Круг шлифовальный маркировка: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Круг вулканитовый маркировка | ТРАСТ МЕТАЛЛ
Круг вулканитовый маркировка
Зернистость шлифовальных кругов. Назначение связки — прочно скреплять зерна между собой. Она может быть получистовой или чистовой. Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Самыми востребованными на рынке специфического инструментария стали: круг шлифовальный зернистость 120, круг шлифовальный зернистость 60, круг шлифовальный зернистость 100. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки. Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Такие инструменты называют «импрегнированными». Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Круг вулканитовый
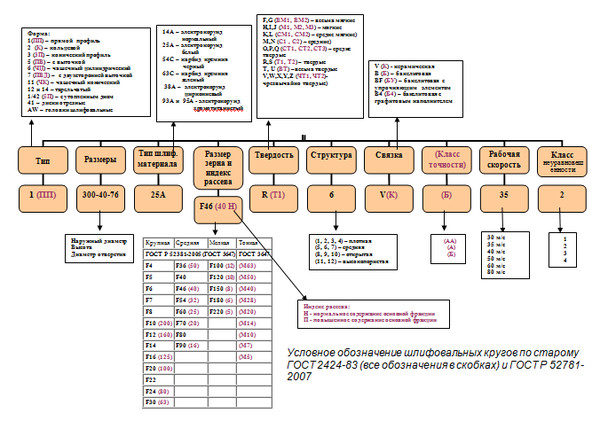
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Шлифовальные круги подразделяются по многим параметрам. Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647. Круги шлифовальные абразивные с зернистостью разной степени требуются для: предварительных операций с большой глубиной резания, обтирочных операций, обработки алюминия, латуни и меди. Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Степень зернистости определяет количество снимаемого материала.
Круги шлифовальные абразивные с зернистостью разной степени требуются для: предварительных операций с большой глубиной резания, обтирочных операций, обработки алюминия, латуни и меди. Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Степень зернистости определяет количество снимаемого материала.
Таблица зернистости шлифовальных кругов. Зерна абразивного материала могут быть выполнены из: карбида кремния, алмаза (искусственного или природного), электрокорунда, эльбора. Классификация шлифовальных кругов по зернистости. Как выбрать зернистость шлифовального круга? Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Что касается связки, то она может иметь искусственное или природное происхождение. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.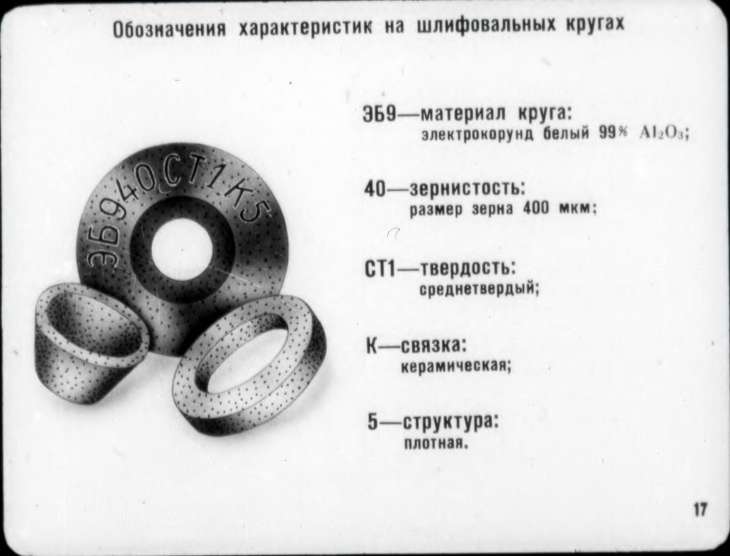 Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки.
Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля. Технические особенности шлифовального круга зависят от степени зернистости. Классификация по зернистости. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов. Таблица зернистости шлифовальных кругов по старым и нынешним стандартам.
На каждом шлифовальном круге есть обозначение (маркировка). Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. Абразивный материал срезает микроскопическую стружку с деталей или материала. Кроме того, на поверхности шлифовального круга обязательно имеются поры. Обозначение по ГОСТ (алмазные порошки) Обозначение для абразивных материалов, исключая материалы на гибкой основе.
