектированы для обеспечения быстрого и плавного срезания, обеспечивая высокую скорость работы при сохранении оптимального контроля. Эта система сводит к минимуму вибрации, повышает устойчивость и способствует долговечности машины, что делает ее надежной рабочей лошадкой для ваших потребностей в стрижке.
3. Прочная конструкция для максимальной долговечности
Долговечность — отличительная черта серии Qh21D. Изготовленные из высококачественных материалов и рассчитанные на жесткие условия эксплуатации, эти прецизионные ножницы отличаются исключительной надежностью и долговечностью. Его прочная рама обеспечивает прочную основу, обеспечивая устойчивость и сводя к минимуму любые потенциальные деформации в процессе резки. При надлежащем обслуживании эта машина будет вашим надежным партнером на долгие годы.
Его прочная рама обеспечивает прочную основу, обеспечивая устойчивость и сводя к минимуму любые потенциальные деформации в процессе резки. При надлежащем обслуживании эта машина будет вашим надежным партнером на долгие годы.
4. Интеллектуальный дизайн для повышения эффективности
Серия Qh21D включает в себя интеллектуальные конструктивные особенности, которые оптимизируют эффективность и оптимизируют рабочий процесс. Машина предлагает интуитивно понятное управление, позволяющее операторам легко устанавливать параметры и точно регулировать углы резания. Система заднего упора, оснащенная цифровым дисплеем, обеспечивает точное позиционирование, сокращение отходов материала и повышение производительности. Благодаря удобному интерфейсу и эргономичному дизайну серия Qh21D позволяет операторам работать быстро и эффективно.
5. Безопасность прежде всего
Мы понимаем важность безопасности на рабочем месте, и серия Qh21D отражает нашу приверженность защите как операторов, так и самой машины. Он оснащен комплексными мерами безопасности, в том числе защитными ограждениями, аварийными остановками и защитными функциями, предотвращающими несчастные случаи и травмы. Наша приверженность безопасности обеспечивает безопасную рабочую среду для ваших операторов, способствуя производительности и спокойствию.
Он оснащен комплексными мерами безопасности, в том числе защитными ограждениями, аварийными остановками и защитными функциями, предотвращающими несчастные случаи и травмы. Наша приверженность безопасности обеспечивает безопасную рабочую среду для ваших операторов, способствуя производительности и спокойствию.
О нас
Shaanxi Haven Equipment Co., Ltd. специализируется на экспорте гидравлических станков , лазерного оборудования и токарного станка . Годы работы делают нас профессионалами в том, что мы можем быстро порекомендовать подходящие машины или комплексные решения по оборудованию для клиентов. Качественные экспортные перевозки и послепродажное обслуживание позволяют клиентам быть уверенными в сотрудничестве с нами на протяжении длительного времени. Если вы хотите узнать больше деталей, пожалуйста, свяжитесь с нами по электронной почте.
Благодаря своим исключительным характеристикам и непревзойденной производительности наши гидравлические ножницы серии Qh21D превосходят конкурентов, позволяя вам достичь более высокой производительности и превосходных результатов. Инвестируя в наши прецизионные ножницы, вы оснащаете свою мастерскую передовой технологией, обеспечивающей точные разрезы, оптимальную эффективность и долгосрочную надежность.
Инвестируя в наши прецизионные ножницы, вы оснащаете свою мастерскую передовой технологией, обеспечивающей точные разрезы, оптимальную эффективность и долгосрочную надежность.
Не соглашайтесь на меньшее, когда речь идет о стрижке. Выберите серию Qh21D из Shaanxi Haven Equipment и испытайте воплощение точности и производительности.
Станок для резки листового металла Сравнение классификаций
Станок для резки листового металла является одним из кузнечно-прессовых станков, в основном используемых в металлообрабатывающей промышленности. Продукция широко используется в авиации, легкой промышленности, металлургии, химической промышленности, строительстве, судостроении, автомобилестроении, электроэнергетике, электроприборах, отделке и других отраслях промышленности.
Классификация листорезных машин
1. С точки зрения режима передачи
Прежде чем анализировать классификацию, следует подробнее узнать о принципе и устройстве листовых ножниц.
Советы: (Эта часть прохода не является основным корпусом.)
Принципы работы:
Станок для резки листового металла представляет собой оборудование, в котором одно лезвие совершает возвратно-поступательное линейное движение относительно другого лезвия для резки пластин. .
Благодаря подвижному верхнему лезвию и неподвижному нижнему лезвию, он воздействует на металлические или стальные пластины различной толщины с разумным зазором между лезвиями. Затем пластинам можно придать форму или разделить их в соответствии с требуемым размером.
