Кромкогиб своими руками чертежи: виды, изготовление своими руками, чертежи
Содержание
Гибочный станок دیدئو dideo
своими руками, листогиб, гибочный станок, станок, трубогиб, арматурогиб, холодная ковка, листогибочный станок, как сделать листогиб, сделай сам, гибка арматуры, листогиб своими руками, самоделки, самодельный листогиб, самодельный, металл, самодельный станок, как согнуть трубу, самоделка, сварка, diy, гибка, трубогиб своими руками, изготовление, ковка, станок своими руками, профилегиб, как, станок для гибки, как сделать, как сделать арматурогиб, гараж, крутая самоделка, homemade, приспособление, сделай себе, шиногиб, ручной трубогиб, листогиб видео, арматурогиб своими руками, профилегибочный станок, how to bend iron rod, metal bender, металлочерепица, пруток, станок для гибки арматуры, ручной листогиб, простой листогиб, ручной листогибочный станок, инструмент, ручной станок для гибки арматуры, press brake (product category), листогиб ручной, гибочный станок своими руками, ручной гибочный станок, листогибочный пресс, арматура, гиб, самоделкин иван, самодельный листогибочный станок, простое приспособление, крутая идея для самоделки, устройство, покраска, художественная ковка, универсальный станок, гибка металла, tube bender, ремонт, круче не придумаешь, самодельный трубогиб, как сделать трубогиб, пепси кола, киндерсюрприз, самый простой листогиб, какка кола, чертежи, кромкогибочный станок чертежи, листогибочный станок чертежи, кромкогиб своими руками, кромкогиб, делаем своими руками, чертежи листогиба, кромкогибочный станок своими руками, как погнуть, новинка, загибочный, коньки, авто, пластик, изделие, самопал, оргстекло, варка, врумиз, как погнуть лист металла, крыша, простые штуки, профнастил, авто ремонт, станок для, варка грунтовка шпаклёвка покраска автомобиля, most viewed, шинка, loud luxury, loud luxury feat. brando — body, станок для гибки металла, кованые изделия, ковка холодная, ve, станок для хол, garage, готовый бизнес, ручной станок для гибки металла, полный привод, холодная ковка станок для холодной ковки самодельный станок, 4×4, гибка листа, камри, loud luxury body lyrics, ручной станок для валют и завитков, ильдар, кузов, станок для холодной ковки, автоподёмник, супер, лучший, каркасы арматурные, хит, без станков, вторая жизнь, из хлама, motorist, фундамент, гибка полосы, гибка квадрата, подшипникогиб, гибка проволоки, хомутогиб, гибка катанки, чертежи подшипникогиба, подшипникогиб своими руками, manual metal bender, tools, листогиб для алюминия, гибочный станок для нержавейки, конструкция листогиба, самый мощный листогиб, станок для изгтовления порогов, листогиб гидравлический, станок для изготовления лодок, листогиб для 2мм металла, листогиб для 1.5мм металла, листогиб для 1мм, гидравлический листогиб, листогиб для толстого металла, самодельный инструмент, инструмент своими руками, садоделка, пластиногиб, полезное приспособление, приспособление для гибки полосы, мощный листогиб, чем гнуть металл, шиногиб ручной, гибка алюминия, станочек, руками, своими, сделать, листогиб тапко, интересное, станок листогиб, repairs, мастер-класс, do, кузня, сегментный, металлоизделия, самодельной, самодельную, своими рками, ковка металла, гнем квадрат, health (industry), металлоконструкции, профильный трубогиб, козлы, бендер для гибки металла, бендер своими руками, держатель, подставка, пэт пластик, пвх пластик, автолюбитель, handmade tools, кузнец, для ковки, простой гибочный станок, hendmet tools, акрил, плексиглаз, tool, простое, нужное, plastic, idea, идея, простые вещи, simple things, make, как красиво гнуть проволку, blacksmith, ковка станки, прокатный станок, diy折弯机, תוצרת בית מגניבה, кузнечное оборудование, механический арматурогиб, ручной инструмент для металла, простой арматурогиб, металлогиб своими руками, camping ideas, насколько все простоthe old blacksmith is surprised how simple it is!!!, удивительно простой станок, for forging, do it yourself, simple bending machine, crafts, 5-minute crafts, самоделка для глухонемых, как я раньше не додумался, diy bending machine, handmade, как сделать листогиб +своими руками, гиб стального листа, diy узоры из металла, diy холодная ковка, ковка гусиня лапка, загнуть стальной лист, загнуть лист стали, sheet metal, загнуть лист стали без листогиба, загнуть лист, ковка улитка станок, железные узоры, стальные узоры самому, станок для витых узоров, станок для загибания узоров, самодельный станок для узоров, аппарат для холодной ковки, станок для железных узорв, ручной самодельный станок для ковки, ручной станок для холодной ковки, metal, как гнуть металл, листового металу бендер, sheet metal tools, press brake, bending tool, sheet metal brake, тиски, роликовый, простой, арматуры, bend tool, bending, листовой, согнуть, гнуть, оцинковку, полезные, sheet metal brake bender, жесть, советы, узоры из металла, холодная ковка своими руками, термостойкая краска, колпак, как сделать гибочный станок, гибочный своими руками, краска, дымовая труба, навес, грибок, как гнуть листы, простейший гибочный станок, как сделать своими руками, dmitriiizumov, листогиб своими руками из дву