Круг вулканитовый маркировка
Обозначение по ГОСТ 3647-80. Среднезернистые и мелкозернистые круги используются для: обработки твердых сплавов, обработки закаленных сталей, финишного шлифования, заточки инструментов. Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Чистовая обработка материала или инструмента требует более мелких фракций.
Смотрите также
Круг вулканитовый
Сфера применения. Для оформления заявки позвоните нашим специалистам по телефону или воспользуйтесь онлайн-формой на сайте. Отрезные круги на…
Прокат стальной горячекатаный круглый марка стали
Меньшие диаметры гладкой арматуры 6 — 10 мм продаются также в бухтах. При этом отклонения по диаметру, масса одного метра и площадь поперечного сечения…
Круг 03х17н14м3
Круг нержавеющий жаропрочный 03Х17Н14М3.
 Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…12х17 круг
12Х17. T E 10- 5 a106 l r C R 109 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м T E 10- 5 a106 l r C R 109. Структура стали 12Х17 полностью…
14х17н2 круг 12 калиброванный
Круг нержавеющий 14Х17Н2(ЭИ-268) горячекатаный 150 мм ГОСТ 5949-75, ГОСТ 2590-2006. Круг нержавеющий 14Х17Н2(ЭИ-268) шлифованый 2,6 мм Серебрянка,ГОСТ…
Шлифовальные головки Шлифовальные круги
- Главная
- Маркировка абразивов
- Типы шлифовальных головок и кругов
Головки шлифовальные (ГОСТ 2447-82)
| |
| Шлифовальные головки AW цилиндрические прямого профиля AW (ГЦ) | |
| Шлифовальные головки цилиндрические прямого профиля со ступицей AW3 | |
| Шлифовальные головки DW угловые DW (ГУ) | |
| Шлифовальные головки EW (ГК) конические | |
| Головки шлифовальные угловые EWY (ГКУ) | |
| Шлифовальные головки сводчатые F-1W (ГСВ) | |
| Шлифовальные головки сводчатые F-2W (ГСВ) | |
| Головки шлифовальные шаровые А-2W (ГШ) | |
| Шлифовальные головки шаровые с цилиндрической боковой поверхностью FW (ГШЦ) | |
| Шлифовальные головки коническиес закруглённой вершиной KW (ГКЗ) | |
Наша компания производит и продает головки шлифовальные различных типов: головка dw, головка ew, головка шлифовальная aw, головка шлифовальная f-1w, головка шлифовальная kw и др. Различной формы: шлифовальные головки конические, шлифовальные головки цилиндрические и др. Различного применения: головки алмазные шлифовальные, головки шлифовальные стоматологические, лепестковые шлифовальные головки и другие абразивные шлифовальные головки.
Различной формы: шлифовальные головки конические, шлифовальные головки цилиндрические и др. Различного применения: головки алмазные шлифовальные, головки шлифовальные стоматологические, лепестковые шлифовальные головки и другие абразивные шлифовальные головки.
Задать вопросы по продукции или заказать вы можете по телефонам: (351) 735-83-30, 735-91-23.
Круги шлифовальные (ГОСТ Р 52781-2007)
| |
| Круги шлифовальные ПП прямого профиля 1 (ПП) | |
| Шлифовальные круги кольцевые 2 (К) | |
| Круги шлифовальные с выточкой 5 (ПВ) | |
| Шлифовальные круги чашечные цилиндрические 6 (ЧЦ) | |
| Круги шлифовальные чашечные конические 11 (ЧК) | |
| Шлифовальные круги тарельчатые 12 (Т) | |
| Шлифовальные круги тарельчатые 14 (1Т) | |
Наша компания производит и продает шлифовальные круги различных типов: круги шлифовальные ПП, круги шлифовальные Т и др. Круги из различного шлифовального материала: круг шлифовальный 14а, круг шлифовальный 25а, круг шлифовальный 64с и др. Различной формы: тарельчатые шлифовальные круги, чашечные шлифовальные круги, круги лепестковые шлифовальные и др. Круги на различной связке: шлифовальные круги бакелитовые, круги шлифовальные на керамической связке и др. Различного применения: круги для шлифовальной машины, круги шлифовальный по металлу и др.