Детали станка для резки листового металла:
В состав станка для резки в основном входят:
Система трансмиссии, рама, ползун, держатель инструмента, прижимной механизм, удерживающий механизм, балансир, электрическая система управления, система смазки и другое. вспомогательные устройства (уплотнительное кольцо, клапан, возврат азота N2 и т. д.).
Система привода:
Существует 3 типа трансмиссии листорезных машин: механическая трансмиссия, гидравлическая трансмиссия и гидромеханическая комбинированная трансмиссия.
Внешний вид и рабочие характеристики станков для резки листового металла тесно связаны с используемым режимом передачи.
Таким образом, станки для резки металла делятся на 2 основных типа в зависимости от системы передачи: механические ножницы и гидравлические ножницы.
Механический станок для резки VS Гидравлический станок для резки листового металла
В соответствии с принципом работы мы можем разделить станки для резки на следующие две категории: механические ножницы и гидравлические ножницы.
— Механическая режущая машина: с движением вверх и движением вниз.
— Гидравлическая машина для резки листового металла: ножницы с поворотной балкой и гильотинные ножницы.
— Толщина среза менее 10 мм, это всегда механические ножницы. Если толщина более 10 мм, это, как правило, гидравлический листорезный станок.
Вообще говоря, старые небольшие режущие машины для продажи в прошлом в основном использовали механическую трансмиссию.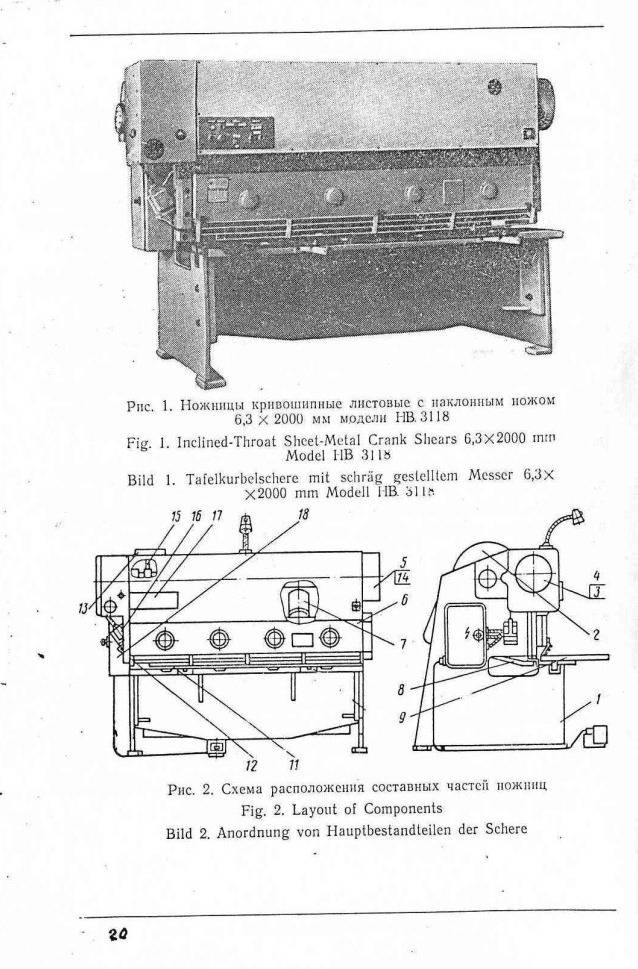 Это более экономично и рентабельно. Но с развитием технологий и производства гидравлические станки для резки листового металла заняли основной рынок. В настоящее время в большинстве продаваемых новых станков для резки листового металла используется гидравлическая система.
Это более экономично и рентабельно. Но с развитием технологий и производства гидравлические станки для резки листового металла заняли основной рынок. В настоящее время в большинстве продаваемых новых станков для резки листового металла используется гидравлическая система.
1.1 Механическая машина для резки листового металла
Механическая трансмиссия
Система трансмиссии механической машины для резки аналогична системе пуансона. Полезная модель состоит из двигателя, маховика, сцепления, кривошипно-шатунного механизма, тормоза, срезающего ползуна, прессующего ползуна и т. д. Эксплуатационные характеристики и опасность аналогичны перфоратору.
Преимущества:
— Высокая скорость резки
Недостатки:
— Громкий шум и низкая безопасность.
— Не может работать с полной нагрузкой длительное время. Без перегрузок. В противном случае легко повредить детали машины.
— Слишком много уязвимых частей, таких как часть сцепления, втулка вала и тормозной ремень.
— Регулировка зазора ножей и техническое обслуживание станков требует больших затрат времени (обычно более получаса).
— Не подходит для ножниц для длинных и тяжелых листов.
— По сравнению с гидравлическими станками для резки стоимость выше.