brando — body, станок для гибки металла, кованые изделия, ковка холодная, ve, станок для хол, garage, готовый бизнес, ручной станок для гибки металла, полный привод, холодная ковка станок для холодной ковки самодельный станок, 4×4, гибка листа, камри, loud luxury body lyrics, ручной станок для валют и завитков, ильдар, кузов, станок для холодной ковки, автоподёмник, супер, лучший, каркасы арматурные, хит, без станков, вторая жизнь, из хлама, motorist, фундамент, гибка полосы, гибка квадрата, подшипникогиб, гибка проволоки, хомутогиб, гибка катанки, чертежи подшипникогиба, подшипникогиб своими руками, manual metal bender, tools, листогиб для алюминия, гибочный станок для нержавейки, конструкция листогиба, самый мощный листогиб, станок для изгтовления порогов, листогиб гидравлический, станок для изготовления лодок, листогиб для 2мм металла, листогиб для 1.5мм металла, листогиб для 1мм, гидравлический листогиб, листогиб для толстого металла, самодельный инструмент, инструмент своими руками, садоделка, пластиногиб, полезное приспособление, приспособление для гибки полосы, мощный листогиб, чем гнуть металл, шиногиб ручной, гибка алюминия, станочек, руками, своими, сделать, листогиб тапко, интересное, станок листогиб, repairs, мастер-класс, do, кузня, сегментный, металлоизделия, самодельной, самодельную, своими рками, ковка металла, гнем квадрат, health (industry), металлоконструкции, профильный трубогиб, козлы, бендер для гибки металла, бендер своими руками, держатель, подставка, пэт пластик, пвх пластик, автолюбитель, handmade tools, кузнец, для ковки, простой гибочный станок, hendmet tools, акрил, плексиглаз, tool, простое, нужное, plastic, idea, идея, простые вещи, simple things, make, как красиво гнуть проволку, blacksmith, ковка станки, прокатный станок, diy折弯机, תוצרת בית מגניבה, кузнечное оборудование, механический арматурогиб, ручной инструмент для металла, простой арматурогиб, металлогиб своими руками, camping ideas, насколько все простоthe old blacksmith is surprised how simple it is!!!, удивительно простой станок, for forging, do it yourself, simple bending machine, crafts, 5-minute crafts, самоделка для глухонемых, как я раньше не додумался, diy bending machine, handmade, как сделать листогиб +своими руками, гиб стального листа, diy узоры из металла, diy холодная ковка, ковка гусиня лапка, загнуть стальной лист, загнуть лист стали, sheet metal, загнуть лист стали без листогиба, загнуть лист, ковка улитка станок, железные узоры, стальные узоры самому, станок для витых узоров, станок для загибания узоров, самодельный станок для узоров, аппарат для холодной ковки, станок для железных узорв, ручной самодельный станок для ковки, ручной станок для холодной ковки, metal, как гнуть металл, листового металу бендер, sheet metal tools, press brake, bending tool, sheet metal brake, тиски, роликовый, простой, арматуры, bend tool, bending, листовой, согнуть, гнуть, оцинковку, полезные, sheet metal brake bender, жесть, советы, узоры из металла, холодная ковка своими руками, термостойкая краска, колпак, как сделать гибочный станок, гибочный своими руками, краска, дымовая труба, навес, грибок, как гнуть листы, простейший гибочный станок, как сделать своими руками, dmitriiizumov, листогиб своими руками из дву
Published by: Welder DIY
Published at: 3 years ago
Category: مردم و وبلاگ
своими руками
листогиб
гибочный станок
станок
трубогиб
арматурогиб
холодная ковка
листогибочный станок
как сделать листогиб
сделай сам
гибка арматуры
листогиб своими руками
самоделки
само
dideo
دیدئو
станок
для
своими
руками
листогиб
ручной
как
самодельный
гибки
трубогиб
ковка
листогибочный
гибочный
металла
гибка
чертежи
Горячее цинкование металлоконструкций в Москве, Люберцах
Горячее цинкование
считается основным способом защиты стальных конструкций от коррозии.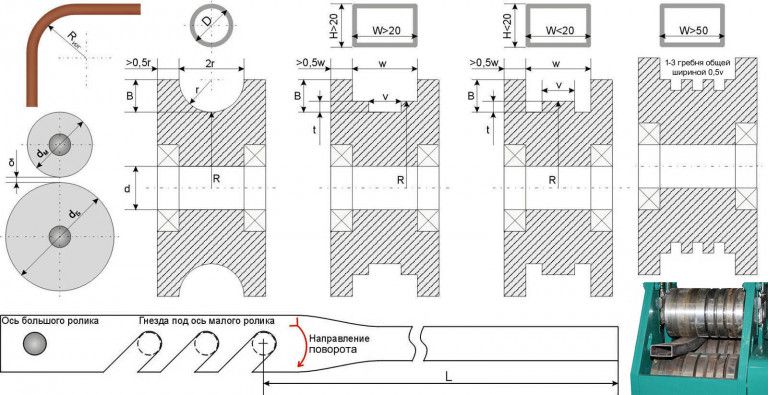 Доступность, невысокая стоимость и эффективный результат с каждым днем способствуют росту популярности метода.