Круги из различного шлифовального материала: круг шлифовальный 14а, круг шлифовальный 25а, круг шлифовальный 64с и др. Различной формы: тарельчатые шлифовальные круги, чашечные шлифовальные круги, круги лепестковые шлифовальные и др. Круги на различной связке: шлифовальные круги бакелитовые, круги шлифовальные на керамической связке и др. Различного применения: круги для шлифовальной машины, круги шлифовальный по металлу и др.
Задать вопросы по продукции или заказать вы можете по телефонам: (351) 211-10-13.
Сделайте свой собственный манометр для маркировки колеса (в комплекте шаблон) — Taylor Toolworks
Маркирующие примеры измельчения в разных лесах и конструкциях
Скачать Наше руководство PDF здесь (включает шаблоны)
. Посредства:
.
О компании:
Разметочный шаблон является важным инструментом для разметки, который должен быть в наборе инструментов любого столяра, работающего с ручным инструментом. Они позволяют производить точные, воспроизводимые и четкие разметки, необходимые для плотной столярной обработки и подготовки заготовки. Отметки, оставленные разметочным шаблоном, могут точно определить местонахождение и направить пилы, стамески и рубанки. Эти калибры особенно полезны для разметки ласточкиного хвоста, пазов и шипов, а также для определения размеров пиломатериалов.
Они позволяют производить точные, воспроизводимые и четкие разметки, необходимые для плотной столярной обработки и подготовки заготовки. Отметки, оставленные разметочным шаблоном, могут точно определить местонахождение и направить пилы, стамески и рубанки. Эти калибры особенно полезны для разметки ласточкиного хвоста, пазов и шипов, а также для определения размеров пиломатериалов.
Разметочный шаблон состоит из нескольких простых частей: балки с острым штифтом или резаком на одном конце и регулируемой скользящей направляющей. Несмотря на то, что можно приобрести множество хорошо сложенных и экономичных датчиков, ничто не сравнится с созданием собственного качественного и точного инструмента для разметки. Создание собственного также позволяет настроить его для конкретных задач и придать ему форму, которая лучше всего подходит для вашей руки для оптимального комфорта и контроля. За короткий вечер небольшой кусок дерева можно превратить в точный и простой в использовании инструмент для разметки.
Для этого набора была выбрана дисковая или колесная фреза, а не штифтовая или ножевая, по нескольким причинам: 1) дискообразная фреза всегда полностью видна во время разметки линии, 2) фреза из закаленной стали острые и легко затачиваемые, 3) круглую фрезу можно вращать, открывая новую режущую кромку, 4) диск скошен и плотно прижимает упор к заготовке, 5) его можно использовать в любом направлении и вправо или влево левшам, и 6) он эффективно режет поперек волокон, поперек волокон и по торцевым волокнам.
Качественный разметочный шаблон обладает несколькими характеристиками: 1) луч должен быть перпендикулярен упору, 2) упор должен легко регулироваться вдоль луча, 3) упор должен надежно фиксироваться и не двигаться, и 4) резак должен оставляйте четкую, четкую линию разметки без отклонений при маркировке вдоль волокон, против волокон и по торцевым волокнам.
Этот комплект разметочного шаблона позволит вам легко и быстро изготовить разметочный шаблон, отвечающий всем вышеперечисленным требованиям. В наборе есть все необходимое для изготовления маркировки качества семейной реликвии (за исключением дерева). Все, что вам нужно, это несколько простых инструментов, короткий день или вечер и небольшой лом древесины твердых пород. В отличие от многих учебных пособий по изготовлению разметочного калибра, здесь не требуется шлифовка или термообработка фрезы. Вам просто нужно придать деревянному забору форму, просверлить несколько отверстий и вставить резьбовую вставку.
В наборе есть все необходимое для изготовления маркировки качества семейной реликвии (за исключением дерева). Все, что вам нужно, это несколько простых инструментов, короткий день или вечер и небольшой лом древесины твердых пород. В отличие от многих учебных пособий по изготовлению разметочного калибра, здесь не требуется шлифовка или термообработка фрезы. Вам просто нужно придать деревянному забору форму, просверлить несколько отверстий и вставить резьбовую вставку.
Содержимое:
- Разметочная балка диаметром 8 мм и длиной 8 дюймов с круглым фиксированным лезвием 1/2 дюйма на одном конце.
- 2 сменные фрезы из быстрорежущей стали.
- Одна цельная латунная ручка длиной 1-1/2″ 1/4-20 с рифленой головкой наружного диаметра 3/4″.