— В настоящее время он больше не популярен на мировом рынке. Но он по-прежнему популярен в Индии.
Лучшие производители машин для механической резки
— KESHAV: Kesahv New Tech (Индия)
— HPSM: HP Singh Machinery Pvt. Ltd. (Индия)
— SPA SHUBHAM: Shubhampress Automation Private Limited (Индия)
— Производители и группы пользователей в основном находятся в слаборазвитых регионах, таких как Индия.
1.2 Гидравлический станок для резки листового металла
Гидравлическая трансмиссия
Механизм трансмиссии, используемый гидравлическим станком для резки, прост. Гидравлический цилиндр непосредственно приводит в действие прижимной и режущий ползун.
Гидравлический цилиндр непосредственно приводит в действие прижимной и режущий ползун.
Он прост в эксплуатации и может выполнять одиночный ход, непрерывный ход, толчковый ход и возвратный ход. Это безопасно для работы и может предотвратить несчастные случаи с оборудованием, вызванные перегрузкой. Стабильная работа, небольшая вибрация, низкий уровень шума могут продлить срок службы инструмента.
Но ему нужна сложная и точная гидравлическая система управления. Работы по техническому обслуживанию тяжелые.
Преимущества:
— Большое усилие сдвига и гидравлическая защита от перегрузки уменьшают повреждение станка.
— Оснащен электрическим задним упором и цифровым дисплеем, удобный и быстрый.
— Зазор лезвия ножа быстро регулируется для экономии времени и труда.
— После завершения резки листа автоматически поднимается верхний резцедержатель. Это не медленнее, чем механические листовые ножницы.
— Мало неисправностей
— Обслуживание удобное и быстрое.
Недостатки:
— При резке с полной нагрузкой скорость немного снижается.
Советы: (Эта часть прохода не является основной частью.)
Сравнение механических ножниц и гидравлических станков для резки листового металла
Как мы все знаем, гидравлический станок для резки листового металла намного лучше, чем механический. .
Например: технология большой механической резки очень сложна. Машина больше, тяжелее и дороже.
Таким образом, механические листовые ножницы постепенно исчезают с рынка. А гидравлические листовые ножницы наиболее широко продаются и используются в мире.
Гидравлический листорезный станок Классификация
Кроме того, гидравлические ножницы можно разделить на 2 типа: станок для резки с поворотной балкой и гильотинный станок для резки. Эта классификация в основном основана на различных принципах резки.
Получите запрос сегодня!
1. 2.1 Ножницы с качающейся балкой
2.1 Ножницы с качающейся балкой
Режим работы ножевого резца:
Принцип одноточечной опоры и рычага: дугообразное кривое движение поздней точки опоры.
Устройство возврата режущего диска:
Самодельный возвратный цилиндр. Он легко протекает и требует частого обслуживания.
Область применения:
Применяется для обычных мелких и средних заготовок или изделий с обычными требованиями к режущей поверхности.
Преимущества:
— Простая конструкция
— Мало аксессуаров
— Подходит для небольших машин
— Низкая цена
Недостатки: 900 07
— Используйте режущий диск из алмазной стали
— Короткая кромка лезвия с истекшим сроком службы
— Низкая точность резки
— Низкое качество резки
Производители гидравлических станков для резки пластин с верхней поворотной балкой
— Jean Perrot (Франция)
— Shearchy: WUXI SHEARCHY TECHNOLOGY CO. , LTD (Китай)
, LTD (Китай)
— JAYSON: Jayson Machines Impex (Индия)
— SANTEC: Santec Group (Индия)
1.2.2 Гидравлические гильотинные ножницы
Держатель лезвия режим резки:
Трехточечная направляющая качения (включая нижний эксцентриковый вал, передний опорный вал, верхний эксцентриковый вал): держатель режущего лезвия перемещается вверх и вниз по прямой линии.
Устройство возврата режущего диска:
Пневмоаккумулятор. Возврат азота, стабильный и надежный.
Область применения:
Подходит для больших и средних заготовок и сверхдлинных пластин. Заготовка с высокими требованиями к точности поверхности плоскости сдвига.
Преимущества:
— Долгий срок службы стального режущего диска
— Более высокая точность резки
— Регулируемый угол сдвига
— Превосходное качество резки
— Может быть полностью ЧПУ
Недостатки:
— Относительно высокая цена
Ведущие производители гидравлических гильотинных станков для резки
— LVD (Бельгия)
— SHENCHO NG: Wuxi Shenchong Forging Machine Co. , Ltd. (Китай)
, Ltd. (Китай)
— RAJPOWER : RAJESH MACHINES LLP (Индия)
Советы: (Эта часть прохода не является основной частью.)