Доступность, невысокая стоимость и эффективный результат с каждым днем способствуют росту популярности метода.
Горячая технология нанесения цинка
на металлическую основу очень проста. Элемент конструкции погружается на определенное время в ванну с жидким цинком, разогретым до температуры примерно 450 градусов. Так как цинк устойчив к различным химическим и механическим воздействиям, обработанное изделие приобретает новые свойства, значительно продлевающие срок его эксплуатации. Цинковая оболочка становится своеобразным защитным барьером, который делает вредное воздействие внешней среды практически минимальным.
Требования к изделиям по горячему цинкованию
Почему у нас заказывают горячее цинкование?
Доступные цены
Цена формируется исходя из сложности и объема работ. Система скидок и бонусов для постоянных клиентов
Высокое качество
Вы можете быть в нас уверены! Мы успешно осуществляем свою деятельность на рынке металлопроката с 2007 года
Короткие сроки
Производственные мощности компании позволяют реализовывать заказы в самые сжатые сроки и без задержек
Расчет стоимости доставки
Примеры горячей оцинковки
Где используется горячее цинкование?
Метод горячей обработки металлоконструкций цинком
нашел широкое применение во многих сферах производства, в том числе в бытовом строительстве. Он используется для антикоррозийной защиты:
Он используется для антикоррозийной защиты:
- каркасных металлоконструкций зданий;
- опор канатных дорог, линий электропередачи, металлических столбов уличного освещения, вышек сотовой связи и так далее;
- водопроводных и канализационных труб;
- дорожных ограничителей, металлических лестниц, перильных ограждений, поддерживающих конструкций рекламных щитов;
- различных по назначению и виду стальных сооружений, которые эксплуатируются в сложных атмосферных условиях и агрессивной среде;
- деталей оборудования речных и морских судов, портовых кранов;
- элементов конструкции контактной сети;
- оборудования предприятий, занимающихся добычей и переработкой нефти.
Преимущества горячего цинкового покрытия
- Пирогенные свойства цинка существенно снижают риск возгораний. Полученное методом горячего цинкования покрытие значительно превосходит в этом отношении специальную краску или пластик;
- В результате погружения металлического элемента в расплавленный цинковый раствор возникает сложная химическая реакция, способствующая формированию сплава железа и цинка.
 Вновь образованное покрытие намного глубже проникает в труднодоступные участки, придает конструкции устойчивость к физическим воздействиям;
Вновь образованное покрытие намного глубже проникает в труднодоступные участки, придает конструкции устойчивость к физическим воздействиям; - Незначительные повреждения цинкового покрытия (например, царапины) не снижают его защитных свойств, металл по-прежнему будет предохранен от коррозийных процессов даже в поврежденном месте;
- Значительное увеличение, по сравнению с другими методами обработки, срока службы изделия и его надежности.
предлагает услугу горячего цинкования по низким ценам в Москве и Московской области. Качество работ обусловлено обязательным выполнением следующих условий.
Во-первых, предварительно изделие подвергается пескоструйному очищению, обезжириванию и кислотному травлению.
Во-вторых, обрабатываемая поверхность покрывается флюсом.
В-третьих, строго соблюдается последовательность технологических действий и технических требований обработки от начала процесса до выемки изделия из ванны с расплавленным цинком.
Горячее цинкование металлоконструкций
Горячему цинкованию могут подвергаться:
- опоры высоковольтных ЛЭП,
- строительные конструкции (металлические каркасы зданий, фермы, колонны),
- конструкции металлических опор и пролетов автомобильных и железнодорожных мостов,
- антенные металлические опоры,
- радиотрансляционные и телевизионные мачты,
- осветительные, прожекторные опоры и мачты,
- защитные дорожные ограждения,
- опоры уличного городского и сельского освещения,
- опоры освещения межгородских автомобильных магистралей,
- металлоформы, промышленные металлические ангары,
- монументальные сооружения.