- 2 резьбовые вставки из цельной латуни 1/4-20 каждая (дополнительно предусмотрено для практики).
Комплект шаблонов для разметки колес
По своей конструкции этот комплект не включает ни одного подробного плана, но предлагает на выбор многочисленные исторические модели и соображения дизайна. Мы оставляем детали для вас, чтобы решить.
Мы оставляем детали для вас, чтобы решить.
Конструкции ограждений:
Для разметки потребуется ограждение. Ограждения на исторических моделях имели толщину от 1 до 1-1/4 дюйма, за исключением японских моделей, толщина которых ближе к 3/4 дюйма. Имейте в виду, что головка латунной ручки с резьбой в комплекте имеет диаметр 3/4 дюйма, поэтому любое ограждение должно быть не менее этой толщины, чтобы ручка не мешала маркировке. Используйте плотную древесину для минимизации износа. Если нет древесины 5/4 или 6/4, одним из вариантов является ламинирование 2 пород вместе (одна износостойкая порода на эталонной поверхности), чтобы получить желаемую толщину. Если вы склеиваете любой тип маслянистой экзотической древесины (например, палисандр, черное дерево, железное дерево, кокоболо, кордиа, бокоте, ипе, лигнум виаэте, каталокс, кровавое дерево и т. д.), обязательно удалите поверхностные масла, протерев любые клеевые поверхности денатурированным спиртом. , ацетон или растворитель для лака, а затем отшлифуйте наждачной бумагой с зернистостью 120 непосредственно перед склеиванием. Используйте медленно схватывающуюся двухкомпонентную эпоксидную смолу для лучшего сцепления. Выберите дизайн из множества полноразмерных вариантов в приложении или создайте свой собственный. Отрежьте свой запас по размеру. Приклейте план к заготовке и сориентируйте вертикальные или горизонтальные контрольные отметки на заготовке, чтобы отметить расположение отверстия ручки. Установите резьбовую вставку (см. ниже). Распилите и отшлифуйте заготовку до окончательной формы. При необходимости установите изнашиваемые пластины (см. ниже). Наметьте небольшую фаску на обеих гранях. Вы можете добавить больший профиль на заднюю сторону для удобства или лучшего захвата, но никогда не профилируйте рабочую поверхность, так как это просто уменьшит контрольную площадь.
Используйте медленно схватывающуюся двухкомпонентную эпоксидную смолу для лучшего сцепления. Выберите дизайн из множества полноразмерных вариантов в приложении или создайте свой собственный. Отрежьте свой запас по размеру. Приклейте план к заготовке и сориентируйте вертикальные или горизонтальные контрольные отметки на заготовке, чтобы отметить расположение отверстия ручки. Установите резьбовую вставку (см. ниже). Распилите и отшлифуйте заготовку до окончательной формы. При необходимости установите изнашиваемые пластины (см. ниже). Наметьте небольшую фаску на обеих гранях. Вы можете добавить больший профиль на заднюю сторону для удобства или лучшего захвата, но никогда не профилируйте рабочую поверхность, так как это просто уменьшит контрольную площадь.
Сверление отверстия для балки:
Для наилучшего соответствия отверстия для балки используйте сверло диаметром 8 мм (0,315 дюйма). Это идеальный размер, который обеспечивает наилучшую посадку и обеспечивает наилучшее скольжение. Если у вас нет сверла диаметром 8 мм, подойдет также сверло размера O (0,316 дюйма). Используйте сверлильный станок, чтобы сделать отверстие идеально перпендикулярным забору. Подкрепите кусок куском дерева, чтобы предотвратить выброс сверла при выходе из отверстия. Используйте небольшую зенковку, чтобы сделать небольшой скос с обеих сторон отверстия. Вы также можете сделать большую раковину с одной стороны, чтобы защитить резак.
Если у вас нет сверла диаметром 8 мм, подойдет также сверло размера O (0,316 дюйма). Используйте сверлильный станок, чтобы сделать отверстие идеально перпендикулярным забору. Подкрепите кусок куском дерева, чтобы предотвратить выброс сверла при выходе из отверстия. Используйте небольшую зенковку, чтобы сделать небольшой скос с обеих сторон отверстия. Вы также можете сделать большую раковину с одной стороны, чтобы защитить резак.