Сравнение ножниц с качающейся балкой и гильотинными ножницами
в продаже были маятникового типа. С непрерывным развитием науки и техники, гидравлические гильотинные ножницы с ЧПУ становятся все более и более популярными.
По сравнению с дешевым пневматическим листорезным станком с поворотной балкой, гидравлический гильотинный станок для резки имеет больше преимуществ в производительности и использовании. Например, с точки зрения точности, скорости, работы и т. д.
2. С точки зрения применения
2.1 Специальные листовые ножницы
Специальные машины для резки листового металла в основном используются с другим оборудованием для выполнения специальных задач.
Линия холодной гибки листового проката:
Например, ножницы для листового проката, установленные на производственной линии автомобильной продольной балки, боковой перегородки вагона, цветного стального листа и т. д. автоматическая производственная линия луча для завершения процесса резки.
д. автоматическая производственная линия луча для завершения процесса резки.
Линия раскроя и выравнивания листа Станок для резки пластин:
Рычажный станок для раскроя листа используется для линии раскроя и выравнивания листа. Высокоскоростная машина для резки, разработанная для удовлетворения требований высокоскоростной резки на производственной линии.
— Для толстых листов в основном используются гидравлические высокоскоростные листовые ножницы.
— Для тонких листов в основном используются пневматические отрезные машины.
— Высокоскоростные линии будут оснащены летучими режущими машинами: непрерывное производство, высокая эффективность.
2.2 Ножницы с наклонным лезвием
Верхнее и нижнее лезвия станка для резки листового металла образуют угол. Как правило, верхняя лопасть наклонена, и угол ее наклона обычно составляет от 1° до 6°.
Усилие сдвига станка для резки с наклонным лезвием меньше, чем у ножниц с плоским лезвием. Таким образом, мощность двигателя и общий вес машины значительно снижены.
Таким образом, мощность двигателя и общий вес машины значительно снижены.
Самое практическое применение. В настоящее время большинство производителей станков для резки листового металла производят ножницы такого типа.
2.3 Ножницы с плоским лезвием
Качество сдвига хорошее, деформация небольшая. Но сила сдвига велика, а потребление энергии велико.
Верхние и нижние лезвия параллельны друг другу, и большинство этих ножниц представляют собой механические машины для резки листового металла. Он обычно используется при горячей резке блюмов и слябов на прокатном стане.
В зависимости от режима сдвига его можно разделить на верхний тип привода и нижний тип привода.
2.4 Многофункциональные ножницы для листового металла
2.4.1 Комбинированный станок для пробивки и резки
Комбинированный станок для пробивки и резки может резать не только лист, но и профиль.
2.4.2 Станок для гибки и резки листового металла
На одном оборудовании можно выполнять два процесса резки и гибки.
3. С точки зрения системы управления
3.1 Ручная машина для резки
В прошлом мы использовали старомодную ручную машину для резки пластин. В настоящее время в некоторых промышленно-экономически отсталых районах многие мелкие фабрики и мастерские все еще используют его.
Для простой обработки очень небольших заготовок небольшими партиями можно использовать ручной листорезный станок. Однако это очень трудоемко, трудоемко и опасно.
3.2 Станок для резки с ЧПУ
Станок для резки листового металла с ЧПУ оснащен цифровым дисплеем, что является низкой конфигурацией станка для резки с числовым программным управлением.
3.3 Станок для резки с ЧПУ
Станок для резки листового металла с ЧПУ использует систему управления ЧПУ. Аккумулятор возвращается более плавно и быстро. ЧПУ контролирует длину, ширину, толщину и угол резки.
Разница между цифровым дисплеем и числовым программным управлением
Цифровой дисплей:
Достижение предустановленного значения после предустановки. Но за один раз можно установить только одно значение.
Но за один раз можно установить только одно значение.
Цифровое управление:
Задайте несколько значений для достижения заданного эффекта. Более регулируемый и гибкий.
— Преобразование частоты ножниц с числовым программным управлением: общий двигатель плюс преобразователь частоты. Регулируемая скорость.
— Сервопривод ножниц с ЧПУ: серводвигатель. Может сигнализировать.
Ведущие производители станков для резки листового металла с ЧПУ
— LVD (Бельгия)
— SHENCHONG: Wuxi Shenchong Forging Machine Co., Ltd. (Китай)
— DKD: DKD IKJOT UNITED (Нью-Йорк, США)
— JMT: DBA Jorgenson Machine Tools, Inc. (США)
— Shailesh: Shailesh Machine Tools (Индия)
3.4 Автоматическая машина для резки пластин
Автоматическая машина для резки представляет собой более высокотехнологичный гильотинный станок с ЧПУ.