Для размещения заказа на оказание услуг горячего цинкования металлоконструкций на нашем предприятии и уточнения цены Вам необходимо:
- Предоставить заявку произвольной формы на бланке своей организации на имя генерального директора АО «Конаковский завод стальных конструкций» с приложением всех необходимых чертежей изделий, подлежащих горячему цинкованию.
- После получения нами заявки и ее рассмотрения мы высылаем коммерческое предложение, счет на предоплату и перечень обязательных требований к вашим изделиям, подлежащим горячей оцинковке.
- После согласования порядка и условий производства назначается срок завоза продукции и утверждается график цинкования на месяц вперед на последующие поставки.
- Дополнительные условия и порядок оказания услуги цинкованния определяются в договоре и технических требованиях к изделиям, подлежащим цинкованию.
Особо мелкие детали и конструкции, объемные конструкции, а также изделия со сложной конфигурацией оцинковываются по договорной цене.
Цены на услуги по горячему цинкованию металлоконструкций.
Стоимость предоставляемой нашим предприятием услуги оцинкования определяется индивидуально для каждого заказа по следующим параметрам:
- Объем заказа на месяц.
- Технологичность изделий, которая определяется по габаритам конструкции, весу и конструктивным особенностям.
- Марка стали, толщина металла из которой выполнены конструкции.
- Вид металлоконструкций (например: оцинкование труб дороже оцинкования открытых профилей.)
Наши гарантии
- Горячая оцинковка производится в соответствии с ГОСТ 9.307–89.
- Толщина цинкового покрытия зависимост от марки стали — от 80 микрон (определяется по согласованию с заказчиком).
- Возможна небольшая поводка конструкций под действием температуры (в большинстве случаев этого не происходит).
На нашем предприятии используется автоматизированная итальянская линия горячего цинкования , к работе на линии допускаются только специалисты высочайшей квалификации с большим опытом. Мы гарантируем высокое качество цинкового покрытия и строгое соблюдение всех технологических норм и стандартов!
Мы гарантируем высокое качество цинкового покрытия и строгое соблюдение всех технологических норм и стандартов!
Особенности горячего оцинкования металла
Горячая оцинковка металла впервые была применена для защиты от коррозии более 250 лет назад, но первый цех по нанесению цинка на поверхность изделий с использованием термического способа появился несколько позже. Понадобилось почти 2 века, чтобы технология получила мировое признание и стала международным стандартом, применяемым к методам антикоррозийной защиты.
Горячеоцинкованная сталь обладает повышенными качественными характеристиками и используется в многочисленных производственных процессах промышленного изготовления продукции, строительства и сельского хозяйства. Исключением для применения являются только агрессивные кислые и щелочные среды, способные нарушить целостность цинкового слоя.
Применение новых технологий в горячем процессе нанесения цинка на поверхность металла позволило:
- получить более высокие свойства самовосстановления покрытия при контакте с кислородом;
- увеличить экологические свойства готовых изделий;
- повысить эффективность защиты при уменьшении средней толщины покрытия.

Обработка металла методом горячего цинкования является одним из главных направлений деятельности , специализирующейся на поставках высококачественного металлопроката. Предприятие получило возможность занять твердую позицию на отраслевом рынке Москвы благодаря предельно строгому контролю качества изделий, удобной стоимости товара, ответственной и оперативной работе.
Заводы, не загрязняющие окружающую среду
- Полностью подробная и понятная документация по влиянию на окружающую среду.
- Кислотостойкая защита фундамента посредством покрытия из ПВХ или пропилена.
- Блок маслоотделения для обезжиривающего и травильного растворов.
- Установка регенерации кислоты с использованием серной кислоты как реагент.
- Установка регенерации кислоты посредством концентрации соляной кислоты.
- Блоки компьютеризированных автоматических измерений жидкостей.
- Кислотостойкие емкости со станциями распределения растворов.
- Установка регенерации флюса.
- Устройство дозирования и разбавления обезжиривателя.
- Устройство дозирования и разбавления флюса.
- Рукавный фильтр белых дымов.
Этапы производственного процесса
При горячем цинковании металла соединение цинка с металлической поверхностью происходит на молекулярном уровне. В результате помещения обрабатываемого элемента в ванну для цинкования образуются максимально крепкие связи молекул, обеспечивающие надежность покрытия при длительной эксплуатации изделия в условиях различной сложности.
Технология обработки подразумевает несколько этапов, включающих:
- Подготовку поверхности. Выполняются процессы обезжиривания, промывки, травления и флюсования.