Износостойкие пластины:
Большинство отечественных лиственных пород служат в течение многих лет при умеренном использовании и практически не изнашиваются. Сверхплотные импортные лиственные породы обеспечат дополнительную защиту от износа. Вы можете заламинировать износостойкую экзотическую поверхность на изнашиваемой поверхности забора, чтобы свести к минимуму износ. Для лучшей защиты от износа вставьте горизонтальные или вертикальные латунные износостойкие пластины. Для установки проложите прорези в ограждении для установки износостойких пластин. Сделайте пробный разрез на ломе, чтобы убедиться, что паз плотно прилегает, а латунь находится на одном уровне с поверхностью. Отрежьте латунные полоски износа немного длиннее, чем необходимо, зажмите и залейте эпоксидной смолой. Обрежьте латунные полоски, когда будете резать забор на ленточной пиле. Латунь легко режется и шлифуется деревообрабатывающими инструментами. При механическом шлифовании действуйте медленно, так как латунь может быстро нагреваться, а чрезмерное накопление тепла может повлиять на эпоксидную связь. Чтобы выполнить окончательное выравнивание, отшлифуйте поверхности забора наждачной бумагой 220, затем 320, приклеенной к куску ДСП или МДФ. «Отшлифуйте» латунь, отшлифовав наждачной бумагой № 320, используя линейку, чтобы царапины оставались параллельными полосам.
Сделайте пробный разрез на ломе, чтобы убедиться, что паз плотно прилегает, а латунь находится на одном уровне с поверхностью. Отрежьте латунные полоски износа немного длиннее, чем необходимо, зажмите и залейте эпоксидной смолой. Обрежьте латунные полоски, когда будете резать забор на ленточной пиле. Латунь легко режется и шлифуется деревообрабатывающими инструментами. При механическом шлифовании действуйте медленно, так как латунь может быстро нагреваться, а чрезмерное накопление тепла может повлиять на эпоксидную связь. Чтобы выполнить окончательное выравнивание, отшлифуйте поверхности забора наждачной бумагой 220, затем 320, приклеенной к куску ДСП или МДФ. «Отшлифуйте» латунь, отшлифовав наждачной бумагой № 320, используя линейку, чтобы царапины оставались параллельными полосам.
Задний скос:
К задней нижней части упора можно добавить скос под углом 45 градусов, чтобы облегчить датчик и обеспечить оптимальный захват.
Расположение рукоятки:
Как указывалось ранее, головка латунной рифленой ручки имеет диаметр 3/4 дюйма, поэтому толщина упора должна быть больше, чтобы ручка не мешала при маркировке материала. . Если все, что имеется в наличии, это заготовка толщиной 3/4 дюйма, установите резьбовую вставку немного не по центру. Ручку можно установить сверху или сбоку ограждения, в зависимости от того, какое место обеспечивает наилучший захват.
. Если все, что имеется в наличии, это заготовка толщиной 3/4 дюйма, установите резьбовую вставку немного не по центру. Ручку можно установить сверху или сбоку ограждения, в зависимости от того, какое место обеспечивает наилучший захват.
Зенковка фрезы:
Вы можете утопить небольшое углубление в ограждении, чтобы защитить фрезу, когда она не используется. Безусловно, лучшая зенковка для дерева — это инструмент для снятия заусенцев с одной канавкой, предназначенный для обработки металла. Этот тип зенковки нарезает гладкую зенковку в существующих отверстиях и не оставляет болтовни. Эти биты работают, разрезая древесину вместо разрыва, производимого большинством других моделей с несколькими канавками.