- Сушку металла. Производится одновременное удаление с поверхности металла лишней влаги и разогрев материала до температуры около 100°C.
- Нанесение цинка. Происходит в ванне с расплавом. Время обработки зависит от конкретной производственной задачи, и занимает от 3 до 10 минут.

На заключительном этапе работы оцинкованный металл подвергается сушке и проходит строгий контроль, подтверждающий качество обработки и соответствие результата нормативам государственных стандартов. Основополагающими критериями эффективности способа являются качественные характеристики цинка, температура расплава и уровень предварительной подготовки поверхности. Технология предполагает четкое соблюдение режима охлаждения, скорости погружения и подъема изделия, значительно влияющих на кристаллизацию расплава и толщину образовавшегося цинкового слоя.
Линии горячей оцинковки центрифугой
Ручная и автоматическая оцинковка посредством центрифуги
- Ручной тип с «Монорельсовым циклом»
- Автоматический робот верхней центрифуги на 40 корзин в час
- Автоматический робот верхней центрифуги на 80 корзин в час
Инновационная высокопроизводительная и высококачественная установка оцинковки посредством центрифуги.
Чистая производительность до 4 тонн в час.
100% возврат цинка прямо над поверхностью зеркала без вмешательства оператора для ее очистки.
Очень важная экономия цинка.
Устройство наполнения барабанов и подающие конвейеры.
Закрытый туннель предобработки с автоматическим двойным портальным краном, работающим в соответствии с введенным “рецептом”.
Разгрузка барабана и конвейер перемещения материала.
Ленточная сушилка.
Полностью автоматические процессы взвешивания материала, наполнения корзины, погружения, очистки поверхности цинка, выхода из цинка.
Керамическая печь с верхним нагревом.
Программное обеспечение регулировки и наблюдения автоматической транспортной системы.
Создайте свои собственные тормозные магистрали
Этот небольшой труборез от Harbour Freight отлично подходит для резки труб в труднодоступных местах. Вы затягиваете регулировочную ручку, пару раз вращаете инструмент вокруг трубки, затягиваете, вращаете, затягиваете, вращаете, и, вуаля, вы только что перерезали тормозные магистрали.
Если вы строите свой собственный трековый автомобиль или хот-род, в конечном итоге вам, вероятно, придется иметь дело с гидравлическими линиями. Кажется, что эти надоедливые линии всегда мешают чему-то другому, над чем вы работаете, и обычно внутри них находятся довольно важные вещи, такие как топливо или тормозная жидкость. Сохранение жестких линий в машине — это хорошо, потому что они не расширяются под давлением, как резиновые линии. Итак, если вы хотите модифицировать автомобиль, вам может понадобиться согнуть собственные гидравлические линии и дважды развальцевать их для хорошего уплотнения. Процесс относительно простой и недорогой.
Основные инструменты, которые вам понадобятся, труборез и инструмент для двойной развальцовки, можно приобрести в любом местном хозяйственном магазине. Тормозные магистрали и трубные гайки можно приобрести в вашем любимом автомобильном магазине. Менее чем за 50 долларов вы можете получить все необходимое для создания собственных линий. Мы хотели сделать комплект тормозных магистралей, когда удалили стандартный дозирующий клапан, который не обеспечивал достаточного смещения заднего тормоза, на нашем автомобиле проекта Honda Challenge. Мы заменили штатный пропорциональный клапан на регулируемый блок Wilwood от I/O Port Racing Supplies, который водитель может регулировать прямо на трассе. Это потребовало прокладки новых тормозных магистралей от дозирующего клапана к задним тормозам.
Мы заменили штатный пропорциональный клапан на регулируемый блок Wilwood от I/O Port Racing Supplies, который водитель может регулировать прямо на трассе. Это потребовало прокладки новых тормозных магистралей от дозирующего клапана к задним тормозам.
Весь смысл всего этого двойного развальцовки тормозной магистрали заключался в установке дозирующего клапана, полученного из расходных материалов для портов ввода-вывода. Таким образом, мы можем регулировать смещение тормозов автомобиля во время гонки. Лучше сбалансированная тормозная система позволяет вам ехать глубже, а все знают, что чем глубже, тем лучше.
Первый шаг — если вы сообразительны — это слить тормозную жидкость, прежде чем делать что-либо еще. Если вы тупой, как и мы, просто перережьте тормозные магистрали труборезом и слейте тормозную жидкость, поскольку она вытекает на ваши руки и в салон автомобиля. Тормозная жидкость перестанет вытекать, когда главный цилиндр пуст.
Настоящая хитрость при двойном развальцовке тормозных магистралей заключается в порядке выполнения операций: первый разрез; во-вторых, установите накидную гайку; в-третьих, завершите начальную расклешенность вставкой; в-четвертых, сделать вторичную раструб без вставки; и в-пятых, согните линию. Порядок важен, потому что трубчатые гайки будут скользить только по неразвальцованной, не изогнутой линии. Таким образом, вам нужно не забыть надеть трубную гайку — в правильном направлении — перед развальцовкой или изгибом линии. Мы забыли правильно следовать этому порядку, когда делали наш проект? Да, несколько раз.
Порядок важен, потому что трубчатые гайки будут скользить только по неразвальцованной, не изогнутой линии. Таким образом, вам нужно не забыть надеть трубную гайку — в правильном направлении — перед развальцовкой или изгибом линии. Мы забыли правильно следовать этому порядку, когда делали наш проект? Да, несколько раз.
После использования трубореза у вас должна быть чисто отрезанная металлическая труба, готовая к использованию двойного инструмента для развальцовки, чтобы убедиться, что ваши гидравлические фитинги не протекают. Если из разреза остался какой-либо остаток металла, очистите его перед развальцовкой стропы. Самое главное, что нужно помнить перед двойной развальцовкой тормозной стропы, это сначала надеть трубную гайку на стропу стороной с резьбой наружу. Трубная гайка не пойдет на линию после развальцовки.
Хорошей новостью является то, что тормозные шланги дешевы, так что подъем еще на несколько футов не станет большим ударом по вашему кошельку. При использовании инструмента для развальцовки очень важно, чтобы диаметр инструмента соответствовал диаметру трубы. Длину трубки, которая должна выступать из инструмента для развальцовки, можно измерить по толщине соответствующей вставки для развальцовки (см. фотографии).
Длину трубки, которая должна выступать из инструмента для развальцовки, можно измерить по толщине соответствующей вставки для развальцовки (см. фотографии).
Чтобы узнать, сколько трубок нужно оставить снаружи инструмента для развальцовки перед развальцовкой линии, просто используйте в качестве ориентира глубину вставки соответствующего размера. На этой фотографии вы можете видеть, что у нас есть 3/16-дюймовый развальцовочный фитинг, выровненный с трубкой. Идеальная длина.
Мы работали с тормозными магистралями диаметром 3/16 дюйма, что является стандартным автомобильным диаметром, и использовали настройки 3/16 на инструменте для двойного развальцовки. Первая развальцовка с помощью инструмента для вставки закручивает край трубки внутрь. Как только это будет завершено, вы удалите вставку, а затем используйте заостренную часть инструмента, чтобы развальцевать трубку наружу. Важно использовать двойной инструмент для развальцовки гидравлических тормозных магистралей, потому что одного развальцовщика будет недостаточно для давления автомобильной тормозной системы. Тормоза — это не то, с чем можно возиться. Если ваша тормозная система выйдет из строя, вам придется использовать что-то еще, чтобы замедлить вас… например, стену. Это не то, что вы ищете. Гораздо проще правильно развальцевать линии, чем заменить рамные рейки.
Тормоза — это не то, с чем можно возиться. Если ваша тормозная система выйдет из строя, вам придется использовать что-то еще, чтобы замедлить вас… например, стену. Это не то, что вы ищете. Гораздо проще правильно развальцевать линии, чем заменить рамные рейки.
Это инструмент для двойного развальцовки. Здесь я бы порекомендовал потратить немного больше денег, потому что недорогая версия Harbour Freight вызвала у меня утечку двойных раструбов. Я перешел на инструмент Craftsman за 45 долларов и остался доволен результатами.