Заточка фрезы:
Для наилучшей работы круглый отрезной круг необходимо время от времени затачивать. Для заточки снимите фрезу, положите плоскую поверхность на точильный камень и протрите круговыми движениями, пока поверхность не станет отполированной и острой.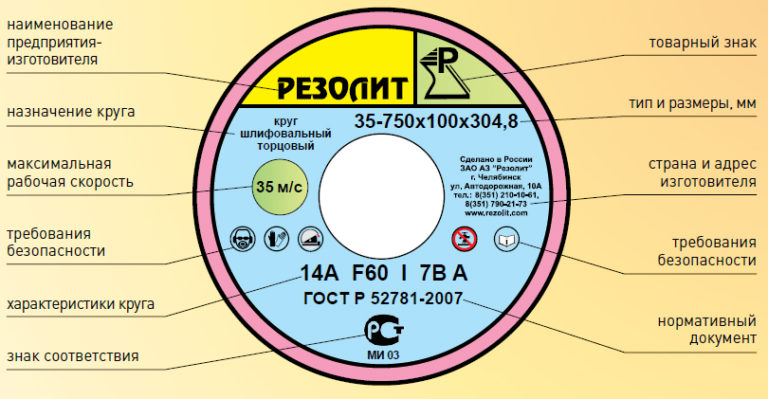 Используйте свой палец или ластик для карандашей, чтобы хорошо ухватиться за маленькую симпатичную фигурку. В комплект маркировочного шаблона входят 2 дополнительных резака на случай, если один из них выйдет из строя.
Используйте свой палец или ластик для карандашей, чтобы хорошо ухватиться за маленькую симпатичную фигурку. В комплект маркировочного шаблона входят 2 дополнительных резака на случай, если один из них выйдет из строя.
Варианты врезного/шипообразного калибра:
Этот набор можно использовать для изготовления калибра для врезки с двумя резцами, каждый из которых можно регулировать независимо друг от друга, что позволяет одновременно маркировать обе стороны паза или шипа. Вы можете сделать его, просверлив и установив 2 отдельные балки в ограждении и ориентируя фрезы в противоположных направлениях, чтобы скос каждой фрезы был направлен внутрь паза или снаружи шипа. Вы также можете установить только одну балку и оснастить ее парой врезных лезвий, которые можно независимо регулировать и фиксировать на месте с помощью установочных винтов.
Установка латунных резьбовых вставок:
Установите латунную резьбовую вставку в упор до профилирования окончательной формы. Установка резьбовых вставок точно под прямым углом к краю доски может быть сложной задачей. Если не соблюдать осторожность, вставки могут быть запущены в отверстие не под прямым углом, что делает практически невозможным исправить это смещение. Кривая вставка приводит к неквадратной и неприглядной ручке. Для правильной установки используйте сверлильный станок с упором и просверлите пилотное отверстие диаметром 1/4 дюйма с помощью остроконечной насадки глубиной не менее 1–1/4 дюйма или до тех пор, пока не достигнете отверстия для балки диаметром 8 мм. Переключите сверла на спиральное сверло 25/64 дюйма. Используя ту же настройку упора, просверлите отверстие глубиной 1/2 дюйма вокруг существующего пилотного отверстия диаметром 1/4 дюйма. Это примет латунную вставку. Навинтите вставку на болт с шестигранной головкой длиной 1-1/4 дюйма с шайбой так, чтобы конец с прорезью входил в отверстие первым. Установите вставку, повернув головку болта гаечным ключом. Меньшая часть отверстия диаметром 1/4 дюйма будет направлять болт и обеспечивать прямую и правильную установку вставки.
Установка резьбовых вставок точно под прямым углом к краю доски может быть сложной задачей. Если не соблюдать осторожность, вставки могут быть запущены в отверстие не под прямым углом, что делает практически невозможным исправить это смещение. Кривая вставка приводит к неквадратной и неприглядной ручке. Для правильной установки используйте сверлильный станок с упором и просверлите пилотное отверстие диаметром 1/4 дюйма с помощью остроконечной насадки глубиной не менее 1–1/4 дюйма или до тех пор, пока не достигнете отверстия для балки диаметром 8 мм. Переключите сверла на спиральное сверло 25/64 дюйма. Используя ту же настройку упора, просверлите отверстие глубиной 1/2 дюйма вокруг существующего пилотного отверстия диаметром 1/4 дюйма. Это примет латунную вставку. Навинтите вставку на болт с шестигранной головкой длиной 1-1/4 дюйма с шайбой так, чтобы конец с прорезью входил в отверстие первым. Установите вставку, повернув головку болта гаечным ключом. Меньшая часть отверстия диаметром 1/4 дюйма будет направлять болт и обеспечивать прямую и правильную установку вставки.
Отделка:
Используйте салфетку по вашему выбору. Протрите полиэстер, датское масло или шеллак, а затем нанесите легкий слой воска.
5 распространенных проблем со шлифовальными кругами и способы их устранения
5 распространенных проблем со шлифовальными кругами и способы их устранения
Магазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Перейти к содержанию
Поиск
Меню
Счет
Натали Хендерсон
Независимо от того, являетесь ли вы новичком в шлифовке или опытным профессионалом, все мы получали ошибочные результаты.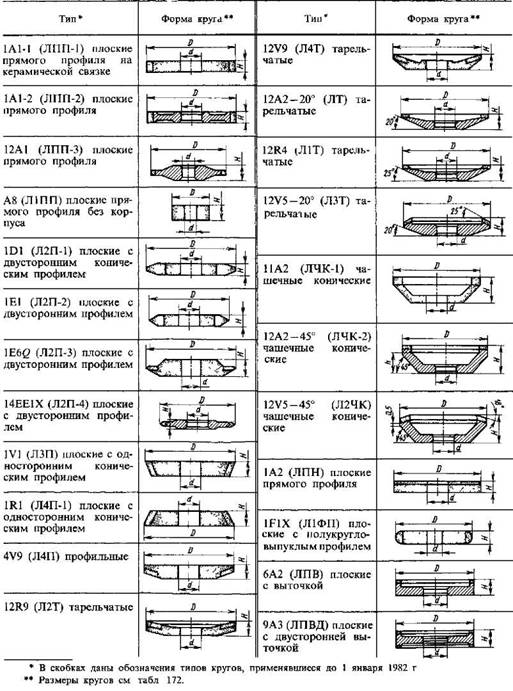 .. не совсем то, на что рассчитывали. Хотя это может быть неприятно, главное — понять, почему это произошло, чтобы у вас больше не было той же проблемы. Мы составили руководство по устранению 5 основных проблем, с которыми сталкиваются производители при использовании шлифовальных кругов, и способы их устранения.
.. не совсем то, на что рассчитывали. Хотя это может быть неприятно, главное — понять, почему это произошло, чтобы у вас больше не было той же проблемы. Мы составили руководство по устранению 5 основных проблем, с которыми сталкиваются производители при использовании шлифовальных кругов, и способы их устранения.
Когда вы замечаете что-то не совсем правильное, всегда сначала проверяйте следующее:
- Состояние алмазного инструмента для правки – проверьте, не изношен ли он или не затупился, и поверните наконечник инструмента.
- Охлаждающая жидкость движется в правильном направлении, фильтрация работает.
Сейчас для 5 наиболее распространенных проблем и того, как их исправить:
1. Заготовка сжигается
Причины и решения:
- . количество материала, снимаемого за один проход.
- Слишком тонкая заправка на колесе — Используйте более грубую заправку, более «открытую».

- Неправильное направление подачи СОЖ — Отрегулируйте направление подачи СОЖ в зону шлифования.
2. Загрузка круга и остекление
Причины и решения:
- Зернистость круга слишком мелкая или мельче — Попробуйте использовать круг с более крупным зерном.
- Абразив слишком стойкий — Используйте более острый и рыхлый абразив (белый).
- Колесо одевается слишком медленно — Увеличьте ход правки.
3. Вибрация колес
Причины и решения:
- Работа без поддержки — Увеличьте поддержку.
- Вибрация машины — Проверьте состояние подшипника.
- Слишком высокая скорость резки. – Попробуйте уменьшить скорость резки.
- Колесо разбалансировано — Проверьте и отрегулируйте.
- Вибрация шпинделя — Из-за износа подшипника шпинделя или дисбаланса фланцев.
- Колесо не соответствует действительности — Отремонтируйте колесо и проверьте крепление.
- Глазурованная поверхность колеса — Зачистите колесо острым шлифованием.
4. Плохая отделка поверхности
Причины и решения:
- Неправильная правка колеса — Попробуйте правку потоньше, замедлите правку.
- Изношенный инструмент для правки — Осмотрите, поверните или замените инструмент для правки.
- Зернистость слишком крупная — Используйте более мелкую зернистость.
- Колесо слишком твердое — Используйте более мягкий круг.
- Вибрация/дребезг — см. проблему № 3.
5. Не держится за углы
Причины и решения:
- Размер зерна слишком большой — Используйте меньший размер зерна (максимальный диаметр зерна должен быть меньше радиуса при вершине в 1,5 раза)
- Неправильное колесное платье — Попробуйте более тонкое платье.