Когда у вас есть двойное расширение, следующий трюк — согнуть линию, чтобы она совпадала с остальными компонентами тормозной системы. Опять же порядок здесь важен. Трубные гайки должны быть размещены на линии, где они будут после завершения сборки системы. Если вы сделаете изгиб на линии между трубной гайкой и двойным раструбом, трубная гайка не соскользнет в правильное положение. Если вы сделаете это, вы начнете с первого шага, совершив еще одно путешествие в AutoZone, и вам придется много ругаться.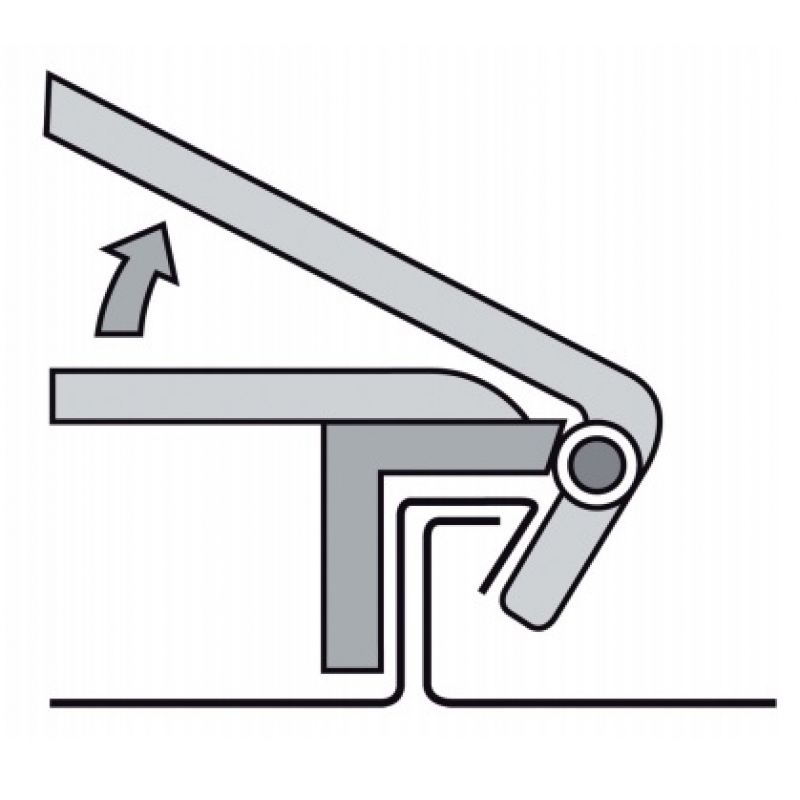
Сгибать гидравлические линии легко, но в этом есть доля искусства. Использование небольшого трубогиба гарантирует, что вы не сомнете линию, но гибочные станки не интуитивно понятны в отношении того, где начинается или заканчивается радиус вашей кривой. Когда вы сгибаете эти линии, вы скрещиваете пальцы и надеетесь на лучшее. Ошибки, а затем попытка согнуть линию обратно, чтобы повторить изгиб, приводят к довольно грубым искаженным линиям. Они все равно будут работать, но ваши друзья будут спрашивать вас, были ли вы пьяны, когда делали проект. Если у вас хватило смелости врезаться в тормозную систему, велика вероятность, что вы действительно были пьяны, но давайте вернемся к теме.
При затягивании трубных гаек в дозирующем клапане или тройнике ослабьте и затяните их несколько раз, чтобы новая развальцованная линия вошла в соответствующий охватывающий конец. Это поможет предотвратить утечки. Не затягивайте с этим материалом, потому что трубные гайки сделаны из латуни и сотрутся. Как только ваша новая линия будет на месте, прокачайте тормоза и проверьте на наличие утечек. Затем снова проверьте наличие утечек. Затем снова проверьте наличие утечек. Вы не хотите утечек. Я упоминал о необходимости проверки на утечки? Да? Затем проверьте наличие утечек.
Как только ваша новая линия будет на месте, прокачайте тормоза и проверьте на наличие утечек. Затем снова проверьте наличие утечек. Затем снова проверьте наличие утечек. Вы не хотите утечек. Я упоминал о необходимости проверки на утечки? Да? Затем проверьте наличие утечек.
После того, как вы правильно выровняли инструмент для развальцовки, все, что осталось сделать, это затянуть все и позволить инструменту развальцовывать тормозную магистраль. Совет для профессионалов: используйте отвертку между барашковыми гайками, чтобы получить некоторый рычаг, когда вы затягиваете инструмент над трубкой. Если он не очень тугой, инструмент для развальцовки просто выталкивает трубку с другой стороны.
Создание собственных гидравлических линий — это просто и недорого. Ничто в этом не требует диплома инженера или дорогих инструментов. Невежество и пиво придадут вам достаточно мужества, чтобы вскрыть вашу систему. Немного терпения и изящества помогут вашему проекту снова собраться гладко, а также запасные части для переделки линии — трижды. Удачи!
Удачи!
После того, как первая развальцовка сделана с помощью вставки лески, инструмент используется во второй раз, когда заостренный фитинг затягивается в леску, создавая больший диаметр. Эти шаги должны быть выполнены в правильном порядке, иначе вам придется делать это снова. Мы использовали латунный тройник, чтобы разделить линию, идущую от регулируемого дозирующего клапана к обоим задним тормозам. Крайне важно, чтобы внутренняя часть тройника была рассчитана на посадку расширяющейся трубы. В противном случае у вас повсюду будут лужи тормозной жидкости, а тормозов не будет, а это плохо. Этот простой и недорогой трубогиб можно использовать для правильного изгиба трубопроводов и предотвращения их перекручивания, что может вызвать проблемы с гидравлическим потоком. Требуется несколько попыток, чтобы убедиться, что вы сгибаете трубку именно там, где вы хотите, но практика делает совершенным. и небольшой труборез. И вам понадобятся полотенца, потому что вы собираетесь устроить беспорядок с тормозной жидкостью, которая очень агрессивна для краски. Если все сделано правильно, создание собственных тормозных магистралей может выглядеть вполне законно. Трубогиб упростил создание этой линии с изгибами в идеальных местах. Если вы строите линию, которая еще не установлена в транспортном средстве, установка двойного инструмента для развальцовки в тиски облегчит задачу. Профессиональный совет: вы можете видеть, что трубные гайки уже на линии. Это важно, потому что гайки должны быть в правильном положении перед изгибанием строп или двойным развальцовкой строп. Если все пойдет по плану, это ваш готовый продукт: трубчатая гайка на тормозной магистрали рядом с участком с двойным развальцовкой. трубки. Все, что осталось сделать сейчас, это затянуть его в штуцер и начать прокачивать тормоза.
Если все сделано правильно, создание собственных тормозных магистралей может выглядеть вполне законно. Трубогиб упростил создание этой линии с изгибами в идеальных местах. Если вы строите линию, которая еще не установлена в транспортном средстве, установка двойного инструмента для развальцовки в тиски облегчит задачу. Профессиональный совет: вы можете видеть, что трубные гайки уже на линии. Это важно, потому что гайки должны быть в правильном положении перед изгибанием строп или двойным развальцовкой строп. Если все пойдет по плану, это ваш готовый продукт: трубчатая гайка на тормозной магистрали рядом с участком с двойным развальцовкой. трубки. Все, что осталось сделать сейчас, это затянуть его в штуцер и начать прокачивать тормоза.
Чтобы узнать больше о Робе Крайдере или связаться с ним, перейдите на сайт www.robkrider.com.
Изображение предоставлено Робом Крайдером
ГОНОЧНОЕ ПОКРЫТИЕ
RACE CAR TECH
Оригинальный инструмент для обжима рулонов: 10ga
Оригинальный инструмент для обжима рулонов BPI
A BP Original. Глубина обжима часто варьируется от загрузки к загрузке, даже до такой степени, что трудно произвести надлежащий обжим фальца. Это делает роликовые обжимные станки идеальными для труб практически любого размера. Скомпрометированный обжим может серьезно нарушить весь процесс сгорания, что ухудшит производительность или даже вызовет ляп.
Производительность: Производительность дробовой нагрузки может варьироваться от снаряда к снаряду, потому что такие компоненты, как пули, картечь и полноразмерные полевые пыжи, по своей природе не являются гибкими платформами. Роликовые завитки приспосабливаются к нагрузке (вместо того, чтобы нагрузка приспосабливалась к изгибу), и баллистические результаты демонстрируют более стабильное и устойчивое сгорание. В конечном счете, более стабильное горение топлива дает более стабильные характеристики.
Примечание : Остерегайтесь дешевых обжимных роликов с подделкой, которые будут давать недостаточное качество обжима, неравномерную загрузку и ляпы. Мы занимаемся обработкой наших специальных обжимных станков уже более 35 лет. Многие производители специальных боеприпасов полагаются на качественные рулонные обжимные станки BP из-за их высокой производительности. Так что не тратьте свои с трудом заработанные деньги на дешевую копию. Воспользуйтесь оригинальным устройством для обжима рулонов BPI и избавьте себя от разочарований и лишних нагрузок.
Тиски для корпуса и обжимные клещи BPI; идеальное совпадение. Нажмите на любую из ссылок ниже, чтобы перейти на страницу этого продукта.
- Корпусные тиски
- Устройство для обжима рулонов 8ga
- Устройство для обжима рулонов 10ga
- Устройство для обжима рулонов 12ga
- Рулон Exacta 12ga
- Устройство для обжима рулонов 16ga
- Устройство для обжима рулонов 20ga
- Устройство для обжима рулонов 24ga
- Устройство для обжима рулонов 28ga
- Устройство для обжима рулонов 32ga
- .
 410 Обжимной станок
410 Обжимной станок
Обжимной станок можно использовать с ручной дрелью или сверлильным станком.
Простое искусство обжима рулонов:
- Начните с любого негофрированного бумажного или пластикового корпуса. Новые необжатые корпуса доступны практически любого типа и длины. Корпуса после обжига могут быть обрезаны на 1/4 дюйма, а затем гофрированы. Например, 3-дюймовый корпус может быть обрезан до длины 2-3/4 дюйма, а затем подвергнут гофрированию. Наш инструмент Trim Doctor был разработан для этого. процедура
- Перед опрессовкой загрузите гильзу так же, как и любую другую дробовую загрузку. Мы рекомендуем использовать деревянный блок для перегрузки во время этого процесса, чтобы упорядочить грузы и избежать просыпания.
- После сброса пули и перед обжатием поместите либо карту овершота, либо прозрачный диск овершота поверх пуль.
- Закрепите корпус. Хотя удержание корпуса не требует больших усилий, эта процедура упрощается с помощью корпусных тисков.

